Help, I cant make anything look decent... Suggestions?
Posted by tjhj2
|
Help, I cant make anything look decent... Suggestions? June 14, 2012 11:13AM |
Registered: 11 years ago Posts: 79 |
Hi All,
I am looking for suggestions to make my prints look decent. I cant seem to figure out what I have wrong.
I am using Slic3r, with ramps 1.4, maker gear kit.
I have checked the movement of X, Y and Z and it is within 0.01mm for step settings. The extruder I checked by taking off the nozzle and adjusting steps until I got an exact amount of filament for the command to move it. It comes out correct for 1mm or 30mm moves.
I have tried a ton of different settings and nothing seems to look decent. I cannot figure out what is going on.
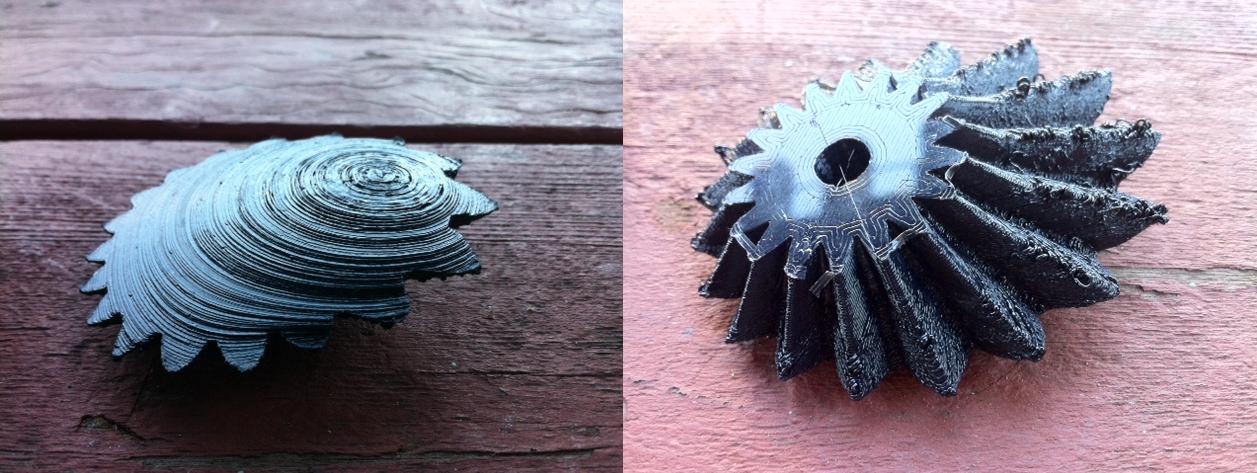
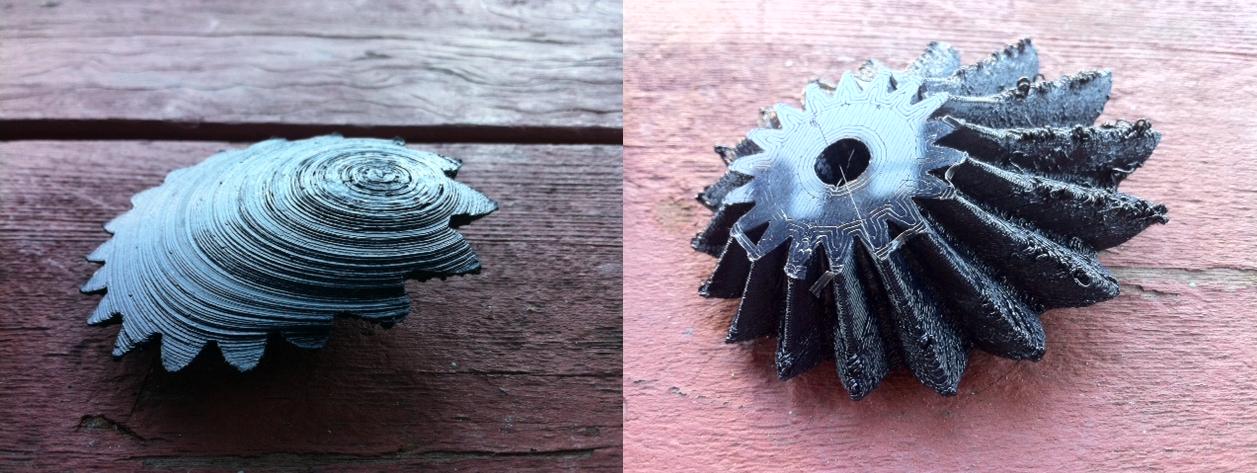
The photo's are of gear 1 from screw less heart gears. I used two different temp settings on the ones pictured with no change. Since it looked to me like it was just over extruding, I tried reducing the plastic through the filament extrusion multiplier in slic3r. As identified by the file names. It doesn’t seem to make much difference.
