Favorite Slicer?
Posted by cobrageek
|
Re: Favorite Slicer? March 15, 2013 06:39PM |
Registered: 13 years ago Posts: 2,947 |
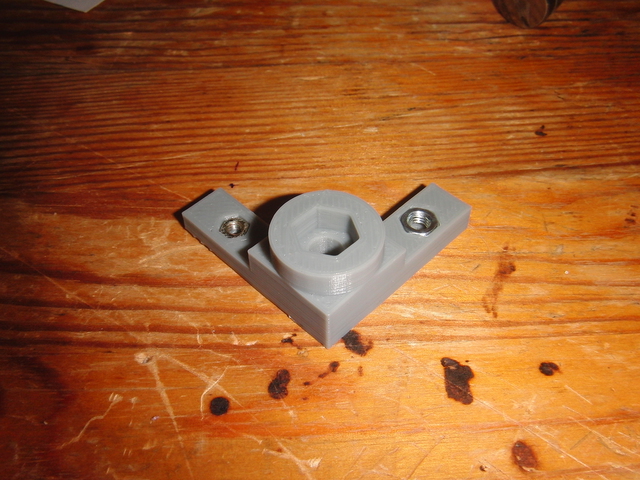
The part finished and it turned out to have the holes the perfect size (for the nuts I had to test, no M6). Here is a picture of the finished part with an M3 and M4 nut installed.
And here is a video of me installing the nuts for the very first time with ZERO clean up.
The settings I used were:

And here is a video of me installing the nuts for the very first time with ZERO clean up.
The settings I used were:
Quote
Start of Gcode file produced by Kisslicer for the above part.
; *** Printer Settings ***
;
; printer_name = RED Tantillus
; bed_STL_filename =
; extension = gcode
; cost_per_hour = 0
; g_code_prefix = 4D31303920533C54454D503E0A4732205A0A4731205A312046363030300A473120583530205935302046363030300A473238205A302E300A4D3330320A0A3B205A2D6F6666736574206E656761746976650A4731205A302E310A0A3B205A2D6F666673657420706F7369746976650A473932205A302E30
; g_code_warm = 3B2053656C6563742065787472756465722C207761726D2C2070757267650A4D31303420533C54454D503E0A
; g_code_cool = 3B2047756172616E746565642073616D652065787472756465722C20636F6F6C696E6720646F776E0A4D31303420533C54454D503E0A
; g_code_N_layers = 3B204D617962652072652D686F6D652058202620593F
; g_code_postfix = 47312058302059302046363030300A4D3130342053300A4D3834
; post_process = NULL
; every_N_layers = 0
; num_extruders = 1
; firmware_type = 1
; add_comments = 1
; fan_pwm = 1
; add_m101_g10 = 0
; z_speed_mm_per_s = 150
; z_settle_mm = 0
; bed_size_x_mm = 100
; bed_size_y_mm = 100
; bed_size_z_mm = 215
; bed_offset_x_mm = 50
; bed_offset_y_mm = 50
; bed_offset_z_mm = 0
; bed_roughness_mm = 0
; travel_speed_mm_per_s = 120
; first_layer_speed_mm_per_s = 25
; xy_accel_mm_per_s_per_s = 3000
; lo_speed_perim_mm_per_s = 15
; lo_speed_solid_mm_per_s = 15
; lo_speed_sparse_mm_per_s = 20
; hi_speed_perim_mm_per_s = 75
; hi_speed_solid_mm_per_s = 50
; hi_speed_sparse_mm_per_s = 90
; ext_gain_1 = 1
; ext_material_1 = 0
; ext_axis_1 = 0
; ext_gain_2 = 1
; ext_material_2 = 0
; ext_axis_2 = 0
; ext_gain_3 = 1
; ext_material_3 = 0
; ext_axis_3 = 0
; model_ext = 0
; support_ext = 0
; support_body_ext = 0
; raft_ext = 0
; solid_loop_overlap_fraction = 0.5
;
; *** Material Settings for Extruder 1 ***
;
; material_name = PLA
; g_code_matl = 3B204D617962652073657420736F6D65206D6174657269616C2D737065636966696320472D636F64653F
; fan_Z_mm = 0
; fan_loops_percent = 100
; fan_inside_percent = 90
; fan_cool_percent = 85
; temperature_C = 185
; keep_warm_C = 130
; first_layer_C = 195
; bed_C = 0
; sec_per_C_per_C = 0.0015
; flow_min_mm3_per_s = 0.5
; flow_max_mm3_per_s = 10
; destring_suck = 4.5
; destring_prime = 4.5
; destring_min_mm = 1
; destring_trigger_mm = 5
; destring_speed_mm_per_s = 500
; Z_lift_mm = 0
; min_layer_time_s = 7
; wipe_mm = 10
; cost_per_cm3 = 0
; flowrate_tweak = 1
; fiber_dia_mm = 3
; color = 0
;
; *** Style Settings ***
;
; style_name = New 0.5 Default
; layer_thickness_mm = 0.15
; extrusion_width_mm = 0.52
; num_loops = 2
; skin_thickness_mm = 1
; infill_extrusion_width = 0.52
; infill_density_denominator = 3
; stacked_layers = 1
; use_destring = 1
; loops_insideout = 0
; infill_st_oct_rnd = 2
; inset_surface_xy_mm = 0
;
; *** Actual Slicing Settings As Used ***
;
; layer_thickness_mm = 0.15
; extrusion_width = 0.52
; num_ISOs = 2
; wall_thickness = 1
; infill_style = 4
; support_style = 0
; support_angle = 81.9
; destring_min_mm = 1
; stacked_infill_layers = 1
; raft_style = 0
; extra_raft_depth = 0
; oversample_res_mm = 0.125
; crowning_threshold_mm = 1
; loops_insideout = 0
; solid_loop_overlap_fraction = 0.5
; inflate_raft_mm = 0
; inflate_support_mm = 0
; model_support_gap_mm = 0.5
; infill_st_oct_rnd = 2
; support_Z_max_mm = 154.5
; sheathe_Z_max_mm = 0
; inset_surface_xy_mm = 0
; Speed vs Quality = 0.50
;
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Favorite Slicer? March 16, 2013 03:51AM |
Registered: 14 years ago Posts: 689 |
Sublime Wrote:
-------------------------------------------------------
