myriad of issues
Posted by morrist
|
myriad of issues August 20, 2011 10:55AM |
Registered: 13 years ago Posts: 167 |
hello all,
i have posted for help on this board a few times and have gotten some very helpful tips. i have used repsnapper to create g code up until this point and know i am trying to use skeinforge 40 to create my g code so i may get some better results. however i am having some odd issues
1.) i cannot control the temperature in repsnapper, it seems to be set automatically? maybe somewhere in skeinforge but i have no idea where to look
2.) although it heats by itself, the extruder motor never turns on or runs during the print. the reprap seems to just go through the motions without extruding plastic.
if anyone has any suggestions as to how i could fix these, everything would be running perfect.
Morrist
ps. i am running the techzone monolithic board, sk40 and repsnapper by kulitorum
i have posted for help on this board a few times and have gotten some very helpful tips. i have used repsnapper to create g code up until this point and know i am trying to use skeinforge 40 to create my g code so i may get some better results. however i am having some odd issues
1.) i cannot control the temperature in repsnapper, it seems to be set automatically? maybe somewhere in skeinforge but i have no idea where to look
2.) although it heats by itself, the extruder motor never turns on or runs during the print. the reprap seems to just go through the motions without extruding plastic.
if anyone has any suggestions as to how i could fix these, everything would be running perfect.
Morrist
ps. i am running the techzone monolithic board, sk40 and repsnapper by kulitorum
|
Re: myriad of issues August 20, 2011 11:17AM |
Registered: 13 years ago Posts: 1,611 |
1.) It's set in the 'temperature' tab in Skeinforge. Make sure it's activated, set the temperature the same as you have been in repsnapper. I tend to heat up the hot end before setting the gcode running. You will also want to check the gcode SK produces does not have gcodes in it you don't want eg M103, M108. Use this post to help: [forums.reprap.org]
2.) Have you calibrated the extruder for SK41? If not, the extruder will look like it is not turning, but it probably is... just very, very slowly. Calibrate like this: [josefprusa.cz]
It will mess up the repsnapper settings, so don't use it for creating gcode anymore, unless you set the extrusion multiplier in printer settings on the print options tab to something like 0.4. Basically, when you tell repsnapper to extrude length '10' (the smallest amount), 10mm of filament will be pulled INTO the extruder. This is A LOT more than you have been used to! If you forget and try to extrude '150' (the default on opening repsnapper), it will probably make the extruder slip, or blow your hot end apart! You only do it once...
2.) Have you calibrated the extruder for SK41? If not, the extruder will look like it is not turning, but it probably is... just very, very slowly. Calibrate like this: [josefprusa.cz]
It will mess up the repsnapper settings, so don't use it for creating gcode anymore, unless you set the extrusion multiplier in printer settings on the print options tab to something like 0.4. Basically, when you tell repsnapper to extrude length '10' (the smallest amount), 10mm of filament will be pulled INTO the extruder. This is A LOT more than you have been used to! If you forget and try to extrude '150' (the default on opening repsnapper), it will probably make the extruder slip, or blow your hot end apart! You only do it once...
|
Re: myriad of issues August 20, 2011 11:47AM |
Registered: 13 years ago Posts: 167 |
droftarts,
these are some very helpful links, thank you. i just have a few more questions. i went to look for the replace.csv, and i cannot find it in the alterations folder. maybe i am missing something important. is there an actual file named replace.csv, or am i making one?
and it mentions in the extruder calibration for my second question re flashing the firmware and setting the number that way. But it says if the *firmware is tonokip based you can send a command. So for the techzone electronics i cannot just send the command?
Thank you for staying patient and guiding me through this
Morrist
these are some very helpful links, thank you. i just have a few more questions. i went to look for the replace.csv, and i cannot find it in the alterations folder. maybe i am missing something important. is there an actual file named replace.csv, or am i making one?
and it mentions in the extruder calibration for my second question re flashing the firmware and setting the number that way. But it says if the *firmware is tonokip based you can send a command. So for the techzone electronics i cannot just send the command?