What is really weird is the print looks great up to a certain height and then it just goes to hell. Things that aren't tall look good when printed.
It makes the 5mm cube test cube 5.01 mm so I think this is good. The nickel test comes out great.
General Settings.
Layer Heigth - .3mm
Nozzle Diam - .42mm
Print Speed 50mm/s.
Bed Temp 70 Deg.
Any suggestions ideas or advice would be greatly appreciated. I am just not sure where to go. Thank you for your time and help.
I am looking for suggestions to make my prints look decent. I cant seem to figure out what I have wrong.
I am using Slic3r, with ramps 1.4, maker gear kit.
I have checked the movement of X, Y and Z and it is within 0.01mm for step settings. The extruder I checked by taking off the nozzle and adjusting steps until I got an exact amount of filament for the command to move it. It comes out correct for 1mm or 30mm moves.
I have tried a ton of different settings and nothing seems to look decent. I cannot figure out what is going on.
The photo's are of gear 1 from screw less heart gears. I used two different temp settings on the ones pictured with no change. Since it looked to me like it was just over extruding, I tried reducing the plastic through the filament extrusion multiplier in slic3r. As identified by the file names. It doesn’t seem to make much difference.
What is really weird is the print looks great up to a certain height and then it just goes to hell. Things that aren't tall look good when printed.
It makes the 5mm cube test cube 5.01 mm so I think this is good. The nickel test comes out great.
General Settings.
Layer Heigth - .3mm
Nozzle Diam - .42mm
Print Speed 50mm/s.
Bed Temp 70 Deg.
Any suggestions ideas or advice would be greatly appreciated. I am just not sure where to go. Thank you for your time and help.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Help, I cant make anything look decent... Suggestions? June 14, 2012 11:30AM |
Admin Registered: 17 years ago Posts: 7,879 |
The problems are due to the overhang.
You might need to use a fan to cool the filament faster.
You might want to stretch the filament a bit more by extruding finer.
Increasing the width over thickness ratio and using thinner layers might help.
[www.hydraraptor.blogspot.com]
You might need to use a fan to cool the filament faster.
You might want to stretch the filament a bit more by extruding finer.
Increasing the width over thickness ratio and using thinner layers might help.
[www.hydraraptor.blogspot.com]
|
Re: Help, I cant make anything look decent... Suggestions? June 14, 2012 11:54AM |
Registered: 11 years ago Posts: 939 |
|
Re: Help, I cant make anything look decent... Suggestions? June 14, 2012 02:25PM |
Registered: 13 years ago Posts: 2,947 |
Those gears are hard to print one at a time because the previous layer needs to be completely cooled before the next layer gets printed. I would print the entire plate and do as Nophead suggested and add a fan and lower your layer height to say 0.25 or 0.2
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Help, I cant make anything look decent... Suggestions? June 14, 2012 03:08PM |
Registered: 11 years ago Posts: 79 |
Hi,
That is with two fans mounted. A 40mm on the backside using this duct. [www.thingiverse.com] and a 50mm angled about 45 deg downward. There has to bea point where too much cooling is happening.
I haven't seen much improvement using .2mm layers. I'll try and post pictures tonight.
That is with two fans mounted. A 40mm on the backside using this duct. [www.thingiverse.com] and a 50mm angled about 45 deg downward. There has to bea point where too much cooling is happening.
