no warp design
Posted by rogerw
|
no warp design November 30, 2012 12:07AM |
Registered: 11 years ago Posts: 229 |
|
Re: no warp design November 30, 2012 12:19AM |
Registered: 11 years ago Posts: 939 |
How big a part do you want to print and in what material.
I can print PLA parts upto about 120mmx120mm using a heated bed in PLA without significant warping, I just printed 4 parts that are 190x190, and I couldn't keep the bases entirely flat, though in this case it doesn't really matter.
I guess you could try something like using offset checkerboard patterns instead of solid layers.
But as soon as you have anything approaching multiple solid layesr, the shrinkage will cause some warping unless you can keep all the layers just below the plastic transition point and cool them all together.
I can print PLA parts upto about 120mmx120mm using a heated bed in PLA without significant warping, I just printed 4 parts that are 190x190, and I couldn't keep the bases entirely flat, though in this case it doesn't really matter.
I guess you could try something like using offset checkerboard patterns instead of solid layers.
But as soon as you have anything approaching multiple solid layesr, the shrinkage will cause some warping unless you can keep all the layers just below the plastic transition point and cool them all together.
|
Re: no warp design November 30, 2012 02:57PM |
Registered: 11 years ago Posts: 72 |
Fillets will warp less than sharp corners (Or, rather, more evenly). You can test this by printing a cube vs a cylinder. The corners of the cube will probably warp up, whereas the base of the cylinder will (most likely) bow only slightly.
Differences in cooling rates is the driving factor in warping. If you can minimize differences in cooling rates, you will minimize warping. Hot plastic that is put onto a cold plate will cool quickly, but hot plastic put on top of warm plastic will cool slowly. You can try to design with this in mind... I've never seen someone do any sort of tests on how to do this, so you'd be in unknown territory.
Good luck!
Differences in cooling rates is the driving factor in warping. If you can minimize differences in cooling rates, you will minimize warping. Hot plastic that is put onto a cold plate will cool quickly, but hot plastic put on top of warm plastic will cool slowly. You can try to design with this in mind... I've never seen someone do any sort of tests on how to do this, so you'd be in unknown territory.
Good luck!
|
Re: no warp design December 02, 2012 05:16PM |
Registered: 11 years ago Posts: 229 |
polygonhell,
i don't have a heated bed at the moment - need to make do with my glass and kapton.
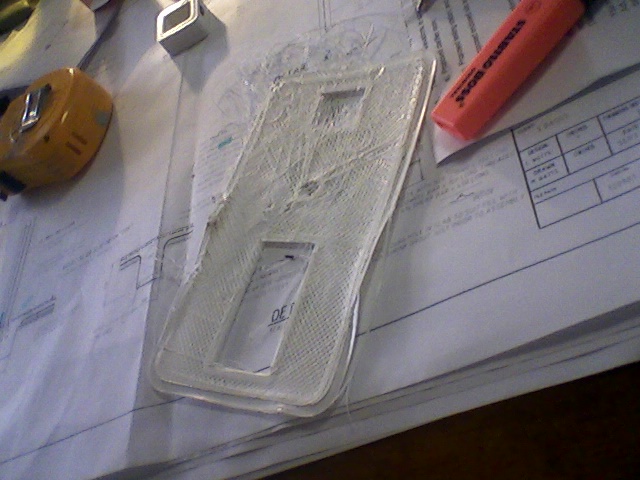
. i will send a picture of what it is i would like to print. really is a big box maybe 180mm x100mm x 25 deep. and then a flat lid say 2-3mm to put on top. wall thickness would be 2-3mm as well. have been printing 2-3mm vertial walls with 1 perim and solid fill so far and this has been good - but for a 2-3mm bas and lid this would obviously mean quite a few solid layers of large area which i think will cause warping.*
i have decided that i could break the lids, base and walls up into components and screw the bits together but one big print would be the final goal. can u please explain the plastic transition point to me. i'm think it is best to try to keep the temp between layers as similar as possible. i am happy to print really slowly 10mm/min with the fan off and let it go overnight. hope this might keep the temps diff between layers not to dramtic.
