Update on the E3D All Metal Hotend (Now finally shipping!)  [Lots of pictures]
[Lots of pictures]
Posted by SanjayM
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] June 29, 2013 04:21PM |
Registered: 10 years ago Posts: 9 |
For me, printing slower helps.
You could also try reducing retract. I use 0.5 mm without problems but that is with a direct drive (non geared) 1.75 mm extruder so i am not sure how that compares.
And of course temperature... But l have never figured out if it should go up or down in this situation...
I would guess that Sanjay has done some research in these things?
You could also try reducing retract. I use 0.5 mm without problems but that is with a direct drive (non geared) 1.75 mm extruder so i am not sure how that compares.
And of course temperature... But l have never figured out if it should go up or down in this situation...
I would guess that Sanjay has done some research in these things?
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] June 29, 2013 04:31PM |
Admin Registered: 17 years ago Posts: 7,879 |
Looks like excessive back flow due to the filament being too small for the nozzle bore.
This is one of the most annoying things about Reprap. There are two definitions of "3mm" filament. One is 3.0+/- 0.1mm and the other is 2.85mm +/- 0.1mm, i.e. guaranteed less than 3. For the first one you ideally need a 3.15mm bore and for the second type a 3mm bore. With a J-Head I get away with both but the maximum flow rate is definitely less with 2.75mm filament than it is with 3mm as the backflow is greater and so the plug being pushed is longer.
My own all metal hot end design also doesn't like undersized filament for this reason. It isn't slippery like PTFE and relies on a short transition zone to keep the plug length short. If the filament is too small you get a long plug in something that is not slippery, hence it jams.
[www.hydraraptor.blogspot.com]
This is one of the most annoying things about Reprap. There are two definitions of "3mm" filament. One is 3.0+/- 0.1mm and the other is 2.85mm +/- 0.1mm, i.e. guaranteed less than 3. For the first one you ideally need a 3.15mm bore and for the second type a 3mm bore. With a J-Head I get away with both but the maximum flow rate is definitely less with 2.75mm filament than it is with 3mm as the backflow is greater and so the plug being pushed is longer.
My own all metal hot end design also doesn't like undersized filament for this reason. It isn't slippery like PTFE and relies on a short transition zone to keep the plug length short. If the filament is too small you get a long plug in something that is not slippery, hence it jams.
[www.hydraraptor.blogspot.com]
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] June 29, 2013 06:26PM |
Registered: 10 years ago Posts: 65 |
nophead Wrote:
-------------------------------------------------------
> Looks like excessive back flow due to the filament
> being too small for the nozzle bore.
>
> This is one of the most annoying things about
> Reprap. There are two definitions of "3mm"
> filament. One is 3.0+/- 0.1mm and the other is
> 2.85mm +/- 0.1mm, i.e. guaranteed less than 3. For
> the first one you ideally need a 3.15mm bore and
> for the second type a 3mm bore. With a J-Head I
> get away with both but the maximum flow rate is
> definitely less with 2.75mm filament than it is
> with 3mm as the backflow is greater and so the
> plug being pushed is longer.
Fantastic, this makes perfect sense. I'll up the temp and slow down (both for the temp and to reduce flow rate) and see if that prevents a recurrence. I had an inkling I was pushing too close to the limit on both and this is confirmation.
Nophead, thanks.
Sal, thanks as well. I haven't spent any time zeroing in on the best retract setting. It's time that I do so. Excessive retract would only make this worse.
-------------------------------------------------------
> Looks like excessive back flow due to the filament
> being too small for the nozzle bore.
>
> This is one of the most annoying things about
> Reprap. There are two definitions of "3mm"
> filament. One is 3.0+/- 0.1mm and the other is
> 2.85mm +/- 0.1mm, i.e. guaranteed less than 3. For
> the first one you ideally need a 3.15mm bore and
> for the second type a 3mm bore. With a J-Head I
> get away with both but the maximum flow rate is
> definitely less with 2.75mm filament than it is
> with 3mm as the backflow is greater and so the
> plug being pushed is longer.
Fantastic, this makes perfect sense. I'll up the temp and slow down (both for the temp and to reduce flow rate) and see if that prevents a recurrence. I had an inkling I was pushing too close to the limit on both and this is confirmation.
Nophead, thanks.
Sal, thanks as well. I haven't spent any time zeroing in on the best retract setting. It's time that I do so. Excessive retract would only make this worse.
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] June 29, 2013 07:16PM |
Registered: 12 years ago Posts: 177 |
That is bloody weird. I have never seen anything like that before.
The ID of the 3mm hotends is 3.175mm all the way to the nozzle. So it seems that the measurements of the sleeve+filament is bang on target. Still I have no idea what is going on there, and your ABS definitely sounds like it has odd properties.