Thank you for staying patient and guiding me through this
Morrist
|
Re: myriad of issues August 20, 2011 05:18PM |
Registered: 13 years ago Posts: 1,611 |
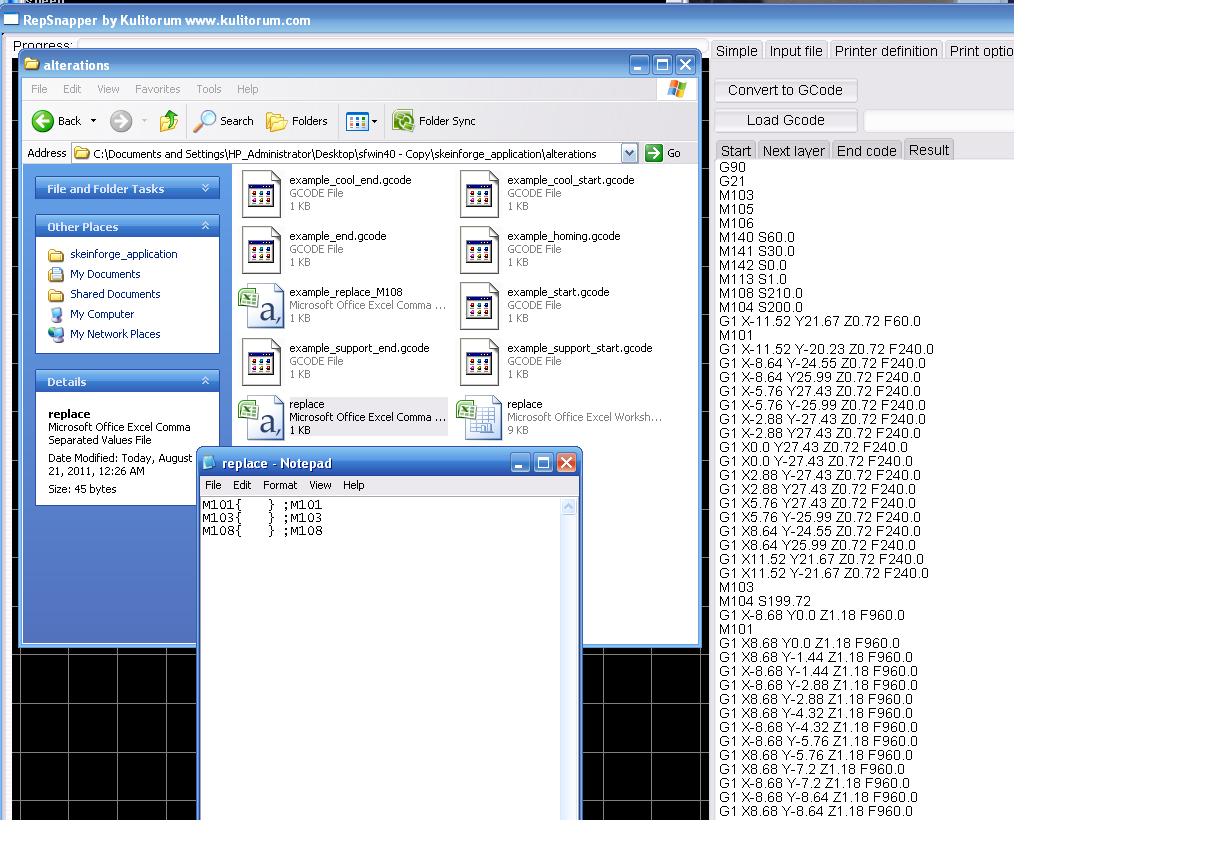
In the folder that holds the skeinforge.py application, there should be a folder called 'alterations'. If you haven't changed anything, this will be full of files called 'example_something', and either gcode or csv. There is an example_replace.csv. Get it working by duplicating it, editing it and renaming it "replace.csv" and going to the 'export' tab in SK. Activate export (it should be already), and check the name of the replace file is correct. Output gcode will still have extra M103 commands in, but they will be prefaced by a semicolon to comment them out, eg ;M103
I have attached my replace.csv file.
In the 'alterations' folder there are also examples of start and end gcode, which can be added to each gcode output. You can activate these on the 'Preface' tab. My start.gcode file looks like this:
This page [www.reprap.org] is the reprap wiki page for your electronics, and explains how to change your firmware. I don't think the techzone firmware is based on tonokip, so you will have to edit extruder steps in the firmware, rather than using the M92 command. Changing the firmware e_steps_per_mm is not too difficult, just follow the steps through. You will need to download the current firmware, the Arduino environment (V18 works best) and the Sanguino support file. There are some commands (sorry don't know them offhand) you can send to the firmware to check which version you have installed if you want to double check before changing.
Once installed, go to the configuration.h tab, and you should find your e_steps_per_mm setting. If it's anything like mine, you'll be changing the steps from something like 50 to around 700 or even more! Once you've changed it, upload the firmware to the electronics and test in repsnapper. Repeat until happy/accurate. I took the hot end off my extruder to do this, so I could extrude 100mm for better accuracy. Otherwise you can end up wasting a lot of filament!
Hope that helps
Edited 1 time(s). Last edit at 08/24/2011 10:21AM by droftarts.
I have attached my replace.csv file.
In the 'alterations' folder there are also examples of start and end gcode, which can be added to each gcode output. You can activate these on the 'Preface' tab. My start.gcode file looks like this:
G21 ;metric is good! G90 ;absolute positioning G92 E0 ;set extruder home G1 E10 ;extrude a bit to overcome hysterisis G92 E0 ;reset extruder home G28 X0 Y0 ;Set X and Y homeMy end.gcode file looks like this:
G1 X0 Y0 F4000.0 ;move to home G92 E10 ;set extruder home to 10mm G1 E0 ;retract 10mm M104 S0.0 ;Heater off
This page [www.reprap.org] is the reprap wiki page for your electronics, and explains how to change your firmware. I don't think the techzone firmware is based on tonokip, so you will have to edit extruder steps in the firmware, rather than using the M92 command. Changing the firmware e_steps_per_mm is not too difficult, just follow the steps through. You will need to download the current firmware, the Arduino environment (V18 works best) and the Sanguino support file. There are some commands (sorry don't know them offhand) you can send to the firmware to check which version you have installed if you want to double check before changing.