I haven't seen much improvement using .2mm layers. I'll try and post pictures tonight.
|
Re: Help, I cant make anything look decent... Suggestions? June 19, 2012 01:55PM |
Registered: 11 years ago Posts: 79 |
Hello All,
I finally had a chance to print a test cube, and get some more tweaking done on my machine. I have my backlash down to .05mm on X and Y.
I also got a thermocouple that would fit in my nozzle, at a setting of 180deg the thermocouple reads 172. At 190 setting it reads 180. I am not really sure where that puts me relative to everyone else printing temperatures. I also did a little test to see how hard it is to extrude the plastic. At 180 (172 Act) I can push the filament through with ease by hand, at 170 It becomes noticeably more difficult to push through but it can be done, below 170 I can not push it through by hand. As I go above 180 it gets easier to push but not like the noticeable difference.
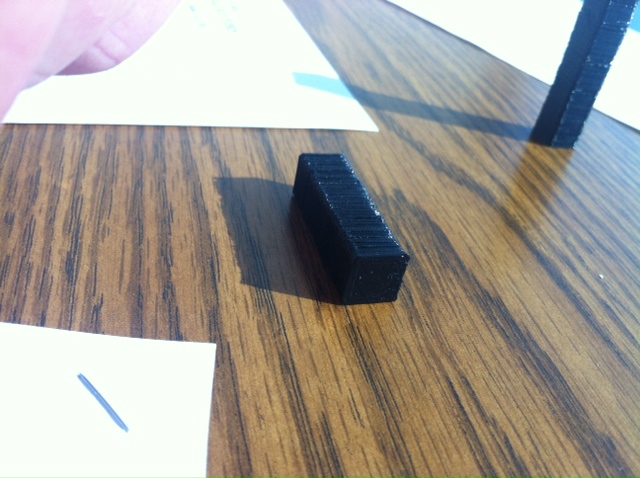
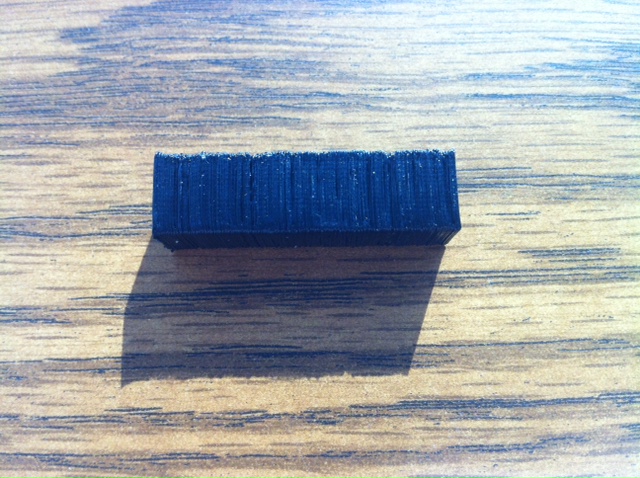
Here is print of the tall test cube, 50mm tall.
It starts off great, looking very nice. Then it starts to be inconsistent, then it makes a big blob on the side.
I used slic3r
0.2mm layers
50mm max print speed
20mm min print speed with cooling on
Both my 40mm and 50mm fan 100%
Slow down if layer time is under 20 seconds, min speed 20mm
Print Temp. 180 (Measured at 172 in barrel)
.2 infill (But slic3r decided to print it basically solid… at least I never saw it doing infill, I don’t know why)
3 perimeters
Please give me some suggestions on what is wrong here... Or what to change to make this work.
Thank you,
Edited 1 time(s). Last edit at 06/19/2012 01:57PM by tjhj2.
I finally had a chance to print a test cube, and get some more tweaking done on my machine. I have my backlash down to .05mm on X and Y.
I also got a thermocouple that would fit in my nozzle, at a setting of 180deg the thermocouple reads 172. At 190 setting it reads 180. I am not really sure where that puts me relative to everyone else printing temperatures. I also did a little test to see how hard it is to extrude the plastic. At 180 (172 Act) I can push the filament through with ease by hand, at 170 It becomes noticeably more difficult to push through but it can be done, below 170 I can not push it through by hand. As I go above 180 it gets easier to push but not like the noticeable difference.
