Layer Consistancy
Posted by N314
|
Layer Consistancy February 17, 2013 01:26PM |
Registered: 12 years ago Posts: 188 |
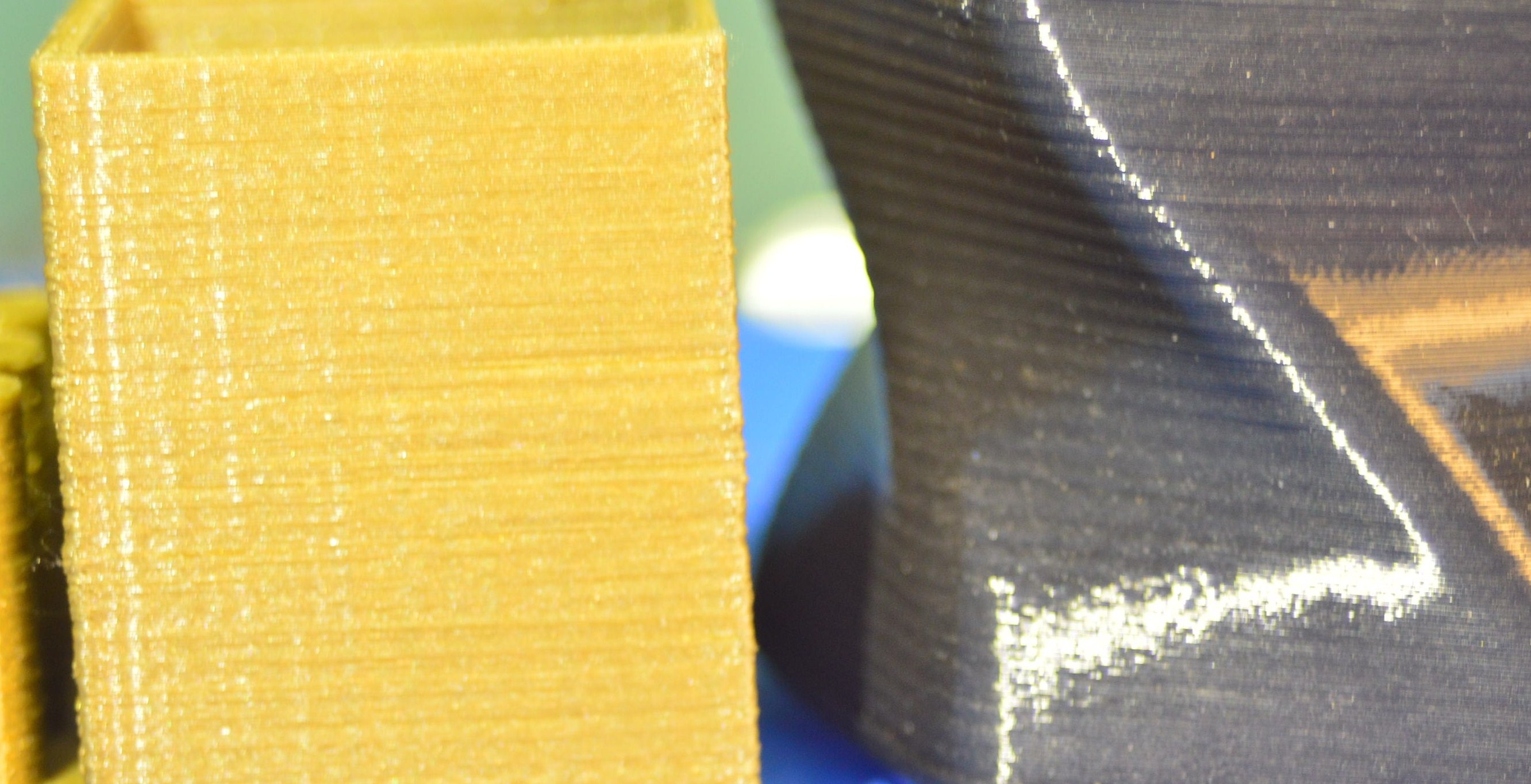
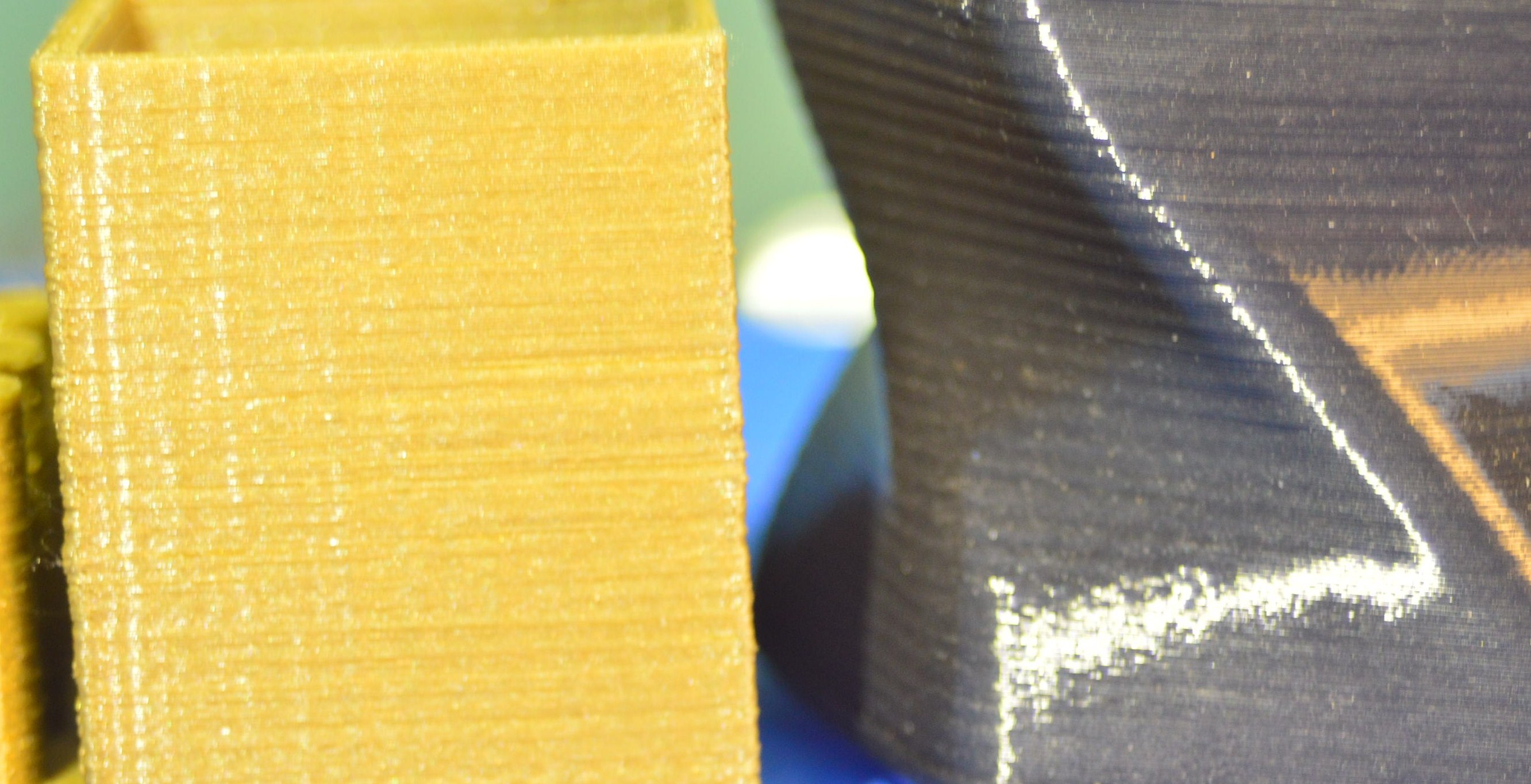
The left is from my printer with a .35 nozzle( few months ago). It had very good layering, [Besides Z wobble]... But it was smooth. The one on the left is recent [last night]> My printer no has a .25 nozzle. Z wobble is not what im asking, I will fix that. But why are the layers now inconsistent? Please help.
My filament is ultimachine so its good.
My hobbed bolt is clean and round.
-Nick
My filament is ultimachine so its good.
My hobbed bolt is clean and round.
