Update on the E3D All Metal Hotend (Now finally shipping!)  [Lots of pictures]
[Lots of pictures]
Posted by SanjayM
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] February 23, 2014 09:31AM |
Registered: 12 years ago Posts: 64 |
Quote
SanjayM
Patents
I'm completely unphased by the whole patent debacle here - we are lucky enough that we know some of the best patent solicitors here in the UK purely by personal connection. I did see the afinia case, particularly the "Thin wall tube" patent. They pretty much laughed at the patent as being incredibly narrow in it's scope - in particular regarding specific dimensions and materials. These dimensions and materials are not congruent with what we sell, and our product is quite different concept to the stratsys product described in patent.
The most key point here is that the "thin wall" is mandated in the stratasys patent as an area to increase conduction of heat in the melt zone. The thin walled tube is used in the heater block, so that heat can penetrate the thin walls effectively.
Trying to retroactively pin the use of a heatbreak with this patent is entirely erroneous when stratasys' patent applies to the "melt zone" in the design, not the "transition zone" that in an E3D nozzle has a thin wall.
TLR = Patent is crap, I'm not fussed.
crispy1
0.5mm is a pretty obvious and lacking nozzle size, I see no reason we shouldn't have these up for sale. We'll get those in stock - thanks for your input.
Thanks for your opinion on this. It is indeed a relief.
By the way, is the inside of the steel tube polished or is it just reamed? I can imagine that tapering or reaming provides better surface quality and would further reduce the stickiness of soft plastic to the walls. Polishing may be even better...
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] February 23, 2014 10:21AM |
Registered: 11 years ago Posts: 46 |
Quote
tjb1
Quote
plexus
Quote
SanjayM
[snip...]
Recently I've been doing some statistical analysis of how problems occur and it has become clear that almost all issues surrounding jamming happen in 1.75mm versions, with most (80%+) of those problems being in 1.75mm Bowden systems. [snip...]
Just don't drop support for 3mm like so many other companies. 3mm is far superior to 1.75 and its not surprising to see your stats on this. I wish more people would request shops carry 3mm supplies because 3mm should be more prevalent when you consider its superior parameters for 3D FFF printing. I suppose if you are running direct drive multiple extruders you might be forced to go with 1.75 but in most other use cases 3mm is better. E3D's support of 3mm is why I decided on the hot end and its been working great!
Far superior huh? In what way?
3mm requires more torque than 1.75 which can be accomplished with a gear drive, either external as in a Wade or internal as part of the motor. The gearing allows the motor to generally run cooler. 3mm also requires less turns of the motor to get the same amount of material through. 1.75 allows easier use of a direct drive extruder however generally the motor will require a fan to cool it. that means more stuff to wire into the printer and more noise and a away to mount the fan. There are some benefits to a direct drive extruder but its much easier and less costly to run 3mm in a Wade type extruder. The only reason a direct drive is "better" is if the printer has a problem with using a Wade type and if that's the case, there might be something amiss with the design of the printer, unless its some kind of design that requires slightly less weight. A direct drive extruder can not run 3mm reliably unless gearing is implemented. A Wade type can run both diameters. So the better bet is a Wade type which can support both 1.75 and 3mm, allowing less motor stress and wear, no motor cooling fan. Running 3mm in a Wade type gives the least amount of stress to the motor and extruder than 1.75. 1.75 might "win" if we are talking about a multi-extruder set up. Generally 3mm has more benefits than 1.75 especially in single extruder set ups. Of course people have their own personal experiences, but in general this is the case.
Edited 1 time(s). Last edit at 02/23/2014 10:23AM by plexus.
[www.printrbottalk.com] Printrbot Forum and Wiki
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] February 23, 2014 11:43AM |
Registered: 13 years ago Posts: 2,947 |
Quote
plexus
Quote
tjb1
Quote
plexus
Quote
SanjayM
[snip...]
Recently I've been doing some statistical analysis of how problems occur and it has become clear that almost all issues surrounding jamming happen in 1.75mm versions, with most (80%+) of those problems being in 1.75mm Bowden systems. [snip...]
Just don't drop support for 3mm like so many other companies. 3mm is far superior to 1.75 and its not surprising to see your stats on this. I wish more people would request shops carry 3mm supplies because 3mm should be more prevalent when you consider its superior parameters for 3D FFF printing. I suppose if you are running direct drive multiple extruders you might be forced to go with 1.75 but in most other use cases 3mm is better. E3D's support of 3mm is why I decided on the hot end and its been working great!
Far superior huh? In what way?