Once installed, go to the configuration.h tab, and you should find your e_steps_per_mm setting. If it's anything like mine, you'll be changing the steps from something like 50 to around 700 or even more! Once you've changed it, upload the firmware to the electronics and test in repsnapper. Repeat until happy/accurate. I took the hot end off my extruder to do this, so I could extrude 100mm for better accuracy. Otherwise you can end up wasting a lot of filament!
Hope that helps
Edited 1 time(s). Last edit at 08/24/2011 10:21AM by droftarts.
|
Re: myriad of issues August 20, 2011 06:43PM |
Registered: 13 years ago Posts: 167 |
|
Re: myriad of issues August 20, 2011 10:42PM |
Registered: 13 years ago Posts: 167 |
{kind=link}
{kind=link}
|
Re: myriad of issues August 21, 2011 02:14AM |
Registered: 13 years ago Posts: 1,611 |
You might be better off using ahmetcemturan's SFACT, which is a simplified version of SF41 - [forums.reprap.org] It's standard settings are close to what most people need, and is reorganised a little for reprap and clarity.
If you want to persevere with SK41...
You have no E (extruder) codes in your gcode! You need to turn on the 'Dimension' tab in Skeinforge. Set 'absolute extrusion distance', set 'Filament diameter (mm)' to the EXACT width of your filament - best if you can measure it with digital calipers or micrometer, it can vary eg 3mm can be 2.8mm, and set 'filament packing density' to 1 - you can tweak this later if you feel there is a bit too much/little filament being extruded. This should give you gcode with E codes on the end, and be roughly right. If you have a Bowden cable (your extruder is not mounted on the x-axis, like a Huxley) you'll want to set the retraction distance to around 2.5mm, otherwise leave it at 0.
Remove the {} from the replace.csv! It was just to indicate the tab with no spaces around it. Have a look at/download my version. The output gcode should look similar to:
If you look at the gcode dictionary [reprap.org] you'll see they are for setting the feed rate for an extruder that uses a DC motor. I assume you are using a stepper extruder!
There may be other settings that need to be changed in your SK config. If I can work out how to export my config I will, and post it here.
If you want to persevere with SK41...
You have no E (extruder) codes in your gcode! You need to turn on the 'Dimension' tab in Skeinforge. Set 'absolute extrusion distance', set 'Filament diameter (mm)' to the EXACT width of your filament - best if you can measure it with digital calipers or micrometer, it can vary eg 3mm can be 2.8mm, and set 'filament packing density' to 1 - you can tweak this later if you feel there is a bit too much/little filament being extruded. This should give you gcode with E codes on the end, and be roughly right. If you have a Bowden cable (your extruder is not mounted on the x-axis, like a Huxley) you'll want to set the retraction distance to around 2.5mm, otherwise leave it at 0.
Remove the {} from the replace.csv! It was just to indicate the tab with no spaces around it. Have a look at/download my version. The output gcode should look similar to:
G21 G90 G92 E0 G1 E10 G92 E0 G28 X0 Y0 ;M113 S1.0 ;M108 S25.0 M104 S205.0 ;M108 S7.5 G1 X26.01 Y64.7 Z0.5 F4500.0 G1 F3000.0 G1 E2.5 G1 F4500.0 G92 E0 ;M101 G1 X26.49 Y68.6 Z0.5 F450.0 E0.1602 G1 X28.44 Y72.88 E0.3517 G1 X31.05 Y75.78 E0.5105 G1 X34.3 Y77.83 E0.6673
If you look at the gcode dictionary [reprap.org] you'll see they are for setting the feed rate for an extruder that uses a DC motor. I assume you are using a stepper extruder!
There may be other settings that need to be changed in your SK config. If I can work out how to export my config I will, and post it here.
|
Re: myriad of issues August 21, 2011 09:16AM |
Registered: 13 years ago Posts: 167 |
|
Re: myriad of issues August 21, 2011 10:19AM |
Registered: 13 years ago Posts: 167 |
|
Re: myriad of issues August 24, 2011 11:10PM |
Registered: 13 years ago Posts: 167 |
so i got things working finally, just having trouble learning how to use skeinforge
my largest problem is that when i start it, sometimes it climbs and moves to a random p[position and starts printing from there. maybe a couple inches off the bed, even when i start the part when everything is already home. also, moving to home is incredibly slow.
the last issue i have is knowing what speeds to set the extruder and the travel rate at. any suggestions for me to begin with.( printing pla)
Thank you for the help thus far
Morrist
my largest problem is that when i start it, sometimes it climbs and moves to a random p[position and starts printing from there. maybe a couple inches off the bed, even when i start the part when everything is already home. also, moving to home is incredibly slow.
the last issue i have is knowing what speeds to set the extruder and the travel rate at. any suggestions for me to begin with.( printing pla)
Thank you for the help thus far
Morrist
|
Re: myriad of issues August 25, 2011 04:55AM |
Registered: 13 years ago Posts: 1,611 |
It may be that you are not setting the Z axis home correctly before you print. Assuming you have your Z axis home opto/microswitch installed and at the correct height, manually 'Home' each axis. I have found the homing of the Z axis in repsnapper doesn't always work as expected (no idea why!), so I tend to type "G28 Z0" (move to origin, resets home position) in repsnapper, on the Print tab, in the Gcode box, then press 'send'. You can then measure how high the Z axis is from the bed; for Z=0, a single piece of paper should just be able to slide under the nozzle. You should be able to manually adjust the Z axis opto/microswitch to get it accurate. Move the Z axis up a bit and home again. Repeat until accurate. Move the extruder around the bed to check it's flat, adjust it if not. You can check where Repsnapper thinks the extruder is by typing 'M114' in the gcode box, but you have to look in the communication log tab to see the response. You can even manually set the height; say you know that the extruder is 5mm above the bed, type 'G92 Z5' (Set Position, Z=5mm). Type M114 to check.
