Lines in print after retract
Posted by unlucky1
|
Lines in print after retract October 22, 2012 02:06PM |
Registered: 11 years ago Posts: 40 |
Hi all,
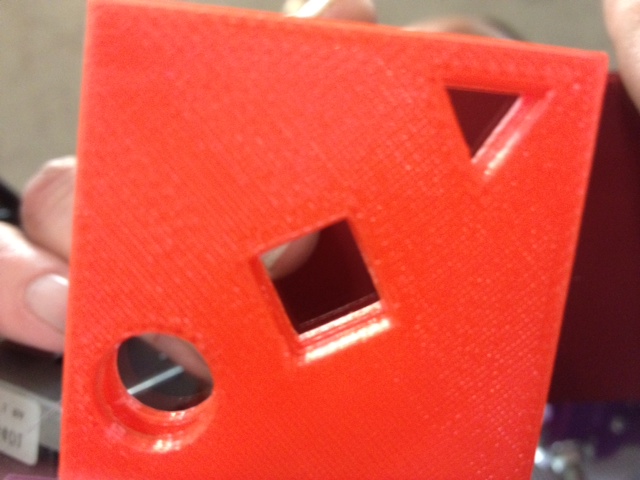
ok, I am finally at the end of a short rope. I have attached a picture that will pretty much speak for itself but I will explain. In the picture you will see raised lines in different location on the 40mm x 40mm x 2mm test thing i whipped up. The reason I made this test piece was that I was noticing lines in my prints after it retracts and moves to a new location and starts printing again. This will also happen in the middle of a simple square cube when the print starts in the middle of the print and then goes to the other size to finish. The test piece I made is very segmented so it has to move around several times becasue of the extruded holes. I am going to give you some detail on what I have tried so far.
Equipment: Reprap Prusa Mendal running Marlin Firmware with a Wades extruder and a j-head mark 5-v hotend .4 mm. This specific print was using slicr 9.3 or whatever the very latest is, (sorry, not at my printer right now). I slice with slic3r and print and control heat with pronterface. I have also had the same issues with skeinforge (way to many options to just throw something at as a test) but same results. I am printing 2.84mm PLA filament. P.S. I have tried printing directly from an sd card with the same results.
I am printing at .25 mm layer height but had the same issues at .30 mm as well.
I have changed the retraction length from about .5 mm to 3.0 mm retraction.(this print was set to 2mm retract at 20 mm per sec.)
I have adjusted retraction speed from 300 down to .5 (settled on around 20mm)
You may be able to see that I do not have any issues with stringing accross the holes, that is normally a non issue.
I have tried to have it raise the z access .5 to 1 mm just for fun.
If i print a cube that starts at a corner and does not stop it is pretty much flawless. I used printrun/pronterface to slice a cube with no obstruction to print and it always started at the corner of the object and the printing was flawless.
My observations were that my extruders gears were not meshing well and I could not get enough adjustment out of my stepper motor to get them close. (I printed a new big gear and its flat (with the lines like you see in some places but the gear ends are great and it meshes with the small gear almost perfectly with no play. However, the polygon that the bolt head is in is a little to big.) I will adjust the print when I can)
At first I thought it was extruding a line on top of a line and cauding the excess filament isssues because it seems to pretty much be an entire line when it has issues. I checked the GCODE manually for the last layer (top) and I did find duplitates lines identically in two concurrent lines in probably about 6 or 7 places. I submitted a bug to slic3r and was assured that it will not double print a line due to this. As I am sceptical, I made a gcode file with tons of duplicates and it did not create blobs of filament. Although I think the gcode needs to not repeat iteslf with identical lines on the same layer, that is not causing this issue that I can see.
I printed at temps between 90 and 120 C with speads from 20 to 65 mm per sec. Changing my temp down to 90 did help my layers to be a little smoother, not rough feeling but did not help with the lines.
I feared that my y,x,z or e were out of spec so I again recalibrated them until the x,y,and z were within .2 mm on 100 mm or somthing close to that. My e is equally as accurate. Note:If any of these are off I would think it would at least be consistant. Every line that is raised in the picture was where it started an extrusion after a retract in another location.