3mm requires more torque than 1.75 which can be accomplished with a gear drive, either external as in a Wade or internal as part of the motor. The gearing allows the motor to generally run cooler. 3mm also requires less turns of the motor to get the same amount of material through. 1.75 allows easier use of a direct drive extruder however generally the motor will require a fan to cool it. that means more stuff to wire into the printer and more noise and a away to mount the fan. There are some benefits to a direct drive extruder but its much easier and less costly to run 3mm in a Wade type extruder. The only reason a direct drive is "better" is if the printer has a problem with using a Wade type and if that's the case, there might be something amiss with the design of the printer, unless its some kind of design that requires slightly less weight. A direct drive extruder can not run 3mm reliably unless gearing is implemented. A Wade type can run both diameters. So the better bet is a Wade type which can support both 1.75 and 3mm, allowing less motor stress and wear, no motor cooling fan. Running 3mm in a Wade type gives the least amount of stress to the motor and extruder than 1.75. 1.75 might "win" if we are talking about a multi-extruder set up. Generally 3mm has more benefits than 1.75 especially in single extruder set ups. Of course people have their own personal experiences, but in general this is the case.
I agree completely.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] February 23, 2014 12:15PM |
Registered: 11 years ago Posts: 117 |
How do you explain there being less stress to the motor with 3mm filament? Also, 1.75 mm filament will usually give you better volumetric extrusion accuracy. The diameter accuracy in both is usually about the same, but the area is calculated with a second power of radius.. I agree with Sanjay that keeping both models is good, because of the flexible filaments.
Edited 2 time(s). Last edit at 02/23/2014 12:16PM by jkoljo.
Edited 2 time(s). Last edit at 02/23/2014 12:16PM by jkoljo.
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] February 23, 2014 03:12PM |
Registered: 11 years ago Posts: 46 |
Quote
jkoljo
How do you explain there being less stress to the motor with 3mm filament? Also, 1.75 mm filament will usually give you better volumetric extrusion accuracy. The diameter accuracy in both is usually about the same, but the area is calculated with a second power of radius.. I agree with Sanjay that keeping both models is good, because of the flexible filaments.
Hi Jkoljo. think of filament as being steel cable: its harder to pull thick steel cable off a spool than thinner steel cable because the thicker stuff is less flexible. so the motor needs more torque to pull the thicker material off the reel. this is why we have to use a geared extruder to get more torque from the motor, in exchange for speed. 1.75 is easier to pull off so you can use a direct drive extruder however you have to cool the motor because now the motor is going to spinning faster. this requires more power from the electronics and the motor will heat and require active cooling. there are some benefits to a direct drive extruder but from my perspective they are mostly aesthetic and not really benefits.
As for the claim of more accurate volumetric extrusion, this was initially a claim but I have yet to see proof that this matters. I have tried tests with both and see no difference. and with the E3D extruder which has a very narrow filament path down to the nozzle aperture, there will be no benefit to 1.75 over 3mm. if we required accuracy at very tiny amount of extrusion, perhaps, but with the kind of extrusion we typically use in FFF, there is no benefit.
There is no benefit of 1.75 over 3mm but there are benefits of 3mm over 1.75. unfortunately those that sell these things are tending to focus on 1.75 and some even only sell 1.75. its very unfortunate. it reminds me of the VHS vs Beta video tape format where where VHS won just because the industry pushed it harder than Beta, even though Beta had way better picture quality.
I am trying to get people to stop buying into this 1.75 kool-aid. i have had to set up my extruder to make for easy hot end changes and got myself a 1.75 and 3mm E3D hot end. i use the 1.75 only when I have to for materials I cant get in 3mm.
[www.printrbottalk.com] Printrbot Forum and Wiki
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] February 23, 2014 03:28PM |
Registered: 10 years ago Posts: 553 |
That makes me reconsider selling the huge box of 3mm abs I have...
greghoge.com
HUGE 3D PRINTER PARTS SALE!!!
greghoge.com
HUGE 3D PRINTER PARTS SALE!!!
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] February 23, 2014 03:31PM |
Registered: 11 years ago Posts: 46 |
Quote
gmh39
That makes me reconsider selling the huge box of 3mm abs I have...
Don't believe the hype. Insist on 3mm and definitely keep that 3mm filament (or give it to me
[www.printrbottalk.com] Printrbot Forum and Wiki
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] February 23, 2014 04:28PM |
Registered: 11 years ago Posts: 210 |
Quote
plexus
Hi Jkoljo. think of filament as being steel cable: its harder to pull thick steel cable off a spool than thinner steel cable because the thicker stuff is less flexible. so the motor needs more torque to pull the thicker material off the reel. this is why we have to use a geared extruder to get more torque from the motor, in exchange for speed. 1.75 is easier to pull off so you can use a direct drive extruder however you have to cool the motor because now the motor is going to spinning faster. this requires more power from the electronics and the motor will heat and require active cooling. there are some benefits to a direct drive extruder but from my perspective they are mostly aesthetic and not really benefits.
