What causes these ripple-looking lines
Posted by jbernardis
|
What causes these ripple-looking lines June 03, 2013 09:18PM |
Registered: 11 years ago Posts: 1,320 |
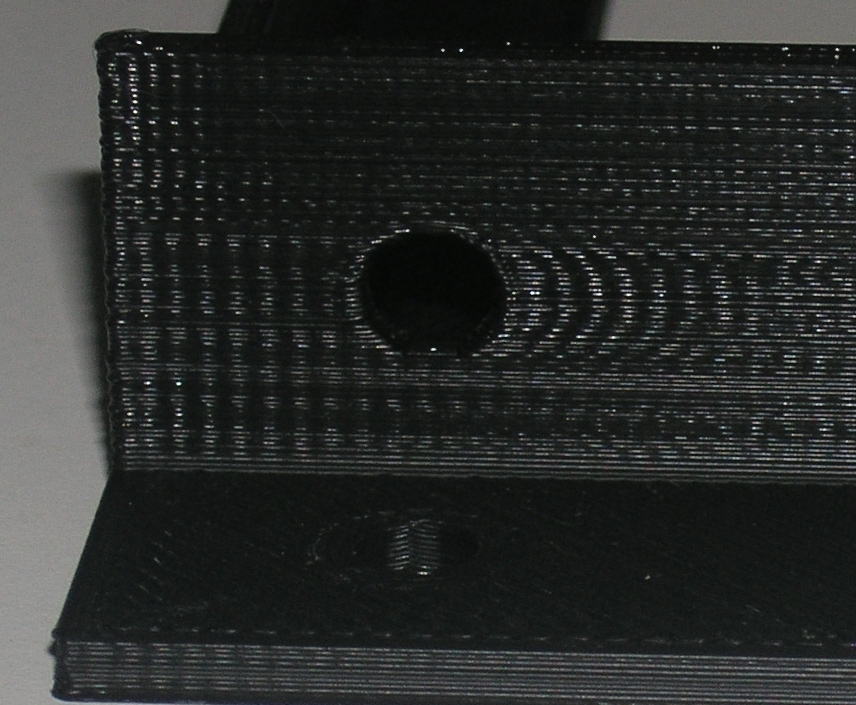
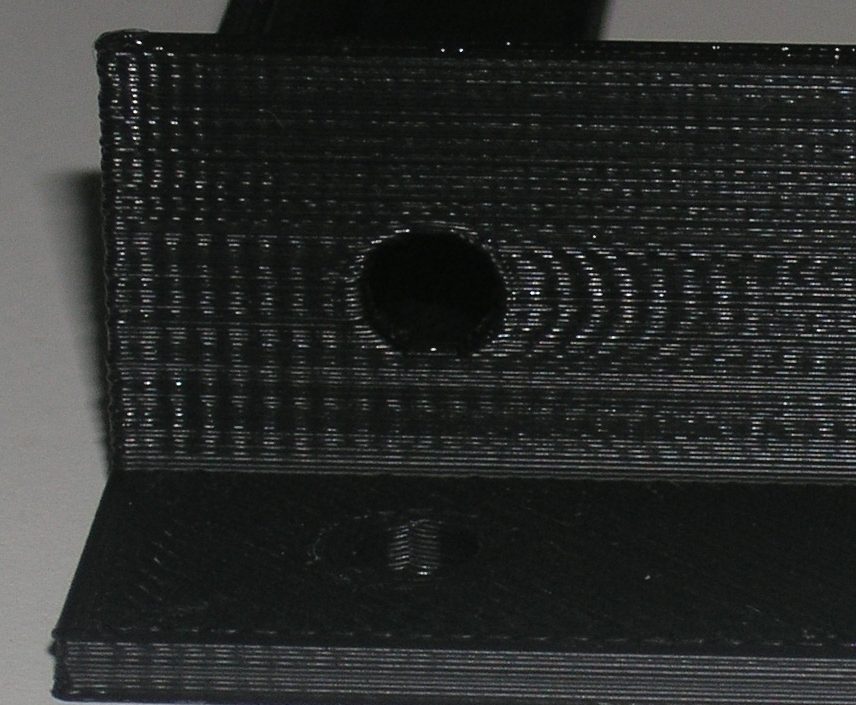
As you can see in the attached picture, when I print vertical holes, I sometimes get what looks like ripples on one side of them. I suspect it is the same reason you can see vertical lines near the straight corners as well.