> Are you a Linux user because if you are a Windows
> or Mac user you may want to rethink your
> philosophy on software choices.
I use both windows and linux, but my RepRap machines are running various ubuntu distros. I'm not very good with linux, but it's stable and a real breeze to use git on, which I love.
> But if
> it came down to two slicers that created the exact
> same quality of print and one was open and one was
> closed I would go with the open one out of
> principal.
I haven't tried Kisslicer, so I can't really comment on the quality, but I don't doubt it's excellent, and I really ought to try it out. Slic3r have been working fine for me so far though, so it's my favourite. We wouldn't have any printers at all if RepRap wasn't open source, so out of principal I'd rather use the free alternative even if it's not as good as the commercial ones, shareware or not.
Learning a new slicer has a bit of a learning curve to it, and it seems most people stick to what they choose initially. To me it seems you learn how to tweak the slicer to produce the output you want. I have a variable file for openscad that makes holes and nut traps which produces accurate results in slic3r. Is it a bit of cheating? Absolutely. And it is a bit of a headache printing other peoples stl files at times.
--
-Nudel
Blog with RepRap Comic
-------------------------------------------------------
> Are you a Linux user because if you are a Windows
> or Mac user you may want to rethink your
> philosophy on software choices.
I use both windows and linux, but my RepRap machines are running various ubuntu distros. I'm not very good with linux, but it's stable and a real breeze to use git on, which I love.
> But if
> it came down to two slicers that created the exact
> same quality of print and one was open and one was
> closed I would go with the open one out of
> principal.
I haven't tried Kisslicer, so I can't really comment on the quality, but I don't doubt it's excellent, and I really ought to try it out. Slic3r have been working fine for me so far though, so it's my favourite. We wouldn't have any printers at all if RepRap wasn't open source, so out of principal I'd rather use the free alternative even if it's not as good as the commercial ones, shareware or not.
Learning a new slicer has a bit of a learning curve to it, and it seems most people stick to what they choose initially. To me it seems you learn how to tweak the slicer to produce the output you want. I have a variable file for openscad that makes holes and nut traps which produces accurate results in slic3r. Is it a bit of cheating? Absolutely. And it is a bit of a headache printing other peoples stl files at times.
--
-Nudel
Blog with RepRap Comic
|
Re: Favorite Slicer? March 16, 2013 01:49PM |
Admin Registered: 17 years ago Posts: 7,879 |
I only calibrate E steps per MM in the firmware. When that is correct the slicer should output the right volume of plastic. If it doesn't it is broken.
Yes M3, M4 and M6.
[www.hydraraptor.blogspot.com]
Yes M3, M4 and M6.
[www.hydraraptor.blogspot.com]
|
Re: Favorite Slicer? March 16, 2013 01:54PM |
Registered: 13 years ago Posts: 2,947 |
nophead Wrote:
-------------------------------------------------------
> I only calibrate E steps per MM in the firmware.
> When that is correct the slicer should output the
> right volume of plastic. If it doesn't it is
> broken.
>
> Yes M3, M4 and M6.
That is the only thing calibrated on my machine. The difference is the layer height and extrusion width. As soon as you start printing much wider than the nozzle you get holes that turn out too small and need a slicer that can compensate which Kisslicer does not. But Skeinforge on the other hand allows you to compensate for thousands of things which can allow your printing style while remaining accurate. Where as with printing low layers and narrow paths you do not need any compensation for every single item you print to turnout perfectly.
-------------------------------------------------------
> I only calibrate E steps per MM in the firmware.