Please help, I am keeping the PLA sellers in business just testing to get rid of this issue or at least minimize it.
Thanks in advance,
John
Thanks,
John
ok, I am finally at the end of a short rope. I have attached a picture that will pretty much speak for itself but I will explain. In the picture you will see raised lines in different location on the 40mm x 40mm x 2mm test thing i whipped up. The reason I made this test piece was that I was noticing lines in my prints after it retracts and moves to a new location and starts printing again. This will also happen in the middle of a simple square cube when the print starts in the middle of the print and then goes to the other size to finish. The test piece I made is very segmented so it has to move around several times becasue of the extruded holes. I am going to give you some detail on what I have tried so far.
Equipment: Reprap Prusa Mendal running Marlin Firmware with a Wades extruder and a j-head mark 5-v hotend .4 mm. This specific print was using slicr 9.3 or whatever the very latest is, (sorry, not at my printer right now). I slice with slic3r and print and control heat with pronterface. I have also had the same issues with skeinforge (way to many options to just throw something at as a test) but same results. I am printing 2.84mm PLA filament. P.S. I have tried printing directly from an sd card with the same results.
I am printing at .25 mm layer height but had the same issues at .30 mm as well.
I have changed the retraction length from about .5 mm to 3.0 mm retraction.(this print was set to 2mm retract at 20 mm per sec.)
I have adjusted retraction speed from 300 down to .5 (settled on around 20mm)
You may be able to see that I do not have any issues with stringing accross the holes, that is normally a non issue.
I have tried to have it raise the z access .5 to 1 mm just for fun.
If i print a cube that starts at a corner and does not stop it is pretty much flawless. I used printrun/pronterface to slice a cube with no obstruction to print and it always started at the corner of the object and the printing was flawless.
My observations were that my extruders gears were not meshing well and I could not get enough adjustment out of my stepper motor to get them close. (I printed a new big gear and its flat (with the lines like you see in some places but the gear ends are great and it meshes with the small gear almost perfectly with no play. However, the polygon that the bolt head is in is a little to big.) I will adjust the print when I can)
At first I thought it was extruding a line on top of a line and cauding the excess filament isssues because it seems to pretty much be an entire line when it has issues. I checked the GCODE manually for the last layer (top) and I did find duplitates lines identically in two concurrent lines in probably about 6 or 7 places. I submitted a bug to slic3r and was assured that it will not double print a line due to this. As I am sceptical, I made a gcode file with tons of duplicates and it did not create blobs of filament. Although I think the gcode needs to not repeat iteslf with identical lines on the same layer, that is not causing this issue that I can see.
I printed at temps between 90 and 120 C with speads from 20 to 65 mm per sec. Changing my temp down to 90 did help my layers to be a little smoother, not rough feeling but did not help with the lines.
I feared that my y,x,z or e were out of spec so I again recalibrated them until the x,y,and z were within .2 mm on 100 mm or somthing close to that. My e is equally as accurate. Note:If any of these are off I would think it would at least be consistant. Every line that is raised in the picture was where it started an extrusion after a retract in another location.
Please help, I am keeping the PLA sellers in business just testing to get rid of this issue or at least minimize it.
Thanks in advance,
John
Thanks,
John
{kind=link}
{kind=link}
|
Re: Lines in print after retract October 22, 2012 04:41PM |
Registered: 12 years ago Posts: 122 |
I think you're over-extruding, based on that photo. There is a distinct loss of detail between the adjacent strands on the top surface. I find that if the extrusion value is slightly too high, the layer begins well but, eventually, the excess plastic will have nowhere else to go but up, causing a ridge. There is also a transverse streak, suggesting that the nozzle has dragged through the plastic at some point.
Personally, I measure everything as accurately as I can and still find that I have to turn down the flow-rate to get perfect prints. I use Slic3r 0.9.3 with Marlin and Repetier and usually have the multiplier set to about 85%. I don't understand why but it doesn't bother me now. I print test blocks at 100% infill and keep tweaking the flow-rate on-the-fly until every layer is as even as the last.