Here is print of the tall test cube, 50mm tall.
It starts off great, looking very nice. Then it starts to be inconsistent, then it makes a big blob on the side.
I used slic3r
0.2mm layers
50mm max print speed
20mm min print speed with cooling on
Both my 40mm and 50mm fan 100%
Slow down if layer time is under 20 seconds, min speed 20mm
Print Temp. 180 (Measured at 172 in barrel)
.2 infill (But slic3r decided to print it basically solid… at least I never saw it doing infill, I don’t know why)
3 perimeters
Please give me some suggestions on what is wrong here... Or what to change to make this work.
Thank you,
Edited 1 time(s). Last edit at 06/19/2012 01:57PM by tjhj2.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Help, I cant make anything look decent... Suggestions? June 19, 2012 02:20PM |
Registered: 12 years ago Posts: 27 |
|
Re: Help, I cant make anything look decent... Suggestions? June 19, 2012 02:22PM |
Admin Registered: 17 years ago Posts: 7,879 |
Is the lump excess plastic or plastic that has simply ended up in the wrong place?
If the former then it must have extruder too much plastic all of a sudden. I get that if the extruder retract speed is too high. Sometimes it fails to retract so when it restarts it squirts out a mass of plastic.
If the latter then it is caused by trying to compress the filament rather than stretching it. The bottom looks like that is happening because the top edge in the photo is wiggly rather than straight. If you look at the picture I posted here: [forums.reprap.org] you can see filament erupting out of the side of an object simply because the plastic did not have enough die swell to make 0.35mm layers with a 0.35mm nozzle. I reduced the layer height to 0.3mm and it printed fine.
The cross sectional area of the filament you are extruding must be less than the area of the filament extruded into mid air so that it is being stretched length ways as it is laid down. If you try to compress it length ways it squirms sideways whenever it gets a chance. A small wiggle on one layer causes the next layer to be worse and so on.
[www.hydraraptor.blogspot.com]
If the former then it must have extruder too much plastic all of a sudden. I get that if the extruder retract speed is too high. Sometimes it fails to retract so when it restarts it squirts out a mass of plastic.
If the latter then it is caused by trying to compress the filament rather than stretching it. The bottom looks like that is happening because the top edge in the photo is wiggly rather than straight. If you look at the picture I posted here: [forums.reprap.org] you can see filament erupting out of the side of an object simply because the plastic did not have enough die swell to make 0.35mm layers with a 0.35mm nozzle. I reduced the layer height to 0.3mm and it printed fine.
The cross sectional area of the filament you are extruding must be less than the area of the filament extruded into mid air so that it is being stretched length ways as it is laid down. If you try to compress it length ways it squirms sideways whenever it gets a chance. A small wiggle on one layer causes the next layer to be worse and so on.
[www.hydraraptor.blogspot.com]
|
Re: Help, I cant make anything look decent... Suggestions? June 19, 2012 05:28PM |
Registered: 11 years ago Posts: 79 |
peterash,
I have tried to set my filament diamater as accuratly as I can, I took the extruder nozzle off, and told pointerface to make a movement over and over adjusting the steps per mm until I had repeatably consistant results. I then have constantly measured my filament diamater and get the same results at 2.90mm with the highest being 2.91mm at one point.
So relating to that and nophead's comment. I have been using .42 as my nozzle diamater in slic3r based on Makergear Rick's reccomendation. Even though my actual nozzle diamater is .35
When I do a free air extrude I get .42mm diam
Computing the cross sectional area of that I get
Free Extrude Area Equal = .1358 mm^2
Print Diamater (.2mm layer heigth, and assuming that the nozzle diamater is the step laterally between filling .42) = .084
This all gives me a print cross section to die swell extrusion of 61%
I think the wiggle is more from my bed not being exacly level, I have had the machine in many pieces getting it recalibrated, and its not the most perfect leveling....
Also the blob is just extra that was never supposed to be there. What do you reccomend for retraction speed? I think I am at 30mm/s right now.
