Example DIY Supports 2
|
English • العربية • български • català • čeština • Deutsch • Ελληνικά • español • فارسی • français • hrvatski • magyar • italiano • română • 日本語 • 한국어 • lietuvių • Nederlands • norsk • polski • português • русский • Türkçe • українська • 中文(中国大陆) • 中文(台灣) • עברית • azərbaycanca • |

Contents
See Also
Width of DIY Supports
One of the complications with DIY supports is getting the widths correct. Slicers will generally have problems with this, in my experience. The only solution I know of is to make the widths a bit larger than the planned extrusion width, and then go back and forth between the modeling and the slicing. My final extrusion width is .45mm in KISSlicer, depicted in the 2nd and 3rd image, so I began with supports roughly .5mm wide, and thickened them as needed.
Two primary complications occur: 1. The thin walls of the support result in gaps/holes, as the slicers often disregard parts that it considers too thin to print. 2. The support's shape is created with multiple paths -- sometimes this might be desirable, but for me that's rare. The closeup (Image 3) shows the I-shaped patterns, as the slicer perhaps attempts to make the rectanglar cross-sections have corners. It also shows the presence of rectangular paths. I should point out that, as of the time of this writing, I did not yet try printing this particular model with DIY supports (but I did, with generated supports). Nevertheless, I believe it is at the point where it would print well.
File Format Limitations
The standard model format (.STL) only provides a mesh to the processing software -- there is no way to give additional information about an object or its parts to a slicer. This means you can't say "this 'thin wall' can be generated as single continuous paths". When a slicer generates supports, itself, it can create nice simple paths for supports, but when making your own supports, as objects, there can be some amount of experimentation necessary to get the extrusions/gcode to an acceptable state. In the 3rd image, again, the closeup shows the I-shape of the thinnest supports, and the rectangular-ish paths created for those that were perhaps a bit thicker. It would be nice to provide object-information to a slicer, but at present, at least with STL, that is not an option.


Control Over Attachment Points
It is worthwhile to note that, while these images show the control one can have over exactly where the supports attach, another option is more advanced support generation, such as Autodesk's MeshMixer, which can automatically generate supports which are efficient in material use and printing time. It is, unfortunately, presently limited (I believe, as of March 2015 or so) only to tree-like structures of supports. You then output this generated object, plus its supports, as an object, and slice it in your slicer of choice. The minimal nature and configurable locations of attachment is a nice feature, however, since slicing software nearly all seem to generate only vertical supports at present.
Example: Avoiding Additional Contact Points at the Bottom of Supports
The last image is of a replacement part for an "inexpensive" air-compressor's valve. The model demonstrates a different type of support -- a ring used to support the top, while spreading outwards so the base of the support doesn't touch the object. On top of the ring (support) are small fins which run orthogonally to the peripheral paths it will support, so they can be more cleanly detached. The valve is 2.70cm across, and 3.0460cm with the support-ring.

Slicer Handling of DIY Supports' Thin Walls
Blender Model
Here, an original Blender model of fins (in green) can be seen. The fins are .50mm thick. I should point out that I realized, after my first print, that the fins didn't extend far enough out, so one path was left unsupported.
Various Slicers' Processing
Slic3r: With automatically-calculated extrusion widths. Fins seem to be processed nicely as thin single-extrusion walls.
Simplify3D: Simplify3D also appears to cleanly handle the shapes of the thin walls nicely. It handles them fine with extrusion width set to auto, or manual at .40 and .45mm. It begins to have holes in the walls when the extrusion width was set to .50mm.
KISSlicer: Here I encountered some problems. While I personally enjoy KISSlicer for its other benefits, like seemingly clean efficient moves, it has some problems with the thin walls I make, for some reason, leaving various unprinted spaces (holes/gaps). KISSlicer does not seem to have an automatic extrusion width setting, yet it leaves gaps when set to .45 down to even .35mm. At .30mm it seems to leave no gaps in this model, but uses small rectangular paths to create each fin, instead of a single path. Again, the fins are .50mm thick.
Here at .40mm we might be right on the threshold of the supports still serving their purpose, so we might still have to thicken the walls, back in our original model a bit. We'd then have to re-slice in KISSlicer. Unfortunately, thickening the walls enough to avoid gaps then usually results in rectangular paths used to create them (so they're two-extrusions wide). If you're using KISSlicer for some of its other benefits, this might be a worthwhile sacrifice.
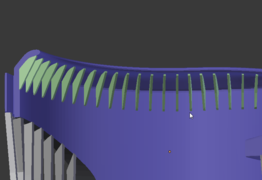
DIY Floating Supports - Fins - Blender Model
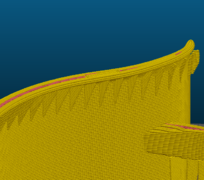
Slic3r
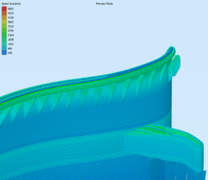
Simplify3D
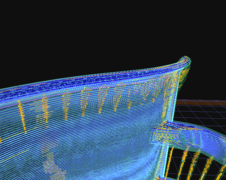
KISSlicer