-Nick
|
Re: Layer Consistancy February 18, 2013 03:26AM |
Registered: 13 years ago Posts: 1,797 |
unequal pressure. go into configuration.h and change z steps per mm to be within 100ths and that is it. so 2555.6677 should be 2555.66 for example. any settings above 3 digits past decimal can cause a calculation error because of single precision floats ieee 754 [en.wikipedia.org]
once that is adjusted, calculate flow rate down until it disappears, or you are satisfied. for that matter also setting up x y with accuracy down to the 0.001 would help as well.
errors are multiplied for each movement required from 1mm to 200mm with same number , then after multiplied by actual number, are rounded and truncated down to floating point. the error can be substantial and is base on how far the error needs to be rounded off. this error in z squeezes the filament layers closer together, and in x/y errors cause slightly longer motion per move causing thinning of filament.
once that is adjusted, calculate flow rate down until it disappears, or you are satisfied. for that matter also setting up x y with accuracy down to the 0.001 would help as well.
errors are multiplied for each movement required from 1mm to 200mm with same number , then after multiplied by actual number, are rounded and truncated down to floating point. the error can be substantial and is base on how far the error needs to be rounded off. this error in z squeezes the filament layers closer together, and in x/y errors cause slightly longer motion per move causing thinning of filament.
|
Re: Layer Consistancy February 18, 2013 09:48AM |
Registered: 12 years ago Posts: 188 |
|
Re: Layer Consistancy February 18, 2013 10:41AM |
Registered: 11 years ago Posts: 374 |
|
Re: Layer Consistancy February 28, 2013 10:33AM |
Registered: 13 years ago Posts: 1,797 |
actually i think precision is 5 digits, as you go further out the rounding gets worse and worse. so actually to 10ths is better for z axis 1/100 seem to work as well. the idea is to have it always move the same amount of steps and not round off much. you would rather have a margin of error in the entire print size vs uneven steps in z axis for visual appeal.
Edited 1 time(s). Last edit at 02/28/2013 10:34AM by jamesdanielv.
Edited 1 time(s). Last edit at 02/28/2013 10:34AM by jamesdanielv.
|
Re: Layer Consistancy February 28, 2013 12:05PM |
Registered: 12 years ago Posts: 313 |
jamesdanielv Wrote:
-------------------------------------------------------
> unequal pressure. go into configuration.h and
> change z steps per mm to be within 100ths and that
> is it. so 2555.6677 should be 2555.66 for example.
> any settings above 3 digits past decimal can cause
> a calculation error because of single precision
> floats ieee 754
What is this supposed to accomplish? The number gets rounded into the float when the firmware is compiled in any case. Dropping decimals by hand can only reduce the accuracy.
-------------------------------------------------------
> unequal pressure. go into configuration.h and
> change z steps per mm to be within 100ths and that
> is it. so 2555.6677 should be 2555.66 for example.
> any settings above 3 digits past decimal can cause
> a calculation error because of single precision
> floats ieee 754
What is this supposed to accomplish? The number gets rounded into the float when the firmware is compiled in any case. Dropping decimals by hand can only reduce the accuracy.
|
Re: Layer Consistancy February 28, 2013 01:21PM |
Registered: 12 years ago Posts: 809 |
ttsalo Wrote:
-------------------------------------------------------
> What is this supposed to accomplish? The number
> gets rounded into the float when the firmware is
> compiled in any case. Dropping decimals by hand
> can only reduce the accuracy.
I have done it and it's night and day with 1/4" ACME screws.
- akhlut
Just remember - Iterate, Iterate, Iterate!
[myhomelessmind.blogspot.com]
-------------------------------------------------------
> What is this supposed to accomplish? The number
> gets rounded into the float when the firmware is
> compiled in any case. Dropping decimals by hand
> can only reduce the accuracy.
I have done it and it's night and day with 1/4" ACME screws.
- akhlut
Just remember - Iterate, Iterate, Iterate!
[myhomelessmind.blogspot.com]
|
Re: Layer Consistancy February 28, 2013 08:21PM |
Registered: 13 years ago Posts: 1,797 |
Remember that the precision is just a few digits, and that the float is multiplied once more by firmware which often increases digits further, and then stored as a float again. This is where the bigger error in data happens, when the float is multiplied further. With z axis the issue is there are so many places to the left of the decimal to start out with.
It would be best to later on convert firmware to a double long 64bit integer for z axis. There already are 64bit math alternatives out there. They should also process faster than floats.
I see z ,e axis as a must and x,y couldn't hurt either.
Edit: and further discussion of this should probably move to a firmware area of the forum.
Edited 1 time(s). Last edit at 02/28/2013 08:24PM by jamesdanielv.