I have tried to set my filament diamater as accuratly as I can, I took the extruder nozzle off, and told pointerface to make a movement over and over adjusting the steps per mm until I had repeatably consistant results. I then have constantly measured my filament diamater and get the same results at 2.90mm with the highest being 2.91mm at one point.
So relating to that and nophead's comment. I have been using .42 as my nozzle diamater in slic3r based on Makergear Rick's reccomendation. Even though my actual nozzle diamater is .35
When I do a free air extrude I get .42mm diam
Computing the cross sectional area of that I get
Free Extrude Area Equal = .1358 mm^2
Print Diamater (.2mm layer heigth, and assuming that the nozzle diamater is the step laterally between filling .42) = .084
This all gives me a print cross section to die swell extrusion of 61%
I think the wiggle is more from my bed not being exacly level, I have had the machine in many pieces getting it recalibrated, and its not the most perfect leveling....
Also the blob is just extra that was never supposed to be there. What do you reccomend for retraction speed? I think I am at 30mm/s right now.
|
Re: Help, I cant make anything look decent... Suggestions? June 19, 2012 05:45PM |
Admin Registered: 17 years ago Posts: 7,879 |
|
Re: Help, I cant make anything look decent... Suggestions? June 19, 2012 07:13PM |
Registered: 12 years ago Posts: 115 |
What plastic are you using? And from where? You are using PLA temps, but are assuming that your temperature reading of the thermistor is the "real" temperature. It looks like your running the temperature too hot, which could be because you are extruding too slow for the temperature of the nozzle, or that your nozzle it just plain too hot.
Check which thermistor is being referenced in your firmware. Printrboards assume it is a "#6" in Marlin or a 100K Epcos - their thermistor table is wrong and the true temperature of the plastic melt temperature is 20 to 30° too hot. For a Makergear Thermistor, it should be a "#1" which is also a 100K thermistor, but will give you accurate readings temperature the thermistor is actually reading. Also, if you have a newer version of Marlin, it has a lower temperature limit set at some value (like 175°C), you won't be able to try lower temps unless you change it. It is meant as a safety to keep you from stripping the filament in the gears, but if your temperature is actually 25° higher than you are reading, you can't get great prints.
Sublime is right though, on small parts, run multiples on the same print bed to keep from having small cross sections melt down. You can use the Plater.py program in Printrun if need to make plates of dissimilar parts. Running the "Cool" section in the slicing software will help, but only if you aren't already burning up the plastic in the nozzle. I have found it it always helpful to purge enough filament from the nozzle to get rid of any plastic that has been sitting their melted already. It helps for consitency in starting your parts.
Nophead is right, 30mm/s2 is too high for the Makergear plastruder with the planetary gears. Mine couldn't keep up so it would skip or leave voids on restart. I switched it down to 20mm/s2 for retract acceleration and it works fine.
Check which thermistor is being referenced in your firmware. Printrboards assume it is a "#6" in Marlin or a 100K Epcos - their thermistor table is wrong and the true temperature of the plastic melt temperature is 20 to 30° too hot. For a Makergear Thermistor, it should be a "#1" which is also a 100K thermistor, but will give you accurate readings temperature the thermistor is actually reading. Also, if you have a newer version of Marlin, it has a lower temperature limit set at some value (like 175°C), you won't be able to try lower temps unless you change it. It is meant as a safety to keep you from stripping the filament in the gears, but if your temperature is actually 25° higher than you are reading, you can't get great prints.
Sublime is right though, on small parts, run multiples on the same print bed to keep from having small cross sections melt down. You can use the Plater.py program in Printrun if need to make plates of dissimilar parts. Running the "Cool" section in the slicing software will help, but only if you aren't already burning up the plastic in the nozzle. I have found it it always helpful to purge enough filament from the nozzle to get rid of any plastic that has been sitting their melted already. It helps for consitency in starting your parts.
Nophead is right, 30mm/s2 is too high for the Makergear plastruder with the planetary gears. Mine couldn't keep up so it would skip or leave voids on restart. I switched it down to 20mm/s2 for retract acceleration and it works fine.
|
Re: Help, I cant make anything look decent... Suggestions? June 19, 2012 11:32PM |
Registered: 12 years ago Posts: 539 |
I can confirm that is an overhang induced problem. I had the same problems with that very item on a machine that would print other parts fantastically. But then again, I am not sure why your square tower would turn out badly too...