Post the first 20 lines of gcode, so we can take a look. Check the 'Preface' tab that you are not duplicating things that are in the 'start.gcode' file (I have everything turned off here). It could also be a gcode that isn't being interpreted correctly, or a communication issue. I've found increasing the baud rate in the firmware that the electronics and PC communicate at can help.
Regarding feed and flow rate, best thing to do is set them the same. Make sure the settings for nozzle diameter, filament width and Width over thickness are accurate. Do some calibration and testing, measuring your results. Do a few parts at relatively low speed (25mm/s) and move up from there. I don't think you mentioned what reprap you have, and depending on how well you built it, you may be able to get up to around 100mm/s and beyond. I don't know if the techzone board can take the 'Sprinter' firmware with acceleration, that's something for you to look into!
Post the first 20 lines of gcode, so we can take a look. Check the 'Preface' tab that you are not duplicating things that are in the 'start.gcode' file (I have everything turned off here). It could also be a gcode that isn't being interpreted correctly, or a communication issue. I've found increasing the baud rate in the firmware that the electronics and PC communicate at can help.
Regarding feed and flow rate, best thing to do is set them the same. Make sure the settings for nozzle diameter, filament width and Width over thickness are accurate. Do some calibration and testing, measuring your results. Do a few parts at relatively low speed (25mm/s) and move up from there. I don't think you mentioned what reprap you have, and depending on how well you built it, you may be able to get up to around 100mm/s and beyond. I don't know if the techzone board can take the 'Sprinter' firmware with acceleration, that's something for you to look into!
|
Re: myriad of issues August 25, 2011 06:56PM |
Registered: 13 years ago Posts: 167 |
so in preface, i should turn everything off, then manually write it in the start.gcode file? also, maybe my steps/mm for the axis is way off, when they are both the same( extruder and travel speed) it extrudes way to much plastic. i will post some g code as well
edit: here is some of the beginning code for the 40mm test cube
G90
G21
;M103
M105
M106
M140 S60.0
M141 S30.0
M142 S0.0
;M113 S1.0
;M108 S210.0
M104 S190.0
G1 X-25.92 Y-23.11 Z0.72 F60.0
G1 F798.0
G1 E0.0
G1 F60.0
G92 E0
;M101
G1 X-25.92 Y23.11 Z0.72 F240.0 E119.4785
G1 X-23.04 Y23.11 Z0.72 F240.0 E126.9226
G1 X-23.04 Y-23.11 Z0.72 F240.0 E246.4011
G1 X-20.16 Y-23.11 Z0.72 F240.0 E253.8453
G1 X-20.16 Y23.11 Z0.72 F240.0 E373.3238
G1 X-17.28 Y23.11 Z0.72 F240.0 E380.7679
G1 X-17.28 Y-23.11 Z0.72 F240.0 E500.2464
G1 X-14.4 Y-23.11 Z0.72 F240.0 E507.6906
G1 X-14.4 Y23.11 Z0.72 F240.0 E627.1691
G1 X-11.52 Y23.11 Z0.72 F240.0 E634.6132
G1 X-11.52 Y-23.11 Z0.72 F240.0 E754.0917
G1 X-8.64 Y-23.11 Z0.72 F240.0 E761.5359
G1 X-8.64 Y23.11 Z0.72 F240.0 E881.0144
G1 X-5.76 Y23.11 Z0.72 F240.0 E888.4585
G1 X-5.76 Y-23.11 Z0.72 F240.0 E1007.937
G1 X-2.88 Y-23.11 Z0.72 F240.0 E1015.3812
G1 X-2.88 Y23.11 Z0.72 F240.0 E1134.8597
G1 X0.0 Y23.11 Z0.72 F240.0 E1142.3038
G1 X0.0 Y-23.11 Z0.72 F240.0 E1261.7823
G1 X2.88 Y-23.11 Z0.72 F240.0 E1269.2264
G1 X2.88 Y23.11 Z0.72 F240.0 E1388.7049
G1 X5.76 Y23.11 Z0.72 F240.0 E1396.1491
G1 X5.76 Y-23.11 Z0.72 F240.0 E1515.6276
G1 X8.64 Y-23.11 Z0.72 F240.0 E1523.0717
G1 X8.64 Y23.11 Z0.72 F240.0 E1642.5502
G1 X11.52 Y23.11 Z0.72 F240.0 E1649.9944
G1 X11.52 Y-23.11 Z0.72 F240.0 E1769.4729
G1 X14.4 Y-23.11 Z0.72 F240.0 E1776.917
G1 X14.4 Y23.11 Z0.72 F240.0 E1896.3955
G1 X17.28 Y23.11 Z0.72 F240.0 E1903.8397
Edited 1 time(s). Last edit at 08/25/2011 07:03PM by morrist.