Ps. can put a nice radius on the vertical corners.
PPS. if i reduce my extrusion temp will this help too. current PLA at 195 but have notice it start to run when i am getting up to 180-185 so might bring this down too.
PPPS. Can you have a non solid first layer ie. a 40% fill instead?? - would this help warping stuff (will it still stick to the bed) . the external 'looks' of the box are not important in fact it would be better if it was rough. subsequent layer would need to be filled ie. the box need to keep a liquid out and will need to be fairly sturdy (is cast into concrete).
NOTE that the box will have intenal 'beams' or walls to make it studier and locate/hold/guide the bits that go into the box.
I'm still only printing the things that go in the box at the moment so haven't had a real crack at this box bit yet.
* 2-3mm is going to be 10-15 layers for me so i could look at non solid layers as well - will that help - just got to see how strong it will be.
Edited 12 time(s). Last edit at 12/02/2012 07:53PM by rogerw.
Prusa 'Explorer' (3dStuffMaker), GEN6, J-head Mk III-B, Bowden Extruder, Marlin 1.0.0 RC2, Repitier-Host V0.84 and Slic3r 0.9.8, PLA. Live at Victoria, Australia.
i don't have a heated bed at the moment - need to make do with my glass and kapton.
. i will send a picture of what it is i would like to print. really is a big box maybe 180mm x100mm x 25 deep. and then a flat lid say 2-3mm to put on top. wall thickness would be 2-3mm as well. have been printing 2-3mm vertial walls with 1 perim and solid fill so far and this has been good - but for a 2-3mm bas and lid this would obviously mean quite a few solid layers of large area which i think will cause warping.*
i have decided that i could break the lids, base and walls up into components and screw the bits together but one big print would be the final goal. can u please explain the plastic transition point to me. i'm think it is best to try to keep the temp between layers as similar as possible. i am happy to print really slowly 10mm/min with the fan off and let it go overnight. hope this might keep the temps diff between layers not to dramtic.
Ps. can put a nice radius on the vertical corners.
PPS. if i reduce my extrusion temp will this help too. current PLA at 195 but have notice it start to run when i am getting up to 180-185 so might bring this down too.
PPPS. Can you have a non solid first layer ie. a 40% fill instead?? - would this help warping stuff (will it still stick to the bed) . the external 'looks' of the box are not important in fact it would be better if it was rough. subsequent layer would need to be filled ie. the box need to keep a liquid out and will need to be fairly sturdy (is cast into concrete).
NOTE that the box will have intenal 'beams' or walls to make it studier and locate/hold/guide the bits that go into the box.
I'm still only printing the things that go in the box at the moment so haven't had a real crack at this box bit yet.
* 2-3mm is going to be 10-15 layers for me so i could look at non solid layers as well - will that help - just got to see how strong it will be.
Edited 12 time(s). Last edit at 12/02/2012 07:53PM by rogerw.
Prusa 'Explorer' (3dStuffMaker), GEN6, J-head Mk III-B, Bowden Extruder, Marlin 1.0.0 RC2, Repitier-Host V0.84 and Slic3r 0.9.8, PLA. Live at Victoria, Australia.
|
Re: no warp design December 02, 2012 05:42PM |
Registered: 11 years ago Posts: 229 |
polygonhell, as u suggest
maybe i could have checkboard fill from the bottom up and then the highest layer or 4 is solid (this is the inside of my box which needs to be smooth so the internal parts can slide on it). just need to check this will be strong enough. is being placed into a fairly rough environment. (basically once cast into concrete the internal bit will still need to be able to slide around - if the base and top and too flimsy then the concrete will cave them in a little).
i suppose my issue with this is that i want solid fill in my vertal walls not a 40% checker fill - how do i specify 40% fill for the flat large area base bit but 100% fill in the small area vertical walls??
part c has my 2-3mm solid vertical wall [forums.reprap.org]
Edited 3 time(s). Last edit at 12/02/2012 06:16PM by rogerw.