As for the claim of more accurate volumetric extrusion, this was initially a claim but I have yet to see proof that this matters. I have tried tests with both and see no difference. and with the E3D extruder which has a very narrow filament path down to the nozzle aperture, there will be no benefit to 1.75 over 3mm. if we required accuracy at very tiny amount of extrusion, perhaps, but with the kind of extrusion we typically use in FFF, there is no benefit.
There is no benefit of 1.75 over 3mm but there are benefits of 3mm over 1.75. unfortunately those that sell these things are tending to focus on 1.75 and some even only sell 1.75. its very unfortunate. it reminds me of the VHS vs Beta video tape format where where VHS won just because the industry pushed it harder than Beta, even though Beta had way better picture quality.
I am trying to get people to stop buying into this 1.75 kool-aid. i have had to set up my extruder to make for easy hot end changes and got myself a 1.75 and 3mm E3D hot end. i use the 1.75 only when I have to for materials I cant get in 3mm.
You're wrong on so many fronts I don't know where to start. I guess I'll work chronologically through your post.
First of all, the extruder isn't working to pull the filament off the spool. The work being performed is forcing the melted polymer through the nozzle. 3mm requires about 3x the force of 1.75mm, as it has about 3x more area and pressure is constant for a given flow rate and nozzle size. Of course I am neglecting viscous drag, but that is worse for 3mm also as it has more surface area in the melt zone.
You're also wrong about there being no benefits to 1.75. A direct drive extruder is lighter and cheaper, no printed gears to fool with, fewer printed parts. It is also more compact. 1.75mm filament is also more flexible, more easily routed through compact spaces and enclosures.
I'm not saying one is better than the other, but to say there are no advantages to 1.75mm is to be blind.
Edited 2 time(s). Last edit at 02/23/2014 04:29PM by greenman100.
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] February 23, 2014 04:34PM |
Registered: 11 years ago Posts: 46 |
Quote
greenman100
Quote
plexus
Hi Jkoljo. think of filament as being steel cable: its harder to pull thick steel cable off a spool than thinner steel cable because the thicker stuff is less flexible. so the motor needs more torque to pull the thicker material off the reel. this is why we have to use a geared extruder to get more torque from the motor, in exchange for speed. 1.75 is easier to pull off so you can use a direct drive extruder however you have to cool the motor because now the motor is going to spinning faster. this requires more power from the electronics and the motor will heat and require active cooling. there are some benefits to a direct drive extruder but from my perspective they are mostly aesthetic and not really benefits.
As for the claim of more accurate volumetric extrusion, this was initially a claim but I have yet to see proof that this matters. I have tried tests with both and see no difference. and with the E3D extruder which has a very narrow filament path down to the nozzle aperture, there will be no benefit to 1.75 over 3mm. if we required accuracy at very tiny amount of extrusion, perhaps, but with the kind of extrusion we typically use in FFF, there is no benefit.
There is no benefit of 1.75 over 3mm but there are benefits of 3mm over 1.75. unfortunately those that sell these things are tending to focus on 1.75 and some even only sell 1.75. its very unfortunate. it reminds me of the VHS vs Beta video tape format where where VHS won just because the industry pushed it harder than Beta, even though Beta had way better picture quality.
I am trying to get people to stop buying into this 1.75 kool-aid. i have had to set up my extruder to make for easy hot end changes and got myself a 1.75 and 3mm E3D hot end. i use the 1.75 only when I have to for materials I cant get in 3mm.
You're wrong on so many fronts I don't know where to start. I guess I'll work chronologically through your post.
First of all, the extruder isn't working to pull the filament off the spool. The work being performed is forcing the melted polymer through the nozzle. 3mm requires about 3x the force of 1.75mm, as it has about 3x more area and pressure is constant for a given flow rate and nozzle size. Of course I am neglecting viscous drag, but that is worse for 3mm also as it has more surface area in the melt zone.
You're also wrong about there being no benefits to 1.75. A direct drive extruder is lighter and cheaper, no printed gears to fool with, fewer printed parts. It is also more compact. 1.75mm filament is also more flexible, more easily routed through compact spaces and enclosures.
I'm not saying one is better than the other, but to say there are no advantages to 1.75mm is to be blind.
Yes I keep forgetting about the rheology of the filament in the hot end and yes that is the source of the back force that requires more torque.
