See print layer
Posted by omid2572
|
See print layer November 11, 2015 01:51PM |
Registered: 8 years ago Posts: 12 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: See print layer November 11, 2015 02:38PM |
Registered: 10 years ago Posts: 580 |
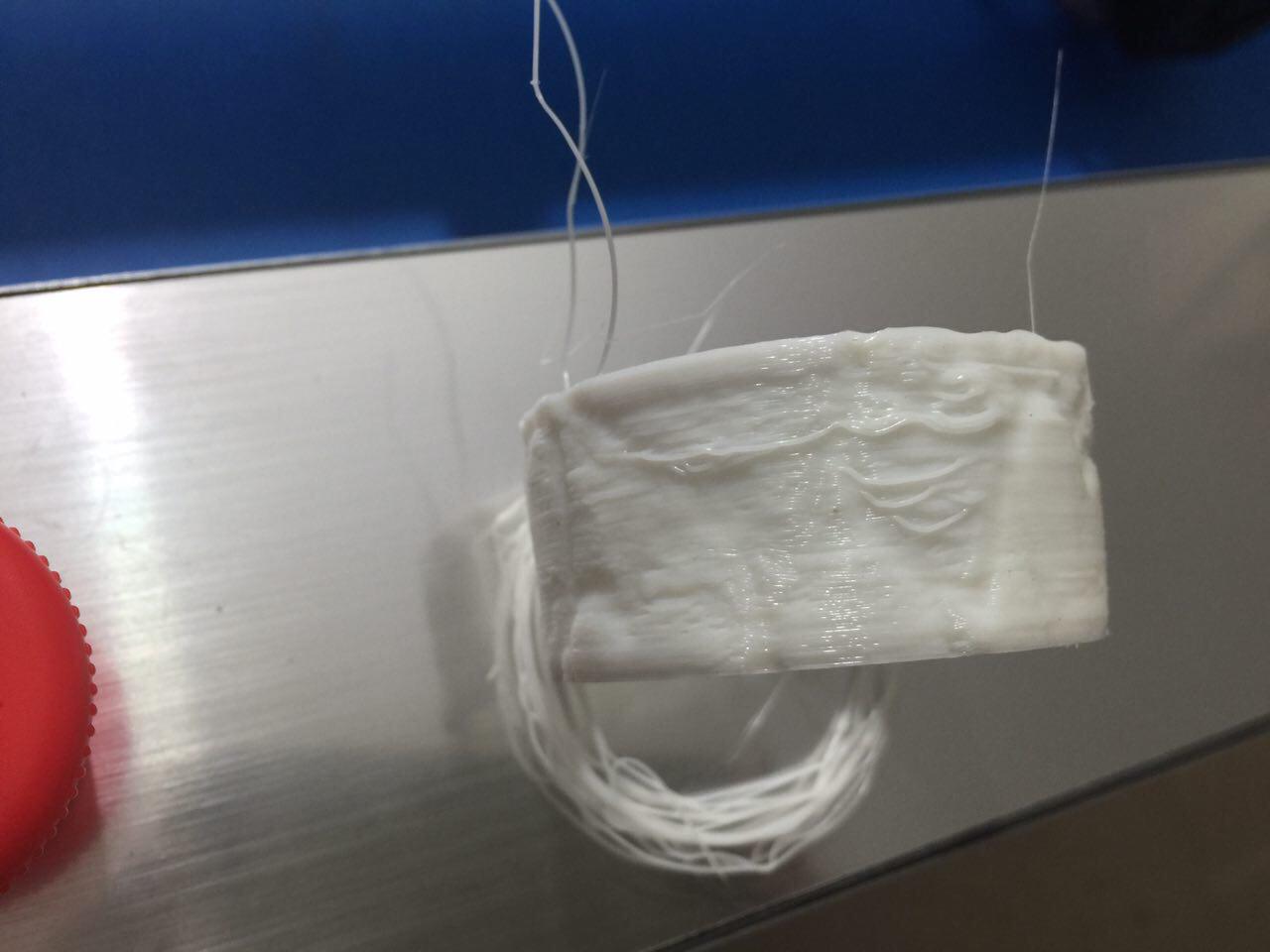
There appears to be some belt lash - the layers are shifting alternately.
The first thing is to make sure everything moves easily and smoothly, and that your belts are tight.
Also make sure you have ground flats on the stepper motor shafts, so the drive pulleys do not shift.
My printer: Raptosaur - Large Format Delta - [www.paulwanamaker.wordpress.com]
Can you answer questions about Calibration, Printing issues, Mechanics? Write it up and improve the Wiki!