I am thinking that it might be my acceleration settings. Right my my acceleration is set to 1500 mm/3, but the max acceleration for X and Y is 9000, Z is 100, and E is 10,000. I'm not sure where these numbers came from or if they make any sense.
I am thinking that it might be my acceleration settings. Right my my acceleration is set to 1500 mm/3, but the max acceleration for X and Y is 9000, Z is 100, and E is 10,000. I'm not sure where these numbers came from or if they make any sense.
|
Re: What causes these ripple-looking lines June 03, 2013 10:06PM |
Registered: 13 years ago Posts: 1,797 |
this is likely the distance spacing of the infill pattern. probably use a fan or place pla at a lower temp and or have more external perimiters. IMHO.
I'm not sure but i would think that acceleration should be throughout the entire line if x, or y do not slow down, unless your part is at a slight angle?
I'm not sure but i would think that acceleration should be throughout the entire line if x, or y do not slow down, unless your part is at a slight angle?
|
Re: What causes these ripple-looking lines June 03, 2013 11:30PM |
Registered: 11 years ago Posts: 1,320 |
I am in the middle of conducting some experiments. I designed a small test piece and printed it at normal speeds and accelerations to set the baseline, and I printed it again at 1/3 of the acceleration (1500 -> 500). It took a bit longer, and there were interesting sounds during acceleration, but the rippling effect was virtually gone. That's not the answer yet, because that is too low an acceleration for me. I am now playing around with maximum speed on external perimeters and furtehr values of acceleration to see if I can find a good set of parameters.
Maybe somebody can answer a question that's been hounding me. Why does Marlin (and perhaps others) have 2 acceleration values? I see an acceleration value (M204 Sxxx) but I also see a Max Acceleration with a potentially different value for each axis (M201 Xxxx Yxxx Zxxx Exxx). When does the M201 value get used versus the M204 value? So far, I've only been experimenting with the M204 value because I see a noticeable difference. But I'm wondering if I should start varying the other value(s) too.
Maybe somebody can answer a question that's been hounding me. Why does Marlin (and perhaps others) have 2 acceleration values? I see an acceleration value (M204 Sxxx) but I also see a Max Acceleration with a potentially different value for each axis (M201 Xxxx Yxxx Zxxx Exxx). When does the M201 value get used versus the M204 value? So far, I've only been experimenting with the M204 value because I see a noticeable difference. But I'm wondering if I should start varying the other value(s) too.
|
Re: What causes these ripple-looking lines June 03, 2013 11:32PM |
Registered: 11 years ago Posts: 544 |
|
Re: What causes these ripple-looking lines June 04, 2013 12:19AM |
Registered: 11 years ago Posts: 1,320 |
|
Re: What causes these ripple-looking lines June 04, 2013 02:51AM |
Registered: 13 years ago Posts: 1,797 |
try reducing flow rate slightly, and decreasing infill feed rate. it's a shot in the dark, but perhaps the infill lines are reshaping the perimeter,or the infill causes flow rate to be fast, and the direction change causes filament build up from nozzle back pressure. the wall likes seem to match where the infill lines would connect to outer wall.
|
Re: What causes these ripple-looking lines June 04, 2013 04:56AM |
Registered: 12 years ago Posts: 140 |
Hi,
I have seen this as well many times and I think it has got to do with the "springiness" of your steppers. The stepper is capable of holding the steps correctly but the mass of the moving part (table etc) causes the motor to fight back not to loose steps and it is this I call springiness. It is almost as if they have a built in dampening system. You get ghost ripples.
I could be completey wrong but have seen it many times on my own printer which has got nema23 motors and heavy table setup. Slower speed gets rid of it.
Regards
Jan
I have seen this as well many times and I think it has got to do with the "springiness" of your steppers. The stepper is capable of holding the steps correctly but the mass of the moving part (table etc) causes the motor to fight back not to loose steps and it is this I call springiness. It is almost as if they have a built in dampening system. You get ghost ripples.