As for "being blind", have weighed a direct drive extruder compared to a well designed gear type? there is minimal weight difference. in over 2 years of running the same printed gears on my extruder, I have not had any issues with gears. gears are not a bad thing - they convert speed to torque and are useful in anything that moves. I agree a direct drive is more aesthetically pleasing however this is not a priority. Maybe it is for you in which case enjoy your 1.75. For me and from my experiences running both diameters with both geared and direct and multiple types of hot ends, 3mm is the clear winner in terms of reliability, east of use and less stress on the printer.
Further, manufacturing errors in the diameter of the filament are going to have almost 50% less effect on the extruded output. The thicker filament binds less which reduces re-printing and time trying fix the issue. Some materials don't print well without managing the back pressure, with 1.75 and PETT you have to no less than a 0.6mm nozzle (typically) but with 3mm you can go down to 0.4mm. And 3mm is less affected by heat (from a direct drive extruder). If you really want to go to town, use 3mm on a direct drive with a geared stepper that way you get the benefits of both.
Edited 1 time(s). Last edit at 02/23/2014 04:40PM by plexus.
[www.printrbottalk.com] Printrbot Forum and Wiki
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] February 23, 2014 05:05PM |
Registered: 11 years ago Posts: 117 |
Well, true, gears are not bad. I am using a geared extruder and 1.75 mm filament, and the extrusion accuracy is very good. My extruder stepper does not run too fast, or need additional cooling. The reliability is not much different with geared extruders, whereas with especially bowden fed systems the 1.75 mm stuff is a clear winner.
Less stress with 3 mm? I have to disagree. As discussed earlier, 1.75 mm filament takes less force to extrude. And as I mentioned, smaller filament is more forgiving when it comes to diameter accuracy, making volumetric extrusion more accurate. So how did you calculate your 50% number?
Less stress with 3 mm? I have to disagree. As discussed earlier, 1.75 mm filament takes less force to extrude. And as I mentioned, smaller filament is more forgiving when it comes to diameter accuracy, making volumetric extrusion more accurate. So how did you calculate your 50% number?
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] February 23, 2014 05:18PM |
Registered: 13 years ago Posts: 2,947 |
Quote
jkoljo
whereas with especially bowden fed systems the 1.75 mm stuff is a clear winner.
No way. Even E3D says 80% of the problems are with 1.75 and Bowden. It is by far the loser with a Bowden. I only run Bowden systems and 3mm is great. I can retract and unretract 5mm at 47mm/s with acceleration of 10,000mm/s^2 and never have to worry about filament buckling or breaking.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] February 23, 2014 05:20PM |
Registered: 11 years ago Posts: 46 |
You just have to face it. 3mm has more benefits than 1.75. Yes its thinner and cuter lol but its over-all inferior to 3mm.
[www.printrbottalk.com] Printrbot Forum and Wiki
[www.printrbottalk.com] Printrbot Forum and Wiki
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] February 23, 2014 05:21PM |
Registered: 11 years ago Posts: 117 |
Humm, yeah, with a good extruder design and a lot of force it probably is better. But the systems I have seen have had quite a lot of problems with filament slipping or chewing. The hysteresis will be worse with 1.75 mm for sure.
I would not say 1.75 mm is overall inferior, though.
Edited 1 time(s). Last edit at 02/23/2014 05:22PM by jkoljo.
I would not say 1.75 mm is overall inferior, though.
Edited 1 time(s). Last edit at 02/23/2014 05:22PM by jkoljo.
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] February 23, 2014 06:16PM |
Registered: 10 years ago Posts: 2 |
Quote
jkoljo
(snip)
And as I mentioned, smaller filament is more forgiving when it comes to diameter accuracy, making volumetric extrusion more accurate. So how did you calculate your 50% number?
This part I don't get. Most of the filament specifications I have come across claim diameter tolerance of +/- 0.1mm for both 3mm and 1.75mm filament. A 0.1mm variation in diameter will give you a greater error in volume per unit length for 1.75mm filament than 3.0 mm filament.
cross sectional area ratios: (pi left off since it cancels out)
((1.75 + 0.1)/2)^2/(1.75/2)^2 = 1.117
((3 + 0.1)/2)^2/(3/2)^2 = 1.067
From the above 1.75mm filament has 5% greater volume per unit length tolerance than 3mm with the same diameter tolerance.
Am I missing something here? This seems to be an easily quantifiable metric in which 1.75mm is worse.
So far about the only 'good' reason that I have come across is that the lower force required allows the use of a simpler/smaller direct extruder.
