Please help me finish my Longboat Prusa
Posted by gsport
|
Re: Please help me finish my Longboat Prusa March 09, 2012 11:50AM |
Registered: 12 years ago Posts: 124 |
So on futher investigation it seems like the printer is just laying down too much material. I dont understand why this should be.
I have double checked the calibration of the feed and Z axis (and X and Y while I was at it) and they are fine.
I have now told it that the material is 3mm (rather than the 2.85 it really is) in the hope that that would trick it into putting less down, but it just seems to be going overboard.
Any ideas?
(slic3r, pronterface, arduino)
Also my Z axis gets very squeaky which I at first put down to the slight upward pressure from the excessive material but now I am not so sure. I initially lubed the linear bearings with basic grease (inside the seals) any other suggestions?
George
Edited 1 time(s). Last edit at 03/09/2012 11:53AM by gsport.
I have double checked the calibration of the feed and Z axis (and X and Y while I was at it) and they are fine.
I have now told it that the material is 3mm (rather than the 2.85 it really is) in the hope that that would trick it into putting less down, but it just seems to be going overboard.
Any ideas?
(slic3r, pronterface, arduino)
Also my Z axis gets very squeaky which I at first put down to the slight upward pressure from the excessive material but now I am not so sure. I initially lubed the linear bearings with basic grease (inside the seals) any other suggestions?
George
Edited 1 time(s). Last edit at 03/09/2012 11:53AM by gsport.
|
Re: Please help me finish my Longboat Prusa March 09, 2012 12:59PM |
Admin Registered: 17 years ago Posts: 7,879 |
Have you calibrated your extruder by adjusting the E steps per mm in the firmware so that when told to extrude 100mm it extrudes exactly 100mm?
The amount fed depends on the diameter of the hobbed bolt, how deep the hobbing is and how far the plastic sinks into it.
[www.hydraraptor.blogspot.com]
The amount fed depends on the diameter of the hobbed bolt, how deep the hobbing is and how far the plastic sinks into it.
[www.hydraraptor.blogspot.com]
|
Re: Please help me finish my Longboat Prusa March 09, 2012 01:14PM |
Registered: 12 years ago Posts: 124 |
|
Re: Please help me finish my Longboat Prusa March 09, 2012 03:29PM |
Registered: 12 years ago Posts: 124 |
|
Re: Please help me finish my Longboat Prusa March 09, 2012 03:42PM |
Admin Registered: 17 years ago Posts: 7,879 |
|
Re: Please help me finish my Longboat Prusa March 09, 2012 03:55PM |
Registered: 12 years ago Posts: 124 |
Not tried a cube. I thought a cylinder was pretty simple...
I have it trying to print my original test item right now with the nozzle increased to 0.55mm (never did get a number for what it is supposed to be in this kit) and the layer height increased to 0.3mm, still with the PLA diameter over stated at 3.0 instead of the 2.85 it is (so about 10% allowance).
I noticed that the Z readout is somewhat strange.
For the first layer it says Z: 0.50mm (no idea how it knows this but that is about right)
This then jumps to 0.60mm for the inside diameter, and then increases to 0.80 for the outer diameter. So it is printing the inside and outside perimeters at different heights?!?! Is this normal? (Pronterface, slic3r)
Actually, when I watch it do it's thing it appears to do the full lift between layers and NOT offset them as it seems to be claiming?!?!?
George
Edited 1 time(s). Last edit at 03/09/2012 04:00PM by gsport.
I have it trying to print my original test item right now with the nozzle increased to 0.55mm (never did get a number for what it is supposed to be in this kit) and the layer height increased to 0.3mm, still with the PLA diameter over stated at 3.0 instead of the 2.85 it is (so about 10% allowance).
I noticed that the Z readout is somewhat strange.
For the first layer it says Z: 0.50mm (no idea how it knows this but that is about right)
This then jumps to 0.60mm for the inside diameter, and then increases to 0.80 for the outer diameter. So it is printing the inside and outside perimeters at different heights?!?! Is this normal? (Pronterface, slic3r)
Actually, when I watch it do it's thing it appears to do the full lift between layers and NOT offset them as it seems to be claiming?!?!?
George
Edited 1 time(s). Last edit at 03/09/2012 04:00PM by gsport.
|
Re: Please help me finish my Longboat Prusa March 09, 2012 04:43PM |
Registered: 12 years ago Posts: 22 |
Hi George,
That layer height sounds a bit odd,
are you sure you are reading the GCode correctly and not looking at the z-lift moves?
I just tried printing out the Perimeter Width calibration test.
And have attached the STL and GCode I generated with Slic3r 0.7.0, are you able to try printing that.
-Mark
p.s. I used this PTFE Chain Lube on my machine.