Are you printing happilly with other filament? Or is this happening with everything you print?
Sanjay
The ID of the 3mm hotends is 3.175mm all the way to the nozzle. So it seems that the measurements of the sleeve+filament is bang on target. Still I have no idea what is going on there, and your ABS definitely sounds like it has odd properties.
Are you printing happilly with other filament? Or is this happening with everything you print?
Sanjay
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] June 29, 2013 07:27PM |
Admin Registered: 17 years ago Posts: 7,879 |
I have seen it before in my own hot end. Nothing odd about the filament other than it being too small for the bore. I got some ABS that was only 2.65mm. And when I tried to extrude 2mm acrylic rod it simply didn't work but 3mm was fine.
I have never had ABS that didn't set rapidly though, provided the object wasn't tiny.
Edited 2 time(s). Last edit at 06/29/2013 07:32PM by nophead.
[www.hydraraptor.blogspot.com]
I have never had ABS that didn't set rapidly though, provided the object wasn't tiny.
Edited 2 time(s). Last edit at 06/29/2013 07:32PM by nophead.
[www.hydraraptor.blogspot.com]
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] June 29, 2013 07:36PM |
Admin Registered: 17 years ago Posts: 7,879 |
I think the industry needs to either standardise the size of "3mm" filament, or recognise that a different hot end bore is needed for 2.85mm filament.
[www.hydraraptor.blogspot.com]
[www.hydraraptor.blogspot.com]
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] June 29, 2013 08:34PM |
Admin Registered: 11 years ago Posts: 1,063 |
nophead Wrote:
-------------------------------------------------------
> I think the industry needs to either standardise
> the size of "3mm" filament, or recognise that a
> different hot end bore is needed for 2.85mm
> filament.
there's a bit more than just the size that needs to be standardized.
the biggest problem is we just don't know what we're getting given some of the additives available on the market, i know that starch is commonly added to pla mixes to bulk it up, and abs gets the same sort of treatment with all sorts of stuff,thrown in there,
the common assumption is that filament sold as PLA = PLA + the colourant the same assumption by users is the same for ABS, although given some of the funny headache inducing smells there's enough evidence to show that there's all sorts of stuff getting added to it,
the best the filament retailers can do is try and guarantee diameter, and the best the hotend maker can do is make sure it works with filament they have available to them, but even then everyone is at the mercy of the initial extrusion house who has to make it profitable, regardless of the price you pay
what we need from filament manufacturer is more information on what they are selling us,
-------------------------------------------------------
> I think the industry needs to either standardise
> the size of "3mm" filament, or recognise that a
> different hot end bore is needed for 2.85mm
> filament.
there's a bit more than just the size that needs to be standardized.
the biggest problem is we just don't know what we're getting given some of the additives available on the market, i know that starch is commonly added to pla mixes to bulk it up, and abs gets the same sort of treatment with all sorts of stuff,thrown in there,
the common assumption is that filament sold as PLA = PLA + the colourant the same assumption by users is the same for ABS, although given some of the funny headache inducing smells there's enough evidence to show that there's all sorts of stuff getting added to it,
the best the filament retailers can do is try and guarantee diameter, and the best the hotend maker can do is make sure it works with filament they have available to them, but even then everyone is at the mercy of the initial extrusion house who has to make it profitable, regardless of the price you pay
what we need from filament manufacturer is more information on what they are selling us,
-=( blog )=- -=( thingiverse )=- -=( 3Dindustries )=- -=( Aluhotend - mostly metal hotend)=--=( Facebook )=-
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] June 29, 2013 11:13PM |
Registered: 10 years ago Posts: 65 |
SanjayM Wrote:
-------------------------------------------------------
> That is bloody weird. I have never seen anything
> like that before.
>
> The ID of the 3mm hotends is 3.175mm all the way
> to the nozzle. So it seems that the measurements
> of the sleeve+filament is bang on target. Still I
> have no idea what is going on there, and your ABS
> definitely sounds like it has odd properties.
>
> Are you printing happilly with other filament? Or
> is this happening with everything you print?
>
> Sanjay
Sanjay, it has happened only with that filament. I happily printed most of a kilo of blue PLA (except for the 3 pieces of metal shavings in that cheap-ass Amazon filament that caused jams) and about a pound of natural ABS before moving to the black ABS and having the sleeve problem. And it only happened just once. This is my first experience with a reprap and I have had no other hot end but yours. I will say that the natural ABS was around 3 mm, unlike the black.
I did slow down a little and increased the temp a little and it's been happily printing all afternoon. I think I just found the corners of the boxes (filament size, temp, speed, composition) where this could happen.
I do like your hot end and in fact ordered another (1.75mm) for a delta that I'm going to be building next.
Please continue the good design and innovation. This is an exciting time to be involved in maker-level 3d printing!