Prusa 'Explorer' (3dStuffMaker), GEN6, J-head Mk III-B, Bowden Extruder, Marlin 1.0.0 RC2, Repitier-Host V0.84 and Slic3r 0.9.8, PLA. Live at Victoria, Australia.
maybe i could have checkboard fill from the bottom up and then the highest layer or 4 is solid (this is the inside of my box which needs to be smooth so the internal parts can slide on it). just need to check this will be strong enough. is being placed into a fairly rough environment. (basically once cast into concrete the internal bit will still need to be able to slide around - if the base and top and too flimsy then the concrete will cave them in a little).
i suppose my issue with this is that i want solid fill in my vertal walls not a 40% checker fill - how do i specify 40% fill for the flat large area base bit but 100% fill in the small area vertical walls??
part c has my 2-3mm solid vertical wall [forums.reprap.org]
Edited 3 time(s). Last edit at 12/02/2012 06:16PM by rogerw.
Prusa 'Explorer' (3dStuffMaker), GEN6, J-head Mk III-B, Bowden Extruder, Marlin 1.0.0 RC2, Repitier-Host V0.84 and Slic3r 0.9.8, PLA. Live at Victoria, Australia.
|
Re: no warp design December 02, 2012 06:16PM |
Registered: 12 years ago Posts: 93 |
rogerw Wrote:
-------------------------------------------------------
> hello all,
> have you guys found ways to DESIGN parts to reduce
> warp ie. ribs, fill amounts, temperature,
> thickness
> ta roger
Just a thought, what about taking a nod from the welding world. When welding long flat panels together it is best to weld in small "stitches" eventually filling the entire seam. This prevents any one spot from pulling with enough force to bend or warp the seam. Would it be plausable to break the long wide flat areas, that in my experience pull corners up, into smaller strips that are allowed to cool while another is being printed. This would, in theory, remove the potential for warping by limiting the strentgh of the pull to a smaller area.
-------------------------------------------------------
> hello all,
> have you guys found ways to DESIGN parts to reduce
> warp ie. ribs, fill amounts, temperature,
> thickness
> ta roger
Just a thought, what about taking a nod from the welding world. When welding long flat panels together it is best to weld in small "stitches" eventually filling the entire seam. This prevents any one spot from pulling with enough force to bend or warp the seam. Would it be plausable to break the long wide flat areas, that in my experience pull corners up, into smaller strips that are allowed to cool while another is being printed. This would, in theory, remove the potential for warping by limiting the strentgh of the pull to a smaller area.
|
Re: no warp design December 02, 2012 06:25PM |
Registered: 11 years ago Posts: 229 |
foshon -
i come from a steel and concrete background too. have though about stitch welding in relation to this issue. seems more akin to the problems of galvanised steel ie. the whole part is heated and warps in a crazy way. not sure how to apply steel solutions to this.
is interesting to be designing for the construction of the part and the also once made designing for the work the part actually does!
my comment above about breaking the big part up into small parts was to make the side of the box as little c sections and screw the top 'plates' to it.
not sure i have enough control/knowledge of the gcode to do fancy stuff. would be good to be able to enter different temps, speed , fill amts from layer n to nn, etc. (although as described above i really want one fill amount for the base area and another fill amt for the wall area)
Prusa 'Explorer' (3dStuffMaker), GEN6, J-head Mk III-B, Bowden Extruder, Marlin 1.0.0 RC2, Repitier-Host V0.84 and Slic3r 0.9.8, PLA. Live at Victoria, Australia.
i come from a steel and concrete background too. have though about stitch welding in relation to this issue. seems more akin to the problems of galvanised steel ie. the whole part is heated and warps in a crazy way. not sure how to apply steel solutions to this.
is interesting to be designing for the construction of the part and the also once made designing for the work the part actually does!
my comment above about breaking the big part up into small parts was to make the side of the box as little c sections and screw the top 'plates' to it.