Unfortunately, I can't give any personally confirmed good advice on defeating the "lifting overhangs" yet...
I don't want to give you bad advice... but here are my thoughts:
Cooling time between layers needs to go up -> try to print multiple parts at one time
Print cooler -> not TOO cool...
Print slow... but not TOO slow...
Make sure Slic3r's cooling functions are on.
I am currently of the opinion that cheaper filaments suffer MORE from overhang lift... Your thoughts?
I am starting to believe that extra perimeters causes more perimeter lift.. Your thoughts?
I am not sure if printed filament width needs to go up or down to fight this... I think thinner (finer strands) would lift less?
Good luck; I want to know how this is solved!
Edited 4 time(s). Last edit at 06/20/2012 02:16AM by Idolcrasher.
Unfortunately, I can't give any personally confirmed good advice on defeating the "lifting overhangs" yet...
I don't want to give you bad advice... but here are my thoughts:
Cooling time between layers needs to go up -> try to print multiple parts at one time
Print cooler -> not TOO cool...
Print slow... but not TOO slow...
Make sure Slic3r's cooling functions are on.
I am currently of the opinion that cheaper filaments suffer MORE from overhang lift... Your thoughts?
I am starting to believe that extra perimeters causes more perimeter lift.. Your thoughts?
I am not sure if printed filament width needs to go up or down to fight this... I think thinner (finer strands) would lift less?
Good luck; I want to know how this is solved!
Edited 4 time(s). Last edit at 06/20/2012 02:16AM by Idolcrasher.
|
Re: Help, I cant make anything look decent... Suggestions? June 20, 2012 08:06AM |
Registered: 11 years ago Posts: 79 |
Hi all,
Thanks for the help so far and we are making progress...
After some failures last night... I dropped the set temp to 165 (Which is a measured barrel temp of 178) and slowed the retract to 15mm/s. I had tried dropping the temp before but it got worse so slowing the retract helped a lot. I also dropped the nozzle diameter in slicer to .35 the correct size.
I am still getting some blobbing. So what is the next thing to tweak?
What should I be using for retract length? I have 2mm set currently.
Beekeeper,
I am using PLA from makergear. 3MM. It is about 2 weeks since I unsealed the package. I do live in a high humidity area which is of concern, (Erie, PA) which has an average humidity of around 70%. I am not sure if I am seeing problems from this.
Thank you everyone for all your help so far.
Edited 1 time(s). Last edit at 06/20/2012 08:06AM by tjhj2.
Thanks for the help so far and we are making progress...
After some failures last night... I dropped the set temp to 165 (Which is a measured barrel temp of 178) and slowed the retract to 15mm/s. I had tried dropping the temp before but it got worse so slowing the retract helped a lot. I also dropped the nozzle diameter in slicer to .35 the correct size.
I am still getting some blobbing. So what is the next thing to tweak?
What should I be using for retract length? I have 2mm set currently.
Beekeeper,
I am using PLA from makergear. 3MM. It is about 2 weeks since I unsealed the package. I do live in a high humidity area which is of concern, (Erie, PA) which has an average humidity of around 70%. I am not sure if I am seeing problems from this.
Thank you everyone for all your help so far.
Edited 1 time(s). Last edit at 06/20/2012 08:06AM by tjhj2.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Help, I cant make anything look decent... Suggestions? June 20, 2012 09:32AM |
Registered: 11 years ago Posts: 79 |
Hello,
This mornings prints seem to be going better. I dropped the temp again to 160 which from my cal chart of measuring gives me 172 deg in the barrel. Then I moved the nozzle diam up to .42 as was recommended from some reading. Which is the diam of my free air extrusion. It looks a lot better but still not great.