The first thing is to make sure everything moves easily and smoothly, and that your belts are tight.
Also make sure you have ground flats on the stepper motor shafts, so the drive pulleys do not shift.
My printer: Raptosaur - Large Format Delta - [www.paulwanamaker.wordpress.com]
Can you answer questions about Calibration, Printing issues, Mechanics? Write it up and improve the Wiki!
|
Re: See print layer November 11, 2015 03:06PM |
Registered: 8 years ago Posts: 12 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: See print layer November 11, 2015 03:19PM |
Registered: 8 years ago Posts: 12 |
{kind=link}
{kind=link}
|
Re: See print layer November 11, 2015 03:21PM |
Registered: 10 years ago Posts: 580 |
OK. Edit: I'm not sure what's happening - I think you are indicating it happens only along one axis.
If you look closely at your first object (hollow one) at the bands, are the layers shifted? Looking at an individual layer - is it out on one side and in on the other?
Or are the bands just alternating thicker and thinner?
Edited 1 time(s). Last edit at 11/11/2015 07:02PM by Paul Wanamaker.
If you look closely at your first object (hollow one) at the bands, are the layers shifted? Looking at an individual layer - is it out on one side and in on the other?
Or are the bands just alternating thicker and thinner?
Edited 1 time(s). Last edit at 11/11/2015 07:02PM by Paul Wanamaker.
|
Re: See print layer November 12, 2015 02:46AM |
Registered: 8 years ago Posts: 12 |
|
Re: See print layer November 12, 2015 02:58AM |
Registered: 8 years ago Posts: 12 |
{kind=link}
{kind=link}
|
Re: See print layer November 12, 2015 06:51AM |
Registered: 8 years ago Posts: 12 |
New piece of a glass
Please look try and help
No one could help.
Only the belt is loose?
Tighten the belt is not moving
There was no information regarding the timing belt, how much I have to go to tie the timing belt ?
Please look try and help
No one could help.
Only the belt is loose?
Tighten the belt is not moving
There was no information regarding the timing belt, how much I have to go to tie the timing belt ?
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: See print layer November 12, 2015 08:24AM |
Registered: 9 years ago Posts: 722 |
|
Re: See print layer November 12, 2015 11:51AM |
Registered: 8 years ago Posts: 12 |
|
Re: See print layer November 12, 2015 01:43PM |
Registered: 10 years ago Posts: 580 |
As J-Max said, 3500g seems very heavy. Others with your style of printer can comment (I have a delta).
What exact style is it?
To see if the weight is in fact the problem (as he stated) slow the print and travel speeds down! Very slow as a test. Example speeds: 30mms for printing, 60mms travel. Reduce the acceleration. You should tell us what speeds and acceleration you are using.
J-Max also said you may be printing too hot. It looks like you are printing PLA? At what Temperature? Using a cooling fan?
That is enough changes for one test. You don't need to print it very tall - enough to see if the layers stay even. Is it better?
As for tightening the timing belts, you can get a rough unscientific estimate of the tightness by plucking them like the string on a guitar. Do they produce a medium tone, or a very low tone? You should only be able to push the belt in a small amount with your finger.
We'll talk later about what motors you are using, and at what current.
What exact style is it?
To see if the weight is in fact the problem (as he stated) slow the print and travel speeds down! Very slow as a test. Example speeds: 30mms for printing, 60mms travel. Reduce the acceleration. You should tell us what speeds and acceleration you are using.
J-Max also said you may be printing too hot. It looks like you are printing PLA? At what Temperature? Using a cooling fan?
That is enough changes for one test. You don't need to print it very tall - enough to see if the layers stay even. Is it better?
As for tightening the timing belts, you can get a rough unscientific estimate of the tightness by plucking them like the string on a guitar. Do they produce a medium tone, or a very low tone? You should only be able to push the belt in a small amount with your finger.
We'll talk later about what motors you are using, and at what current.
|
Re: See print layer November 12, 2015 02:42PM |
Registered: 13 years ago Posts: 632 |
|
Re: See print layer November 12, 2015 04:34PM |
Registered: 8 years ago Posts: 12 |
{kind=link}
{kind=link}
|
Re: See print layer November 12, 2015 09:35PM |
Registered: 13 years ago Posts: 632 |
It seems like we are having a hard time communicating, but I'll try again. Z Wobble is when the spinning Z screws cause the moving build plate to wiggle back and forth. It has nothing to do with how high your Z axis can go. If your Z lift screws are bent they can sometimes force the build plate out of place by a small amount. It doesn't take much movement to mess up your layer alignment. Are your Z screws secured in more than two places? Z screws should generally only be attached to the motor and to the build plate. If there is another bearing or bushing in the middle that may make things worse.