-------------------------------------------------------
> That is bloody weird. I have never seen anything
> like that before.
>
> The ID of the 3mm hotends is 3.175mm all the way
> to the nozzle. So it seems that the measurements
> of the sleeve+filament is bang on target. Still I
> have no idea what is going on there, and your ABS
> definitely sounds like it has odd properties.
>
> Are you printing happilly with other filament? Or
> is this happening with everything you print?
>
> Sanjay
Sanjay, it has happened only with that filament. I happily printed most of a kilo of blue PLA (except for the 3 pieces of metal shavings in that cheap-ass Amazon filament that caused jams) and about a pound of natural ABS before moving to the black ABS and having the sleeve problem. And it only happened just once. This is my first experience with a reprap and I have had no other hot end but yours. I will say that the natural ABS was around 3 mm, unlike the black.
I did slow down a little and increased the temp a little and it's been happily printing all afternoon. I think I just found the corners of the boxes (filament size, temp, speed, composition) where this could happen.
I do like your hot end and in fact ordered another (1.75mm) for a delta that I'm going to be building next.
Please continue the good design and innovation. This is an exciting time to be involved in maker-level 3d printing!
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] July 04, 2013 10:11AM |
Registered: 11 years ago Posts: 248 |


|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] July 04, 2013 06:32PM |
Registered: 11 years ago Posts: 490 |
OK, received the hot end. Really nice packaging! I love how the parts are buried in those pesky styrofoam flakes, it's like digging for a treasure
There is just one problem: when assembling the hot end, the heater cartridge jammed not even half way in from one side. I immediately pulled it out again and checked dimensions: slightly under 6mm in diameter. The bore in the heater block is exactly at 6mm. Should fit. Tried it from the other side, which was easier, but still rather tight. Now it is stuck with the tip about 2-3mm from the exit of the bore. Will try to force it through next.
Actually, this tight fit is better for thermal conductivity, but I am a little bit concerned as the cartridge wouldn't even budge anymore. My theory is that either the cartridge itself has some irregularities at the tip where the filling comes out a little bit or that the bore is a little bit too tight at a certain place where the tip got stuck now.
Other than that, I am extremely pleased with this hot end. Although it looks rather massive with the large cooling fins, it is much lighter than one would expect.
Hope to get it running in the next two days...
There is just one problem: when assembling the hot end, the heater cartridge jammed not even half way in from one side. I immediately pulled it out again and checked dimensions: slightly under 6mm in diameter. The bore in the heater block is exactly at 6mm. Should fit. Tried it from the other side, which was easier, but still rather tight. Now it is stuck with the tip about 2-3mm from the exit of the bore. Will try to force it through next.
Actually, this tight fit is better for thermal conductivity, but I am a little bit concerned as the cartridge wouldn't even budge anymore. My theory is that either the cartridge itself has some irregularities at the tip where the filling comes out a little bit or that the bore is a little bit too tight at a certain place where the tip got stuck now.
Other than that, I am extremely pleased with this hot end. Although it looks rather massive with the large cooling fins, it is much lighter than one would expect.
Hope to get it running in the next two days...
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] July 06, 2013 09:24AM |
Registered: 10 years ago Posts: 16 |
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] July 07, 2013 01:29PM |
Registered: 11 years ago Posts: 137 |
Sanjay, Sorry it took so long to get back to you I've been really busy and neglected my 3D printer for while.
The new hotend you sent works great for ABS, but I'm still having jamming issues with PLA. I have disassembled and reassembled this hotend a few dozen times, following your instructions for reassembly.
I have manually pushed filament through the hotend and can feel the back pressure after awhile. At first I can push it through like water through a hose but then after 10 seconds or so I cant push it through at all. Sometimes I can pull the filament half way out and push it back down and it will start extruding again, but not always. I have tried temps up to 270 with PLA, at 270 it streams out nicely but jams like it does at any temp with PLA. I have tried temps from 150c-270c with PLA and still seeing jaming. I had to get ABS up to 270 to get a reliable print out of it, this seems really high.
I have tried speeds ranging from 40mm/s to 120mm/s and it jams at them all.
I thought maybe if I just cranked down the tensioner to the hobbed bolt that I could get the extruder to force it through the hard spots but it just did some crazy stuff with the filament (it broke the filament and started making a nice mess of filament all around my extruder.) When it jams, it JAMS.
I'm not experiencing this with ABS or Nylon. Just PLA, which I have a ton of. I have less than a half spool of ABS left and its all I can print reliably.
I have done countless experiments to see If i can get this to print for more than 10 minutes without jaming, I have got it to do a couple small prints but I have to watch it like a hawk, if I hear it starting to eat up the filament I have about 5 seconds to fix the problem or I have a failed print.