not sure i have enough control/knowledge of the gcode to do fancy stuff. would be good to be able to enter different temps, speed , fill amts from layer n to nn, etc. (although as described above i really want one fill amount for the base area and another fill amt for the wall area)
Prusa 'Explorer' (3dStuffMaker), GEN6, J-head Mk III-B, Bowden Extruder, Marlin 1.0.0 RC2, Repitier-Host V0.84 and Slic3r 0.9.8, PLA. Live at Victoria, Australia.
|
Re: no warp design December 02, 2012 06:29PM |
Registered: 11 years ago Posts: 229 |
foshon, further to your comment
i have noticed when i do a part that has slotted holes in it that the fill is done in parts ie. does the bit between the holes first - splitting it up into panels as u say.
but if i do a completely solid part then just prints it from side to side in a big slab of plastic so maybe holing a part could be a tech do stitch weld the part.
Edited 2 time(s). Last edit at 12/02/2012 06:58PM by rogerw.
Prusa 'Explorer' (3dStuffMaker), GEN6, J-head Mk III-B, Bowden Extruder, Marlin 1.0.0 RC2, Repitier-Host V0.84 and Slic3r 0.9.8, PLA. Live at Victoria, Australia.
i have noticed when i do a part that has slotted holes in it that the fill is done in parts ie. does the bit between the holes first - splitting it up into panels as u say.
but if i do a completely solid part then just prints it from side to side in a big slab of plastic so maybe holing a part could be a tech do stitch weld the part.
Edited 2 time(s). Last edit at 12/02/2012 06:58PM by rogerw.
Prusa 'Explorer' (3dStuffMaker), GEN6, J-head Mk III-B, Bowden Extruder, Marlin 1.0.0 RC2, Repitier-Host V0.84 and Slic3r 0.9.8, PLA. Live at Victoria, Australia.
|
Re: no warp design December 02, 2012 06:51PM |
Registered: 11 years ago Posts: 229 |
been having a think here - i suppose i could make the walls of the box thicker say 10 thick and then would be ok to use the 20 or 40% fill in those.
then use this fill in the base as well. would just need to turn off printing a solid first layer (which i think there is a number of bottom layers option - will check when i get home) and then i think there is a number of top layers which i can leave as 4 or so ie. enough to get a smooth surface after the hatch. may have to thicken the base and lid out to 4-5mm to get strength - arrgghh
Edited 1 time(s). Last edit at 12/02/2012 06:52PM by rogerw.
Prusa 'Explorer' (3dStuffMaker), GEN6, J-head Mk III-B, Bowden Extruder, Marlin 1.0.0 RC2, Repitier-Host V0.84 and Slic3r 0.9.8, PLA. Live at Victoria, Australia.
then use this fill in the base as well. would just need to turn off printing a solid first layer (which i think there is a number of bottom layers option - will check when i get home) and then i think there is a number of top layers which i can leave as 4 or so ie. enough to get a smooth surface after the hatch. may have to thicken the base and lid out to 4-5mm to get strength - arrgghh
Edited 1 time(s). Last edit at 12/02/2012 06:52PM by rogerw.
Prusa 'Explorer' (3dStuffMaker), GEN6, J-head Mk III-B, Bowden Extruder, Marlin 1.0.0 RC2, Repitier-Host V0.84 and Slic3r 0.9.8, PLA. Live at Victoria, Australia.
|
Re: no warp design December 02, 2012 08:42PM |
Registered: 11 years ago Posts: 939 |
The 180x180 pieces I printed were 20 or 33% fill, you can see the shrinkage in the cross section.
I did successfully print some 180x70ish pieces, but again you can see the shrinkage at the edges.
I don't think you'll get away with it without some sort of heat, even if it's just a hairdryer blowing on the print.
I meant glass transition point, not plastic sorry, it's the point at which the plastic stops being rubbery and flexible and become crystaline (i.e. hard and inflexible), for PLA it's about 60C. Professional printers use a heated chamber to keep the entire part just below this temperature, so it all shrinks together when it cools.