Try this. Make an X on your build plate. Bring it up to 0,0,0, and center the hot end on the X, then drive the build plate down and watch how the X moves versus the hot end. Does it seem to move straight down or does it also wobble back and forth as it goes down?
Bryan
Edited 1 time(s). Last edit at 11/12/2015 09:38PM by bryanandaimee.
Try this. Make an X on your build plate. Bring it up to 0,0,0, and center the hot end on the X, then drive the build plate down and watch how the X moves versus the hot end. Does it seem to move straight down or does it also wobble back and forth as it goes down?
Bryan
Edited 1 time(s). Last edit at 11/12/2015 09:38PM by bryanandaimee.
|
Re: See print layer November 13, 2015 02:32AM |
Registered: 8 years ago Posts: 12 |
Quote
Paul Wanamaker
As J-Max said, 3500g seems very heavy. Others with your style of printer can comment (I have a delta).
What exact style is it?
To see if the weight is in fact the problem (as he stated) slow the print and travel speeds down! Very slow as a test. Example speeds: 30mms for printing, 60mms travel. Reduce the acceleration. You should tell us what speeds and acceleration you are using.
J-Max also said you may be printing too hot. It looks like you are printing PLA? At what Temperature? Using a cooling fan?
That is enough changes for one test. You don't need to print it very tall - enough to see if the layers stay even. Is it better?
As for tightening the timing belts, you can get a rough unscientific estimate of the tightness by plucking them like the string on a guitar. Do they produce a medium tone, or a very low tone? You should only be able to push the belt in a small amount with your finger.
We'll talk later about what motors you are using, and at what current.
Thanks
I tried with the lowest rate. Not satisfactory
High-speed printing is better
There is only risk the loss of calibration
|
Re: See print layer November 13, 2015 03:27AM |
Registered: 8 years ago Posts: 12 |
ThanksQuote
bryanandaimee
It seems like we are having a hard time communicating, but I'll try again. Z Wobble is when the spinning Z screws cause the moving build plate to wiggle back and forth. It has nothing to do with how high your Z axis can go. If your Z lift screws are bent they can sometimes force the build plate out of place by a small amount. It doesn't take much movement to mess up your layer alignment. Are your Z screws secured in more than two places? Z screws should generally only be attached to the motor and to the build plate. If there is another bearing or bushing in the middle that may make things worse.
Try this. Make an X on your build plate. Bring it up to 0,0,0, and center the hot end on the X, then drive the build plate down and watch how the X moves versus the hot end. Does it seem to move straight down or does it also wobble back and forth as it goes down?
Bryan
Are there four bars and two ball screw allows wobble axis z
I also suspect the z axis
Is there a way to make sure?
It is unbelievable
z axis is specified in the picture
{kind=link}
{kind=link}
|
Re: See print layer November 13, 2015 04:39AM |
Registered: 8 years ago Posts: 12 |
|
Re: See print layer November 13, 2015 08:34PM |
Registered: 10 years ago Posts: 580 |
I was happy to find this nice calculator
I plugged the numbers into the "Steps per millimeter - leadscrew driven systems" calculator and find:
2285.71 steps per mm
I worked out how they calculated it:
200 steps per revolution x 16 microsteps x (20/16) / 1.75 = 2285.71 steps per mm
Note that your z is only moving 0.0004mm per step.
Smaller steps causes a high step rate.
A high step rate with a stepper moter causes low torque. See Here.
Low torque can cause missed steps - especially when there is a sudden change in direction, or acceleration. (Make sure the acceleration is not too high.)
Maximum torque is at the low revolutions per minute.
In my opinion, your steps per mm is high. I'll comment further if you like.
I don't know what you mean by "two Foley". Foley is an uncommon word.
I plugged the numbers into the "Steps per millimeter - leadscrew driven systems" calculator and find:
2285.71 steps per mm
I worked out how they calculated it:
200 steps per revolution x 16 microsteps x (20/16) / 1.75 = 2285.71 steps per mm
Note that your z is only moving 0.0004mm per step.
Smaller steps causes a high step rate.
A high step rate with a stepper moter causes low torque. See Here.
Low torque can cause missed steps - especially when there is a sudden change in direction, or acceleration. (Make sure the acceleration is not too high.)
Maximum torque is at the low revolutions per minute.
In my opinion, your steps per mm is high. I'll comment further if you like.
