Warping
Posted by tofletcher
|
Warping June 10, 2009 01:46PM |
Registered: 15 years ago Posts: 37 |
Sorry for my absence from the forums, I have been flat out on the BfB web site trying to make sure all the questions get answered.
I thought the following few notes might kick off a thread.
We have a large print table on the Darwin and the RapMan, it was inevitable that people would want to print larger objects. Size amplifies the warping effect to a point where it can ruin the object.
With this in mind I have tried to set down a few ideas on the subject if only to get my head round what may be going on and if we can gain any insight on things that may help the situation.
For starters, the following is only a draft idea at the moment, there may be a complete text out there that fully describes the subject, if you know of one then please forward a copy to me.
I think the warping is caused, by the accumulation of stress locked into the object as we print.
Drawing on a little knowledge of pressure drop in pipes, I thought it might be worth trying to see if this approach could shed some light on it.
The molten plastic is a very viscous material when we print, I am told it is a non Newtonian fluid but never the less, it is a fluid, and at a fixed temperature, I think it fair to say it might approximate to a standard fluid.
If we run with this idea and look at the pressure drop across the nozzle is = flv^2/2gd
f being the friction factor
l the length of the nozzle
v the fluid velocity
g gravitational constant
d the novel diameter
To evaluate the friction factor we must know the Reynolds number Re, this is equal to vd/Kinematic viscosity
v fluid velocity
d pipe diameter
We can see that for increasing viscosity the Reynolds number (Re) tends to zero.
Our viscosity for the molten plastic is very high so Re will be very low.
Re < 2000 confirms that the flow of plastic through the nozzle is laminar therefore the friction factor in the first equation can be evaluated by f = 64/Re.
As Re tends to zero the friction factor gets larger exactly as you might expect.
In the pressure drop equation, the length of the nozzle is in the order of the diameter of the nozzle so for arguments sake lets say they cancel each other out.
This leaves us with the pressure drop approximating to fv^2/20
So the stress in the fluid is related to the friction factor and the fluid velocity squared
In practice we can make a small change to the friction factor by increasing fluid temperature and thus decreasing the fluid viscosity, but this is a small change.
The greater benefit is to reduce the velocity, any small change here will greatly reduce the stress at source.
The above describes the Pressure stress within the fluid, I think this would be proportional to the residual stress remaining in the plastic at the exit of the nozzle.
Where fluids remains liquid, the internal stress can come out as the liquid will allow movement of the molecules, in our case the molten plastic is discharged into air and is frozen almost instantly. How much of the residual stress remains in the filament must be related to the speed at which you freeze the fluid. The rate of cooling is a function of the difference in temperature. Reduce the rate of cooling and this will give chance for some of the stress to relieve.
Following on from this we might say “Warp Factor” is related to (T2-T1). f.v^2/20
T2 Extrusion Temperature
T1 Local ambient.
We could through experimentation attempt to nail down the constant in this relationship and see if it is possible to come up with a Warp Factor that can be used for prediction the level of warping under certain conditions.
(Warp Factor – would we call the units “Kirk's” or “Scotties”?)
There are almost certainly other things we should account for, elasticity of the plastic may be one.
I am working on this to see if any of this idea pans out, certainly the fluid velocity has a significant effect.
Raising the extrusion temperature has very little effect as it might reduce the viscosity but at the other end it would raise the Delta T. more or less cancelling out(?)
Raising the local ambient has a good effect as in the limit if the temperature of the ambient matched the filament then all stress would have time to relieve but the plastic would remain fluid.
If this idea is on the right track then it gives a little insight as to what might work for reducing the warping.
The hot table would work certainly in the lower layers of the print, perhaps less as the height increased.
Printing in a bag, this has been tried, elevating the local temperature round the print reducing the Delta T
Printing with a hair drier, hot air again reducing the delta T.
Print slowly and do not put as much stress in the fluid in the first place.
If this theory holds up it would imply that changes in nozzle design would impact on the level of warping.
Larger diameter nozzle would reduce warping
Shorter nozzle, Length>Diameter increase extrusion pressure, may increase warping
As far as I know this is all newish territory so feel free to knock this about a bit.
Tony
I thought the following few notes might kick off a thread.
We have a large print table on the Darwin and the RapMan, it was inevitable that people would want to print larger objects. Size amplifies the warping effect to a point where it can ruin the object.
With this in mind I have tried to set down a few ideas on the subject if only to get my head round what may be going on and if we can gain any insight on things that may help the situation.
For starters, the following is only a draft idea at the moment, there may be a complete text out there that fully describes the subject, if you know of one then please forward a copy to me.
I think the warping is caused, by the accumulation of stress locked into the object as we print.
Drawing on a little knowledge of pressure drop in pipes, I thought it might be worth trying to see if this approach could shed some light on it.
The molten plastic is a very viscous material when we print, I am told it is a non Newtonian fluid but never the less, it is a fluid, and at a fixed temperature, I think it fair to say it might approximate to a standard fluid.
