Printing with weed wacker line
Posted by galaxyman7
|
Printing with weed wacker line July 09, 2012 10:36PM |
Registered: 14 years ago Posts: 198 |
Hey guys, I got my printrbot a while ago, and I decided to test out some weed wacker line from ACE hardware. I am pretty sure it is NYLON, but it could also be polypropylene. Not really sure since I am extruding it at 225 C.
[www.acehardware.com]
It was around 5 bucks for a spool. Not sure how much it is compared to ABS, but it doesn't matter since I will be buying it in bulk for much cheaper here:
[www.amazon.com]
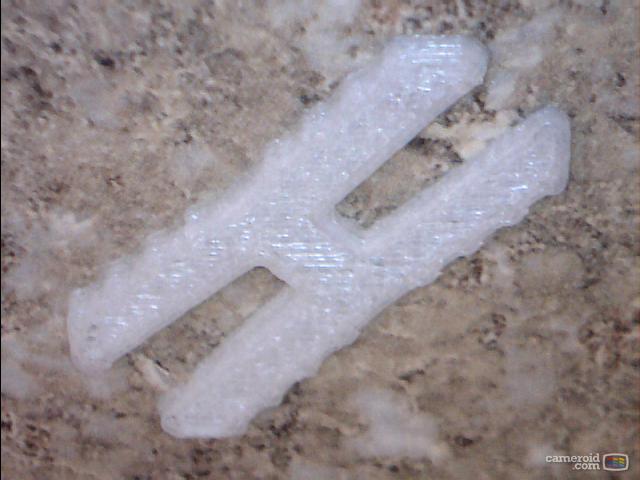
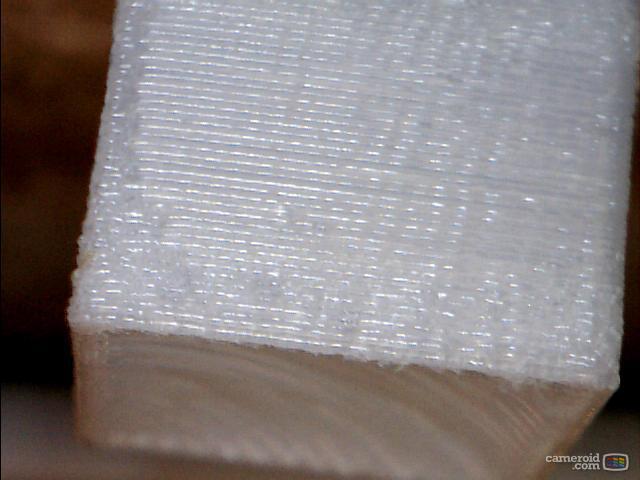
This is around 3 times less than ABS! Anyways, I know you guys want some pictures of prints so those are attached. The box is a little warped on the corners, but not bad. I have the heated bed at 100 C right now so that might need to increase. Not sure how high my bed can go...
