ABS Crumbling
Posted by tjhj2
|
ABS Crumbling October 12, 2012 10:40PM |
Registered: 11 years ago Posts: 79 |
Hi,
So I have recently moved to trying to primt ABS after getting PLA dialed in. But no matter where I set the extruded temps I have no parts strength. They just crumble in my hands. I am also having part warping issues where although the base is stuck using abs slurry, the part literally pulls so hard it seperates the layers below it.
I am using a Prusa Mendel
Heated Bed - 110deg
Makergear Nozzle - from 200-240 with no success.
Any suggestions or help would be appreciated.
Thank You,
So I have recently moved to trying to primt ABS after getting PLA dialed in. But no matter where I set the extruded temps I have no parts strength. They just crumble in my hands. I am also having part warping issues where although the base is stuck using abs slurry, the part literally pulls so hard it seperates the layers below it.
I am using a Prusa Mendel
Heated Bed - 110deg
Makergear Nozzle - from 200-240 with no success.
Any suggestions or help would be appreciated.
Thank You,
|
Re: ABS Crumbling October 12, 2012 11:05PM |
Registered: 13 years ago Posts: 1,797 |
|
Re: ABS Crumbling October 13, 2012 07:43AM |
Registered: 11 years ago Posts: 79 |
|
Re: ABS Crumbling October 13, 2012 08:31AM |
Registered: 12 years ago Posts: 156 |
|
Re: ABS Crumbling October 13, 2012 10:18AM |
Registered: 11 years ago Posts: 79 |
Hi,
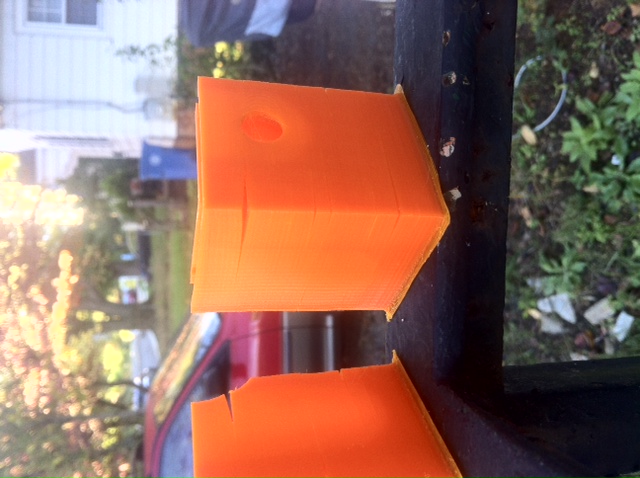
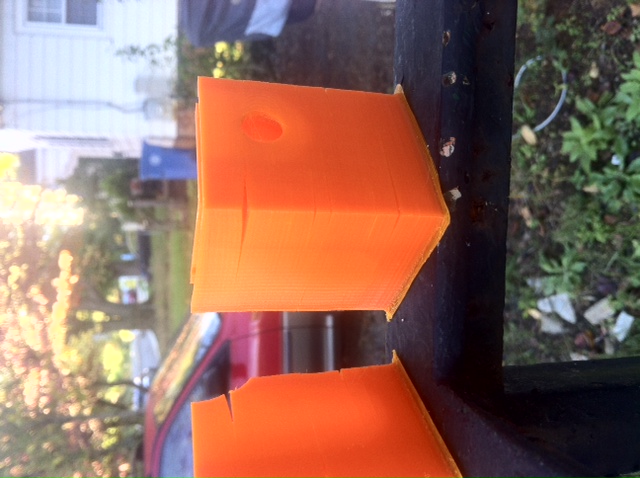
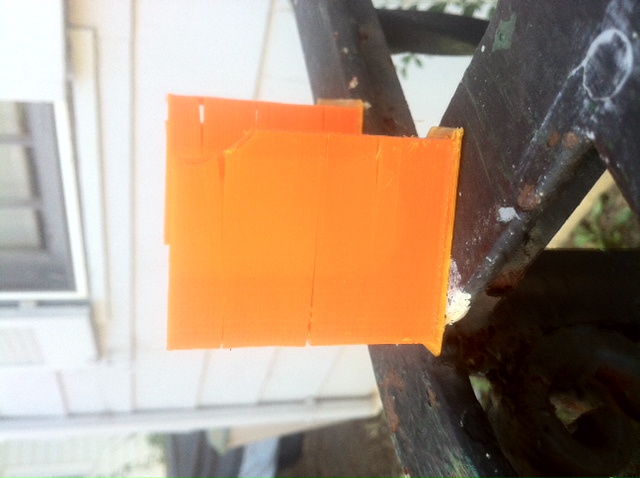
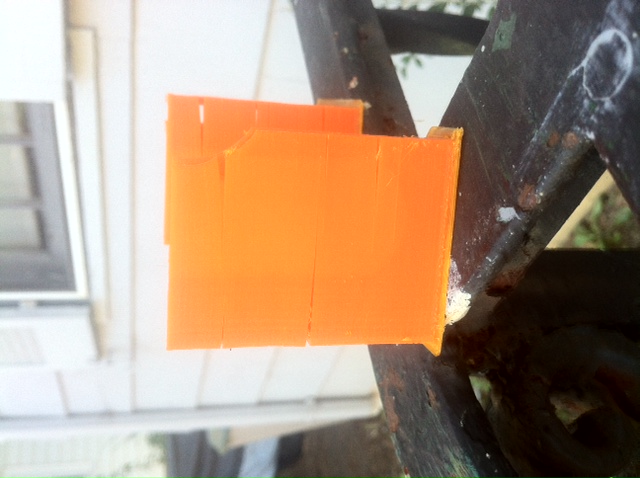
I figure some pictures might help with show what is happening.
@Orcinus
No I have my fans turned totally off. There is one fan that blows on my extruder motor, but very little blows past it to hit the print plate at all.
Thank you
I figure some pictures might help with show what is happening.
@Orcinus
No I have my fans turned totally off. There is one fan that blows on my extruder motor, but very little blows past it to hit the print plate at all.
Thank you
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: ABS Crumbling October 13, 2012 11:10AM |
Registered: 12 years ago Posts: 51 |
The pictures show that the problem is classic ABS warping - your ABS is cooling too quickly and thus forces are pulling apart the layers as the print progresses.