I could be completey wrong but have seen it many times on my own printer which has got nema23 motors and heavy table setup. Slower speed gets rid of it.
Regards
Jan
|
Re: What causes these ripple-looking lines June 04, 2013 06:09AM |
Registered: 11 years ago Posts: 1,592 |
I don't think you need to disassemble your axes' - just disconnect one end of the belt and flip it on the long side, then refit.
jbernardis Wrote:
-------------------------------------------------------
> I've been meaning to try nophead's belt flip trick
> but haven't been motivated enough to disassemble
> the axes. I guess this trick is applicable to
> both the x and y axes. Maybe I should just give
> it a try.
jbernardis Wrote:
-------------------------------------------------------
> I've been meaning to try nophead's belt flip trick
> but haven't been motivated enough to disassemble
> the axes. I guess this trick is applicable to
> both the x and y axes. Maybe I should just give
> it a try.
|
Re: What causes these ripple-looking lines June 04, 2013 07:48AM |
This isn't related at all to infill, it's actually most easily benchmarked with a single perimiter hollow test piece. What you're seeing is the axis vibrating as it attempts to come to a stop. Any number of mechanical things in that chain will contribute to it, the springyness of the belt and regidity of it's mount, any bounce back from the stepper like IceMan mentions and even mechanical regidity of the entire frame along that particular axis. You can combat it by lowering the moving mass, stiffening the mechanics, lowering the speed, and/or lowering the acceleration.
I'm just talking about the rippling on direction changes that's most obvious after the screw hole in your picture. The more regular rough surface elsewhere looks like something else.
I'm just talking about the rippling on direction changes that's most obvious after the screw hole in your picture. The more regular rough surface elsewhere looks like something else.
|
Re: What causes these ripple-looking lines June 04, 2013 08:23AM |
Registered: 11 years ago Posts: 1,320 |
The reason I don't think its infill related is that if it was, the circular ripples would be vertical because the infill lines are right above one another every other layer. They don't move horizontally.
The other thing I noticed is that slic3r always draws perimeters in the same direction, and the lines are worse when accelerating, not decelerating.
I have already observed a significant (though not 100%) improvement when reducing the acceleration to 500mm/s/s, but I'm not to happy to print at that value. I wish there was a wall to limit the acceleration only on external perimeters.
I'm going to continue my experiments tonight. Hopefully I can dial thus into acceptable parameters.
The other thing I noticed is that slic3r always draws perimeters in the same direction, and the lines are worse when accelerating, not decelerating.
I have already observed a significant (though not 100%) improvement when reducing the acceleration to 500mm/s/s, but I'm not to happy to print at that value. I wish there was a wall to limit the acceleration only on external perimeters.
I'm going to continue my experiments tonight. Hopefully I can dial thus into acceptable parameters.
|
Re: What causes these ripple-looking lines June 05, 2013 02:22PM |
It looks like you are printing a bit tall for your nozzle dia. That may cause filament to wobble back and forth ontop of last layer.
Also, the extra wavyness after the hole suggests the print direction there was through hole and out along the front wall. In that case the extra wobbles may be exaggerated by the previous tall layer wobble, but it may also be oscillation.
Normally though oscillation dies out after some cycles while your wobble seems to go on. I'd say the first explenation is most likely.
Also, the extra wavyness after the hole suggests the print direction there was through hole and out along the front wall. In that case the extra wobbles may be exaggerated by the previous tall layer wobble, but it may also be oscillation.
Normally though oscillation dies out after some cycles while your wobble seems to go on. I'd say the first explenation is most likely.
|
Re: What causes these ripple-looking lines June 05, 2013 02:35PM |
Registered: 11 years ago Posts: 142 |
I'd say that this is oscillation in the print head from the direction change. I had been using default accel settings in Marlin for a while, and had nearly identical-looking echo. I turned them both acceleration values down at one point to fix an unrelated problem, and they became significantly less noticeable. It's highly robot-dependent, but for my janky Prusa i2, max accel for x and y of 4000 and default accel of 1500 made much smoother (and quieter) prints.