It would be best to later on convert firmware to a double long 64bit integer for z axis. There already are 64bit math alternatives out there. They should also process faster than floats.
I see z ,e axis as a must and x,y couldn't hurt either.
Edit: and further discussion of this should probably move to a firmware area of the forum.
Edited 1 time(s). Last edit at 02/28/2013 08:24PM by jamesdanielv.
|
Re: Layer Consistancy March 01, 2013 09:08AM |
Registered: 13 years ago Posts: 1,780 |
Z wobble will also result in layer thickness changing in each layer if it causes the carriage to actually move up and down. Whether this happens depends on the design of the z axis. This is a very common problem with the Ord Bot due to the flex in the z motor plate. I suppose, this can also happen on a Prusa if the motor is not fixed well vertically or if the coupling allows for up and down movement.
I find it hard to believe that the number of decimal places in the steps per mm specified in the configuration.h would cause this. If it does, then someone should rewrite the firmware code.
I find it hard to believe that the number of decimal places in the steps per mm specified in the configuration.h would cause this. If it does, then someone should rewrite the firmware code.
|
Re: Layer Consistancy March 01, 2013 09:19AM |
Registered: 13 years ago Posts: 1,797 |
well give me a few days and I'll give you an picture example. all I'll change is the firmware values for z axis. it is more likely with imperial measurements rather than metric hardware. metric hardware ratios are more closely matched, however issue will still occur if you do a height of 0.125mm for example instead of 0.1mm or 0.2mm.
|
Re: Layer Consistancy March 01, 2013 09:35AM |
Registered: 13 years ago Posts: 1,780 |
|
Re: Layer Consistancy March 01, 2013 10:01AM |
Registered: 13 years ago Posts: 1,797 |
brnrd you are thinking with numbers that are precise. think about a float
0.000390625 becomes
3.90625005820766091346740722656E-4 float
[www.binaryconvert.com]?
0.000390625 becomes
3.90625005820766091346740722656E-4 float
[www.binaryconvert.com]?
|
Re: Layer Consistancy March 01, 2013 08:38PM |
Registered: 13 years ago Posts: 1,780 |
|
Re: Layer Consistancy March 01, 2013 10:19PM |
Registered: 12 years ago Posts: 809 |
OK.
I changed the Z-steps in firmware from 2035.5809493712193 to 2035.6
2 prints
Same Gcode
No mechanical changes, 1/4" ACME screws
Same plastic
I think the image below speaks for itself.
[i.imgur.com]
- akhlut
Just remember - Iterate, Iterate, Iterate!
[myhomelessmind.blogspot.com]
I changed the Z-steps in firmware from 2035.5809493712193 to 2035.6
2 prints
Same Gcode
No mechanical changes, 1/4" ACME screws
Same plastic
I think the image below speaks for itself.
[i.imgur.com]
- akhlut
Just remember - Iterate, Iterate, Iterate!
[myhomelessmind.blogspot.com]
|
Re: Layer Consistancy March 01, 2013 11:01PM |
Registered: 11 years ago Posts: 374 |
akhlut Wrote:
-------------------------------------------------------
> OK.
>
> I changed the Z-steps in firmware from
> 2035.5809493712193 to 2035.6
>
> 2 prints
>
> Same Gcode
>
> No mechanical changes, 1/4" ACME screws
>
> Same plastic
>
> I think the image below speaks for itself.
>
> [i.imgur.com]
no shit? wow.. So one or two decimal places for z-steps. What about x,y, same thing?
-------------------------------------------------------
> OK.
>
> I changed the Z-steps in firmware from
> 2035.5809493712193 to 2035.6
>
> 2 prints
>
> Same Gcode
>
> No mechanical changes, 1/4" ACME screws
>
> Same plastic
>
> I think the image below speaks for itself.
>
> [i.imgur.com]
no shit? wow.. So one or two decimal places for z-steps. What about x,y, same thing?
|
Re: Layer Consistancy March 01, 2013 11:07PM |
Registered: 12 years ago Posts: 809 |
No, X and Y remain the same.
- akhlut
Just remember - Iterate, Iterate, Iterate!
[myhomelessmind.blogspot.com]
- akhlut
Just remember - Iterate, Iterate, Iterate!