If we run with this idea and look at the pressure drop across the nozzle is = flv^2/2gd
f being the friction factor
l the length of the nozzle
v the fluid velocity
g gravitational constant
d the novel diameter
To evaluate the friction factor we must know the Reynolds number Re, this is equal to vd/Kinematic viscosity
v fluid velocity
d pipe diameter
We can see that for increasing viscosity the Reynolds number (Re) tends to zero.
Our viscosity for the molten plastic is very high so Re will be very low.
Re < 2000 confirms that the flow of plastic through the nozzle is laminar therefore the friction factor in the first equation can be evaluated by f = 64/Re.
As Re tends to zero the friction factor gets larger exactly as you might expect.
In the pressure drop equation, the length of the nozzle is in the order of the diameter of the nozzle so for arguments sake lets say they cancel each other out.
This leaves us with the pressure drop approximating to fv^2/20
So the stress in the fluid is related to the friction factor and the fluid velocity squared
In practice we can make a small change to the friction factor by increasing fluid temperature and thus decreasing the fluid viscosity, but this is a small change.
The greater benefit is to reduce the velocity, any small change here will greatly reduce the stress at source.
The above describes the Pressure stress within the fluid, I think this would be proportional to the residual stress remaining in the plastic at the exit of the nozzle.
Where fluids remains liquid, the internal stress can come out as the liquid will allow movement of the molecules, in our case the molten plastic is discharged into air and is frozen almost instantly. How much of the residual stress remains in the filament must be related to the speed at which you freeze the fluid. The rate of cooling is a function of the difference in temperature. Reduce the rate of cooling and this will give chance for some of the stress to relieve.
Following on from this we might say “Warp Factor” is related to (T2-T1). f.v^2/20
T2 Extrusion Temperature
T1 Local ambient.
We could through experimentation attempt to nail down the constant in this relationship and see if it is possible to come up with a Warp Factor that can be used for prediction the level of warping under certain conditions.
(Warp Factor – would we call the units “Kirk's” or “Scotties”?)
There are almost certainly other things we should account for, elasticity of the plastic may be one.
I am working on this to see if any of this idea pans out, certainly the fluid velocity has a significant effect.
Raising the extrusion temperature has very little effect as it might reduce the viscosity but at the other end it would raise the Delta T. more or less cancelling out(?)
Raising the local ambient has a good effect as in the limit if the temperature of the ambient matched the filament then all stress would have time to relieve but the plastic would remain fluid.
If this idea is on the right track then it gives a little insight as to what might work for reducing the warping.
The hot table would work certainly in the lower layers of the print, perhaps less as the height increased.
Printing in a bag, this has been tried, elevating the local temperature round the print reducing the Delta T
Printing with a hair drier, hot air again reducing the delta T.
Print slowly and do not put as much stress in the fluid in the first place.
If this theory holds up it would imply that changes in nozzle design would impact on the level of warping.
Larger diameter nozzle would reduce warping
Shorter nozzle, Length>Diameter increase extrusion pressure, may increase warping
As far as I know this is all newish territory so feel free to knock this about a bit.
Tony
|
Re: Warping June 10, 2009 02:54PM |
Registered: 14 years ago Posts: 54 |
Fascinating description there and I must say its typical of the quality of thinking that I have come to expect from the reprap community.
I dont fully understand the theory that you describe but Im guessing it can be simplified by saying that the fluid being extruded close to the nozzle wall is restricted more that the fluid in the middle which causes a stress. Im guessing you are arguing that this stress is passed into the object being printed but there may be a more simple explanation.
The fluid that is being extruded cools rapidly and because of the insulating effect of the fluid itself, the fluid in the centre cools more slowly. Inevitably this will lead to stress being introduced due to the differential shrinking.
When we print faster, this cooling effect is more pronounced but when we print more slowly the fluid remains at a more uniform temperature for longer so the stress is less.
Is that the same as what you are saying or completely different?
I dont fully understand the theory that you describe but Im guessing it can be simplified by saying that the fluid being extruded close to the nozzle wall is restricted more that the fluid in the middle which causes a stress. Im guessing you are arguing that this stress is passed into the object being printed but there may be a more simple explanation.
The fluid that is being extruded cools rapidly and because of the insulating effect of the fluid itself, the fluid in the centre cools more slowly. Inevitably this will lead to stress being introduced due to the differential shrinking.
When we print faster, this cooling effect is more pronounced but when we print more slowly the fluid remains at a more uniform temperature for longer so the stress is less.
Is that the same as what you are saying or completely different?
|
Re: Warping June 10, 2009 04:52PM |
Registered: 15 years ago Posts: 186 |
Doh! I never realised there was a BfB forum...! Signing up now!
Vaguely remember some of this from a long time ago...
You're suggesting that the filament freezes with internal stresses (like safety glass?)
Since the melting point of ABS is 105C, it's got over 100C to go from nozzle temp to freezing point.