Edited 1 time(s). Last edit at 03/09/2012 04:49PM by Bloomoo.
That layer height sounds a bit odd,
are you sure you are reading the GCode correctly and not looking at the z-lift moves?
I just tried printing out the Perimeter Width calibration test.
And have attached the STL and GCode I generated with Slic3r 0.7.0, are you able to try printing that.

-Mark
p.s. I used this PTFE Chain Lube on my machine.
Edited 1 time(s). Last edit at 03/09/2012 04:49PM by Bloomoo.
|
Re: Please help me finish my Longboat Prusa March 09, 2012 04:50PM |
Admin Registered: 17 years ago Posts: 7,879 |
I have never used Slic3r, only Skeinforge, which is less buggy at the moment as it is more mature.
The nozzle will be 0.5mm, but that doesn't affect the plastic flow rate. What goes in must come out regardless of the size of the hole so it shouldn't figure in the volumetric calculations. It just determines the range of layer heights and filament widths you can use.
[www.hydraraptor.blogspot.com]
The nozzle will be 0.5mm, but that doesn't affect the plastic flow rate. What goes in must come out regardless of the size of the hole so it shouldn't figure in the volumetric calculations. It just determines the range of layer heights and filament widths you can use.
[www.hydraraptor.blogspot.com]
|
Re: Please help me finish my Longboat Prusa March 09, 2012 05:25PM |
Registered: 12 years ago Posts: 124 |
Surely the g-code shifts the nozzle across the diameter of the orifice each time? So a bigger hole not moving the full distance would leave the hole overlapping the previous track slightly?
Bloomo, I am looking at the very bottom line in Pronterface which I assumed was reporting what it was doing...
Thanks for the suggestion of PTFE chain lube... I have loads of that kind of thing...
Will try the perimeter test next.
George
Bloomo, I am looking at the very bottom line in Pronterface which I assumed was reporting what it was doing...
Thanks for the suggestion of PTFE chain lube... I have loads of that kind of thing...
Will try the perimeter test next.
George
|
Re: Please help me finish my Longboat Prusa March 09, 2012 05:49PM |
Registered: 12 years ago Posts: 22 |
Looks like pronterface reports the highest Z value it has seen, rather than the current height, so that would explain it.
I just checked it now as it was printing, and it's reporting Z3.00
The corresponding bit of GCode is
G1 F1800.000 E0.37290
G1 Z3.000 F7200.000
G92 E0
G1 X70.499 Y110.567
G1 Z2.800
G1 F1800.000 E2.00000
So it does the zlift of 0.2, and then back down to 2.8
-Mark
I just checked it now as it was printing, and it's reporting Z3.00
The corresponding bit of GCode is
G1 F1800.000 E0.37290
G1 Z3.000 F7200.000
G92 E0
G1 X70.499 Y110.567
G1 Z2.800
G1 F1800.000 E2.00000
So it does the zlift of 0.2, and then back down to 2.8
-Mark
|
Re: Please help me finish my Longboat Prusa March 09, 2012 06:39PM |
Registered: 12 years ago Posts: 124 |
Thanks Mark, that explains it perfectly.
I am still getting this weird effect. Even tricking the extruder into putting down much less plastic the first few layers are very gappy (because there isnt enough material, and by 12 layers or so the perimeter (3 lines) is completely solid, and by 20 or 30 layers (at 0.3) the tip is pushing down into the part as it makes its pass...
It is as though the Z axis is out of calibration (so the error slowly builds up) but I have checked it several times (along with everything else)...
George
I am still getting this weird effect. Even tricking the extruder into putting down much less plastic the first few layers are very gappy (because there isnt enough material, and by 12 layers or so the perimeter (3 lines) is completely solid, and by 20 or 30 layers (at 0.3) the tip is pushing down into the part as it makes its pass...
It is as though the Z axis is out of calibration (so the error slowly builds up) but I have checked it several times (along with everything else)...
George
|
Re: Please help me finish my Longboat Prusa March 09, 2012 06:59PM |
Registered: 12 years ago Posts: 22 |
Ah, I think I may know what the problem is....
Have you still got the default Sprinter axis disable settings in Configuration.h ??
// Disables axis when it's not being used.
const bool DISABLE_X = false;
const bool DISABLE_Y = false;
const bool DISABLE_Z = true;
const bool DISABLE_E = false;
I changed my DISABLE_Z to false, after seeing it recommended in another thread somewhere in the forums.
They said it avoided any tendancy for the z axis to creep due to vibrations.
-Mark
Have you still got the default Sprinter axis disable settings in Configuration.h ??
// Disables axis when it's not being used.
const bool DISABLE_X = false;
const bool DISABLE_Y = false;
const bool DISABLE_Z = true;
const bool DISABLE_E = false;
I changed my DISABLE_Z to false, after seeing it recommended in another thread somewhere in the forums.