|
Re: What causes these ripple-looking lines June 05, 2013 02:39PM |
Registered: 11 years ago Posts: 142 |
Whoops, somehow missed your comment that you changed accel already. Did you try playing with jerk? I think that may work similarly, since it would slow down to lower speeds around corners, and hopefully mean you'd have less violent direction changes without having to lower acceleration to a crawl.
|
Re: What causes these ripple-looking lines June 05, 2013 02:57PM |
Registered: 10 years ago Posts: 5 |
TopherMan Wrote:
-------------------------------------------------------
> Whoops, somehow missed your comment that you
> changed accel already. Did you try playing with
> jerk? I think that may work similarly, since it
> would slow down to lower speeds around corners,
> and hopefully mean you'd have less violent
> direction changes without having to lower
> acceleration to a crawl.
A bug was fixed recently in Repetier firmware.
Not sure when it was introduced but it caued some movements on jerk-detection to be wrongly ignored so as to cause excessive jerks way abowe the limits. May be good to check that out too.
-------------------------------------------------------
> Whoops, somehow missed your comment that you
> changed accel already. Did you try playing with
> jerk? I think that may work similarly, since it
> would slow down to lower speeds around corners,
> and hopefully mean you'd have less violent
> direction changes without having to lower
> acceleration to a crawl.
A bug was fixed recently in Repetier firmware.
Not sure when it was introduced but it caued some movements on jerk-detection to be wrongly ignored so as to cause excessive jerks way abowe the limits. May be good to check that out too.
|
Re: What causes these ripple-looking lines June 05, 2013 10:10PM |
Registered: 11 years ago Posts: 1,320 |
I haven't played with jerk yet. I made all my axis improvements - I flipped the belt on X and Y and installed Z Axis decouplers beneath my X ends. This all made a significant improvement. Prior to doing all of this, I also saw significant improvement by bringing the default acceleration down to 500 mm/s/s, but when I made the axis improvements, I put it back up to 1500. I haven't tried combining them yet, but one other thing I did was to slow down external perimeters to 50%. This really helped and is not too expensive.
Jerk makes sense though - I'll try to reduce it. I was thinking all along that it was oscillating as it was accelerating, but I guess to could be an artifact of the cornering.
Not sure about a bug in Repetier - I'm using Marlin.
Jerk makes sense though - I'll try to reduce it. I was thinking all along that it was oscillating as it was accelerating, but I guess to could be an artifact of the cornering.
Not sure about a bug in Repetier - I'm using Marlin.
|
Re: What causes these ripple-looking lines June 06, 2013 01:38AM |
Registered: 12 years ago Posts: 72 |
I've been noticing this on my prints as well. I recently finished my MM and found that the acceleration was way too high for my machine. I've also noticed that with my extruder in the quick release setup it is in it seems to wobble very minimally. What carriage/extruder combo are you running on your machine?
|
Re: What causes these ripple-looking lines June 06, 2013 02:06AM |
Registered: 11 years ago Posts: 1,320 |
|
Re: What causes these ripple-looking lines June 27, 2013 09:25PM |
Registered: 11 years ago Posts: 157 |
Hey, jbernadis, I'm curious what came of this. I can do the same thing by removing some acceleration limits, but if I can speed my printer up by improving some hardware thing, I'd like to know about it.
Some other thoughts on this thread:
* I'd also like to know why marlin has the two different acceleration configuration values. (DEFAULT_ACCELERATION and DEFAULT_MAX_ACCELERATION)
* I advocate for belt flipping, but the stuff we're seeing isn't due to that. It looks similar, but with a regular period. Incidentally, since switching to GT2 belts, I haven't flipped my belts, and I can't see an artifact of the teeth over the bearings.
* Messing with jerks got we nowhere with this, (or any issue out of the rest of my life, truth be told.)
* I've wondered if this is an issue with the firmware, where the extrusion rate isn't matching the print speed very well. That's at best a hunch.
* I think the most likely issue is the whole printer is rattling in response to the swift acceleration changes, and the solution is something sturdier or with less acceleration.