> When that is correct the slicer should output the
> right volume of plastic. If it doesn't it is
> broken.
>
> Yes M3, M4 and M6.
That is the only thing calibrated on my machine. The difference is the layer height and extrusion width. As soon as you start printing much wider than the nozzle you get holes that turn out too small and need a slicer that can compensate which Kisslicer does not. But Skeinforge on the other hand allows you to compensate for thousands of things which can allow your printing style while remaining accurate. Where as with printing low layers and narrow paths you do not need any compensation for every single item you print to turnout perfectly.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Favorite Slicer? March 16, 2013 02:13PM |
Registered: 12 years ago Posts: 227 |
I got the same problem as Nophead.
But I print ABS (3мм)
My nozzle diameter is about 0.5-0.55 / layer 0.2 / width 0.55
So I print the same width as nozzle and still got lower dimenstions.
May I ask you to print ABS and layer 0.2
I am wondering what width will you choose to get correct print
I tried to lower down flowrate but noticed that perimeters tends to become separated
But I print ABS (3мм)
My nozzle diameter is about 0.5-0.55 / layer 0.2 / width 0.55
So I print the same width as nozzle and still got lower dimenstions.
May I ask you to print ABS and layer 0.2
I am wondering what width will you choose to get correct print
I tried to lower down flowrate but noticed that perimeters tends to become separated
|
Re: Favorite Slicer? March 16, 2013 02:49PM |
Admin Registered: 17 years ago Posts: 7,879 |
Low layers don't work well with ABS because it is more viscous so you get too much back pressure and width equal to nozzle doesn't work well because it likes to swell.
I think Kissslicer probably doesn't use the rounded rectangle model for the outline filament. When W/T is large the error caused by approximating it with a rectangle gets less.
[www.hydraraptor.blogspot.com]
I think Kissslicer probably doesn't use the rounded rectangle model for the outline filament. When W/T is large the error caused by approximating it with a rectangle gets less.
[www.hydraraptor.blogspot.com]
|
Re: Favorite Slicer? March 16, 2013 03:11PM |
Registered: 13 years ago Posts: 2,947 |
Yeah I only use PLA so I may see the same shrinkage results if I used ABS. But this tells me that no slicer could ever print both with proper results unless there is a way to compensate for one of them. The reason I think low layers works better is we volume then the difference in volume you get from a filament diameter change of say 0.01mm. Also when I say low layers I mean below 0.2 anything above I find you start getting accuracy issues. The one I printed was with 0.15mm layers from a 0.5mm J-head at 0.52mm extrusion width and lots of air movement from fans locking the plastic into the exact shape it was extruded and not giving it a chance to move from the nozzle dragging over it. Also doesn't ABS shrink over its entire part? Do you have to scale the entire thing up to get the outside correct and still have the inside incorrect?
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Favorite Slicer? March 16, 2013 03:28PM |
Admin Registered: 17 years ago Posts: 7,879 |
Yes I scale XY by 1.0057.
I think you are mixing too things though. Shrinkage of circles depends on a lot of factors, so is hard for the slicer to compensate for but low count polygons like nut traps should come out the right size regardless of plastic and layer height. The calibration piece I linked use polycircles so all the holes should come out right. Any slicer should get this right as all it has to do is use the correct volumetric maths and not assume all filament paths have a rectangular cross section.
[www.hydraraptor.blogspot.com]
I think you are mixing too things though. Shrinkage of circles depends on a lot of factors, so is hard for the slicer to compensate for but low count polygons like nut traps should come out the right size regardless of plastic and layer height. The calibration piece I linked use polycircles so all the holes should come out right. Any slicer should get this right as all it has to do is use the correct volumetric maths and not assume all filament paths have a rectangular cross section.
[www.hydraraptor.blogspot.com]
|
Re: Favorite Slicer? March 16, 2013 03:45PM |
Registered: 13 years ago Posts: 2,947 |
nophead Wrote:
-------------------------------------------------------
> Yes I scale XY by 1.0057.
>
> I think you are mixing too things though.
> Shrinkage of circles depends on a lot of factors,
> so is hard for the slicer to compensate for but
> low count polygons like nut traps should come out
> the right size regardless of plastic and layer
> height. The calibration piece I linked use
> polycircles so all the holes should come out
> right. Any slicer should get this right as all it
> has to do is use the correct volumetric maths and
> not assume all filament paths have a rectangular
> cross section.
But it did print it perfectly the correct size in PLA for me so the only difference is the plastic or the layer height / path width. You can decide which ever but if it had factored in the rounded edge as you say makes ABS holes the correct size by reducing the flow by the area removed to create the semi circle edge then all my PLA parts would have holes to big since it is not needed. This tells us there is either a need to calculate things different for PLA and ABS or there is some other factor we are not even discussing. If the problem is really in the material then it is not really a software issue since it produces exactly the correct paths and volume for non problem materials. But with that said the creator of Kisslicer made it for use with his old BFB dual head machine that prints ABS and PLA so I would think he does not have this issue with his ABS prints or solves it in a different way since it is an issue with the individual material which you can not predict between suppliers, grades, mixes etc.