Personally, I measure everything as accurately as I can and still find that I have to turn down the flow-rate to get perfect prints. I use Slic3r 0.9.3 with Marlin and Repetier and usually have the multiplier set to about 85%. I don't understand why but it doesn't bother me now. I print test blocks at 100% infill and keep tweaking the flow-rate on-the-fly until every layer is as even as the last.
|
Re: Lines in print after retract October 22, 2012 05:05PM |
Registered: 11 years ago Posts: 40 |
That is interesting. I did lower the value of the multiplyer at one point to test. I think when I got to .85 is when my parts did not stick to my glass on top of my heatbed. My logic tells me though that all the layers would be higher? I was able to actually get a concave instead of a line on top at one point and I think thats what did it but I could never get a balance. I think the streak you are talking about could be at the end of the print. I was actually trying to get the parts off my heat bed as soon as possible to try again with new settings and I did that at I think 12:30 last night because it was/is driving me crazy. Does everyone have this issue to some extint? Poll? You would only really notice it when printing a flat surface that had multiple stop, retract, move, extrude movements. I did nto realize it myself until I printed the feet for a prusa mendal and they have a bunch of stop and starts on them due to a hollow area in the middel with a big curve as well. I suppose if I were printing stuff off of thingiverse for fun (and I want to but can not bring myself to do it until I get my reprap rocking), yes I know I am a little of a perfectionist but I would think I could print a layer with a fairly level base even if it jumps around. I will try lowering the filament size/extrusion multiplier again, but I like you think thats odd. Can anyone share with me if they ca print a top layer with has multiple retracts and starts relativly flat or should I settle with dissapointment? Please post a good top layer pic if you can that has stops and starts. I will pos tthe stl of this when i get home and hopefully a few of you kind folks can take a shot at printing it. Its 40 x 40 x 2 mm with a few holes, not much filament. More to come in an hour or two.
|
Re: Lines in print after retract October 22, 2012 06:43PM |
Registered: 11 years ago Posts: 40 |
Here is the test STL I have been testing with. I am going to do the thin wall test and try to calibrate with that. The issue I have always heard about that is many people say not to change the extrusion multiplyer as the filament size calculates the extrusion rate and if that is correct you should not fudge it. Anyway, here is the stl if anyone want to try it a waste a little filament.
Thanks,
John
Thanks,
John
|
Re: Lines in print after retract October 22, 2012 08:24PM |
Registered: 11 years ago Posts: 40 |
Richgain,
You are a friggen genious. I was working this completly backwards thinking i was extruding to much at the start after retract when infact I was extruding to much all the time and the areas it was trying to fill did not have room to put the filament!!! I had to set my multiplier for extrusion to .80. I am trying .78 next and will post pictures when I find the magic number but it's almost perfect now with maybe on or 2 very small lines!!!! Woo Hooo. I owe you one. I have been battling this for 2 days. I had not printed anythine that had a flat surface with obsticles until a few days ago and found the issue. I am a newbie and will definatly pay it forward and backwards for all the help you and everyone else has been.
You Friend forever!!!
John
You are a friggen genious. I was working this completly backwards thinking i was extruding to much at the start after retract when infact I was extruding to much all the time and the areas it was trying to fill did not have room to put the filament!!! I had to set my multiplier for extrusion to .80. I am trying .78 next and will post pictures when I find the magic number but it's almost perfect now with maybe on or 2 very small lines!!!! Woo Hooo. I owe you one. I have been battling this for 2 days. I had not printed anythine that had a flat surface with obsticles until a few days ago and found the issue. I am a newbie and will definatly pay it forward and backwards for all the help you and everyone else has been.
You Friend forever!!!