Some other thoughts on this thread:
* I'd also like to know why marlin has the two different acceleration configuration values. (DEFAULT_ACCELERATION and DEFAULT_MAX_ACCELERATION)
* I advocate for belt flipping, but the stuff we're seeing isn't due to that. It looks similar, but with a regular period. Incidentally, since switching to GT2 belts, I haven't flipped my belts, and I can't see an artifact of the teeth over the bearings.
* Messing with jerks got we nowhere with this, (or any issue out of the rest of my life, truth be told.)
* I've wondered if this is an issue with the firmware, where the extrusion rate isn't matching the print speed very well. That's at best a hunch.
* I think the most likely issue is the whole printer is rattling in response to the swift acceleration changes, and the solution is something sturdier or with less acceleration.
|
Re: What causes these ripple-looking lines June 27, 2013 10:06PM |
Registered: 11 years ago Posts: 374 |
This artifact is universal across every 3D printer I have seen. Including some very expensive Stratasys machines.
One theory I have heard is that it is actually the shaft/magnet assembly in the stepper motor acting as a torsional spring in the magnetic field of the windings, when it is subjected to abrupt changes in speed or direction. Given how universal it is, across many different drive systems, and across many different printers, I think this is the most likely culprit.
One theory I have heard is that it is actually the shaft/magnet assembly in the stepper motor acting as a torsional spring in the magnetic field of the windings, when it is subjected to abrupt changes in speed or direction. Given how universal it is, across many different drive systems, and across many different printers, I think this is the most likely culprit.
|
Re: What causes these ripple-looking lines December 06, 2014 08:53PM |
Registered: 14 years ago Posts: 38 |
I have this problem too. So, from this thread, the theories are:
- There's inconsistent acceleration <-- From what I'm hearing, it doesn't happen, or doesn't happen as much on deceleration?
- The stepper motors are causing it
- Looseness in the mechanics are causing the belts to stretch and wobble
- The extruded filament is coming out in a 'wobbly' pattern, because the nozzle diameter is too thin for the layer height
I also have some theories of my own:
- My filament drive gear, or idler bearing, may not be perfectly circular, causing inconsistent flow at regular patterns <-- But this wouldn't explain why the 'waves' seem to start exactly when the tool head changes direction, and why they taper off the farther they get away from the direction change.
- Retraction, and unretraction causes inconsistent flow. <-- When I noticed that the problem does not happen on some corners, I started to think they may only happen on corners where the filament is retracted. I think this might not be the case, because I've tried reducing retraction to little effect. I'm considering turning retraction completely off and seeing if the problem goes away, but even just a 'stop and go' could theoretically produce 'bouncy' pressure inside the extruder, perhaps?
I've noticed that, at least for me, the problem seems to happen just as much on the X axis as the Y axis, so I think I can rule out backlash on the belts, unless by coincidence they happen to both be no looser and no tighter than one another. I might test that later. As for the wobbly extrusion theory, I'm using a 0.3mm nozzle do notice that the problem goes away if I reduce the layer thickness to 0.15 or lower, but new problems appear which are probably unrelated.
- There's inconsistent acceleration <-- From what I'm hearing, it doesn't happen, or doesn't happen as much on deceleration?
- The stepper motors are causing it
- Looseness in the mechanics are causing the belts to stretch and wobble
- The extruded filament is coming out in a 'wobbly' pattern, because the nozzle diameter is too thin for the layer height
I also have some theories of my own:
- My filament drive gear, or idler bearing, may not be perfectly circular, causing inconsistent flow at regular patterns <-- But this wouldn't explain why the 'waves' seem to start exactly when the tool head changes direction, and why they taper off the farther they get away from the direction change.
- Retraction, and unretraction causes inconsistent flow. <-- When I noticed that the problem does not happen on some corners, I started to think they may only happen on corners where the filament is retracted. I think this might not be the case, because I've tried reducing retraction to little effect. I'm considering turning retraction completely off and seeing if the problem goes away, but even just a 'stop and go' could theoretically produce 'bouncy' pressure inside the extruder, perhaps?