edit: here is some of the beginning code for the 40mm test cube
G90
G21
;M103
M105
M106
M140 S60.0
M141 S30.0
M142 S0.0
;M113 S1.0
;M108 S210.0
M104 S190.0
G1 X-25.92 Y-23.11 Z0.72 F60.0
G1 F798.0
G1 E0.0
G1 F60.0
G92 E0
;M101
G1 X-25.92 Y23.11 Z0.72 F240.0 E119.4785
G1 X-23.04 Y23.11 Z0.72 F240.0 E126.9226
G1 X-23.04 Y-23.11 Z0.72 F240.0 E246.4011
G1 X-20.16 Y-23.11 Z0.72 F240.0 E253.8453
G1 X-20.16 Y23.11 Z0.72 F240.0 E373.3238
G1 X-17.28 Y23.11 Z0.72 F240.0 E380.7679
G1 X-17.28 Y-23.11 Z0.72 F240.0 E500.2464
G1 X-14.4 Y-23.11 Z0.72 F240.0 E507.6906
G1 X-14.4 Y23.11 Z0.72 F240.0 E627.1691
G1 X-11.52 Y23.11 Z0.72 F240.0 E634.6132
G1 X-11.52 Y-23.11 Z0.72 F240.0 E754.0917
G1 X-8.64 Y-23.11 Z0.72 F240.0 E761.5359
G1 X-8.64 Y23.11 Z0.72 F240.0 E881.0144
G1 X-5.76 Y23.11 Z0.72 F240.0 E888.4585
G1 X-5.76 Y-23.11 Z0.72 F240.0 E1007.937
G1 X-2.88 Y-23.11 Z0.72 F240.0 E1015.3812
G1 X-2.88 Y23.11 Z0.72 F240.0 E1134.8597
G1 X0.0 Y23.11 Z0.72 F240.0 E1142.3038
G1 X0.0 Y-23.11 Z0.72 F240.0 E1261.7823
G1 X2.88 Y-23.11 Z0.72 F240.0 E1269.2264
G1 X2.88 Y23.11 Z0.72 F240.0 E1388.7049
G1 X5.76 Y23.11 Z0.72 F240.0 E1396.1491
G1 X5.76 Y-23.11 Z0.72 F240.0 E1515.6276
G1 X8.64 Y-23.11 Z0.72 F240.0 E1523.0717
G1 X8.64 Y23.11 Z0.72 F240.0 E1642.5502
G1 X11.52 Y23.11 Z0.72 F240.0 E1649.9944
G1 X11.52 Y-23.11 Z0.72 F240.0 E1769.4729
G1 X14.4 Y-23.11 Z0.72 F240.0 E1776.917
G1 X14.4 Y23.11 Z0.72 F240.0 E1896.3955
G1 X17.28 Y23.11 Z0.72 F240.0 E1903.8397
Edited 1 time(s). Last edit at 08/25/2011 07:03PM by morrist.
|
Re: myriad of issues August 25, 2011 07:07PM |
Registered: 13 years ago Posts: 167 |
here is what it performed,
jogged in the y and z direction immediatley from the begining of the print, in a random direction. very slowly. not at the 16 mm/s i have it set for. did not move in the x direction, attempted to crash into the frame on the y axis
no idea what in the g code is telling it to do any of this
morrist
jogged in the y and z direction immediatley from the begining of the print, in a random direction. very slowly. not at the 16 mm/s i have it set for. did not move in the x direction, attempted to crash into the frame on the y axis
no idea what in the g code is telling it to do any of this
morrist
|
Re: myriad of issues August 25, 2011 07:12PM |
Registered: 13 years ago Posts: 167 |
{kind=link}
{kind=link}
|
Re: myriad of issues August 25, 2011 08:55PM |
Registered: 13 years ago Posts: 1,611 |
Okay, things you need to do:
1. UNCHECK 'Activate chamber' in the chamber tab. Your electronics doesn't support a heated bed anyway. This will get rid of the new M140, M141 and M142 codes that your electronics doesn't understand, hence the errors in the error log.
2. UNCHECK 'Activate cool' in the Cool tab. It's what adds the M106 to your code, I think, and isn't necessary.
3. TURN ON Multiply, and put whatever half your print bed size is in Center X and Center Y (probably 100). Leave number of rows and columns as 1. This starts the print in the middle of the bed, otherwise it's trying to build the object centred at the home, hence minus numbers and then frame crashes.
4. Preface - either turn it off and replicate the start.gcode below, or leave it on with 'Set Positioning to Absolute', 'Set Units to Millimeters' and 'Start at Home' checked, but leave both 'Turn Extruder Off' boxes UNCHECKED. Either way, check what is in the start.gcode file, in case it's doing something strange.