Edited 1 time(s). Last edit at 03/16/2013 03:47PM by Sublime.
-------------------------------------------------------
> Yes I scale XY by 1.0057.
>
> I think you are mixing too things though.
> Shrinkage of circles depends on a lot of factors,
> so is hard for the slicer to compensate for but
> low count polygons like nut traps should come out
> the right size regardless of plastic and layer
> height. The calibration piece I linked use
> polycircles so all the holes should come out
> right. Any slicer should get this right as all it
> has to do is use the correct volumetric maths and
> not assume all filament paths have a rectangular
> cross section.
But it did print it perfectly the correct size in PLA for me so the only difference is the plastic or the layer height / path width. You can decide which ever but if it had factored in the rounded edge as you say makes ABS holes the correct size by reducing the flow by the area removed to create the semi circle edge then all my PLA parts would have holes to big since it is not needed. This tells us there is either a need to calculate things different for PLA and ABS or there is some other factor we are not even discussing. If the problem is really in the material then it is not really a software issue since it produces exactly the correct paths and volume for non problem materials. But with that said the creator of Kisslicer made it for use with his old BFB dual head machine that prints ABS and PLA so I would think he does not have this issue with his ABS prints or solves it in a different way since it is an issue with the individual material which you can not predict between suppliers, grades, mixes etc.
Edited 1 time(s). Last edit at 03/16/2013 03:47PM by Sublime.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Favorite Slicer? March 16, 2013 03:50PM |
Registered: 13 years ago Posts: 2,947 |
Also if this is nothing more than the need to compensate for the semi circular outer edge then all the outer dimensions would be off by the exact same amount since the bulge would happen on all outer edges. If this is the case he has added an inset feature which would allow you to inset all edges by that amount and you would be back at perfect prints.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Favorite Slicer? March 16, 2013 04:02PM |
Admin Registered: 17 years ago Posts: 7,879 |
The compensation for semi circular edges to the filament isn't plastic dependent. It just depends on W/T. It seems to me Kissslicer only works with high W/T.
It is odd that the outside dimensions are correct though, unless the shrinkage accounts for the error.
More experiments needed I think.
[www.hydraraptor.blogspot.com]
It is odd that the outside dimensions are correct though, unless the shrinkage accounts for the error.
More experiments needed I think.
[www.hydraraptor.blogspot.com]
|
Re: Favorite Slicer? March 18, 2013 06:29AM |
Registered: 12 years ago Posts: 227 |
My external dimentions tends to be lower about 0.2-0.4 мм than needed. So I increased XY rates to make 40mm model more precious.
Yesterday, I printed several cal.stl with ABS (kisslicer) decreasing flow tweak.
When I reached 0.8-0.85 I was able to fit nuts tightly by hands. But surfaces have holes in infill/loops.
I have a feeling that is possible to dial kisslicer for certain parameters to get correct abs prints.
Yesterday, I printed several cal.stl with ABS (kisslicer) decreasing flow tweak.
When I reached 0.8-0.85 I was able to fit nuts tightly by hands. But surfaces have holes in infill/loops.
I have a feeling that is possible to dial kisslicer for certain parameters to get correct abs prints.
|
Re: Favorite Slicer? March 18, 2013 10:15AM |
Registered: 13 years ago Posts: 102 |
I am playing with all of them at the moment, things I have found:
Slic3r, Cura and Skienforge all break (out of memory) with large complicated models, kissslicer seems to have the largest balls for big complex models and is also the fastest by a factor of 1000s.
Kissslicer wants you to measure filament extruded per rev of the motor, I already have a perfectly calibrated e-step in my firmware - so this make no sense at all?
Kisslicer wants to be simple but if you've been using other slicers at all then things aren't simple at all, indeed a bit more cryptic. For instance the purge setting for 'suck' (known globally in everything else as retraction and extra filament) just seems wrong, why would you want to be able to set a value that can remove (or reverse) all the filament?
'suck 1mm' and 'purge 0mm '- A valid setting but is just silly, you end up with filament going backwards for short moves. I thought it was 'extra' like in everything else. Can anybody give me a reason why you would want to retract and not engage again the same amount filament with maybe a little more?
Cura's functionality for plates went backwards between v11 and v12, I suppose the thought was we can't fix it so take it out!
Skienforge is reliable but nasty at the same time, I cannot get it to take my alterations at all using XP even though the path is 100% correct - so have to edit the g-code afterwards.
Cura and Slic3r (not tested Kissslicer) do make smaller holes than Skienforge with ABS as I found printing my Mendel90 parts on a 2 year old sells Mendel (almost perfect calibration), what a pain that turned out to be during my build - thought it was a dry stepper connection initially, even though there was a problem there - the small holes were not due to that.