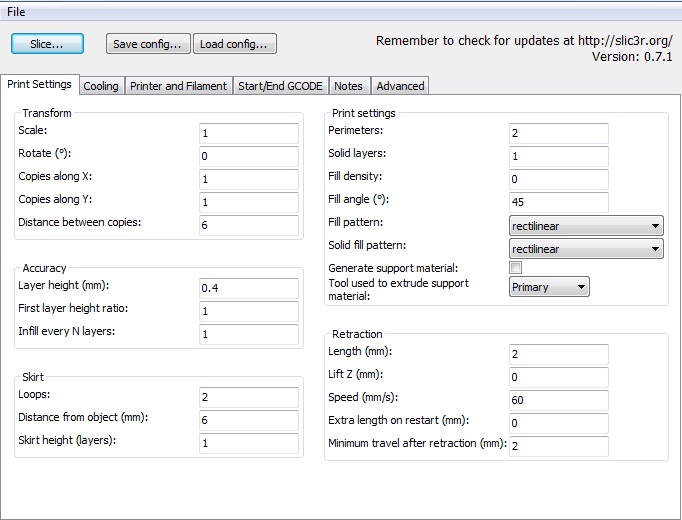
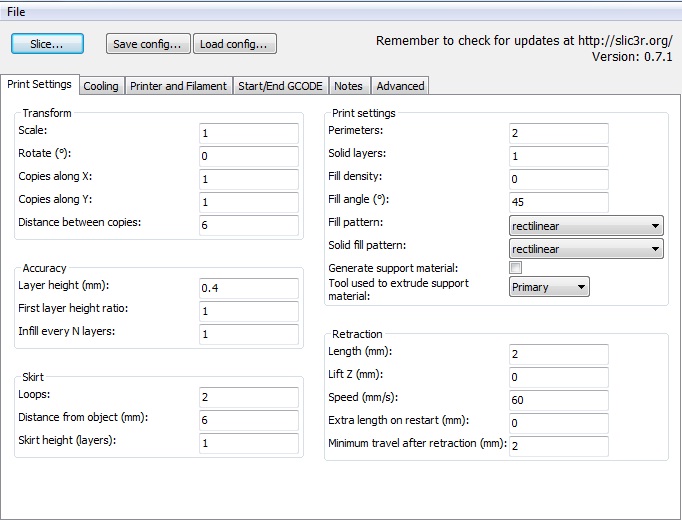
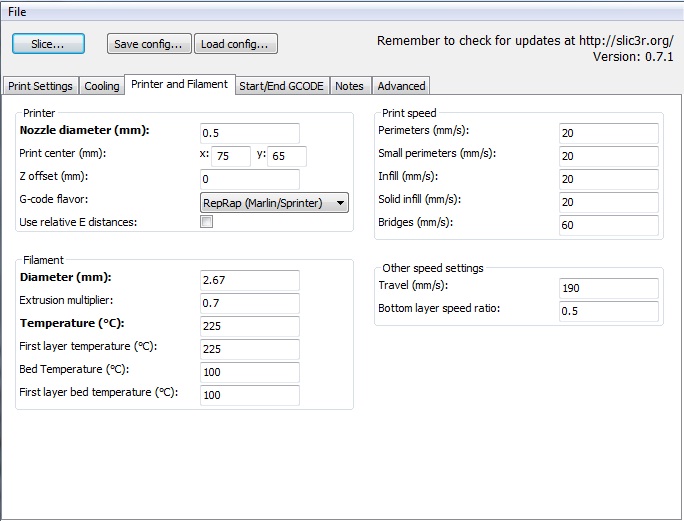
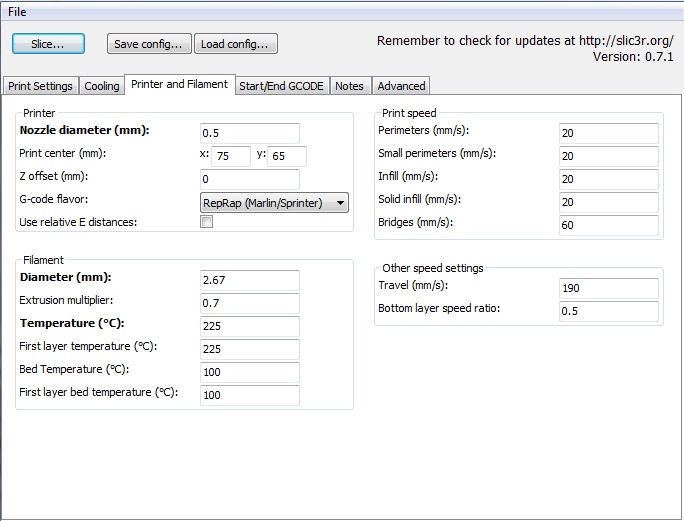
As for the setup, The 0.105 inch trimmer line works fine with the 3mm extruder. (It comes out to be around 2.65 mm). I am using Pronterface with Slic3r, using a heated bed with blue tape on it. Really nothing special about the setup. There are some screenshots attached of the settings I used for the best results (so far). Haven't tweaked the bridging settings yet, as you can see by the pic.