I'm new to 3d printing (I have a mendel90 that uses 3mm), and as I consider experimenting with other hot ends I need to decide whether to stick with 3mm or go with 1.75. At the end of the day,
my decision may not be made on technical merit, but on availability of filament.
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] February 23, 2014 06:22PM |
Registered: 11 years ago Posts: 46 |
Quote
royfranz
[nip...] At the end of the day,
my decision may not be made on technical merit, but on availability of filament.
This is why I implore people to go with 3mm. If you concede to 1.75 then we will lose out on the better format for 3D printing. having to deal with filament jams is not just inconvenient. imagine a jam 6 hours into an 8 hour print that weighs 1/2 a spool of material. waste and cost. I am not letting all the sellers I know that I am sticking to 3mm and I will support companies that support 3mm and not support those that do not.
[www.printrbottalk.com] Printrbot Forum and Wiki
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] February 23, 2014 07:35PM |
Admin Registered: 11 years ago Posts: 1,063 |
people get far too passionate about the 3mm vs 1.75mm debate and the diameter consistency argument, truth is most of it is hot air and argument over opinion with little to none actual experience
the reality is that it comes down to the right tool for the job, i still see a lot of people "cheaping out" on extruder and hotend components and trying to get what i consider crazy amounts of speed out of them then wondering why it's not reliable...
i typically use the cheapest lowest quality 1.75mm filament i can get my hands on mainly for hotend testing and my production style printing activities, most of this filament has a diameter that goes from 1.55mm to 1.9mm and some spools aren't necessarily all in one length but it's dirt cheap (sometimes with free dirt)
and i still consistantly get results like this:
at the beginning of this print the filament diameter was 1.57mm and at the end 1.79mm and throughout the print i measured up to 1.85mm , while the maths and debate over the difference is mostly correct the practical reality is that it the effect it has on the print is well outweighed by other factors like machine rigidity quality of the bearings ... etc if you know where to look in that image you'll see some* effect from the diameter variance but 90% just won't see it,
like it or not 1.75mm will become the standard size, 3mm eventually won't be available (a lot of suppliers in australia have stopped carrying it)
the reality is that it comes down to the right tool for the job, i still see a lot of people "cheaping out" on extruder and hotend components and trying to get what i consider crazy amounts of speed out of them then wondering why it's not reliable...
i typically use the cheapest lowest quality 1.75mm filament i can get my hands on mainly for hotend testing and my production style printing activities, most of this filament has a diameter that goes from 1.55mm to 1.9mm and some spools aren't necessarily all in one length but it's dirt cheap (sometimes with free dirt)
and i still consistantly get results like this:

at the beginning of this print the filament diameter was 1.57mm and at the end 1.79mm and throughout the print i measured up to 1.85mm , while the maths and debate over the difference is mostly correct the practical reality is that it the effect it has on the print is well outweighed by other factors like machine rigidity quality of the bearings ... etc if you know where to look in that image you'll see some* effect from the diameter variance but 90% just won't see it,
like it or not 1.75mm will become the standard size, 3mm eventually won't be available (a lot of suppliers in australia have stopped carrying it)
-=( blog )=- -=( thingiverse )=- -=( 3Dindustries )=- -=( Aluhotend - mostly metal hotend)=--=( Facebook )=-
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] February 23, 2014 07:47PM |
Registered: 13 years ago Posts: 2,947 |
Quote
thejollygrimreaper
like it or not 1.75mm will become the standard size, 3mm eventually won't be available (a lot of suppliers in australia have stopped carrying it)
Not true. The reason we started using 3mm is because the big companies used it. The reason 1.75 came to market is because Chinese made Up printers used it because of either it being more proprietary and they were the only supplier for their machines and/or because it made their extruder cheaper with no gears. Either way it was about profit. Further more when I looked into having filament made most places that made welding rod could only go down to 3mm without retooling.
So in the end we will have the big expensive machines running 3mm and suppliers with experience and capabilities to make 3mm. Then we have home made filament where it seems easier to make 3mm. Lastly is if the manufacturer sell 3mm for the same price as 1.75 then 3mm has a higher profit because it takes less time to extrude.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] February 23, 2014 08:38PM |
Admin Registered: 11 years ago Posts: 1,063 |
Quote
Sublime
Quote
thejollygrimreaper
like it or not 1.75mm will become the standard size, 3mm eventually won't be available (a lot of suppliers in australia have stopped carrying it)
Not true. The reason we started using 3mm is because the big companies used it. The reason 1.75 came to market is because Chinese made Up printers used it because of either it being more proprietary and they were the only supplier for their machines and/or because it made their extruder cheaper with no gears. Either way it was about profit. Further more when I looked into having filament made most places that made welding rod could only go down to 3mm without retooling.