At this point, being the 2nd hotend from you, I'm willing to consider Its something I'm doing wrong. I'm starting to think that maybe all 8 rolls of PLA I have are junk, even the natural PLA jams.
Edited after 2 more days fiddling with it.
I have it printing PLA without jams using 0.7mm retract and printing really really hot. 240c for red 260c for natural. Could the thermistor be off by alot? I have it held in with tinfoil to help it make more contact with the block.
Edited 5 time(s). Last edit at 07/08/2013 06:52PM by hendo420.
The new hotend you sent works great for ABS, but I'm still having jamming issues with PLA. I have disassembled and reassembled this hotend a few dozen times, following your instructions for reassembly.
I have manually pushed filament through the hotend and can feel the back pressure after awhile. At first I can push it through like water through a hose but then after 10 seconds or so I cant push it through at all. Sometimes I can pull the filament half way out and push it back down and it will start extruding again, but not always. I have tried temps up to 270 with PLA, at 270 it streams out nicely but jams like it does at any temp with PLA. I have tried temps from 150c-270c with PLA and still seeing jaming. I had to get ABS up to 270 to get a reliable print out of it, this seems really high.
I have tried speeds ranging from 40mm/s to 120mm/s and it jams at them all.
I thought maybe if I just cranked down the tensioner to the hobbed bolt that I could get the extruder to force it through the hard spots but it just did some crazy stuff with the filament (it broke the filament and started making a nice mess of filament all around my extruder.) When it jams, it JAMS.
I'm not experiencing this with ABS or Nylon. Just PLA, which I have a ton of. I have less than a half spool of ABS left and its all I can print reliably.
I have done countless experiments to see If i can get this to print for more than 10 minutes without jaming, I have got it to do a couple small prints but I have to watch it like a hawk, if I hear it starting to eat up the filament I have about 5 seconds to fix the problem or I have a failed print.
At this point, being the 2nd hotend from you, I'm willing to consider Its something I'm doing wrong. I'm starting to think that maybe all 8 rolls of PLA I have are junk, even the natural PLA jams.
Edited after 2 more days fiddling with it.
I have it printing PLA without jams using 0.7mm retract and printing really really hot. 240c for red 260c for natural. Could the thermistor be off by alot? I have it held in with tinfoil to help it make more contact with the block.
Edited 5 time(s). Last edit at 07/08/2013 06:52PM by hendo420.
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] July 08, 2013 04:22AM |
Registered: 10 years ago Posts: 6 |
My printer is sooo happy...
Hotend arrived last Friday. My printer (MendelMax) was just waiting for this shipping. So I installed the hotend which fits into a Wade Extruder. It fits but it is very tight also because of the attached fan. However this is not a problem at all and I was able to install it. The hotend is very nice piece of engineering work. Everything fits perfectly and I even got the right heater. Heating the hotend to 210 degrees Celsius is four times faster than heating my bed to 55 degrees
I was looking for an hotend on various places and had diffrent options. But the concept and the end user support for this hotend was unbeatable. I am still working on the calibration of my printer, but what I printed over the weekend (see attached pictures) is already very promising. Just the first few layers are not what I expected. Maybe someone have an Idea how I can improve this.
After breaking the throttle on my bush-cutter I used skechup to create a replacement. I was so happy to see it printing and all the bore diameters had very small deviations. But the part did not fit at all. It was not a matter of the calibration it was even worse. The print was mirrored. Meanwhile I found the problem. I put the end stop on the wrong end of the X-axis...
All in all I must say a very precise and "heat and forget" hotend from a very customer focused team.
Thanks for making my printer happy,
Cheers
Mike
Hotend arrived last Friday. My printer (MendelMax) was just waiting for this shipping. So I installed the hotend which fits into a Wade Extruder. It fits but it is very tight also because of the attached fan. However this is not a problem at all and I was able to install it. The hotend is very nice piece of engineering work. Everything fits perfectly and I even got the right heater. Heating the hotend to 210 degrees Celsius is four times faster than heating my bed to 55 degrees
I was looking for an hotend on various places and had diffrent options. But the concept and the end user support for this hotend was unbeatable. I am still working on the calibration of my printer, but what I printed over the weekend (see attached pictures) is already very promising. Just the first few layers are not what I expected. Maybe someone have an Idea how I can improve this.
After breaking the throttle on my bush-cutter I used skechup to create a replacement. I was so happy to see it printing and all the bore diameters had very small deviations. But the part did not fit at all. It was not a matter of the calibration it was even worse. The print was mirrored. Meanwhile I found the problem. I put the end stop on the wrong end of the X-axis...
All in all I must say a very precise and "heat and forget" hotend from a very customer focused team.
Thanks for making my printer happy,
Cheers
Mike
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] July 09, 2013 12:51PM |
Registered: 11 years ago Posts: 118 |
Hey,
i was running my Printer 24hrs the last three days and the Prints are getting better and better...