I am still trying to get a good profile for all of them as they all have good and bads bits to them, that's why I will use all of them.
Slic3r, Cura and Skienforge all break (out of memory) with large complicated models, kissslicer seems to have the largest balls for big complex models and is also the fastest by a factor of 1000s.
Kissslicer wants you to measure filament extruded per rev of the motor, I already have a perfectly calibrated e-step in my firmware - so this make no sense at all?
Kisslicer wants to be simple but if you've been using other slicers at all then things aren't simple at all, indeed a bit more cryptic. For instance the purge setting for 'suck' (known globally in everything else as retraction and extra filament) just seems wrong, why would you want to be able to set a value that can remove (or reverse) all the filament?
'suck 1mm' and 'purge 0mm '- A valid setting but is just silly, you end up with filament going backwards for short moves. I thought it was 'extra' like in everything else. Can anybody give me a reason why you would want to retract and not engage again the same amount filament with maybe a little more?
Cura's functionality for plates went backwards between v11 and v12, I suppose the thought was we can't fix it so take it out!
Skienforge is reliable but nasty at the same time, I cannot get it to take my alterations at all using XP even though the path is 100% correct - so have to edit the g-code afterwards.
Cura and Slic3r (not tested Kissslicer) do make smaller holes than Skienforge with ABS as I found printing my Mendel90 parts on a 2 year old sells Mendel (almost perfect calibration), what a pain that turned out to be during my build - thought it was a dry stepper connection initially, even though there was a problem there - the small holes were not due to that.
I am still trying to get a good profile for all of them as they all have good and bads bits to them, that's why I will use all of them.
|
Re: Favorite Slicer? March 18, 2013 12:28PM |
Registered: 11 years ago Posts: 939 |
You can ignore that, BFB printers still use it to calibrate, on the current released version it's used to set the maximum extrusion rate if you set it to one everything is in mm/s. One the current RC it's not used at all and the maximum extrusion speed is set per material in mm^3/sQuote
Kissslicer wants you to measure filament extruded per rev of the motor, I already have a perfectly calibrated e-step in my firmware - so this make no sense at all?
Quote
Kisslicer wants to be simple but if you've been using other slicers at all then things aren't simple at all, indeed a bit more cryptic. For instance the purge setting for 'suck' (known globally in everything else as retraction and extra filament) just seems wrong, why would you want to be able to set a value that can remove (or reverse) all the filament?
A lot of his nomenclature is not the same as the Skeinforge/Slic3r, but much of that is because KISSlicer started on BFB printers, it's no more obtuse than the others, it just isn't following their conventions. He's got enough users many who've never used other slicers that changing it now would cause more confusion than it would fix.
Cura is using Skeinforge as a backend, so I'd be interested in knowing what the setting difference is.Quote
Cura and Slic3r (not tested Kissslicer) do make smaller holes than Skienforge with ABS
On flow rate I don't know what calculation he's using, I do know it doesn't match Slic3r's I haven't checked against Cura, but he's not just using W*T that would result in more filament being extruded than Slic3r and I see the opposite, I might set Slic3r at 90% flowrate for a perfect 100% fill, and for KISSlicer it will be closer to 100%.
The easy test for is it making holes too small is make up a test piece and look at the GCode for a single wall variant, it should be offset by half the requested filament width, I don't believe slicers should be compensating for shrinkage, unless it's explicitly requested by the user.
NopHead, is the problem with the nut traps edge to edge or corner to corner?
I do think the algorithm I think he uses to generate the tool paths could introduce some error in straight lines at angles other than in X and Y, Sublime do you have oversampling set to something other than the default 0.125?
|
Re: Favorite Slicer? March 18, 2013 01:12PM |
Registered: 13 years ago Posts: 2,947 |
Polygonhell Wrote:
-------------------------------------------------------
> Sublime do you have oversampling set to something
> other than the default 0.125?
Nope that would require buying a license and I will not be forced into paying for a couple of features. I will on the other hand donate money to open projects like I have with Slic3r.
-------------------------------------------------------
> Sublime do you have oversampling set to something
> other than the default 0.125?
Nope that would require buying a license and I will not be forced into paying for a couple of features. I will on the other hand donate money to open projects like I have with Slic3r.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Favorite Slicer? March 18, 2013 01:55PM |
Admin Registered: 17 years ago Posts: 7,879 |
Edge to edge is too small so corner to corner will be also but as the edges are straight they should be accurate. Outside dimensions are very accurate, which is also odd because with SF I have to scale up to compensate for shrinkage.Quote
NopHead, is the problem with the nut traps edge to edge or corner to corner?
I think it might be due to multiple shells and the order they are done in. I use single outlines with SF and I haven't worked out the maths for multiple outlines yet.
I need to do some more experiments but all my waking hours are spent making Mendel90 kits these days.