5. In the 'Export' tab, select 'Gcode Small' for more concise gcode that does away with repetition.
6. If you calibrated your extruder as I suggested earlier (which involves flashing your firmware - you'll know if you've done this), your E numbers are stupidly high! If you run your gcode your nozzle will explode, or your extruder will sit there munching it's way through the filament. I'm not even sure how you've done this! However, it explains the very slow movement; it's trying to extrude 120mm of filament for the first 40mm movement, which it can't do very fast. Something is seriously out of whack.
Check the Dimension tab. Set 'Absolute Extrusion Distance'. Set Filament Diameter to 3.0 (if you are using 3mm filament, or the exact size you measure eg 2.85mm). Set Filament packing density to 1. Ignore the Retraction distance settings.
In 'Carve', check your 'Layer Thickness' is 0.4 (if you have a 0.5mm nozzle) and 'Perimeter width over thickness' is around 1.5 to 1.8.
In 'Bottom', make sure it's activated, with 'Additional height over layer thickness' set to 0.5 and 'Altitude' set to 0
Finally, turn off Raft. Normally you want it on, but just in case the settings are screwing things up, turn it off.
7. Run the 40mm test cube through Skeinforge again, and post up the first 20 lines here again, before printing. E numbers should be similar to the gcode I posted earlier, ie 0.XXX, not 120.XX!
1. UNCHECK 'Activate chamber' in the chamber tab. Your electronics doesn't support a heated bed anyway. This will get rid of the new M140, M141 and M142 codes that your electronics doesn't understand, hence the errors in the error log.
2. UNCHECK 'Activate cool' in the Cool tab. It's what adds the M106 to your code, I think, and isn't necessary.
3. TURN ON Multiply, and put whatever half your print bed size is in Center X and Center Y (probably 100). Leave number of rows and columns as 1. This starts the print in the middle of the bed, otherwise it's trying to build the object centred at the home, hence minus numbers and then frame crashes.
4. Preface - either turn it off and replicate the start.gcode below, or leave it on with 'Set Positioning to Absolute', 'Set Units to Millimeters' and 'Start at Home' checked, but leave both 'Turn Extruder Off' boxes UNCHECKED. Either way, check what is in the start.gcode file, in case it's doing something strange.
G21 ;Metric G90 ;Absolute positioning G92 E0 ;set current extruder position as home G28 X0 Y0 Z0 ;send all axes to home
5. In the 'Export' tab, select 'Gcode Small' for more concise gcode that does away with repetition.
6. If you calibrated your extruder as I suggested earlier (which involves flashing your firmware - you'll know if you've done this), your E numbers are stupidly high! If you run your gcode your nozzle will explode, or your extruder will sit there munching it's way through the filament. I'm not even sure how you've done this! However, it explains the very slow movement; it's trying to extrude 120mm of filament for the first 40mm movement, which it can't do very fast. Something is seriously out of whack.
Check the Dimension tab. Set 'Absolute Extrusion Distance'. Set Filament Diameter to 3.0 (if you are using 3mm filament, or the exact size you measure eg 2.85mm). Set Filament packing density to 1. Ignore the Retraction distance settings.
In 'Carve', check your 'Layer Thickness' is 0.4 (if you have a 0.5mm nozzle) and 'Perimeter width over thickness' is around 1.5 to 1.8.
In 'Bottom', make sure it's activated, with 'Additional height over layer thickness' set to 0.5 and 'Altitude' set to 0
Finally, turn off Raft. Normally you want it on, but just in case the settings are screwing things up, turn it off.
7. Run the 40mm test cube through Skeinforge again, and post up the first 20 lines here again, before printing. E numbers should be similar to the gcode I posted earlier, ie 0.XXX, not 120.XX!