Make sure not to cool the print, ie. turn off any fans. Then figure out a way to keep the print warmer to prevent premature cooling causing warping. See if you can print in a warmer room. Some people use a heat lamp, or even just a 60w bulb in a desk lamp to radiate heat back at the print area.
Consider containing the printer within a "heated build chamber", something that raises the ambient temperature around the print. Some people put a box or plastic bag over their printer. But be wary of fumes building up and consider how you will ventilate the chamber.
Make sure not to cool the print, ie. turn off any fans. Then figure out a way to keep the print warmer to prevent premature cooling causing warping. See if you can print in a warmer room. Some people use a heat lamp, or even just a 60w bulb in a desk lamp to radiate heat back at the print area.
Consider containing the printer within a "heated build chamber", something that raises the ambient temperature around the print. Some people put a box or plastic bag over their printer. But be wary of fumes building up and consider how you will ventilate the chamber.
|
Re: ABS Crumbling October 14, 2012 12:06AM |
Registered: 13 years ago Posts: 1,797 |
|
Re: ABS Crumbling October 14, 2012 09:15AM |
Registered: 11 years ago Posts: 79 |
Hi All,
Thank you for your help.
1st question. What would be an ideal chamber tempature? I feel like 110 would be low, but much higher won't everything start sagging?
2nd longer question.
I am still a little lost. Two people have now said recalibrate for ABS.
I have gone through what I think are calibration settings with why or why not something changes. If you could please correct my logic to any wrong thoughts.
Can someone share or point me to what settings are changing? In my mind the only difference that is a physical parameter would be steps per mm, because the extruder drive would bite more changing its diameter and thus circumference distance. Which I have checked and found to be the same. It would seem to be a very small difference anyway almost negligible.
Is this because I'm using 1.75mm and not 3mm where there is more bite potential?
The filament Diam is changed but it changed every spool and is not ABS specific.
Retract is a blobbing factor that doesn't appear to be an issue currently.
As for feed steps this should not change, x, y and z will move the same amount.
Feed rates, I'm printing at 45mm/s. If I go slower won't the part cool more making this worse? I can't go much faster because quality goes to hell from my extruder head weight and belt stretch. I am using a brut struder setup that is very heavy.