So in the end we will have the big expensive machines running 3mm and suppliers with experience and capabilities to make 3mm. Then we have home made filament where it seems easier to make 3mm. Lastly is if the manufacturer sell 3mm for the same price as 1.75 then 3mm has a higher profit because it takes less time to extrude.
then why is 3mm not as available of not more than 1.75mm, and at a noticeably lower price?
Edited 1 time(s). Last edit at 02/23/2014 08:38PM by thejollygrimreaper.
-=( blog )=- -=( thingiverse )=- -=( 3Dindustries )=- -=( Aluhotend - mostly metal hotend)=--=( Facebook )=-
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] February 23, 2014 09:17PM |
Registered: 13 years ago Posts: 2,947 |
Quote
thejollygrimreaper
Quote
Sublime
Quote
thejollygrimreaper
like it or not 1.75mm will become the standard size, 3mm eventually won't be available (a lot of suppliers in australia have stopped carrying it)
Not true. The reason we started using 3mm is because the big companies used it. The reason 1.75 came to market is because Chinese made Up printers used it because of either it being more proprietary and they were the only supplier for their machines and/or because it made their extruder cheaper with no gears. Either way it was about profit. Further more when I looked into having filament made most places that made welding rod could only go down to 3mm without retooling.
So in the end we will have the big expensive machines running 3mm and suppliers with experience and capabilities to make 3mm. Then we have home made filament where it seems easier to make 3mm. Lastly is if the manufacturer sell 3mm for the same price as 1.75 then 3mm has a higher profit because it takes less time to extrude.
then why is 3mm not as available of not more than 1.75mm, and at a noticeably lower price?
1.75 is available at more places because most of the retail (profit oriented) machines run 1.75, not because it is better, but because consumers buy it. It costs the same because the Chinese suppliers changed the way filament is priced. Back when 1.75 was new it was a couple of dollars more per pound. Then the Chinese suppliers started selling it at the same price so the other companies started pricing them the same but not by lowering the price of 1.75 but instead by increasing the price of 3mm. Back when I started 3mm PLA from Ultimachine was 10/pound and now it is 20+ per pound and all overnight. Literally overnight, one day I looked and then the next day I was going to order and the price had doubled.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] February 23, 2014 10:01PM |
Registered: 10 years ago Posts: 553 |
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] February 23, 2014 10:24PM |
Admin Registered: 11 years ago Posts: 1,063 |
Quote
gmh39
Solution:
Buy a filament extruder.
i plan to, i want 1mm - 1.25mm filament filament
-=( blog )=- -=( thingiverse )=- -=( 3Dindustries )=- -=( Aluhotend - mostly metal hotend)=--=( Facebook )=-
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] February 25, 2014 01:17PM |
Registered: 10 years ago Posts: 553 |
Quote
plexus
Quote
tjb1
Quote
plexus
Quote
SanjayM
[snip...]
Recently I've been doing some statistical analysis of how problems occur and it has become clear that almost all issues surrounding jamming happen in 1.75mm versions, with most (80%+) of those problems being in 1.75mm Bowden systems. [snip...]
Just don't drop support for 3mm like so many other companies. 3mm is far superior to 1.75 and its not surprising to see your stats on this. I wish more people would request shops carry 3mm supplies because 3mm should be more prevalent when you consider its superior parameters for 3D FFF printing. I suppose if you are running direct drive multiple extruders you might be forced to go with 1.75 but in most other use cases 3mm is better. E3D's support of 3mm is why I decided on the hot end and its been working great!
Far superior huh? In what way?
3mm requires more torque than 1.75 which can be accomplished with a gear drive, either external as in a Wade or internal as part of the motor. The gearing allows the motor to generally run cooler. 3mm also requires less turns of the motor to get the same amount of material through. 1.75 allows easier use of a direct drive extruder however generally the motor will require a fan to cool it. that means more stuff to wire into the printer and more noise and a away to mount the fan. There are some benefits to a direct drive extruder but its much easier and less costly to run 3mm in a Wade type extruder. The only reason a direct drive is "better" is if the printer has a problem with using a Wade type and if that's the case, there might be something amiss with the design of the printer, unless its some kind of design that requires slightly less weight. A direct drive extruder can not run 3mm reliably unless gearing is implemented. A Wade type can run both diameters. So the better bet is a Wade type which can support both 1.75 and 3mm, allowing less motor stress and wear, no motor cooling fan. Running 3mm in a Wade type gives the least amount of stress to the motor and extruder than 1.75. 1.75 might "win" if we are talking about a multi-extruder set up. Generally 3mm has more benefits than 1.75 especially in single extruder set ups. Of course people have their own personal experiences, but in general this is the case.