|
Re: myriad of issues August 25, 2011 09:07PM |
Registered: 13 years ago Posts: 167 |
|
Re: myriad of issues August 25, 2011 09:25PM |
Registered: 13 years ago Posts: 1,611 |
|
Re: myriad of issues August 25, 2011 09:25PM |
Registered: 13 years ago Posts: 167 |
alright, everything was changed according to your list. i kept preface on, but i did get rid of the two extruder settings as you advised. my E codes are still really high though 
G90
G21
M105
;M113 S1.0
;M108 S210.0
G1 X-19.11 Y-19.64 Z0.2 F60.0
G1 F798.0
G1 E0.0
G1 F60.0
G92 E0
;M101
G1 X19.64 Y-19.64 Z0.2 F960.0 E20.722
G1 X19.64 Y19.64 E41.7274
G1 X-19.64 Y19.64 E62.7328
G1 X-19.64 Y-19.45 E83.6366
G1 X-18.62 Y-18.98 E84.2371
G1 X18.98 Y-18.98 E104.3441
G1 X18.98 Y18.98 E124.6436
G1 X-18.98 Y18.98 E144.9432
G1 X-18.98 Y-18.62 E165.0502
G1 F798.0
G1 E165.0502
G1 F960.0
;M103
G1 X18.02 Y-18.47 Z0.2
G1 F798.0
G1 E165.0502
G1 F960.0
G92 E0
;M101
G1 X18.47 Y-18.02 Z0.2 E0.3428
G1 X18.47 Y-17.17 E0.7966
G1 X17.17 Y-18.47 E1.7811
G1 X16.32 Y-18.47 E2.2348
G1 X18.47 Y-16.32 E3.861
G1 X18.47 Y-15.47 E4.3148
G90
G21
M105
;M113 S1.0
;M108 S210.0
G1 X-19.11 Y-19.64 Z0.2 F60.0
G1 F798.0
G1 E0.0
G1 F60.0
G92 E0
;M101
G1 X19.64 Y-19.64 Z0.2 F960.0 E20.722
G1 X19.64 Y19.64 E41.7274
G1 X-19.64 Y19.64 E62.7328
G1 X-19.64 Y-19.45 E83.6366
G1 X-18.62 Y-18.98 E84.2371
G1 X18.98 Y-18.98 E104.3441
G1 X18.98 Y18.98 E124.6436
G1 X-18.98 Y18.98 E144.9432
G1 X-18.98 Y-18.62 E165.0502
G1 F798.0
G1 E165.0502
G1 F960.0
;M103
G1 X18.02 Y-18.47 Z0.2
G1 F798.0
G1 E165.0502
G1 F960.0
G92 E0
;M101
G1 X18.47 Y-18.02 Z0.2 E0.3428
G1 X18.47 Y-17.17 E0.7966
G1 X17.17 Y-18.47 E1.7811
G1 X16.32 Y-18.47 E2.2348
G1 X18.47 Y-16.32 E3.861
G1 X18.47 Y-15.47 E4.3148
|
Re: myriad of issues August 25, 2011 09:26PM |
Registered: 13 years ago Posts: 167 |
|
Re: myriad of issues August 25, 2011 09:36PM |
Registered: 13 years ago Posts: 1,611 |
|
Re: myriad of issues August 25, 2011 09:44PM |
Registered: 13 years ago Posts: 167 |
so if i try to set the flow rate lower, it only allows me to go down to 50. here is a photo just to confirm what we are talking about is the same. and we are most definitively making progress. il try making them both 50, and we can see if that improves the g code
{kind=link}
{kind=link}
|
Re: myriad of issues August 25, 2011 09:45PM |
Registered: 13 years ago Posts: 167 |
it looks like 50 is the max feed rate on sk as well?
after maxing one and minimizing the other( feed and flow) to the same number, and setting multiply to on, here is my new g code
G90
G21
M105
;M113 S1.0
;M108 S50.0
G1 X80.89 Y80.36 Z0.2 F60.0
G1 F798.0
G1 E0.0
G1 F60.0
G92 E0
;M101
G1 X119.64 Y80.36 Z0.2 F3000.0 E1.5788
G1 X119.64 Y119.64 E3.1792
G1 X80.36 Y119.64 E4.7796
G1 X80.36 Y80.55 E6.3723
G1 X81.38 Y81.02 E6.4181
G1 X118.98 Y81.02 E7.95
G1 X118.98 Y118.98 E9.4967
G1 X81.02 Y118.98 E11.0433
G1 X81.02 Y81.38 E12.5753
G1 F798.0
G1 E12.5753
G1 F3000.0
;M103
G1 X118.02 Y81.53 Z0.2 F960.0
G1 F798.0
G1 E12.5753
G1 F960.0
G92 E0
;M101
G1 X118.47 Y81.98 Z0.2 F3000.0 E0.0261
G1 X118.47 Y82.83 E0.0607
G1 X117.17 Y81.53 E0.1357
G1 X116.32 Y81.53 E0.1703
G1 X118.47 Y83.68 E0.2942
G1 X118.47 Y84.53 E0.3287
G1 X115.47 Y81.53 E0.5015
G1 X114.62 Y81.53 E0.5361
G1 X118.47 Y85.38 E0.7578
G1 X118.47 Y86.23 E0.7924
G1 X113.77 Y81.53 E1.063
G1 X112.93 Y81.53 E1.0975
G1 X118.47 Y87.07 E1.417
G1 X118.47 Y87.92 E1.4516
G1 X112.08 Y81.53 E1.8199
Edited 1 time(s). Last edit at 08/25/2011 09:50PM by morrist.
after maxing one and minimizing the other( feed and flow) to the same number, and setting multiply to on, here is my new g code
G90
G21
M105
;M113 S1.0
;M108 S50.0
G1 X80.89 Y80.36 Z0.2 F60.0
G1 F798.0
G1 E0.0
G1 F60.0
G92 E0
;M101
G1 X119.64 Y80.36 Z0.2 F3000.0 E1.5788
G1 X119.64 Y119.64 E3.1792
G1 X80.36 Y119.64 E4.7796
G1 X80.36 Y80.55 E6.3723
G1 X81.38 Y81.02 E6.4181
G1 X118.98 Y81.02 E7.95
G1 X118.98 Y118.98 E9.4967
G1 X81.02 Y118.98 E11.0433
G1 X81.02 Y81.38 E12.5753
G1 F798.0
G1 E12.5753
G1 F3000.0
;M103
G1 X118.02 Y81.53 Z0.2 F960.0
G1 F798.0
G1 E12.5753
G1 F960.0
G92 E0
;M101
G1 X118.47 Y81.98 Z0.2 F3000.0 E0.0261
G1 X118.47 Y82.83 E0.0607
G1 X117.17 Y81.53 E0.1357
G1 X116.32 Y81.53 E0.1703
G1 X118.47 Y83.68 E0.2942
G1 X118.47 Y84.53 E0.3287
G1 X115.47 Y81.53 E0.5015
G1 X114.62 Y81.53 E0.5361
G1 X118.47 Y85.38 E0.7578
G1 X118.47 Y86.23 E0.7924
G1 X113.77 Y81.53 E1.063
G1 X112.93 Y81.53 E1.0975
G1 X118.47 Y87.07 E1.417
G1 X118.47 Y87.92 E1.4516
G1 X112.08 Y81.53 E1.8199
Edited 1 time(s). Last edit at 08/25/2011 09:50PM by morrist.