I've noticed that, at least for me, the problem seems to happen just as much on the X axis as the Y axis, so I think I can rule out backlash on the belts, unless by coincidence they happen to both be no looser and no tighter than one another. I might test that later. As for the wobbly extrusion theory, I'm using a 0.3mm nozzle do notice that the problem goes away if I reduce the layer thickness to 0.15 or lower, but new problems appear which are probably unrelated.
|
Re: What causes these ripple-looking lines December 06, 2014 08:58PM |
Admin Registered: 11 years ago Posts: 1,063 |
this is an artifact from the vibration in the belts produced every time an axis comes to a stop, if you slow down your perimeters and lower your jerk setting you can all but eliminate it , this is a normal part of tuning a printer
-=( blog )=- -=( thingiverse )=- -=( 3Dindustries )=- -=( Aluhotend - mostly metal hotend)=--=( Facebook )=-
|
Re: What causes these ripple-looking lines December 07, 2014 01:06AM |
Registered: 11 years ago Posts: 1,320 |
I'm still battling this artifact, although to a much lesser extent than initially. I am absolutely convinced that thejollygrimreaper hit the nail on the head with the last post. In addition to the suggestions he has, I think it can also be mitigated with mechanical improvements to the printer.
I am in the planning stages of some improvements to my Y carriage to reduce the moment of inertia. Right now I have a 230x230x6mm aluminum plate as the subbed to my heated bed. It is totally unnecessary. When I was building my printer, I thought it would be advantageous to have the "solidity" that the plate gave me. I've come to realize that it's much too much mass for the steppers to slow down at the rate at which I would like to print. I think I can replace it with a printed carriage and some aluminum strips that the bed can mount to. It's just a matter of finding the time to perform the surgery on the printer.
I am in the planning stages of some improvements to my Y carriage to reduce the moment of inertia. Right now I have a 230x230x6mm aluminum plate as the subbed to my heated bed. It is totally unnecessary. When I was building my printer, I thought it would be advantageous to have the "solidity" that the plate gave me. I've come to realize that it's much too much mass for the steppers to slow down at the rate at which I would like to print. I think I can replace it with a printed carriage and some aluminum strips that the bed can mount to. It's just a matter of finding the time to perform the surgery on the printer.
|
Re: What causes these ripple-looking lines December 07, 2014 01:18AM |
Admin Registered: 11 years ago Posts: 1,063 |
what i've found that also helps quite a bit is the "round" off the corners of the model, that way the axis isn't making a hard stop instead slowing down and not totally at the mercy of the jerk setting
-=( blog )=- -=( thingiverse )=- -=( 3Dindustries )=- -=( Aluhotend - mostly metal hotend)=--=( Facebook )=-
|
Re: What causes these ripple-looking lines December 07, 2014 08:58AM |
Registered: 11 years ago Posts: 296 |
You may also try to reduce your travel speed..and/or acceleration
When head is moved across a hole it is doing this at travel speed so if this is done at high speed it may take a lot of effort to stop this transport at other side of hole for restart of printing with perimeter speed, which may cause the head to oscillate for a while due to the mass and "fethers" involved.
Edited 3 time(s). Last edit at 12/09/2014 03:08AM by justcurious.
When head is moved across a hole it is doing this at travel speed so if this is done at high speed it may take a lot of effort to stop this transport at other side of hole for restart of printing with perimeter speed, which may cause the head to oscillate for a while due to the mass and "fethers" involved.
Edited 3 time(s). Last edit at 12/09/2014 03:08AM by justcurious.
|
Re: What causes these ripple-looking lines December 08, 2014 03:40AM |
Registered: 9 years ago Posts: 37 |
This may have already been covered but on my Up mini if i set the quality to fine, ie the print head moves slower the ripples go. If I set it to standard or fast the ripples come back. My feeling there is some backlash somewhere, wear in the linear bearings or a part of the machine that is not as rigid as it should be. The ripples will always occur after a change in direction but only where a small radius or square edge hole or edge is present. 3-4mm radius's present no problems or rippling on the faster speeds.