I want to test the 0,25mm nozzle in the next few weeks and a nice watercooled version
would be awesome.
Edited 1 time(s). Last edit at 07/09/2013 12:52PM by mrc.
i was running my Printer 24hrs the last three days and the Prints are getting better and better...
I want to test the 0,25mm nozzle in the next few weeks and a nice watercooled version
would be awesome.



Edited 1 time(s). Last edit at 07/09/2013 12:52PM by mrc.
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] July 09, 2013 01:02PM |
Registered: 10 years ago Posts: 22 |
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] July 09, 2013 01:10PM |
Registered: 13 years ago Posts: 81 |
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] July 09, 2013 01:59PM |
Registered: 11 years ago Posts: 246 |
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] July 09, 2013 05:30PM |
Registered: 11 years ago Posts: 490 |
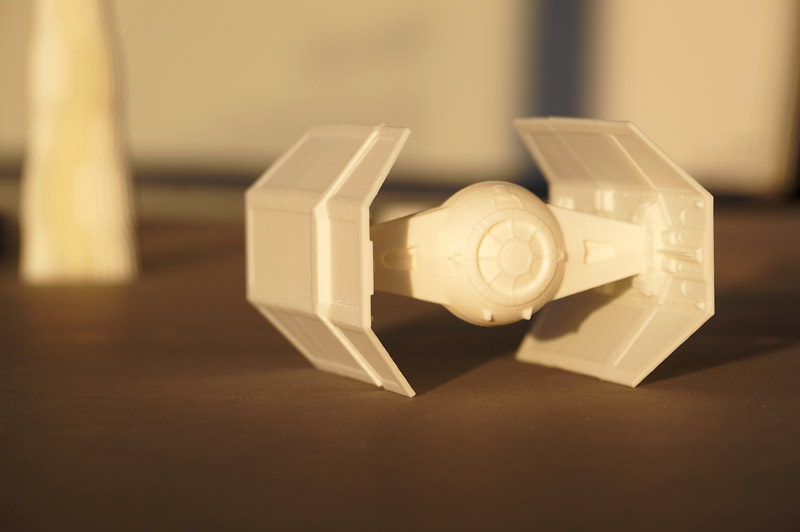
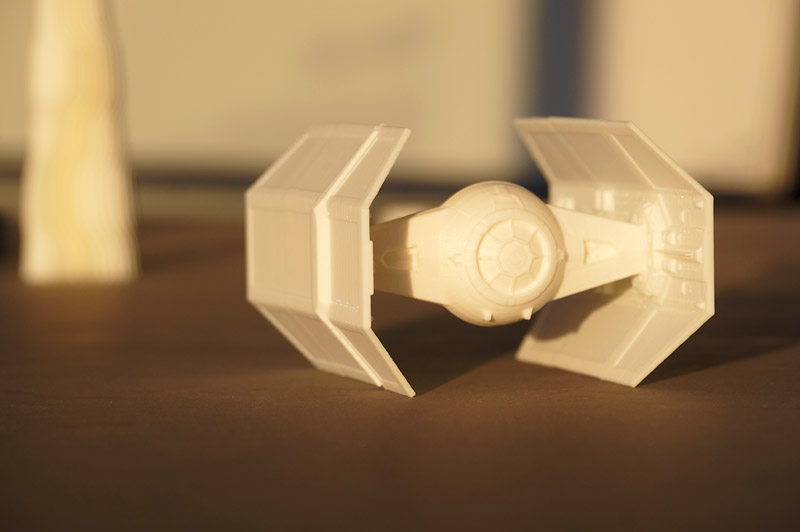
eh! mrc, that's awesome! I am especially impressed by the TIE advanced; the amount of details is stunning and the lack of visible imperfections left by support structures rather baffling. How did you print that? Butt to the bed?
In other news, the extremely tight fit of my ceramic heater wasn't a problem a hammer couldn't solve. I just gripped the heater cartridge with the crimping part of my multi-tool and clamped the heater block into a vice. By slowly and carefully hammering on the pliers part of the tool, I drove the cartridge in. Preliminary tests were quite successful, the extruded plastic looks very even and smooth, much better than my old hot end (GRRF 1.75mm -> 0.35mm) and heat up is blazingly fast (well, the tight fit does allow for good thermal conductivity ). Tomorrow, the inauguration print will be held.
). Tomorrow, the inauguration print will be held.
In other news, the extremely tight fit of my ceramic heater wasn't a problem a hammer couldn't solve. I just gripped the heater cartridge with the crimping part of my multi-tool and clamped the heater block into a vice. By slowly and carefully hammering on the pliers part of the tool, I drove the cartridge in. Preliminary tests were quite successful, the extruded plastic looks very even and smooth, much better than my old hot end (GRRF 1.75mm -> 0.35mm) and heat up is blazingly fast (well, the tight fit does allow for good thermal conductivity
). Tomorrow, the inauguration print will be held.