Here are some unusual things about the trimmer line.
1. The plastic is extremely stringy. If the nozzle starts dragging or extruding too much, there will be little hairs everywhere. Keep your nozzle clean.
2. See the guide I made a while ago here:
[reprap.org]
In fact I am pretty sure that drying it will prevent the nylon will prevent it from emitting the fumes, which are the bubbles in the stream. I don't know if this specific line is nylon, but I dried it anyways.
3. This stuff is way more flexible than ABS, and also stronger I think.
If anyone could tell me what plastic it is or how to tell what kind it is, that would be great. I want to find out before I go buy a 3 lb spool of nylon trimmer line.
By the way, if you haven't seen it already, here is a guy who did NYLON:
[www.instructables.com]
[www.acehardware.com]
It was around 5 bucks for a spool. Not sure how much it is compared to ABS, but it doesn't matter since I will be buying it in bulk for much cheaper here:
[www.amazon.com]
This is around 3 times less than ABS! Anyways, I know you guys want some pictures of prints so those are attached. The box is a little warped on the corners, but not bad. I have the heated bed at 100 C right now so that might need to increase. Not sure how high my bed can go...
As for the setup, The 0.105 inch trimmer line works fine with the 3mm extruder. (It comes out to be around 2.65 mm). I am using Pronterface with Slic3r, using a heated bed with blue tape on it. Really nothing special about the setup. There are some screenshots attached of the settings I used for the best results (so far). Haven't tweaked the bridging settings yet, as you can see by the pic.
Here are some unusual things about the trimmer line.
1. The plastic is extremely stringy. If the nozzle starts dragging or extruding too much, there will be little hairs everywhere. Keep your nozzle clean.
2. See the guide I made a while ago here:
[reprap.org]
In fact I am pretty sure that drying it will prevent the nylon will prevent it from emitting the fumes, which are the bubbles in the stream. I don't know if this specific line is nylon, but I dried it anyways.
3. This stuff is way more flexible than ABS, and also stronger I think.
If anyone could tell me what plastic it is or how to tell what kind it is, that would be great. I want to find out before I go buy a 3 lb spool of nylon trimmer line.
By the way, if you haven't seen it already, here is a guy who did NYLON:
[www.instructables.com]
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Printing with weed wacker line July 09, 2012 10:42PM |
Registered: 13 years ago Posts: 2,947 |
I am pretty sure you are killing yourself and your family by extruding nylon in your house as it off gases hydrogen cyanide.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Printing with weed wacker line July 09, 2012 11:03PM |
Admin Registered: 15 years ago Posts: 1,470 |
What's all this with capitalizing the word "nylon"?
Also, I would not experiment with extruding nylon unless you have a fume hood.
Also, I would not experiment with extruding nylon unless you have a fume hood.
|
Help improve the RepRap wiki!
Just click "Edit" in the top-right corner of the page and start typing. Anyone can edit the wiki! |
|
Re: Printing with weed wacker line July 11, 2012 03:46AM |
Registered: 14 years ago Posts: 198 |
|
Re: Printing with weed wacker line July 12, 2012 02:54PM |
Registered: 15 years ago Posts: 332 |
|
Re: Printing with weed wacker line July 13, 2012 11:27AM |
Registered: 13 years ago Posts: 601 |
Unrelated to the health aspects; Seeing as even some cheap PLA or ABS filament, meant for re-melting, has filler mixed into it, I would expect trimmer line to have lots of impurities, seeing as there's no need for pure nylon, and gritty filler might make it even better for cutting grass. The aggravation might offset the cost benefits.
|
Re: Printing with weed wacker line July 14, 2012 08:35PM |
Registered: 14 years ago Posts: 198 |
Here is the safety sheet for nylon:
[www.sidepinchclamp.com]
It says that nylon emits HCn at 300 C. I am extruding it at only 220 C. I don't even think my extruder can get up to 300 C. So I think its perfectly safe to print.
