some problems calibrating
Posted by fahraynk
|
some problems calibrating March 13, 2013 05:52PM |
Registered: 11 years ago Posts: 41 |
having a really really hard time figuring out how to calibrate a printrboard running marlin on mac.
I recently became aware of a methond using ponterface//Gcode :
•connect with Pronterface
•type M501 in the lower right corner and hit SEND. It will output a block of information.
•recalculate your M92 settings per that guide.
•save all your M92 settings with an M500 command
Im having a problem though. well first of all I type m501 and it echos: using default settings. no big deal though. I type m92 E600. Now when I extrude the motor spins MUCH longer and it extrudes much closer to the 5mm im asking it to extrude. Trouble is if I hit extrude again the motor goes back to the default run time.
Even If I hit m500 to save, it still goes back to original m92. ALSO say I send m92 E600, then extrude and it lasts longer, then I hit extrude a 2nd time and its back to normal. Then I send m92 e600 again... but this time it just runs the same default amount of time. This happens every time I try it.
My question is, why isnt it saving m92 e600 then m500. Also why isnt it working twice in a row if I send m92 e600 twice in a row.
I recently became aware of a methond using ponterface//Gcode :
•connect with Pronterface
•type M501 in the lower right corner and hit SEND. It will output a block of information.
•recalculate your M92 settings per that guide.
•save all your M92 settings with an M500 command
Im having a problem though. well first of all I type m501 and it echos: using default settings. no big deal though. I type m92 E600. Now when I extrude the motor spins MUCH longer and it extrudes much closer to the 5mm im asking it to extrude. Trouble is if I hit extrude again the motor goes back to the default run time.
Even If I hit m500 to save, it still goes back to original m92. ALSO say I send m92 E600, then extrude and it lasts longer, then I hit extrude a 2nd time and its back to normal. Then I send m92 e600 again... but this time it just runs the same default amount of time. This happens every time I try it.
My question is, why isnt it saving m92 e600 then m500. Also why isnt it working twice in a row if I send m92 e600 twice in a row.
|
Re: some problems calibrating March 14, 2013 08:24PM |
Registered: 13 years ago Posts: 1,797 |
perhaps
M92 Exxx; //set axis steps
92 E0 ; //set extruder to zero
then extrude the amount you want to extrude
if this is not the issue , then in the firmware is the eprom save enabled?? this is a setting in the configuration.h and configuration.adv files of marlin firmware.
anyone else have input for this??
if you post your configuration,h and configuration.adv files we can tell you what settings need to be changed to allow saving to eprom.
Edited 1 time(s). Last edit at 03/14/2013 08:25PM by jamesdanielv.
M92 Exxx; //set axis steps
92 E0 ; //set extruder to zero
then extrude the amount you want to extrude
if this is not the issue , then in the firmware is the eprom save enabled?? this is a setting in the configuration.h and configuration.adv files of marlin firmware.
anyone else have input for this??
if you post your configuration,h and configuration.adv files we can tell you what settings need to be changed to allow saving to eprom.
Edited 1 time(s). Last edit at 03/14/2013 08:25PM by jamesdanielv.
|
Re: some problems calibrating March 20, 2013 05:09AM |
Registered: 15 years ago Posts: 81 |
I just tried to do this extruder calibration a couple of nights ago using M92 Ennn commands to Marlin through pronterface.
Initially I got garbage calibration results, with sometimes way too much filament extruding, and sometimes way too little extruding.
I then repeated the calibration, this time issuing a G92 E0 after each M92 command. Calibration proceeded exactly as expected.
I won't even speculate on why this is needed.
Cheers,
Len.
Initially I got garbage calibration results, with sometimes way too much filament extruding, and sometimes way too little extruding.
I then repeated the calibration, this time issuing a G92 E0 after each M92 command. Calibration proceeded exactly as expected.
I won't even speculate on why this is needed.