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] July 09, 2013 10:51PM |
Registered: 11 years ago Posts: 791 |
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] July 10, 2013 03:33AM |
Registered: 11 years ago Posts: 482 |
Hey does anyone know what the Swagelok tube-connector looking things are in this picture that are black and connect to the bowden tube?
[i.imgur.com] it seems to say BSPP on it.
also How do you print a floating tie fighter with no signs of support material?
[i.imgur.com] it seems to say BSPP on it.
also How do you print a floating tie fighter with no signs of support material?
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] July 10, 2013 08:05AM |
Registered: 11 years ago Posts: 118 |
Thanks and sorry for confusion, the Tie fighter is printed in two parts just like on thingiverse [www.thingiverse.com]
The squares are in 0.3 layer height, the rest in 0.2mm, and its standard white PLA filament. I also tested 0.1mm Layerheight with a carabiner
but the Infill broke apart, so 0.15mm is the minimum with 0,4mm Nozzle.
Settings:
0,2mm Layer height
140% Layerwidth
1,2mm Retraction / 40mm/s
The squares are in 0.3 layer height, the rest in 0.2mm, and its standard white PLA filament. I also tested 0.1mm Layerheight with a carabiner
but the Infill broke apart, so 0.15mm is the minimum with 0,4mm Nozzle.
Settings:
0,2mm Layer height
140% Layerwidth
1,2mm Retraction / 40mm/s
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] July 10, 2013 01:02PM |
Registered: 11 years ago Posts: 67 |
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] July 11, 2013 09:20AM |
Registered: 11 years ago Posts: 118 |
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] July 11, 2013 08:35PM |
Registered: 12 years ago Posts: 177 |
Nophead
Yup, agree, the ambiguity is a total mess. We run our dimensions wide enough that you can feed true 3mm filament in our hotends, as well as 2.85mm. It's lame that there can't be a proper agreement that 3mm is ... well..... 3mm? It's not like this is a difficult concept really....
Swoozle
Thanks for the feedback, happy that you are up and printing well. It is indeed an exciting time to be in this field!
uGen
Seems odd that the cart was just below 6, and the hole was bang on six, but it didnt fit! Witchcraft?! Glad you got it sorted. Just to double check as there have been some badly sized heaters going around recently - if you pull back the red sleeving near the cartridge and look at the two wires below - Good heaters are insulated with woven glass fibre sleeves, bad ones are insulated with PTFE (waxy white tubing). Good job on getting it to go together in the end.
drawcut
No ETA at present. We just don't have time to do assembly right now. It's something we are trying to sort out. But employing people is full of red tape in the UK. We desperately want to give someone a job, but it's such a massive pain to do so. Will keep things updated in here if things change.
Hendo420
Good to hear from you! I hate it when "life" gets in the way of reprap! Glad to read your edit saying that you are running well. Keep me updated on how that goes. The thermistors are pretty decent ones, from EPCOS who are a reputable company, it would surprise me if they were that far off. Could there be something odd in your wiring? Very long wires? Odd contacts? Peculiar game all round. I am happy to do a third replacement to absolutely nail this coffin shut if you would be able to post me back your other maybe-faulty hotends for analysis. I am really keen to gather data on how this weird little incident with the sudden jamming of a few hotends from a specific batch actually occurred so I can stop it ever happening again.
MRC
Awesome prints. Really awesome. Good work!
Simba
It's a 1/8th BSPP push-fit connector made of delrin which is a very low friction polymer. The inside shape is nice and tapered and smooth which allows filament to pass through without any snagging which I have found happens on a lot of push-fittings I have tested. They screw directly into the top of the bowden version of the hotend to provide a nice neat way to secure a bowden tube extremely securely in a compact neat way.
Cheers!
Sanjay
Yup, agree, the ambiguity is a total mess. We run our dimensions wide enough that you can feed true 3mm filament in our hotends, as well as 2.85mm. It's lame that there can't be a proper agreement that 3mm is ... well..... 3mm? It's not like this is a difficult concept really....
Swoozle
Thanks for the feedback, happy that you are up and printing well. It is indeed an exciting time to be in this field!
uGen
Seems odd that the cart was just below 6, and the hole was bang on six, but it didnt fit! Witchcraft?! Glad you got it sorted. Just to double check as there have been some badly sized heaters going around recently - if you pull back the red sleeving near the cartridge and look at the two wires below - Good heaters are insulated with woven glass fibre sleeves, bad ones are insulated with PTFE (waxy white tubing). Good job on getting it to go together in the end.
drawcut
No ETA at present. We just don't have time to do assembly right now. It's something we are trying to sort out. But employing people is full of red tape in the UK. We desperately want to give someone a job, but it's such a massive pain to do so. Will keep things updated in here if things change.