So you gear a 1.75 extruder and now they are equal...your argument makes no sense unless I didn't see the rule where you aren't allowed to gear an extruder running 1.75. You have better resolution of extrusion with 1.75 because it is nearly 3x smaller than the 3mm filament so you are forced to extrude more for the same given extrusion rate which gives you better control.
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] February 25, 2014 01:27PM |
Registered: 10 years ago Posts: 553 |
Quote
plexus
You just have to face it. 3mm has more benefits than 1.75. Yes its thinner and cuter lol but its over-all inferior to 3mm.
Are you on drugs? You haven't presented any benefits that 3mm has over 1.75 besides your opinion that it's better and claim that we should all follow your rule... I've run 1.75 through a bowden for 6 months on a Kossel and the only issue I had was the extruder drive gear was cutting the filament, switched to a hobbed pulley and have had no issues. I run 1.75 everything and have no issues besides ones that are common to all filaments and like jolly, I also run the cheapest stuff I can find with very good results.
[www.dropbox.com]
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] February 25, 2014 01:36PM |
Registered: 11 years ago Posts: 334 |
I think this accurately sums up the difference between 1.75mm and 3mm filament.
Can you guys take your off topic stuff somewhere else?
WWW.ZATOPA.COM - Your Place for high quality 3D Printing Filament and accessories
Can you guys take your off topic stuff somewhere else?
WWW.ZATOPA.COM - Your Place for high quality 3D Printing Filament and accessories
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] February 25, 2014 01:53PM |
Registered: 10 years ago Posts: 553 |
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] February 25, 2014 02:01PM |
Registered: 10 years ago Posts: 44 |
Quote
SanjayM
If you are having issues with your hotend please please get in touch via the contact page on our site and we will do all we can to support you. We reply to every email, it might take us a day or two, but we stand behind our product. Your hotend absolutely should print PLA without issues, and if it isn't something is wrong, we'll work with you to sort it out. We have thousands of these things in the wild, and our failure rate is really low - less than 0.2% at last count. Problems happen, sometimes it's a problem with a particular machine or setup, occasionally it's a problem due to manufacture on our end. Whatever happens, if you paid for a hotend you should get something that works.
Cheers,
Sanjay
Sanjay, thanks for the encouraging statement, I just put in an order with Filastruder to replace my bent heat break and fresh Thermistor so that I'm sure to be running as you would expect... I will be in touch once I have the hot end back to spec and work with you to try to get better results than the last attempt. It would be nice to have a baseline Slic3r/Skeinforge profile to work from that has shown good success as a start off point for the E3D...