Cheers,
Len.
|
Re: some problems calibrating March 20, 2013 05:43AM |
Registered: 14 years ago Posts: 3,742 |
Quote
Lenbok
I won't even speculate on why this is needed.
No speculation is required - it is because you are using ABSOLUTE extrusion!
G92 E0 sets the ZERO for the extursion, i.e. EXTRUDED = 0mm.
M92 Ennn e.g. nnn = 100 says to extrude to 100mm.
EXTRUDED = 100mm.
If you want to extrude another 100mm then you must either do:
M92 E200or
G92 E0 M92 100
Bob Morrison
Wörth am Rhein, Germany
"Luke, use the source!"
BLOG - PHOTOS - Thingiverse
|
Re: some problems calibrating March 26, 2013 05:01AM |
Registered: 15 years ago Posts: 81 |
rhmorrison Wrote:
-------------------------------------------------------
> No speculation is required - it is because you are
> using ABSOLUTE extrusion!
>
> G92 E0 sets the ZERO for the extursion, i.e.
> EXTRUDED = 0mm.
>
> M92 Ennn e.g. nnn = 100 says to extrude to 100mm.
> EXTRUDED = 100mm.
No, it doesn't. M92 is to set the axis steps per unit (which is what we are trying to do during calibration).
-------------------------------------------------------
> No speculation is required - it is because you are
> using ABSOLUTE extrusion!
>
> G92 E0 sets the ZERO for the extursion, i.e.
> EXTRUDED = 0mm.
>
> M92 Ennn e.g. nnn = 100 says to extrude to 100mm.
> EXTRUDED = 100mm.
No, it doesn't. M92 is to set the axis steps per unit (which is what we are trying to do during calibration).
|
Re: some problems calibrating March 26, 2013 05:30AM |
Registered: 14 years ago Posts: 3,742 |
 You are course CORRECT as regards M92!
You are course CORRECT as regards M92!I should have written:
G92 E0 G1 E100
Bob Morrison
Wörth am Rhein, Germany
"Luke, use the source!"
BLOG - PHOTOS - Thingiverse
|
Re: some problems calibrating January 18, 2015 10:13AM |
Registered: 10 years ago Posts: 1 |
Hi
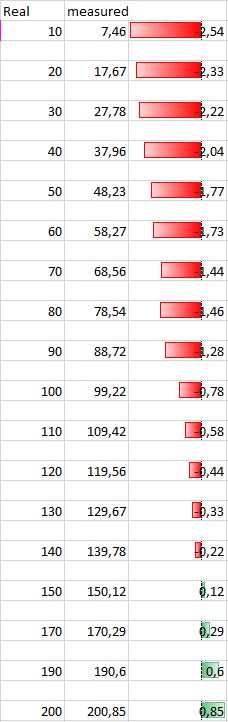
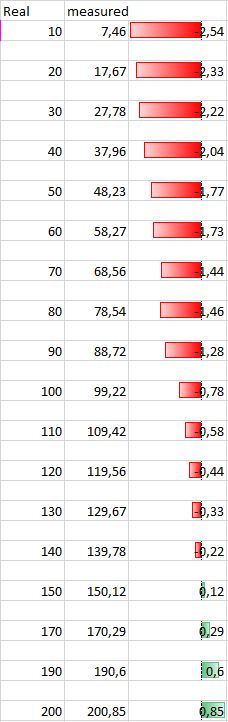
For me the problem:
Y calibrated
150/148 * old value = 108.2545
M92 Y108.2545
Send home Y
Then G0 Y150
Size: 150,1mm or 150,06mm
Send home Y
But now G0 Y50
Size: 48,23mm
What is the problem?
the farther the Y150 greater the error ??
For me the problem:
Y calibrated
150/148 * old value = 108.2545
M92 Y108.2545
Send home Y
Then G0 Y150
Size: 150,1mm or 150,06mm
Send home Y
But now G0 Y50
Size: 48,23mm
What is the problem?
the farther the Y150 greater the error ??
{kind=link}
{kind=link}
Sorry, only registered users may post in this forum.