[www.hydraraptor.blogspot.com]
|
Re: Favorite Slicer? March 18, 2013 02:09PM |
Registered: 11 years ago Posts: 939 |
I just did a quick test Just a square hole inside a square object I sliced it in the Beta I have installed and the paths look correct.
The 5mm hole in the middle of the test piece creates lines at +2.75 and -2.75 (0.5mm width requested) which is correct given what was requested.
KISSlicer does correctly (assuming you're tool is circular) create arcs for the corners of the inside perimeter, and hard corners for the outside ones.
The only odd thing it does on perimeters is the overlapping start stop thing which does help hide the seem but I could see it causing an issue for something with a tight fit.
The 5mm hole in the middle of the test piece creates lines at +2.75 and -2.75 (0.5mm width requested) which is correct given what was requested.
KISSlicer does correctly (assuming you're tool is circular) create arcs for the corners of the inside perimeter, and hard corners for the outside ones.
The only odd thing it does on perimeters is the overlapping start stop thing which does help hide the seem but I could see it causing an issue for something with a tight fit.
|
Re: Favorite Slicer? March 18, 2013 02:43PM |
Registered: 13 years ago Posts: 2,947 |
Is it possible some of the problems may be from the common use of absolute E values? I (and most Tantillus users) use relative extrusion and it is because I find it easier to work with a relative extrusion gcode file, I started with Teacup that used relative extrusion and I have always figured the rounding error that everyone worries about is actually a good thing because if the rounding gets carried to the next extrusion that extrusion will have to much plastic so it then varies between dropping a step on one extrusion and adding it on the next which we do not want. Also Tantillus uses only whole numbers for the E steps per mm which would also change how the rounding error occurs.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Favorite Slicer? March 20, 2013 10:54AM |
Registered: 11 years ago Posts: 253 |
|
Re: Favorite Slicer? March 20, 2013 12:10PM |
Registered: 11 years ago Posts: 1,320 |
Based on everyone's comments here and on the reprap magazine article, I decided to give kisslicer a try. It looks pretty nice, but one thing I haven't found is what I can do via the command line. Right now, I jump back and forth between Slic3r and Skeinforge. It's all integrated into my host program, and I invoke the slicers through their command line interfaces.
I'd like to do the same with kisslicer. Is there a way I can specify the file to slice and the profile/style to slice it with via the command line? So far I've gotten it to recognize a model file, but it always slices it with the default profile.
I'd like to do the same with kisslicer. Is there a way I can specify the file to slice and the profile/style to slice it with via the command line? So far I've gotten it to recognize a model file, but it always slices it with the default profile.
|
Re: Favorite Slicer? March 20, 2013 12:38PM |
Registered: 11 years ago Posts: 939 |
davew_tx Wrote:
-------------------------------------------------------
> has anyone noticed that firmwares generally
> support G2/G3 arcs, but I've never seen that in a
> Gcode file.
> Nothing but G1 moves usually.
>
> I have plenty of rads and arcs in parts, most are
> fixed rads, and not compound curves and splines.
>
> Dave
The problem is all of that information is lost when you export the STL file, trying to fit curves to line segments which is what you'd end up doing is going to introduce inaccuracies. Where slicers could use G2/G3 is on interior corners where the correct path involves a curve, having said that unless the offset is large it's probably not worth it.
-------------------------------------------------------
> has anyone noticed that firmwares generally
> support G2/G3 arcs, but I've never seen that in a
> Gcode file.
> Nothing but G1 moves usually.
>
> I have plenty of rads and arcs in parts, most are
> fixed rads, and not compound curves and splines.
>
> Dave
The problem is all of that information is lost when you export the STL file, trying to fit curves to line segments which is what you'd end up doing is going to introduce inaccuracies. Where slicers could use G2/G3 is on interior corners where the correct path involves a curve, having said that unless the offset is large it's probably not worth it.
|
Re: Favorite Slicer? March 20, 2013 01:40PM |
Registered: 13 years ago Posts: 2,947 |
jbernardis Wrote:
-------------------------------------------------------
> Based on everyone's comments here and on the
> reprap magazine article, I decided to give
> kisslicer a try. It looks pretty nice, but one
> thing I haven't found is what I can do via the
> command line. Right now, I jump back and forth
> between Slic3r and Skeinforge. It's all
> integrated into my host program, and I invoke the
> slicers through their command line interfaces.
>
> I'd like to do the same with kisslicer. Is there
> a way I can specify the file to slice and the
> profile/style to slice it with via the command
> line? So far I've gotten it to recognize a model
> file, but it always slices it with the default
> profile.
I know it should be possible since the program started as a command line only program. With that said I have not seen anyone using from the command line since I started using it. I think this is one that Lonesock will need to answer.
-------------------------------------------------------
> Based on everyone's comments here and on the
> reprap magazine article, I decided to give
> kisslicer a try. It looks pretty nice, but one
> thing I haven't found is what I can do via the
> command line. Right now, I jump back and forth
> between Slic3r and Skeinforge. It's all
> integrated into my host program, and I invoke the
> slicers through their command line interfaces.