[www.sidepinchclamp.com]
It says that nylon emits HCn at 300 C. I am extruding it at only 220 C. I don't even think my extruder can get up to 300 C. So I think its perfectly safe to print.
|
Re: Printing with weed wacker line July 15, 2012 11:50AM |
Admin Registered: 17 years ago Posts: 7,879 |
That MSDS gives the melt point as 220C. With other plastics we have to extrude way above the melt point for two reasons: -
1) To reduce the viscosity enough .
2) To get it to weld to the object being constructed. My understanding is the average of the the object temperature and the nozzle temperature (i.e. the interface temperature) has to be above the melt point for a successful weld.
PLA is a bit of an exception because it viscosity falls very rapidly above the melt point and its low glass transitions seems to allow it to bond at lower temperatures.
If you can extrude it at only 220C, and it bonds to itself, my thoughts are it isn't nylon 6 as described in that MSDS. Does it actually start to melt at a lower temperature?
Perhaps you can identify it with a burn test like this one: [www.boedeker.com]. Does it float on water?
[www.hydraraptor.blogspot.com]
1) To reduce the viscosity enough .
2) To get it to weld to the object being constructed. My understanding is the average of the the object temperature and the nozzle temperature (i.e. the interface temperature) has to be above the melt point for a successful weld.
PLA is a bit of an exception because it viscosity falls very rapidly above the melt point and its low glass transitions seems to allow it to bond at lower temperatures.
If you can extrude it at only 220C, and it bonds to itself, my thoughts are it isn't nylon 6 as described in that MSDS. Does it actually start to melt at a lower temperature?
Perhaps you can identify it with a burn test like this one: [www.boedeker.com]. Does it float on water?
[www.hydraraptor.blogspot.com]
|
Re: Printing with weed wacker line July 16, 2012 09:54PM |
Registered: 14 years ago Posts: 198 |
It does float, which leads me to believe it is polypropylene, not nylon. Nylon has a density that is higher than water. Anyways I have already ordered some nylon line, so I will need an enclosed build chamber with a hood for that, if it does indeed need to be above 300 C to extrude. Not sure if my hot end can go that high actually. It has a PEEK insulator, which has a melting point of 340 C.
|
Re: Printing with weed wacker line July 17, 2012 03:33AM |
Admin Registered: 17 years ago Posts: 7,879 |
I think you will need a stainless steel insulator to handle the temperature and a thermocouple rather than a thermistor.
[www.hydraraptor.blogspot.com]
[www.hydraraptor.blogspot.com]
|
Re: Printing with weed wacker line July 17, 2012 02:04PM |
Registered: 12 years ago Posts: 313 |
PEEK may have a melting point of 340 C, but it goes soft way before that. I have seen 254 C listed as the maximum operating temperature and busted one hot-end PEEK insulator by running it at 260 for a long time (the threads in the PEEK block failed).
Arcol V4 is a great hot-end if you want to go hot. 300 C is no problem at all.
Arcol V4 is a great hot-end if you want to go hot. 300 C is no problem at all.
|
Re: Printing with weed wacker line July 19, 2012 12:25AM |
Registered: 14 years ago Posts: 198 |
Interesting, I don't want to change my hotend preferably, so maybe I could add a heatsink and a fan above the hot end? How much could I lower the temperature of the PEEK if I had the optimum heat sink?
Another option:
I was also going to make a heated chamber for it anyways, but I am not sure how hot that can get. I guess if I get it up to 190 C Then I could actually stay in the range of the melting temperature without having to get above the breakdown temp @ 300 C. It would also keep my PEEK hotend from melting and save energy by keeping the heat in. Anyone know if I can get that hot, using a turkey bag type heated chamber? Seems like it should be able to do it considering ovens can get up to 260 C. I could possibly line the inside of the turkey bag with aluminum foil to reduce heat loss. Maybe use a hair dryer to heat it up?
It could also be a combination of these two, since the PEEK insulator is outside the heated chamber.