|
Re: myriad of issues August 26, 2011 05:34AM |
Registered: 13 years ago Posts: 1,611 |
Nearly there...
All positive numbers, hooray! E numbers look sensible now, too. Before you start any print, you need to 'home' each axis in repsnapper, or add G28 X0 Y0 Z0 to start.gcode, as the electronics sets home to wherever the axes are when you switch on, which is unlikely to be the right place.
You can set feed and flow rate to whatever you like (or, ideally, the same) by highlighting and typing over the numbers, rather than using the up and down arrows. Mine are both set to 25, because any fast my pulleys slip on the motor shafts.
Z height looks low at 0.2mm for the first layer. Usually you want to go half speed for the first layer (this is done with raft, which we turned off), and some people go half height as well, to really stick the filament to the bed, once they know it is accurately level. What is your layer thickness in 'Carve'? If it's 0.4, try changing 'Additional height over layer thickness' set to 1 In 'Bottom'. Start off with the first layer height the same as the rest, and change it as you get to know your machine. You could even turn Bottom off: I've just realised I don't use it myself!
To get the extruder working before it starts the box, activate 'skirt', check 'Convex', Gap over Perimeter width = 5, Layers to index = 1. This makes an outline around your box, and will look pro!
Morrist, I think you're nearly there. Any other settings should be answered by posts in the 'Skeinforge' section, which is under 'Software'. There are lots of posts in that section, have a good read through now you are more au fait with SK!
As this thread is a Skeinforge settings fixing thread, I think it could be moved there to the 'Skeinforge' section rather than 'General'? Mods, perhaps move it?
All positive numbers, hooray! E numbers look sensible now, too. Before you start any print, you need to 'home' each axis in repsnapper, or add G28 X0 Y0 Z0 to start.gcode, as the electronics sets home to wherever the axes are when you switch on, which is unlikely to be the right place.
You can set feed and flow rate to whatever you like (or, ideally, the same) by highlighting and typing over the numbers, rather than using the up and down arrows. Mine are both set to 25, because any fast my pulleys slip on the motor shafts.
Z height looks low at 0.2mm for the first layer. Usually you want to go half speed for the first layer (this is done with raft, which we turned off), and some people go half height as well, to really stick the filament to the bed, once they know it is accurately level. What is your layer thickness in 'Carve'? If it's 0.4, try changing 'Additional height over layer thickness' set to 1 In 'Bottom'. Start off with the first layer height the same as the rest, and change it as you get to know your machine. You could even turn Bottom off: I've just realised I don't use it myself!
To get the extruder working before it starts the box, activate 'skirt', check 'Convex', Gap over Perimeter width = 5, Layers to index = 1. This makes an outline around your box, and will look pro!
Morrist, I think you're nearly there. Any other settings should be answered by posts in the 'Skeinforge' section, which is under 'Software'. There are lots of posts in that section, have a good read through now you are more au fait with SK!
As this thread is a Skeinforge settings fixing thread, I think it could be moved there to the 'Skeinforge' section rather than 'General'? Mods, perhaps move it?
|
Re: myriad of issues August 26, 2011 03:20PM |
Registered: 13 years ago Posts: 167 |
|
Re: myriad of issues August 28, 2011 11:54AM |
Registered: 12 years ago Posts: 50 |
I think the feed and flow rate are in CM.
now im not 100% sure but i had mine set to 30 and 30 and was printing waaaay too fast.
I also had the raised Z axis caused by not turning on multiply.
The firm ware was seeing neg numbers and didnt know hoe to handle so just did what it wanted.
Even if skein seems difficult, its really not.
Once you get a good print, soon hopefully, take some time to play with the settings.
You will see some have a HUGE impact where others cant even be noticed.
Also for basic printing, i think i only have like 5 actual settings turned on i skein.
Be patient. Your about to have a break through.
-E
now im not 100% sure but i had mine set to 30 and 30 and was printing waaaay too fast.
I also had the raised Z axis caused by not turning on multiply.
The firm ware was seeing neg numbers and didnt know hoe to handle so just did what it wanted.
Even if skein seems difficult, its really not.
Once you get a good print, soon hopefully, take some time to play with the settings.
You will see some have a HUGE impact where others cant even be noticed.
Also for basic printing, i think i only have like 5 actual settings turned on i skein.
Be patient. Your about to have a break through.
-E
Sorry, only registered users may post in this forum.