>
> I'd like to do the same with kisslicer. Is there
> a way I can specify the file to slice and the
> profile/style to slice it with via the command
> line? So far I've gotten it to recognize a model
> file, but it always slices it with the default
> profile.
I know it should be possible since the program started as a command line only program. With that said I have not seen anyone using from the command line since I started using it. I think this is one that Lonesock will need to answer.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Favorite Slicer? March 20, 2013 05:38PM |
Registered: 12 years ago Posts: 313 |
I have used Slic3r since it first became feasible alternative to SF. Mostly because I was fed up with slicing times of up to 45 minutes with SF.
I generally haven't had problems even with versions that have been loudly disparaged as totally broken by some people, but there are two things I would really like to see addressed:
Slic3r still can't put down both the perimeters and infill at the same visit on each island on a layer. In some prints this results in a huge amount of unnecessary moves. This is mainly just an annoyance.
Bridging is still so bad that I don't whether to laugh or cry. A long time ago Skeinforge automatically dropped perimeters to 1 and tried to draw the brigde over the whole area in the best orientation, not stopping at the edges of the bridge. This worked quite well. Not so with Slic3r. It will happily try to draw the all perimeters around the bridge area with full speed and then try to make the bridge by attaching the seemingly randomly oriented bridge threads with submillimeter overlap to the edges of the bridge, which may be the just printed, slightly hanging perimeters.
Here are my latest bridging disasters with 0.9.8:
davew_tx Wrote:
-------------------------------------------------------
> has anyone noticed that firmwares generally
> support G2/G3 arcs, but I've never seen that in a
> Gcode file.
> Nothing but G1 moves usually.
>
> I have plenty of rads and arcs in parts, most are
> fixed rads, and not compound curves and splines.
Filament construction method rounds corners enough so that you can get very round shapes with a reasonable amount of G1 moves. Building a proper arc support into the whole toolchain would be more work than it would be worth.
That said, I had a mill running with reprap electronics+firmware and milling round shapes with G2/G3-containing Gcode from HeeksCAD gave really nice results. Doing the same without arcs would have required a very large amount of G1 moves. But that's just the difference between milling and FDM construction.
I generally haven't had problems even with versions that have been loudly disparaged as totally broken by some people, but there are two things I would really like to see addressed:
Slic3r still can't put down both the perimeters and infill at the same visit on each island on a layer. In some prints this results in a huge amount of unnecessary moves. This is mainly just an annoyance.
Bridging is still so bad that I don't whether to laugh or cry. A long time ago Skeinforge automatically dropped perimeters to 1 and tried to draw the brigde over the whole area in the best orientation, not stopping at the edges of the bridge. This worked quite well. Not so with Slic3r. It will happily try to draw the all perimeters around the bridge area with full speed and then try to make the bridge by attaching the seemingly randomly oriented bridge threads with submillimeter overlap to the edges of the bridge, which may be the just printed, slightly hanging perimeters.
Here are my latest bridging disasters with 0.9.8:

davew_tx Wrote:
-------------------------------------------------------
> has anyone noticed that firmwares generally
> support G2/G3 arcs, but I've never seen that in a
> Gcode file.
> Nothing but G1 moves usually.
>
> I have plenty of rads and arcs in parts, most are
> fixed rads, and not compound curves and splines.
Filament construction method rounds corners enough so that you can get very round shapes with a reasonable amount of G1 moves. Building a proper arc support into the whole toolchain would be more work than it would be worth.
That said, I had a mill running with reprap electronics+firmware and milling round shapes with G2/G3-containing Gcode from HeeksCAD gave really nice results. Doing the same without arcs would have required a very large amount of G1 moves. But that's just the difference between milling and FDM construction.
|
Re: Favorite Slicer? March 20, 2013 11:31PM |
Registered: 11 years ago Posts: 1,320 |
I agree with the assessment of slic3r. Bridging just flat out doesn't work for me. If I try something like the bridge torture test, it works fine, but if I try it on an actual object, the material sags terribly. I've tried playing around with the bridge flow rate, but I've set it as low as 75% with absolutely no change in the output. If I have an object with any bridging at all, I use skeinforge, where I have bridging tuned perfectly. I've bridged as much as 40mm with no problems with SF.
The other area that gives me trouble with slic3r is with very thin walls, or with holes that are too close to an outside edge. I've had objects with thin walls that slic3r didn't even render. Just the wider objects at each end with nothing at all in between. And if I have a hole that is too close to an edge, slic3r will not make a continuous perimeter, but will instead go around the other 3 sides of the hole, and then come back and try to put a little segment on the fourth side as if nobody would ever notice it there in plain sight.
I like the slic3r user interface and speed, and I would LIKE to use it as my everyday slicer, but there are simply too many objects for which I have to keep coming back to skeinforge.