Hendo420
Good to hear from you! I hate it when "life" gets in the way of reprap! Glad to read your edit saying that you are running well. Keep me updated on how that goes. The thermistors are pretty decent ones, from EPCOS who are a reputable company, it would surprise me if they were that far off. Could there be something odd in your wiring? Very long wires? Odd contacts? Peculiar game all round. I am happy to do a third replacement to absolutely nail this coffin shut if you would be able to post me back your other maybe-faulty hotends for analysis. I am really keen to gather data on how this weird little incident with the sudden jamming of a few hotends from a specific batch actually occurred so I can stop it ever happening again.
MRC
Awesome prints. Really awesome. Good work!
Simba
It's a 1/8th BSPP push-fit connector made of delrin which is a very low friction polymer. The inside shape is nice and tapered and smooth which allows filament to pass through without any snagging which I have found happens on a lot of push-fittings I have tested. They screw directly into the top of the bowden version of the hotend to provide a nice neat way to secure a bowden tube extremely securely in a compact neat way.
Cheers!
Sanjay
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] July 12, 2013 05:15AM |
Registered: 10 years ago Posts: 16 |
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] July 12, 2013 05:55AM |
Registered: 11 years ago Posts: 490 |
@Sanjay: That was rather confusing for me, but in the end, I attributed it to the open front end of the cartridge being irregular or that the filling has swollen out of the cartridge in one or two places. The marring traces inside the 6mm bore at least suggest this hypothesis.
Just when I noticed it not fitting easily, I checked the resistance - somewhere around 4 Ohms if I remember correctly, so the cartridge seems to be a correct one, but I will have a look at the insulators again. Thanks for the tip!
The first prints look awesome with this hot end. Didn't know that the top surface of a FFF part can be this smooth. The hot end I used before had a rather conical tip and didn't flatten the filament tracks, but it is rather astonishing how much of a difference the nozzle design makes.
It also doesn't tend to ooze as much as my old nozzle when printing with ABS. Quit nice that I can just heat the printer up and start a print without endlessly removing drool before the nozzle reaches the bed.
Just when I noticed it not fitting easily, I checked the resistance - somewhere around 4 Ohms if I remember correctly, so the cartridge seems to be a correct one, but I will have a look at the insulators again. Thanks for the tip!
The first prints look awesome with this hot end. Didn't know that the top surface of a FFF part can be this smooth. The hot end I used before had a rather conical tip and didn't flatten the filament tracks, but it is rather astonishing how much of a difference the nozzle design makes.
It also doesn't tend to ooze as much as my old nozzle when printing with ABS. Quit nice that I can just heat the printer up and start a print without endlessly removing drool before the nozzle reaches the bed.
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] July 12, 2013 06:40PM |
Registered: 10 years ago Posts: 16 |
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] July 12, 2013 06:44PM |
Registered: 11 years ago Posts: 482 |
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] July 16, 2013 04:28PM |
Registered: 12 years ago Posts: 177 |
Hi all,
Mike1986
I can't tell for sure - but makerfarm list their extruder being a standard "Gregs Hinged Accessible Extruder" which should absolutely work with the E3Dv5 without issue. However without one in front of me it's not really possible to tell 100% - so I suppose the answer is "probably yes".
uGen
Glad to hear you are getting on well with the hotend now! Glad you like it and are getting good results. Especially the top surface finish which has been carefully tweaked to be "just right" by changing the nozzle tip geometry slightly. I suppose the approach taken with the whole thing was a bit inspired by the UK olympic cycling massive success called "marginal gains"
The whole philosophy is that every tiny bit of the hotend can improved and optimised to be "just right" - during the transition from v4 to v4.1 we changed the nozzle chamfer angle a little bit - details under the downloads page of our site. This little change really makes a difference in how the printed trace gets laid down and how much heat is radiated towards the print - thus the top-surface finish of the printed part. The length of the small diameter portion of the nozzle has also been tweaked and calculated precisely to minimise ooze while allowing for fast printing. It's the tiny details added together that make a difference.
Furthermore it's the feedback we get in these forums and threads like this that highlight areas for improvement which in turn helps us produce what people want/need.
Simba
Just to be pendantic: The nozzle itself isn't stainless, it's brass, but the heat-break where the filament transitions from cold to hot is stainless.
We operate on a principle a little different from how the Prusa/Trinitylabs hotends work, and also a little different from how Nopheads original stainless designs worked too. We don't rely on a long tube to stop heat conduction, we use a short thin tube that means the plastic goes from cold to hot in a very small length. This relies on the active cooling of the fan. With this method the amount of "gummy" filament in the break is made very very small, which means the amount the filament sticks to the wall in its gummy state is also very low.