I did successfully print some 180x70ish pieces, but again you can see the shrinkage at the edges.
I don't think you'll get away with it without some sort of heat, even if it's just a hairdryer blowing on the print.
I meant glass transition point, not plastic sorry, it's the point at which the plastic stops being rubbery and flexible and become crystaline (i.e. hard and inflexible), for PLA it's about 60C. Professional printers use a heated chamber to keep the entire part just below this temperature, so it all shrinks together when it cools.
|
Re: no warp design December 02, 2012 09:15PM |
Registered: 13 years ago Posts: 1,797 |
i saw a video somewhere with a bunch of holes sideways, in the z axis the circle allows space between abs.. something about no more than 4 layers without holes, to allow for contraction of abs to not pull the entire part. it looked promising it was a large part printed without a heated bed.
|
Re: no warp design December 03, 2012 08:48AM |
Registered: 12 years ago Posts: 313 |
I have printed some fairly big things from ABS with very minimal warping by making the body of the part from a truss segment (namely from this module: Parametric Interlocking Truss Segment)
The bottom layer of the truss and the vertical slanted bits won't create much warping force by themselves and when the top connects everything together, the bottom is already solid enough to resist warping, plus the . End result is quite strong and stiff.
Together with rounded ends 180 mm long 30 mm wide parts print with no warping from ABS.
The bottom layer of the truss and the vertical slanted bits won't create much warping force by themselves and when the top connects everything together, the bottom is already solid enough to resist warping, plus the . End result is quite strong and stiff.
Together with rounded ends 180 mm long 30 mm wide parts print with no warping from ABS.
|
Re: no warp design December 03, 2012 09:19AM |
|
Re: no warp design December 03, 2012 11:21PM |
Registered: 13 years ago Posts: 1,797 |
|
Re: no warp design December 06, 2012 05:40PM |
Registered: 11 years ago Posts: 229 |
gents, well my first attempt end in a big ball of plastic 
in regards to the truss design above - i need to make my thing water tight (concrete tight) so i would need
to put a solid layer on either the top of the truss or the bottom of the truss ie. 1st layer or last layer.
which do u thing would cause more warping type problems - solid on first or last layer?
NB: if it is the first layer then only need 1 solid layer - if the top layers will need 3 or 4 to get a smooth surface - the truss will be approx 35mm deep ie. 35*.2=175 layers.
james - yes use the wide brim now - am think of making even wider corner type tag to tape down as per gaodesign above - this may bugger up the wide brim as it will not go up to the whole edge of the part anymore will only do a box around the extra tags - will try a few different methods.
Edited 5 time(s). Last edit at 12/06/2012 06:30PM by rogerw.
Prusa 'Explorer' (3dStuffMaker), GEN6, J-head Mk III-B, Bowden Extruder, Marlin 1.0.0 RC2, Repitier-Host V0.84 and Slic3r 0.9.8, PLA. Live at Victoria, Australia.
in regards to the truss design above - i need to make my thing water tight (concrete tight) so i would need
to put a solid layer on either the top of the truss or the bottom of the truss ie. 1st layer or last layer.
which do u thing would cause more warping type problems - solid on first or last layer?
NB: if it is the first layer then only need 1 solid layer - if the top layers will need 3 or 4 to get a smooth surface - the truss will be approx 35mm deep ie. 35*.2=175 layers.
james - yes use the wide brim now - am think of making even wider corner type tag to tape down as per gaodesign above - this may bugger up the wide brim as it will not go up to the whole edge of the part anymore will only do a box around the extra tags - will try a few different methods.
Edited 5 time(s). Last edit at 12/06/2012 06:30PM by rogerw.