I don't know what you mean by "two Foley". Foley is an uncommon word.
|
Re: See print layer November 15, 2015 05:12AM |
Registered: 8 years ago Posts: 12 |
|
Re: See print layer November 15, 2015 11:51AM |
Registered: 10 years ago Posts: 580 |
I think the language issue is the biggest problem.
It will help you a greatly if you can have someone translate this, otherwise we both misunderstand.
Many things we have asked have still not been answered, and we need to know in order to diagnose the problem.
I am going to give one last try.
- If there is a problem with delamination then it could be the layer height is too high. What layer height are you using? Try using .20mm layer height.
- It could be you are missing steps on the Z due to either too high of a step rate, or. Easy to determine, just lower the Travel Speed to a very low number line 40 and test. If that doesn't fix it then Lower acceleration in the firmware and test. If that doesn't fix it then lower Jerk settings in firmware and test.
My advice when testing this or any new printer: do not use any speeds above 50. If everything is good then increase speeds gradually. The defaults in firmware are too high for speeds and acceleration.
Unfortunately these questions miss the original issues
I'm going to give you some possibilities, but you need this translated!
- Are the layers still shifted? Best to provide photos of both sides of a part.
- If the layers are shifted then several things could be happening at once (Note: you can search the forums for "Shifted Layers")
I think I have listed most of the possibilities.
I'm afraid this is all the help I can offer on your issues.
There may be a forum in your language, or someone may be able to translate, and you can search for Shifted Layers in the forums, or post in a section below that is specific to your type of printer.
Best wishes.
-Paul
Edited 1 time(s). Last edit at 11/15/2015 11:57AM by Paul Wanamaker.
It will help you a greatly if you can have someone translate this, otherwise we both misunderstand.
Many things we have asked have still not been answered, and we need to know in order to diagnose the problem.
I am going to give one last try.
Your question could have two meanings!Quote
Do you think delaminate due to high levels of Z-axis is the piece?
- If there is a problem with delamination then it could be the layer height is too high. What layer height are you using? Try using .20mm layer height.
- It could be you are missing steps on the Z due to either too high of a step rate, or. Easy to determine, just lower the Travel Speed to a very low number line 40 and test. If that doesn't fix it then Lower acceleration in the firmware and test. If that doesn't fix it then lower Jerk settings in firmware and test.
My advice when testing this or any new printer: do not use any speeds above 50. If everything is good then increase speeds gradually. The defaults in firmware are too high for speeds and acceleration.
Unfortunately these questions miss the original issues
I'm going to give you some possibilities, but you need this translated!
- Are the layers still shifted? Best to provide photos of both sides of a part.
- If the layers are shifted then several things could be happening at once (Note: you can search the forums for "Shifted Layers")
- The speeds and accelerations could be too high for the stepper motors to handle the moving mass, and if the moving mass is too large for their torque at that speed they will loose steps when changing direction (accelerating and decelerating). They loose torque at the higher speeds. See the next item for possible solutions.
- The axis may be too heavy - if so then you must lower acceleration in the firmware, lower Jerk, and lighten the axis as much as possible so there is less moving mass. Use one motor in a moving axis if two motors are not needed. Use a Bowden extruder, etc. to move the motor off the axis.
- Stepper motor current may be too high and the stepper drivers may be resetting (this usually causes large offsets, but could cause small ones if the thermal reset is short) - mount a fan to cool the drivers, adjust the current.
- Stepper motor current may be too low and so the stepper motors may not have enough torque. (Search the forum for "Adjust Stepper Driver Current")
- Steps could be too fast for the controller. The old 8-bit controllers can only output steps evenly when the step rate is below a critical speed, then they start to stutter, causing lost steps, which causes an offset or shift. This is normally more of an issue with Delta printers, but could be an issue if you have a full-graphics controller. Probably not the issue here. The solutions are to lower the speeds, use the right sized pulleys, lower the microstepping rate for the axis, get a 32-bit controller, etc.
- The Z axis could be wobbling due to a ball screw that is not strait. Unlikely, as I see from your photo that the top of the ball screws are not fixed in place. However, have you tried James' advice above to be sure? Quote
Try this. Make an X on your build plate. Bring it up to 0,0,0, and center the hot end on the X, then drive the build plate down and watch how the X moves versus the hot end. Does it seem to move straight down or does it also wobble back and forth as it goes down?
I think I have listed most of the possibilities.
I'm afraid this is all the help I can offer on your issues.
There may be a forum in your language, or someone may be able to translate, and you can search for Shifted Layers in the forums, or post in a section below that is specific to your type of printer.
Best wishes.
-Paul
Edited 1 time(s). Last edit at 11/15/2015 11:57AM by Paul Wanamaker.
Sorry, only registered users may post in this forum.