If anyone has experience with printing in these very high temperatures, that would be awesome. By the way, only the build will be exposed to 190 C. The motors and all the plastic parts will be outside the heated chamber.
Another option:
I was also going to make a heated chamber for it anyways, but I am not sure how hot that can get. I guess if I get it up to 190 C Then I could actually stay in the range of the melting temperature without having to get above the breakdown temp @ 300 C. It would also keep my PEEK hotend from melting and save energy by keeping the heat in. Anyone know if I can get that hot, using a turkey bag type heated chamber? Seems like it should be able to do it considering ovens can get up to 260 C. I could possibly line the inside of the turkey bag with aluminum foil to reduce heat loss. Maybe use a hair dryer to heat it up?
It could also be a combination of these two, since the PEEK insulator is outside the heated chamber.
If anyone has experience with printing in these very high temperatures, that would be awesome. By the way, only the build will be exposed to 190 C. The motors and all the plastic parts will be outside the heated chamber.
|
Re: Printing with weed wacker line July 19, 2012 12:29AM |
Registered: 14 years ago Posts: 198 |
|
Re: Printing with weed wacker line July 19, 2012 01:39AM |
Registered: 14 years ago Posts: 198 |
Now that I think about it, the guy on instructables said that he printed at 320 C, on a cold bed.
In his instructable he said "There are of course differences in how we print with NYLON as opposed to ABS. One of the main differences, is that we will "melt" ABS, PLA and PET but we will "cold extrude" Nylon, Nylon polymers, Acrylic and polycarbonate. "
So this is an average temperature of around 172 C, well below the melting point. With a heated chamber at 100 C, you should be able to print at around 250 C and get the same temperature average. The force to extrude, like he said, would be much greater though.
In his instructable he said "There are of course differences in how we print with NYLON as opposed to ABS. One of the main differences, is that we will "melt" ABS, PLA and PET but we will "cold extrude" Nylon, Nylon polymers, Acrylic and polycarbonate. "
So this is an average temperature of around 172 C, well below the melting point. With a heated chamber at 100 C, you should be able to print at around 250 C and get the same temperature average. The force to extrude, like he said, would be much greater though.
|
Re: Printing with weed wacker line July 19, 2012 04:20AM |
Admin Registered: 17 years ago Posts: 7,879 |
He keeps changing his mind what the temperature is and uses a PTFE insulator, so I can't see any way that would hold up at 320C.
[www.hydraraptor.blogspot.com]
[www.hydraraptor.blogspot.com]
|
Re: Printing with weed wacker line July 19, 2012 07:01PM |
Registered: 14 years ago Posts: 198 |
I do not understand that either. Maybe the insulator does get soft, but judging by the pics of the hotend, most of the force on the hotend is held up by the two threaded rods. That way the PTFE doesn't deform, instead it just acts like a filament guide.
Anyways, do you think it would even be possible to extrude plastic at 250 C? Would the force required be too great?
Anyways, do you think it would even be possible to extrude plastic at 250 C? Would the force required be too great?
|
Re: Printing with weed wacker line July 19, 2012 07:55PM |
Registered: 14 years ago Posts: 198 |
Ok this is weird. I got the weed wacker line today, which is supposed to be made from nylon, and it still extrudes fine at 230C!
It acts exactly like the last stuff I had.
It oozes like crazy, and warps quite a bit, but other than that it seems to be fine! I am going to get another nozzle with a longer orifice to fix the ooze, and get some perfboard to stop the warping. Maybe whatever is mixed with the nylon makes it melt at a lower temperature? I really don't understand, but hey, it works!
Here is the link to the trimmer line i bought:
[www.amazon.com]
It acts exactly like the last stuff I had.
It oozes like crazy, and warps quite a bit, but other than that it seems to be fine! I am going to get another nozzle with a longer orifice to fix the ooze, and get some perfboard to stop the warping. Maybe whatever is mixed with the nylon makes it melt at a lower temperature? I really don't understand, but hey, it works!
Here is the link to the trimmer line i bought:
[www.amazon.com]
Sorry, only registered users may post in this forum.