[myhomelessmind.blogspot.com]
|
Re: Layer Consistancy March 01, 2013 11:24PM |
Registered: 13 years ago Posts: 1,797 |
Your corners will be a little cleaner by also rounding off the e axis to 10ths or 1/100th max. It is a little bit harder to prove, but it is on the same principle.
I think the issue may be with how iround is used to convert number in the firmware, and the way it is done exponentially increases the error before rounding. Investigation continues.
I think the issue may be with how iround is used to convert number in the firmware, and the way it is done exponentially increases the error before rounding. Investigation continues.
|
Re: Layer Consistancy March 01, 2013 11:52PM |
Registered: 12 years ago Posts: 258 |
2035.6 microsteps/mm? Wouldn't that mean your acme threads are 2035.6*25.4/200/16=16.1577 threads per inch?
I'd have guessed that 1/4-16 threads would need 2015.748 microsteps/mm, (or maybe 2016.0 steps/mm for 1/4-16.002 threads)
What layer height are your using?
2035.6 microsteps/mm * 0.1mm = 203.56 microsteps/layer
2035.5809493712193 microsteps/mm * 0.1mm = 203.55809 microsteps/layer
Seems like it would take 25 layers or so to stack up a rounding difference worth a microstep.
I'd have guessed that 1/4-16 threads would need 2015.748 microsteps/mm, (or maybe 2016.0 steps/mm for 1/4-16.002 threads)
What layer height are your using?
2035.6 microsteps/mm * 0.1mm = 203.56 microsteps/layer
2035.5809493712193 microsteps/mm * 0.1mm = 203.55809 microsteps/layer
Seems like it would take 25 layers or so to stack up a rounding difference worth a microstep.
|
Re: Layer Consistancy March 01, 2013 11:56PM |
Registered: 12 years ago Posts: 809 |
Printing a part now. Will cut down e to 100ths and re-print.
I'll post a photo of the difference when complete - tomorrow morning.
- akhlut
Just remember - Iterate, Iterate, Iterate!
[myhomelessmind.blogspot.com]
I'll post a photo of the difference when complete - tomorrow morning.
- akhlut
Just remember - Iterate, Iterate, Iterate!
[myhomelessmind.blogspot.com]
|
Re: Layer Consistancy March 02, 2013 01:37AM |
Registered: 12 years ago Posts: 809 |
Yes, they are 1/4"-16 screws.
I would have guessed the same thing ~ 2016 steps/mm, but I guess they're not perfect. After all, they're cheap screws from mcmaster. And I haven't done a teardown of the machine to justify upgrading to 10mm trapezoidal screws - after all that would mean new x-ends, etc. Just have other stuff going on that I can't justify it.
As far as layer heights are concerned I'm using 0.1905mm - I realize that is outside the bounds that slic3r is capable of (1000ths), but it was either accept that level of imprecision or step up to 0.254mm layers. I'm trying to hit full-step layer heights.
Also, 400 step motors @ 1/8th, not that this should matter.
I attached the calculator spreadsheet I made/used.
- akhlut
Just remember - Iterate, Iterate, Iterate!
[myhomelessmind.blogspot.com]
I would have guessed the same thing ~ 2016 steps/mm, but I guess they're not perfect. After all, they're cheap screws from mcmaster. And I haven't done a teardown of the machine to justify upgrading to 10mm trapezoidal screws - after all that would mean new x-ends, etc. Just have other stuff going on that I can't justify it.
As far as layer heights are concerned I'm using 0.1905mm - I realize that is outside the bounds that slic3r is capable of (1000ths), but it was either accept that level of imprecision or step up to 0.254mm layers. I'm trying to hit full-step layer heights.
Also, 400 step motors @ 1/8th, not that this should matter.
I attached the calculator spreadsheet I made/used.
- akhlut
Just remember - Iterate, Iterate, Iterate!
[myhomelessmind.blogspot.com]
|
Re: Layer Consistancy March 02, 2013 10:37AM |
Registered: 12 years ago Posts: 809 |
OK
Silver part printed @ 927.19
Red part printed @ 927.1899669966999
Personally I think the silver part looks worse.
- akhlut
Just remember - Iterate, Iterate, Iterate!
[myhomelessmind.blogspot.com]
Silver part printed @ 927.19
Red part printed @ 927.1899669966999
Personally I think the silver part looks worse.
- akhlut
Just remember - Iterate, Iterate, Iterate!