John
|
Re: Lines in print after retract October 22, 2012 08:50PM |
Registered: 11 years ago Posts: 40 |
{kind=link}
{kind=link}
|
Re: SOLVED Lines in print after retract October 22, 2012 09:00PM |
Registered: 11 years ago Posts: 40 |
|
Re: Lines in print after retract October 22, 2012 09:28PM |
Registered: 12 years ago Posts: 1,611 |
Slic3r calibration documentation, from the slic3r GitHub wiki: [github.com]
My extrusion multiplier is 87%, then I get very accurate parts dimensionally, with smooth vertical walls.
My extrusion multiplier is 87%, then I get very accurate parts dimensionally, with smooth vertical walls.
|
Re: Lines in print after retract October 22, 2012 10:18PM |
Registered: 13 years ago Posts: 1,780 |
I found that taking the square of the measurements is wrong. And why should they be squared? Since the layer thickness is limited by the nozzle height and the extruded length is limited by the head speed, only the extruded width should change with pulled feed length,. Thus, the ratio of the widths should be used.
|
Re: Lines in print after retract October 23, 2012 12:30AM |
Registered: 11 years ago Posts: 40 |
I will tell you that I am going to just create a little test part and print it an adjust as necessary until I find the optimal settings. I will do this from now on with the different filament i get. i just printed yoda and it came out great. That was the first non functional print I have done. I have had my machine up for about a month and am just not getting it really tuned in.
{kind=link}
{kind=link}
|
Re: Lines in print after retract October 23, 2012 01:56AM |
Registered: 13 years ago Posts: 1,797 |
|
Re: Lines in print after retract October 23, 2012 07:10AM |
Registered: 12 years ago Posts: 1,611 |
brnrd Wrote:
-------------------------------------------------------
> I found that taking the square of the measurements is wrong.
brnrd, I think you're right. Without wishing to sidetrack this thread too much...
Say we have a target of 0.42mm single wall width, with a 0.4mm nozzle and 0.3mm layer height, and after doing the calibration the first time we get a measured wall thickness of 0.5mm (these happen to be my settings!).
1. ahmetcemturan method of calculating extruder multiplier (EM), from the Slic3r wiki:
EM = target_width2 / measured_width2 = 0.422 / 0.52 = 0.7056
I think the problem here is that we have squared the inputs, so we need to take the square root of the result, which isn't mentioned in the instructions. Doing this gives EM = sqrt(0.7056) = 0.84
2. brnrd method:
EM = target_width / measured_width = 0.42 / 0.5 = 0.84
So, there isn't much point squaring the inputs and sqrt the output. brnrd is correct. However, I think this is an approximation; it over-simplifies the relationship between the target and measured extrusion volume.
3. Taking a cue from nophead
Following nophead's logic here [www.hydraraptor.blogspot.co.uk] we should be using the formula for the area of a flattened circle. This would be the cross sectional area of one layer of wall, where:
area = ( pi x layer_height2 / 4 ) + ( layer_height x ( width - layer_height ))
We want to know the difference in area between the target and measured sizes, ie target_area / measured_area, so...
EM = (( pi x 0.32 / 4 ) + ( 0.3 x ( 0.42 - 0.3 ))) / (( pi x 0.32 / 4 ) + ( 0.3 x ( 0.5 - 0.3 )))
EM = (0.07068583470577 + 0.036) / (0.07068583470577 + 0.06)
EM = 0.10668583470577 / 0.13068583470577 = 0.816353470488717
I'd expect this to be the right number. Perhaps someone clever than me can work out if the formula can be simplified, and check my maths. If I'm right, I'll post an issue on the Slic3r github.
When I did the calibration using ahmetcemturan's method, I think I square rooted the outcome, but actually added a couple of percent, to get a bit more fill. Josef Prusa's extrusion calculator [calculator.josefprusa.cz] calculates extrusion by measuring filament input: Slic3r seems to over-extrude, and ahmetcemturan's instructions were the first I'd seen that provided a measurable way of setting extrusion accurately, and improve accuracy through repetition, rather than just playing with flow rate during printing and observing results.
Edit: sorry, my calculator was giving strange numbers, needed to edit results.