Once my new delta printer is build I plan on changing all the bearings to rule them out, then go through each part one at a time till I find the culprit
My delta build blogspot [d3delta3d.blogspot.com.au]
Custom Delta printer
300x500 build volume
magnetic effector
Smoothieboard controlled
Once my new delta printer is build I plan on changing all the bearings to rule them out, then go through each part one at a time till I find the culprit
My delta build blogspot [d3delta3d.blogspot.com.au]
Custom Delta printer
300x500 build volume
magnetic effector
Smoothieboard controlled
|
Re: What causes these ripple-looking lines December 08, 2014 03:59PM |
Registered: 11 years ago Posts: 1,320 |
One other potential culprit that we haven't talked about is the heated bed itself. Many of us (myself included) have them mounted on top of springs. Even though the springs in my case are fairly rigid, it's still possible that the bed itself could be doing the shaking on Y axis moves.
I like having the springs while I am still adjusting my Z height, but maybe I could come up with a more rigid mount.
I like having the springs while I am still adjusting my Z height, but maybe I could come up with a more rigid mount.
|
Re: What causes these ripple-looking lines December 08, 2014 09:30PM |
Registered: 10 years ago Posts: 172 |
Those ripples are edge ringing artifacts from acceleration as the print head travels towards the opening of the hole then tries to turn the corner quickly and slightly overshoots causing small vibrations. You could try tuning your accelerations to eliminate them. 9000 is ridiculously high. In fact all of the default accelerations are too high by default in Marlin.
Edited 1 time(s). Last edit at 12/08/2014 09:35PM by umdpru.
Edited 1 time(s). Last edit at 12/08/2014 09:35PM by umdpru.
|
Re: What causes these ripple-looking lines December 09, 2014 05:25AM |
Registered: 12 years ago Posts: 1,450 |
The ripple problem is one that has been plagueing me as well. The first thing I would note is that the ripples that jbernardis is suffering from is not edge ringing - or at least not simple edge ringing as it does not attenuate. It could be an oscillation that starts at an edge, but is more akin to running a finger across the surface of a balloon. I think that an element of sticktion must be involved somewhere to keep the oscillations going.
Just to muddy the waters, my first Prusa printer did not suffer from these vibrations - many other ills, including some rapidly attenuated ripples at edges, but most surfaces were without blemish. The main thing is that it had a Generation6 controller, 24V system and only 1/8 microstepping. Whether this was the reason or if I was more favoured by the gods back then I do not know.
Mike
Just to muddy the waters, my first Prusa printer did not suffer from these vibrations - many other ills, including some rapidly attenuated ripples at edges, but most surfaces were without blemish. The main thing is that it had a Generation6 controller, 24V system and only 1/8 microstepping. Whether this was the reason or if I was more favoured by the gods back then I do not know.
Mike
|
Re: What causes these ripple-looking lines January 06, 2016 07:03PM |
Registered: 8 years ago Posts: 4 |
Quote
leadinglights
The ripple problem is one that has been plagueing me as well. The first thing I would note is that the ripples that jbernardis is suffering from is not edge ringing - or at least not simple edge ringing as it does not attenuate. It could be an oscillation that starts at an edge, but is more akin to running a finger across the surface of a balloon. I think that an element of sticktion must be involved somewhere to keep the oscillations going.
Just to muddy the waters, my first Prusa printer did not suffer from these vibrations - many other ills, including some rapidly attenuated ripples at edges, but most surfaces were without blemish. The main thing is that it had a Generation6 controller, 24V system and only 1/8 microstepping. Whether this was the reason or if I was more favoured by the gods back then I do not know.
Mike
|
Re: What causes these ripple-looking lines January 06, 2016 07:08PM |
Registered: 8 years ago Posts: 4 |
i had large ripples on all my prints, changed the motor, belt and drive wheel, tighten the belt, loosened it, no difference, changed the travel time in marlin, changed filtrate, all had no affect what so ever, then i came across this [wiki.arcol.hu]
suddenly everything changed after i tried it, i added rubber washers to the motor mount, also added small non slip furniture pads under the printer feet and the ripples stopped, now i have smooth walls and zero ripples.it turned out the ripples were caused by vibrations from the Y axis motor.
suddenly everything changed after i tried it, i added rubber washers to the motor mount, also added small non slip furniture pads under the printer feet and the ripples stopped, now i have smooth walls and zero ripples.it turned out the ripples were caused by vibrations from the Y axis motor.

{kind=link}
{kind=link}
Sorry, only registered users may post in this forum.