A taper or a shoulder-break is something we have considered, but ultimately not found to be needed for this particular way of managing the transition of the plastic from hot to cold.
Another benefit of going from hot to cold very rapidly is that it seems to increase precision of extrusion quite dramatically. My personal theory on this is that any "gummy" section of filament inherently acts like a spring, absorbing and delaying extrusion forces exerted by the extruder motor via the hob. Reducing the length of "gummy" filament reduces this delaying/absorbing effect.
Comments on why I am wrong about my gummy/force absorbtion theory welcomed!
Cheers,
Sanjay
I Design/Sell all-metal hotends. My company is called e3d-online - you can buy at [www.e3d-online.com]
Mike1986
I can't tell for sure - but makerfarm list their extruder being a standard "Gregs Hinged Accessible Extruder" which should absolutely work with the E3Dv5 without issue. However without one in front of me it's not really possible to tell 100% - so I suppose the answer is "probably yes".
uGen
Glad to hear you are getting on well with the hotend now! Glad you like it and are getting good results. Especially the top surface finish which has been carefully tweaked to be "just right" by changing the nozzle tip geometry slightly. I suppose the approach taken with the whole thing was a bit inspired by the UK olympic cycling massive success called "marginal gains"
Quote
Marginal Gains
"breaking down and identifying every tiny aspect of an athlete's performance and then making just a 1% improvement in each area the athlete's overall performance can be significantly enhanced."
The whole philosophy is that every tiny bit of the hotend can improved and optimised to be "just right" - during the transition from v4 to v4.1 we changed the nozzle chamfer angle a little bit - details under the downloads page of our site. This little change really makes a difference in how the printed trace gets laid down and how much heat is radiated towards the print - thus the top-surface finish of the printed part. The length of the small diameter portion of the nozzle has also been tweaked and calculated precisely to minimise ooze while allowing for fast printing. It's the tiny details added together that make a difference.
Furthermore it's the feedback we get in these forums and threads like this that highlight areas for improvement which in turn helps us produce what people want/need.
Simba
Just to be pendantic: The nozzle itself isn't stainless, it's brass, but the heat-break where the filament transitions from cold to hot is stainless.
We operate on a principle a little different from how the Prusa/Trinitylabs hotends work, and also a little different from how Nopheads original stainless designs worked too. We don't rely on a long tube to stop heat conduction, we use a short thin tube that means the plastic goes from cold to hot in a very small length. This relies on the active cooling of the fan. With this method the amount of "gummy" filament in the break is made very very small, which means the amount the filament sticks to the wall in its gummy state is also very low.
A taper or a shoulder-break is something we have considered, but ultimately not found to be needed for this particular way of managing the transition of the plastic from hot to cold.
Another benefit of going from hot to cold very rapidly is that it seems to increase precision of extrusion quite dramatically. My personal theory on this is that any "gummy" section of filament inherently acts like a spring, absorbing and delaying extrusion forces exerted by the extruder motor via the hob. Reducing the length of "gummy" filament reduces this delaying/absorbing effect.
Comments on why I am wrong about my gummy/force absorbtion theory welcomed!
Cheers,
Sanjay
I Design/Sell all-metal hotends. My company is called e3d-online - you can buy at [www.e3d-online.com]
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] July 16, 2013 04:56PM |
Admin Registered: 17 years ago Posts: 7,879 |
Although my hot end had a long stainless tube it has a short thermal break because the upper part is surrounded by a thick aluminium tube that takes the heat away to the Z carriage which is a massive slab of aluminium and the lower part is in the aluminium heater block. The transition is over about 5mm where it is very thin and tapered. The stainless tube goes all the way to the top inside the aluminium to avoid a seam.
The version that I used to show that a taper was important had a transition zone about 10mm with a heatsink and fan above that.
I am not sure how springy the gummy section is when it is constrained by a tube. I.e. when you push on a block of rubber it gets thinner by becoming wider. How much firmer is if it is constrained so it can't get wider? And how springy is the plug compared to the liquid section?
Edited 1 time(s). Last edit at 07/16/2013 04:56PM by nophead.
[www.hydraraptor.blogspot.com]
The version that I used to show that a taper was important had a transition zone about 10mm with a heatsink and fan above that.
I am not sure how springy the gummy section is when it is constrained by a tube. I.e. when you push on a block of rubber it gets thinner by becoming wider. How much firmer is if it is constrained so it can't get wider? And how springy is the plug compared to the liquid section?
Edited 1 time(s). Last edit at 07/16/2013 04:56PM by nophead.
[www.hydraraptor.blogspot.com]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Sorry, only registered users may post in this forum.