Prusa 'Explorer' (3dStuffMaker), GEN6, J-head Mk III-B, Bowden Extruder, Marlin 1.0.0 RC2, Repitier-Host V0.84 and Slic3r 0.9.8, PLA. Live at Victoria, Australia.
|
Re: no warp design December 06, 2012 10:54PM |
Registered: 11 years ago Posts: 229 |
james this may be the holes thing you saw [hackaday.com]
Prusa 'Explorer' (3dStuffMaker), GEN6, J-head Mk III-B, Bowden Extruder, Marlin 1.0.0 RC2, Repitier-Host V0.84 and Slic3r 0.9.8, PLA. Live at Victoria, Australia.
Prusa 'Explorer' (3dStuffMaker), GEN6, J-head Mk III-B, Bowden Extruder, Marlin 1.0.0 RC2, Repitier-Host V0.84 and Slic3r 0.9.8, PLA. Live at Victoria, Australia.
|
Re: no warp design December 07, 2012 12:12AM |
Registered: 11 years ago Posts: 229 |
what about keeping everything warm with a little bath room heated fan (suppose that is like a hair dryer - either one is going to be missed by the wife !!).
Prusa 'Explorer' (3dStuffMaker), GEN6, J-head Mk III-B, Bowden Extruder, Marlin 1.0.0 RC2, Repitier-Host V0.84 and Slic3r 0.9.8, PLA. Live at Victoria, Australia.
Prusa 'Explorer' (3dStuffMaker), GEN6, J-head Mk III-B, Bowden Extruder, Marlin 1.0.0 RC2, Repitier-Host V0.84 and Slic3r 0.9.8, PLA. Live at Victoria, Australia.
|
Re: no warp design December 07, 2012 01:17PM |
Registered: 11 years ago Posts: 72 |
|
Re: no warp design December 07, 2012 05:17PM |
Registered: 11 years ago Posts: 229 |
pomeryb,
i noticed my attempt at a really big print failed soon after i stopped watching it and went to bed. maybe was because i turned the (hot) lamp off
that was near it.
have tried a smaller print last night with the lamp left on* and taped down the mickey mouse ears. it worked well no warping.
but after i took it off it warped in one corner (the first layer was a bit dodgy in that area as well).
so will take the whole plate off and let it cool slowly - think i read this somewhere.
roger
* interesting fact - in Australia 2012 was the first years since WW2 that the demand for electricity has not risen.
Prusa 'Explorer' (3dStuffMaker), GEN6, J-head Mk III-B, Bowden Extruder, Marlin 1.0.0 RC2, Repitier-Host V0.84 and Slic3r 0.9.8, PLA. Live at Victoria, Australia.
i noticed my attempt at a really big print failed soon after i stopped watching it and went to bed. maybe was because i turned the (hot) lamp off
that was near it.
have tried a smaller print last night with the lamp left on* and taped down the mickey mouse ears. it worked well no warping.
but after i took it off it warped in one corner (the first layer was a bit dodgy in that area as well).
so will take the whole plate off and let it cool slowly - think i read this somewhere.
roger
* interesting fact - in Australia 2012 was the first years since WW2 that the demand for electricity has not risen.
Prusa 'Explorer' (3dStuffMaker), GEN6, J-head Mk III-B, Bowden Extruder, Marlin 1.0.0 RC2, Repitier-Host V0.84 and Slic3r 0.9.8, PLA. Live at Victoria, Australia.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: no warp design December 07, 2012 08:59PM |
Registered: 11 years ago Posts: 229 |
letting the bed cool down seem to go well - stayed flat
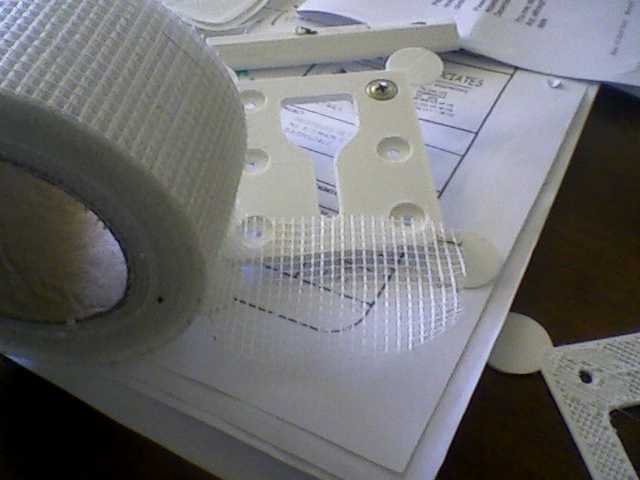
has anybody tried using this plastering tape as a base tape it has a sticky side to it - obviously only any good if you dont need a nice flat base
Prusa 'Explorer' (3dStuffMaker), GEN6, J-head Mk III-B, Bowden Extruder, Marlin 1.0.0 RC2, Repitier-Host V0.84 and Slic3r 0.9.8, PLA. Live at Victoria, Australia.