The other area that gives me trouble with slic3r is with very thin walls, or with holes that are too close to an outside edge. I've had objects with thin walls that slic3r didn't even render. Just the wider objects at each end with nothing at all in between. And if I have a hole that is too close to an edge, slic3r will not make a continuous perimeter, but will instead go around the other 3 sides of the hole, and then come back and try to put a little segment on the fourth side as if nobody would ever notice it there in plain sight.
I like the slic3r user interface and speed, and I would LIKE to use it as my everyday slicer, but there are simply too many objects for which I have to keep coming back to skeinforge.
|
Re: Favorite Slicer? March 21, 2013 11:00AM |
Registered: 11 years ago Posts: 154 |
|
Re: Favorite Slicer? March 21, 2013 11:06AM |
Registered: 11 years ago Posts: 1,320 |
|
Re: Favorite Slicer? March 21, 2013 12:07PM |
Registered: 13 years ago Posts: 2,947 |
Just so you guys are aware Kisslicer does absolutely nothing for bridges. It does not recognize them nor make any changes to how it prints them as opposed to any other solid layer. This is because it was designed for use with dual head machines and using support. Hence why it has the best support generation. Bridging is on his list of features to add and the most requested.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Favorite Slicer? March 21, 2013 12:10PM |
Registered: 11 years ago Posts: 154 |
Thanks Sublime. That's good info to know.
I think I'll start out with KISSlicer and worry about bridges later. Sounds like spanning a gap is a later "tuning" step anyway after I get the basic printer working. Maybe by then KISSlicer will support it and if not I'll try one of the other slicers.
I think I'll start out with KISSlicer and worry about bridges later. Sounds like spanning a gap is a later "tuning" step anyway after I get the basic printer working. Maybe by then KISSlicer will support it and if not I'll try one of the other slicers.
|
Re: Favorite Slicer? March 21, 2013 04:20PM |
Registered: 11 years ago Posts: 114 |
|
Re: Favorite Slicer? March 22, 2013 09:50AM |
Registered: 11 years ago Posts: 1,320 |
I tried out KISSlicer for the first time last night. Just a single test - hardly enough to draw conclusions from, but my first impression is that it's a good slicer, but it still has a way to go.
When trying to set up the parameters, some of them were strange:
- some of the parameters on the main screen - precision and raft/skirt - seem to be more logically placed on the styles tab.
- on the Materials tab I don't understand what to do about the warm-up factor. Does this imply that you may insert some waits in the gcode
- there is very limited fan control - always on or off, or on for perimeters. What about on for small layers?
- on the extruders tab, what is mm/rev. I wouldn't know how to measure that - is it inflow or outflow - and even if I could, it should have
no bearing on the resultant g code.
I also don't like how/where the parameters are stored. The settings from the "Advanced Settings" dialog box are stored in 3 ini files right in the KISSlicer directory. The settings from the main screen are stored off in a kisslicer.prefs file in some arcane directory that is OS dependent. This is only an issue to someone like me who wants to integrate the slicer into their host program, but it seems awkward.
Perhaps the biggest issue I had was with printing speed. I have a relatively small STL file - 3 clips that go around a 15 mm aluminum extrusion. I sliced and printed with skeinforge and the print time was 15 minutes. I then sliced in KISSlicer, and the time estimate for the resulting g code was just under 5 hours. I didn't let the print finish. I don't know if it was really going to take 5 hours, but it was going to be significantly longer that the skeinforge job. Admittedly, I didn't change any of the pre-populated speed values, and I sliced with the precision at 50%, but even with that, I don't think the difference in print times should have been so dramatic.
When trying to set up the parameters, some of them were strange:
- some of the parameters on the main screen - precision and raft/skirt - seem to be more logically placed on the styles tab.
- on the Materials tab I don't understand what to do about the warm-up factor. Does this imply that you may insert some waits in the gcode
- there is very limited fan control - always on or off, or on for perimeters. What about on for small layers?
- on the extruders tab, what is mm/rev. I wouldn't know how to measure that - is it inflow or outflow - and even if I could, it should have
no bearing on the resultant g code.
I also don't like how/where the parameters are stored. The settings from the "Advanced Settings" dialog box are stored in 3 ini files right in the KISSlicer directory. The settings from the main screen are stored off in a kisslicer.prefs file in some arcane directory that is OS dependent. This is only an issue to someone like me who wants to integrate the slicer into their host program, but it seems awkward.
Perhaps the biggest issue I had was with printing speed. I have a relatively small STL file - 3 clips that go around a 15 mm aluminum extrusion. I sliced and printed with skeinforge and the print time was 15 minutes. I then sliced in KISSlicer, and the time estimate for the resulting g code was just under 5 hours. I didn't let the print finish. I don't know if it was really going to take 5 hours, but it was going to be significantly longer that the skeinforge job. Admittedly, I didn't change any of the pre-populated speed values, and I sliced with the precision at 50%, but even with that, I don't think the difference in print times should have been so dramatic.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
Sorry, only registered users may post in this forum.