But now here is where it gets really weird. The model is supposed to be 50mm tall. The other cubes are all 49-50mm tall. This latest print is 35mm tall. BUT it is correct in the X and Y. It is 9.99mm x and 10.00 mm y (measured in the middle and top, the bottom is a little swelled from the squish into the plate). The other cubes were also correct in the X and Y. That is a large amount off in vertical. I am not sure, if the Z was that far off my layers would be all messed up as well, but now this is just weird. I quick checked my z movement this morning and got within .01mm for a vertical movement request of .2mm up.
Any ideas what is going on here????
Thank you for your help and time.
Edited 1 time(s). Last edit at 06/20/2012 09:35AM by tjhj2.
This mornings prints seem to be going better. I dropped the temp again to 160 which from my cal chart of measuring gives me 172 deg in the barrel. Then I moved the nozzle diam up to .42 as was recommended from some reading. Which is the diam of my free air extrusion. It looks a lot better but still not great.
But now here is where it gets really weird. The model is supposed to be 50mm tall. The other cubes are all 49-50mm tall. This latest print is 35mm tall. BUT it is correct in the X and Y. It is 9.99mm x and 10.00 mm y (measured in the middle and top, the bottom is a little swelled from the squish into the plate). The other cubes were also correct in the X and Y. That is a large amount off in vertical. I am not sure, if the Z was that far off my layers would be all messed up as well, but now this is just weird. I quick checked my z movement this morning and got within .01mm for a vertical movement request of .2mm up.
Any ideas what is going on here????
Thank you for your help and time.
Edited 1 time(s). Last edit at 06/20/2012 09:35AM by tjhj2.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Help, I cant make anything look decent... Suggestions? June 20, 2012 10:55AM |
Registered: 12 years ago Posts: 27 |
|
Re: Help, I cant make anything look decent... Suggestions? June 21, 2012 04:01AM |
Registered: 12 years ago Posts: 253 |
I use the makergear plastruder and had serious problems trying to tweak in the retract settings on it. I ended up at 1.75mm and a speed of 7mm/sec for retraction. If its not set right you will get either voids from plastic not coming out on restart or blobs from the extruder slipping during retraction. I hate running it that slow but any faster and i have problems.
If you suspect the retract is causing problems just disable it and see if the print quality gets better, obviously you will get strings and such but your volume of plastic should be more accurate if the retract is the problem.
Edited 1 time(s). Last edit at 06/21/2012 04:03AM by GITRDUN.
If you suspect the retract is causing problems just disable it and see if the print quality gets better, obviously you will get strings and such but your volume of plastic should be more accurate if the retract is the problem.
Edited 1 time(s). Last edit at 06/21/2012 04:03AM by GITRDUN.
|
Re: Help, I cant make anything look decent... Suggestions? June 21, 2012 09:56AM |
Registered: 11 years ago Posts: 79 |
I reduced the max speed of Z down to 3 mm/s. Which resulted in a pretty good result and a cube the correct height. The problem is as I turn the current up on the driver. It will either skip steps or click back and forth. When it's sitting still. Is this normal?
I am assuming on polu drivers clockwise is more current right?
Thank you for all your help.
I am assuming on polu drivers clockwise is more current right?
Thank you for all your help.
|
Re: Help, I cant make anything look decent... Suggestions? June 21, 2012 11:17AM |
Registered: 11 years ago Posts: 939 |
|
Re: Help, I cant make anything look decent... Suggestions? June 21, 2012 01:13PM |
The clicking is the drivers shutting themselves off momentarily because they are too hot. You can turn the current down to reduce the heat generated, or add a heatsink and/or fan to pull the heat out of the drivers.
I bought a small AL heatsink at radioshack and used a hacksaw to cut it into pieces that are a little larger than the driver chip. I superglued these to the drivers and this seems to work well.
If you still have overheating issues with heatsinks attached you need to set up a fan to blow across the heatsinks. I use a 80mm or 90mm PC fan wired straight to the power supply (12V).
I bought a small AL heatsink at radioshack and used a hacksaw to cut it into pieces that are a little larger than the driver chip. I superglued these to the drivers and this seems to work well.
If you still have overheating issues with heatsinks attached you need to set up a fan to blow across the heatsinks. I use a 80mm or 90mm PC fan wired straight to the power supply (12V).
Sorry, only registered users may post in this forum.