The tempatures are different, but that isn't a calibration setting in my mind. When I set up my nozzle, I took a thermocouple and adjusted the marlin tables to match from 150-250. Are you guys telling me to adjust the temps?
On this note if I keep increasing temp won't this make the shrinkage higher, and worsen the problem?
Final question.
The warping is caused by part cooling and the ABS shrinking. So I see this two ways. Option 1 keep everything warm to minimize the shrinking and let it all shrink together. Option 2. Can I immediately cool the part after it is extruded so that the layer below has shrunk by the time the next is being laid down? Will one layer not stick to the other? Why doesn't this work?
Thank you all for your time and help.
Thank you for your help.
1st question. What would be an ideal chamber tempature? I feel like 110 would be low, but much higher won't everything start sagging?
2nd longer question.
I am still a little lost. Two people have now said recalibrate for ABS.
I have gone through what I think are calibration settings with why or why not something changes. If you could please correct my logic to any wrong thoughts.
Can someone share or point me to what settings are changing? In my mind the only difference that is a physical parameter would be steps per mm, because the extruder drive would bite more changing its diameter and thus circumference distance. Which I have checked and found to be the same. It would seem to be a very small difference anyway almost negligible.
Is this because I'm using 1.75mm and not 3mm where there is more bite potential?
The filament Diam is changed but it changed every spool and is not ABS specific.
Retract is a blobbing factor that doesn't appear to be an issue currently.
As for feed steps this should not change, x, y and z will move the same amount.
Feed rates, I'm printing at 45mm/s. If I go slower won't the part cool more making this worse? I can't go much faster because quality goes to hell from my extruder head weight and belt stretch. I am using a brut struder setup that is very heavy.
The tempatures are different, but that isn't a calibration setting in my mind. When I set up my nozzle, I took a thermocouple and adjusted the marlin tables to match from 150-250. Are you guys telling me to adjust the temps?
On this note if I keep increasing temp won't this make the shrinkage higher, and worsen the problem?
Final question.
The warping is caused by part cooling and the ABS shrinking. So I see this two ways. Option 1 keep everything warm to minimize the shrinking and let it all shrink together. Option 2. Can I immediately cool the part after it is extruded so that the layer below has shrunk by the time the next is being laid down? Will one layer not stick to the other? Why doesn't this work?
Thank you all for your time and help.
|
Re: ABS Crumbling October 14, 2012 12:31PM |
Registered: 12 years ago Posts: 51 |
tjhj2 Wrote:
> 1st question. What would be an ideal chamber
> tempature? I feel like 110 would be low, but much
> higher won't everything start sagging?
30-40 degrees C is what I have seen quoted for ABS by other people. I have found that getting near to 30 degrees C in the room will noticeably reduce warping compared to printing at normal room temperature. But heating the whole room is inefficient, hence the heated build chamber concept. Here is an interesting link for you:
[hydraraptor.blogspot.co.uk]
As an idea, why not try putting walls around your printer to reduce airflow and use a 60w bulb desk lamp as a DIY heat lamp. You may find this does enough without needing to build a heated chamber.
> 2nd longer question.
> I am still a little lost. Two people have now said
> recalibrate for ABS.
> I have gone through what I think are calibration
> settings with why or why not something changes. If...
I don't think you have missed anything in regards to calibration.
>
> Final question.
> The warping is caused by part cooling and the ABS
> shrinking. So I see this two ways. Option 1 keep
> everything warm to minimize the shrinking and let
> it all shrink together.
Yep. (for ABS)
> Option 2. Can I
> immediately cool the part after it is extruded so
> that the layer below has shrunk by the time the
> next is being laid down?
Not for ABS - as the heated bed is at 110 degrees, your lower layers stay very warm. So after the first few layers are down, things get cooler before finally getting warmer as the plastic is extruded at the top layers. Which is why you get layers splitting in the middle (but not at the bottom) - because this is where the shrinkage is greatest.
Actually option 2 is the best strategy for PLA. I like to think of it like this: PLA has to be cooled as quickly as possible to reduce curling, whereas ABS has to be kept warm as long as possible to reduce warping.
> 1st question. What would be an ideal chamber
> tempature? I feel like 110 would be low, but much
> higher won't everything start sagging?