Edited 1 time(s). Last edit at 10/23/2012 07:22AM by droftarts.
-------------------------------------------------------
> I found that taking the square of the measurements is wrong.
brnrd, I think you're right. Without wishing to sidetrack this thread too much...
Say we have a target of 0.42mm single wall width, with a 0.4mm nozzle and 0.3mm layer height, and after doing the calibration the first time we get a measured wall thickness of 0.5mm (these happen to be my settings!).
1. ahmetcemturan method of calculating extruder multiplier (EM), from the Slic3r wiki:
EM = target_width2 / measured_width2 = 0.422 / 0.52 = 0.7056
I think the problem here is that we have squared the inputs, so we need to take the square root of the result, which isn't mentioned in the instructions. Doing this gives EM = sqrt(0.7056) = 0.84
2. brnrd method:
EM = target_width / measured_width = 0.42 / 0.5 = 0.84
So, there isn't much point squaring the inputs and sqrt the output. brnrd is correct. However, I think this is an approximation; it over-simplifies the relationship between the target and measured extrusion volume.
3. Taking a cue from nophead
Following nophead's logic here [www.hydraraptor.blogspot.co.uk] we should be using the formula for the area of a flattened circle. This would be the cross sectional area of one layer of wall, where:
area = ( pi x layer_height2 / 4 ) + ( layer_height x ( width - layer_height ))
We want to know the difference in area between the target and measured sizes, ie target_area / measured_area, so...
EM = (( pi x 0.32 / 4 ) + ( 0.3 x ( 0.42 - 0.3 ))) / (( pi x 0.32 / 4 ) + ( 0.3 x ( 0.5 - 0.3 )))
EM = (0.07068583470577 + 0.036) / (0.07068583470577 + 0.06)
EM = 0.10668583470577 / 0.13068583470577 = 0.816353470488717
I'd expect this to be the right number. Perhaps someone clever than me can work out if the formula can be simplified, and check my maths. If I'm right, I'll post an issue on the Slic3r github.
When I did the calibration using ahmetcemturan's method, I think I square rooted the outcome, but actually added a couple of percent, to get a bit more fill. Josef Prusa's extrusion calculator [calculator.josefprusa.cz] calculates extrusion by measuring filament input: Slic3r seems to over-extrude, and ahmetcemturan's instructions were the first I'd seen that provided a measurable way of setting extrusion accurately, and improve accuracy through repetition, rather than just playing with flow rate during printing and observing results.
Edit: sorry, my calculator was giving strange numbers, needed to edit results.
Edited 1 time(s). Last edit at 10/23/2012 07:22AM by droftarts.
|
Re: Lines in print after retract October 25, 2012 06:33PM |
Registered: 12 years ago Posts: 122 |
richgain Wrote:
-------------------------------------------------------
@unlucky1 - my pleasure. Glad to have been of some help.
> I use Slic3r 0.9.3 with Marlin and Repetier
> and usually have the multiplier set to about 85%.
> I don't understand why but it doesn't bother me now.
Thanks to all the contributors. Really pleased to see that it's not me going mad.
I have a much better understanding of the issues now as well.
-------------------------------------------------------
@unlucky1 - my pleasure. Glad to have been of some help.
> I use Slic3r 0.9.3 with Marlin and Repetier
> and usually have the multiplier set to about 85%.
> I don't understand why but it doesn't bother me now.
Thanks to all the contributors. Really pleased to see that it's not me going mad.
I have a much better understanding of the issues now as well.
|
Re: Lines in print after retract October 30, 2012 08:37PM |
Registered: 12 years ago Posts: 1,611 |
@brnrd - it seems like alex has changed the calibration page, taking out the need to square each of the single wall widths, just like you suggest! See: [github.com]
|
Re: Lines in print after retract October 30, 2012 09:22PM |
Registered: 13 years ago Posts: 1,780 |
|
Re: Lines in print after retract October 31, 2012 07:33AM |
Registered: 12 years ago Posts: 1,611 |
Sorry, only registered users may post in this forum.