Nate
Edited 1 time(s). Last edit at 02/25/2014 02:01PM by 3DogNate.
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] February 25, 2014 04:26PM |
Registered: 10 years ago Posts: 7 |
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] February 27, 2014 03:40AM |
Registered: 10 years ago Posts: 19 |
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] February 27, 2014 07:44AM |
Registered: 10 years ago Posts: 5 |
|
Re: Update on the E3D All Metal Hotend (Now finally shipping!) [Lots of pictures] February 28, 2014 09:06PM |
Registered: 10 years ago Posts: 17 |
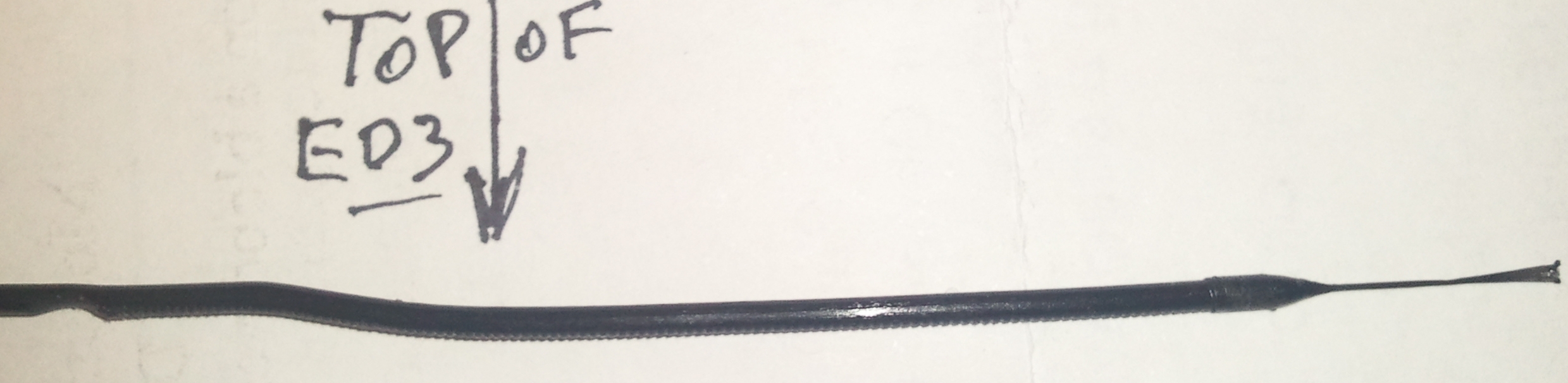
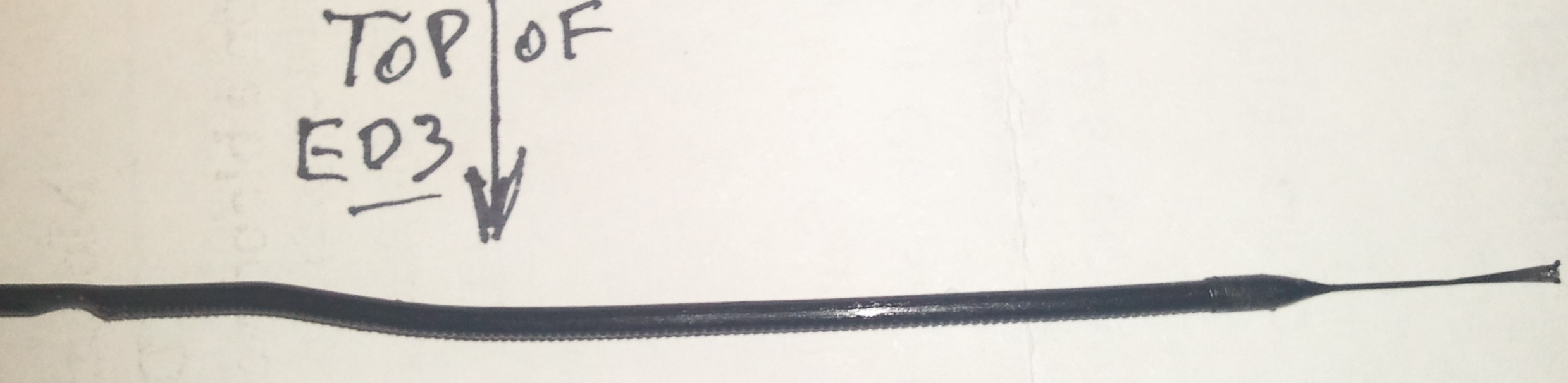
Hi, just got my MM2 going using Maxtruder with ED3, filament 1.75 dia (actual = 1.7272)PLA black from MTW and 0.4 mm nozzle (hot end set to 190 deg. C first layer and 185 deg for remainder) and 0.25mm layer height. I have had no problems printing smaller objects, but when I tried to print the RepRapDiscount Full Graphic Smart controller case I ran into problems (Filament Jamming).
I have read previous posts here and it seems that with slow feeds and a lot of retraction it is inevitable that with PLA the ED3 will jam, it’s only a matter of time.
My very limited experience has shown me that when the vertical perimeter of the case is being in-filled (vertical wall is 3.2mm wide with a 0.8mm wide perimeters – 2 layers each side, that leaves a gap of 1.6mm wide where infill is used) feed rates drops very low and there is a lot of retracting (I did reduce retracting from 0.7mm to 0.45 that increased the time before it jammed) this is when the filament ends up jamming.
I have posted two photos of the filament as it is after removal, I allowed the hot end to cool to room temp and obviously could not extract the filament from the hot end. Re- heated hot end to 240 degrees and turned off the fan, took about 5 minutes before I was able to pull out the filament.
Regards - bruce
I have read previous posts here and it seems that with slow feeds and a lot of retraction it is inevitable that with PLA the ED3 will jam, it’s only a matter of time.
My very limited experience has shown me that when the vertical perimeter of the case is being in-filled (vertical wall is 3.2mm wide with a 0.8mm wide perimeters – 2 layers each side, that leaves a gap of 1.6mm wide where infill is used) feed rates drops very low and there is a lot of retracting (I did reduce retracting from 0.7mm to 0.45 that increased the time before it jammed) this is when the filament ends up jamming.
I have posted two photos of the filament as it is after removal, I allowed the hot end to cool to room temp and obviously could not extract the filament from the hot end. Re- heated hot end to 240 degrees and turned off the fan, took about 5 minutes before I was able to pull out the filament.
Regards - bruce




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Sorry, only registered users may post in this forum.