30-40 degrees C is what I have seen quoted for ABS by other people. I have found that getting near to 30 degrees C in the room will noticeably reduce warping compared to printing at normal room temperature. But heating the whole room is inefficient, hence the heated build chamber concept. Here is an interesting link for you:
[hydraraptor.blogspot.co.uk]
As an idea, why not try putting walls around your printer to reduce airflow and use a 60w bulb desk lamp as a DIY heat lamp. You may find this does enough without needing to build a heated chamber.
> 2nd longer question.
> I am still a little lost. Two people have now said
> recalibrate for ABS.
> I have gone through what I think are calibration
> settings with why or why not something changes. If...
I don't think you have missed anything in regards to calibration.
>
> Final question.
> The warping is caused by part cooling and the ABS
> shrinking. So I see this two ways. Option 1 keep
> everything warm to minimize the shrinking and let
> it all shrink together.
Yep. (for ABS)
> Option 2. Can I
> immediately cool the part after it is extruded so
> that the layer below has shrunk by the time the
> next is being laid down?
Not for ABS - as the heated bed is at 110 degrees, your lower layers stay very warm. So after the first few layers are down, things get cooler before finally getting warmer as the plastic is extruded at the top layers. Which is why you get layers splitting in the middle (but not at the bottom) - because this is where the shrinkage is greatest.
Actually option 2 is the best strategy for PLA. I like to think of it like this: PLA has to be cooled as quickly as possible to reduce curling, whereas ABS has to be kept warm as long as possible to reduce warping.
|
Re: ABS Crumbling October 17, 2012 12:20AM |
Registered: 12 years ago Posts: 809 |
You should re-calibrate the e-steps of your extruder for ABS.
I run my heated chamber at 105 F and experience no warping. For my ambient air machine I simply put a kitchen trash can garbage bag over it to print ABS. Just make sure the bag is tall enough to cover the entire machine.
Word of warning - if your machine is printed in PLA do not place it in a heated chamber.
- akhlut
Just remember - Iterate, Iterate, Iterate!
[myhomelessmind.blogspot.com]
I run my heated chamber at 105 F and experience no warping. For my ambient air machine I simply put a kitchen trash can garbage bag over it to print ABS. Just make sure the bag is tall enough to cover the entire machine.
Word of warning - if your machine is printed in PLA do not place it in a heated chamber.
- akhlut
Just remember - Iterate, Iterate, Iterate!
[myhomelessmind.blogspot.com]
|
Re: ABS Crumbling October 17, 2012 01:27AM |
Registered: 13 years ago Posts: 1,797 |
abs material is softer than pla. This means it gets a deeper byte on the hobble grip of the bolt. Its diameter around the bolt is about 96% that of pla which is harder and does not byte down as deep. Because of this, and the different cut styles of bolt it is impossible to know by how much your extrusion needs to be calibrated. I would start at 102% of pla steps and go from there. You can also adjust flow rate ration which is set for 1 by default.
Another thing is measure diameter of feedstock. It varies from roll to roil and even a 1-2% change can make a difference. Set diameter of feedstock in printer settings menu.
Another thing is measure diameter of feedstock. It varies from roll to roil and even a 1-2% change can make a difference. Set diameter of feedstock in printer settings menu.
|
Re: ABS Crumbling October 17, 2012 02:56AM |
Registered: 16 years ago Posts: 824 |
You can throw a towel over the printer to get about 60Caround the part, just from the heat of the bed. If your parts are thin walled, then increase the fill to 0.4.
The width over thickness ratio needs to be increased also. Try another color of ABS if available. Some colors are just not that great for printing.
The width over thickness ratio needs to be increased also. Try another color of ABS if available. Some colors are just not that great for printing.
|
Re: ABS Crumbling October 17, 2012 05:24AM |
Registered: 11 years ago Posts: 229 |
|
Re: ABS Crumbling October 17, 2012 08:28AM |
Admin Registered: 12 years ago Posts: 2,569 |
Using hexagonal infill can also help increase layers bonding - because each layer infill has much more surface connected to the surrounding layers compared to normal infill pattern which just use tiny dots as point of contact between layers.
Most of my technical comments should be correct, but is THIS one ?
Anyway, as a rule of thumb, always double check what people write.
Most of my technical comments should be correct, but is THIS one ?
Anyway, as a rule of thumb, always double check what people write.
|
Re: ABS Crumbling October 17, 2012 09:34PM |
Registered: 11 years ago Posts: 229 |
Sorry, only registered users may post in this forum.