They said it avoided any tendancy for the z axis to creep due to vibrations.
-Mark
|
Re: Please help me finish my Longboat Prusa March 09, 2012 07:12PM |
Registered: 12 years ago Posts: 124 |
|
Re: Please help me finish my Longboat Prusa March 10, 2012 01:28AM |
Admin Registered: 17 years ago Posts: 7,879 |
Quote
Surely the g-code shifts the nozzle across the diameter of the orifice each time? So a bigger hole not moving the full distance would leave the hole overlapping the previous track slightly?
No it doesn't work like that, the g-code offsets by the filament width, not the nozzle size.
If you extrude plastic into mid air it will come out bigger than the nozzle size( due to die swell) but the width of the filament laid down is defined by the flow rate versus the feed rate, not the nozzle size. I.e. the length is defined by the distance travelled, the height is defined by the nozzle height, leaving the width defined by the flow rate as volume is conserved.
Perhaps your Z axis is missing steps during the build. Does the object come out the right height or is is shorter than it should be?
Edited 3 time(s). Last edit at 03/10/2012 02:04AM by nophead.
[www.hydraraptor.blogspot.com]
|
Re: Please help me finish my Longboat Prusa March 10, 2012 02:26AM |
Registered: 13 years ago Posts: 1,797 |
also i have had issues with e disabled when not used. the feedstock will push the stepper motor steps back when e is not used from the built up pressure in the hotend. i have had much better results with e enabled all the time the printer is running.
another thing is how fast does your filament retract? and how far?
another thing is how fast does your filament retract? and how far?
|
Re: Please help me finish my Longboat Prusa March 11, 2012 01:10PM |
Registered: 12 years ago Posts: 51 |
another_reprapper Wrote:
-------------------------------------------------------
>
> Regarding heat - your thermistor should be
> regulating heat. In the end I abandoned my
> thermistor table and used the default #1
> thermistor in Sprinter instead. Using this, the
> best temperature so far for me is 220 degrees C.
> While my thermistor is the one from RS, all 100k
> thermistors should be very similar. Ps
> Faberdashery seem to recommend 210 degrees so I
> don't think I'm far out.
>
For the sake of posterity I would like to retract this comment as I am now getting superior results by extruding at 190 degrees C.
I believe now that the temperature should not be as high as 220 as at this level the PLA gets hot further up the hot end and can clog up the cold part of the hot end. I have also pointed a fan at the top of my hot end to be sure it stays cool.
-------------------------------------------------------
>
> Regarding heat - your thermistor should be
> regulating heat. In the end I abandoned my
> thermistor table and used the default #1
> thermistor in Sprinter instead. Using this, the
> best temperature so far for me is 220 degrees C.
> While my thermistor is the one from RS, all 100k
> thermistors should be very similar. Ps
> Faberdashery seem to recommend 210 degrees so I
> don't think I'm far out.
>
For the sake of posterity I would like to retract this comment as I am now getting superior results by extruding at 190 degrees C.
I believe now that the temperature should not be as high as 220 as at this level the PLA gets hot further up the hot end and can clog up the cold part of the hot end. I have also pointed a fan at the top of my hot end to be sure it stays cool.
|
Re: Please help me finish my Longboat Prusa March 13, 2012 10:18AM |
Registered: 12 years ago Posts: 124 |
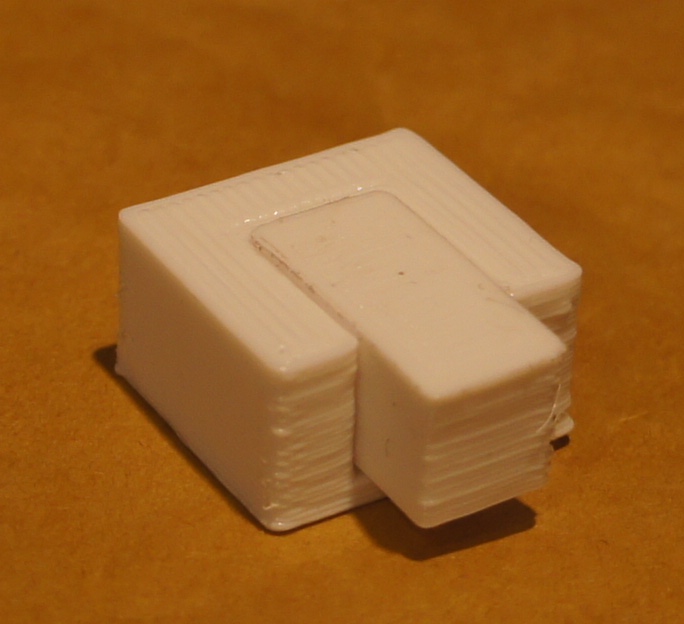
Printed out the perimeter test at 205C with the feedstock diameter at 2.9mm (it is closer to 2.85) and also at 195C and 212C. and at 0.3 layer height.