has anybody tried using this plastering tape as a base tape it has a sticky side to it - obviously only any good if you dont need a nice flat base
Prusa 'Explorer' (3dStuffMaker), GEN6, J-head Mk III-B, Bowden Extruder, Marlin 1.0.0 RC2, Repitier-Host V0.84 and Slic3r 0.9.8, PLA. Live at Victoria, Australia.
{kind=link}
{kind=link}
|
Re: no warp design December 08, 2012 07:44PM |
Registered: 11 years ago Posts: 229 |
update - seem to be having success with mickey mouse ears, duct tape, hot lamp* and letting the part cool after the print.
will try to remove the duct tape form the equation (as i don't always have time to wait a couple of layer to tape it down).
* hot lamp (desk light) does a great job of putting head into the glass and kapton tape - is warm to touch.
Edited 1 time(s). Last edit at 12/08/2012 07:48PM by rogerw.
Prusa 'Explorer' (3dStuffMaker), GEN6, J-head Mk III-B, Bowden Extruder, Marlin 1.0.0 RC2, Repitier-Host V0.84 and Slic3r 0.9.8, PLA. Live at Victoria, Australia.
will try to remove the duct tape form the equation (as i don't always have time to wait a couple of layer to tape it down).
* hot lamp (desk light) does a great job of putting head into the glass and kapton tape - is warm to touch.
Edited 1 time(s). Last edit at 12/08/2012 07:48PM by rogerw.
Prusa 'Explorer' (3dStuffMaker), GEN6, J-head Mk III-B, Bowden Extruder, Marlin 1.0.0 RC2, Repitier-Host V0.84 and Slic3r 0.9.8, PLA. Live at Victoria, Australia.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: no warp design December 09, 2012 05:28PM |
Registered: 11 years ago Posts: 229 |
hi all,
well have had a good run but print quality has gone to crap again
have been swapping glass beds on and off to let the just printed part cool down (see above).
will a fresh (cold) piece of glass be a lot different to a hot one (expansion wise ie. nozzle to glass distance). should i let the glass warm
up under my lamp before printing. how long? 10min? (glass is 4mm thick with kapton tape).
thanks for any thoughts,
roger.
Prusa 'Explorer' (3dStuffMaker), GEN6, J-head Mk III-B, Bowden Extruder, Marlin 1.0.0 RC2, Repitier-Host V0.84 and Slic3r 0.9.8, PLA. Live at Victoria, Australia.
well have had a good run but print quality has gone to crap again
have been swapping glass beds on and off to let the just printed part cool down (see above).
will a fresh (cold) piece of glass be a lot different to a hot one (expansion wise ie. nozzle to glass distance). should i let the glass warm
up under my lamp before printing. how long? 10min? (glass is 4mm thick with kapton tape).
thanks for any thoughts,
roger.
Prusa 'Explorer' (3dStuffMaker), GEN6, J-head Mk III-B, Bowden Extruder, Marlin 1.0.0 RC2, Repitier-Host V0.84 and Slic3r 0.9.8, PLA. Live at Victoria, Australia.
|
Re: no warp design December 10, 2012 10:32PM |
Registered: 13 years ago Posts: 1,797 |
Sorry, only registered users may post in this forum.