[myhomelessmind.blogspot.com]
|
Re: Layer Consistancy March 02, 2013 04:28PM |
Registered: 13 years ago Posts: 1,797 |
|
Re: Layer Consistancy March 02, 2013 05:42PM |
Registered: 12 years ago Posts: 156 |
|
Re: Layer Consistancy March 02, 2013 07:58PM |
Registered: 12 years ago Posts: 809 |
@ miso, absolute. I've never used relative...
- akhlut
Just remember - Iterate, Iterate, Iterate!
[myhomelessmind.blogspot.com]
- akhlut
Just remember - Iterate, Iterate, Iterate!
[myhomelessmind.blogspot.com]
|
Re: Layer Consistancy March 02, 2013 08:26PM |
Registered: 13 years ago Posts: 1,780 |
akhlut Wrote:
-------------------------------------------------------
> OK.
>
> I changed the Z-steps in firmware from
> 2035.5809493712193 to 2035.6
>
> 2 prints
>
> Same Gcode
>
> No mechanical changes, 1/4" ACME screws
>
> Same plastic
>
> I think the image below speaks for itself.
>
> [i.imgur.com]
Z wobble. The problem with this test is that z wobble comes and go. So, the difference probably has nothing to do with the change in z steps per mm.
-------------------------------------------------------
> OK.
>
> I changed the Z-steps in firmware from
> 2035.5809493712193 to 2035.6
>
> 2 prints
>
> Same Gcode
>
> No mechanical changes, 1/4" ACME screws
>
> Same plastic
>
> I think the image below speaks for itself.
>
> [i.imgur.com]
Z wobble. The problem with this test is that z wobble comes and go. So, the difference probably has nothing to do with the change in z steps per mm.
|
Re: Layer Consistancy March 03, 2013 01:29AM |
Registered: 12 years ago Posts: 809 |
Would you like me to re-produce it? I'm fairly sure that I can by changing the Z-steps in firmware.
Also, I think that Z-wobble is pretty improbable. I've got 10mm chromed smooth rods on Z with sintered bronze bushings,which provides a nice, snug fit. Add to that the drive screw is as unconstrained as possible from the X-end as there is a decoupler with a pair of teflon washers between it and the X-end.
image
I've also changed out the coupling to something like this, which works very well.
But I find it incredibly un-likely since the "wobble" has disappeared since the change to firmware...not to say that it won't re-appear, it just hasn't yet.
- akhlut
Just remember - Iterate, Iterate, Iterate!
[myhomelessmind.blogspot.com]
Also, I think that Z-wobble is pretty improbable. I've got 10mm chromed smooth rods on Z with sintered bronze bushings,which provides a nice, snug fit. Add to that the drive screw is as unconstrained as possible from the X-end as there is a decoupler with a pair of teflon washers between it and the X-end.
image
I've also changed out the coupling to something like this, which works very well.
But I find it incredibly un-likely since the "wobble" has disappeared since the change to firmware...not to say that it won't re-appear, it just hasn't yet.
- akhlut
Just remember - Iterate, Iterate, Iterate!
[myhomelessmind.blogspot.com]
|
Re: Layer Consistancy March 03, 2013 11:12AM |
Registered: 12 years ago Posts: 188 |
|
Re: Layer Consistancy March 03, 2013 01:04PM |
Registered: 12 years ago Posts: 809 |
What size are your Smooth and Threaded Z rods?
- akhlut
Just remember - Iterate, Iterate, Iterate!
[myhomelessmind.blogspot.com]
- akhlut
Just remember - Iterate, Iterate, Iterate!
[myhomelessmind.blogspot.com]
|
Re: Layer Consistancy March 03, 2013 05:07PM |
Registered: 13 years ago Posts: 486 |
|
Re: Layer Consistancy March 03, 2013 05:31PM |
Registered: 13 years ago Posts: 1,797 |
wobble is also from z couplers having no give, and loose bushings on the zrods. zip tie down the z axis bushings to the x-motor and x-idler that have bushings on the z rods.
this firmware issue is still being looked into. I would guess that debugging the output and showing difference in steps would be the absolute proof it is also happening from some sort of internal error in the hardware.
this firmware issue is still being looked into. I would guess that debugging the output and showing difference in steps would be the absolute proof it is also happening from some sort of internal error in the hardware.

{kind=link}
{kind=link}
Sorry, only registered users may post in this forum.