The part will not assemble with the block being around 10.2mm wide and the slot 9.2mm wide (so a long way off fitting).
Also, even though I did them at just 50% fill the infill is bulging out the top by the top layer by 0.3-0.5mm.
nophead Wrote:
-------------------------------------------------------
> Surely the g-code shifts the nozzle across the
> diameter of the orifice each time? So a bigger
> hole not moving the full distance would leave the
> hole overlapping the previous track slightly?
>
> No it doesn't work like that, the g-code offsets
> by the filament width, not the nozzle size.
>
> If you extrude plastic into mid air it will come
> out bigger than the nozzle size( due to die swell)
> but the width of the filament laid down is defined
> by the flow rate versus the feed rate, not the
> nozzle size. I.e. the length is defined by the
> distance travelled, the height is defined by the
> nozzle height, leaving the width defined by the
> flow rate as volume is conserved.
>
> Perhaps your Z axis is missing steps during the
> build. Does the object come out the right height
> or is is shorter than it should be?
Thanks that explanation makes a lot of sense.
Part height seems correct so I dont think it is missing steps.
I am honestly stumped here, it just seems to extrude too much material, I can work around it by lying about the size of the filament but its a bit hit and miss...
The part will not assemble with the block being around 10.2mm wide and the slot 9.2mm wide (so a long way off fitting).
Also, even though I did them at just 50% fill the infill is bulging out the top by the top layer by 0.3-0.5mm.
nophead Wrote:
-------------------------------------------------------
> Surely the g-code shifts the nozzle across the
> diameter of the orifice each time? So a bigger
> hole not moving the full distance would leave the
> hole overlapping the previous track slightly?
>
> No it doesn't work like that, the g-code offsets
> by the filament width, not the nozzle size.
>
> If you extrude plastic into mid air it will come
> out bigger than the nozzle size( due to die swell)
> but the width of the filament laid down is defined
> by the flow rate versus the feed rate, not the
> nozzle size. I.e. the length is defined by the
> distance travelled, the height is defined by the
> nozzle height, leaving the width defined by the
> flow rate as volume is conserved.
>
> Perhaps your Z axis is missing steps during the
> build. Does the object come out the right height
> or is is shorter than it should be?
Thanks that explanation makes a lot of sense.
Part height seems correct so I dont think it is missing steps.
I am honestly stumped here, it just seems to extrude too much material, I can work around it by lying about the size of the filament but its a bit hit and miss...
|
Re: Please help me finish my Longboat Prusa March 13, 2012 05:03PM |
Registered: 12 years ago Posts: 22 |
I guess you are calibrating the extruder the usual way, by just hitting extrude a few times in pronterface?
Slic3r outputs how much filament it thinks it's using in total at the very end of the gcode file. e.g.
Maybe there is some discrepancy between when you are just testing, and extended use when doing a real print.
-Mark
Slic3r outputs how much filament it thinks it's using in total at the very end of the gcode file. e.g.
; filament used = 629.4mm (4.4cm3)Before you start printing, can you measure that distance on the filament, and then check that it really does use that much.
Maybe there is some discrepancy between when you are just testing, and extended use when doing a real print.
-Mark
|
Re: Please help me finish my Longboat Prusa March 15, 2012 06:05AM |
Registered: 12 years ago Posts: 124 |
^^^ Thanks, but it still tallies. I have put the filament diameter to 3.1 now in Slic3r and am getting some fairly reasonable prints. I just dont get why this should be.
I have a new problem now that on one of my models there is some very narrow infill. Maybe 2mm wide. When the printer gets to this bit it very often seems to lose track of the Y axis (I assume due to the fast reversing) and the layer moves 2mm along the Y axis out of alignment with the rest of the model already printed.
Is there some way of getting the printer to slow down for these sections or have a minimum time between reversing so as to avoid this (without going into the G-code of every part to adjust it)?
George
I have a new problem now that on one of my models there is some very narrow infill. Maybe 2mm wide. When the printer gets to this bit it very often seems to lose track of the Y axis (I assume due to the fast reversing) and the layer moves 2mm along the Y axis out of alignment with the rest of the model already printed.
Is there some way of getting the printer to slow down for these sections or have a minimum time between reversing so as to avoid this (without going into the G-code of every part to adjust it)?
George
|
Re: Please help me finish my Longboat Prusa April 04, 2012 10:47AM |
Registered: 12 years ago Posts: 21 |

{kind=link}
{kind=link}
Sorry, only registered users may post in this forum.