I don't think that it will cool quick enough to fix the stresses. One of my extruders that had a 0.6 mm hole, that required a lot of force to push trough, expanded to 1mm almost immediately
[picasaweb.google.co.uk]
It *feels* like it will probably equalise the stresses almost immediately, long before it cools.
However, a quick experiment would be to extrude at the lowest and highest temps you can, or extrude under a hairdryer, and measure the extruded filament. If it has had longer to equalise the stresses, it will be larger.
I *think* the warping occurs because the layers have time to cool (and shrink) between laying down each layer - for instance (thermal expansion is ~1% of ABS at nozzle temp):
Layer 1 laid down as 100mm line.
Layer 1 cools to 99mm.
Layer 2 is laid down on top of layer 1 - 100mm of melt on top of 99mm layer - overlapping by 0.5mm each end (not quite true, but approx)
Layer 2 cools to 99mm, compressing layer 1 - layer 1 is now in compression, layer 2 in tension, causing a bending moment.
This happens on every layer pulling the ends away from the bed, and bending the middle down. That's why eventually one end or the other seperates from the bed - ruining the print, or producing a warped item.
Running inside a hot box, or a hot table, reduces the cooling and therefore shrinking between each layer, allowing the whole object to cool consistently after finishing.
Disclaimer:
I'm not some engineering guru - I think I read something like this on Nophead's blog a while ago :-) - Just regurgitating half-remembered facts and untested theories as usual!
---
Reprapping blog and other rants: [renoirsrants.blogspot.com]
My Reprap: [sites.google.com]
Vaguely remember some of this from a long time ago...
You're suggesting that the filament freezes with internal stresses (like safety glass?)
Since the melting point of ABS is 105C, it's got over 100C to go from nozzle temp to freezing point.
I don't think that it will cool quick enough to fix the stresses. One of my extruders that had a 0.6 mm hole, that required a lot of force to push trough, expanded to 1mm almost immediately
[picasaweb.google.co.uk]
It *feels* like it will probably equalise the stresses almost immediately, long before it cools.
However, a quick experiment would be to extrude at the lowest and highest temps you can, or extrude under a hairdryer, and measure the extruded filament. If it has had longer to equalise the stresses, it will be larger.
I *think* the warping occurs because the layers have time to cool (and shrink) between laying down each layer - for instance (thermal expansion is ~1% of ABS at nozzle temp):
Layer 1 laid down as 100mm line.
Layer 1 cools to 99mm.
Layer 2 is laid down on top of layer 1 - 100mm of melt on top of 99mm layer - overlapping by 0.5mm each end (not quite true, but approx)
Layer 2 cools to 99mm, compressing layer 1 - layer 1 is now in compression, layer 2 in tension, causing a bending moment.
This happens on every layer pulling the ends away from the bed, and bending the middle down. That's why eventually one end or the other seperates from the bed - ruining the print, or producing a warped item.
Running inside a hot box, or a hot table, reduces the cooling and therefore shrinking between each layer, allowing the whole object to cool consistently after finishing.
Disclaimer:
I'm not some engineering guru - I think I read something like this on Nophead's blog a while ago :-) - Just regurgitating half-remembered facts and untested theories as usual!
---
Reprapping blog and other rants: [renoirsrants.blogspot.com]
My Reprap: [sites.google.com]
|
Re: Warping June 11, 2009 12:48PM |
Registered: 15 years ago Posts: 37 |
Thanks for the feedback guys,
philwaud, the effect I tried to describe is well defined and used in many fluid systems to calculate pumping powers and losses.
Where I think it gets interesting in this application is the extream viscosity of the plastic, the material is very viscous through to solid. As a viscous fluid flows through a pipe it clings to the pipe wall reducing its velocity, fluid in the centre of the pipe flows faster, the difference in speeds causes the shear in the fluid. The pressure at the entrance of the nozzle is a direct result of the effort required to cause the shear in the fluid and produce flow. In a low viscosity fluid the velocity profile across the tube is a shallow curve of v^2, in our case the viscosity is extremely high so this curve becomes very exaggerated. I think the region in shear extends well beyond the end of the nozzle.
The core is at significantly higher velocity than the outer shell of the filament, so what happens when it exits the nozzle?
I am suggesting that the outer layer cools and gets even more viscous, may be partially solidifies while the core is rammed with molten plastic. If pressure remains in the filament when it solidifies then an axial stress is trapped. Imagine it a bit like putting a rubber membrane over the end of the nozzle then pushing out the centre.
On to DaveR's point,
I have been doing a project for work involving the pressure drop in pipes so came to the subject with tunnel vision and have only described it in familiar terms!
Totally missed the shrinkage mechanism for warping(change in volume of the material with temperature alone). With 1% shrinkage it is almost certainly a major factor.
One thing still troubles me though, if shrinkage was the full story then a change in velocity would not have any effect on warping.
From experience I can say that if you half the print speed say from 16mm/sec to 8mm/sec you can significantly reduce the amount of warping.
Maybe both ideas help define the effect?
Tony
philwaud, the effect I tried to describe is well defined and used in many fluid systems to calculate pumping powers and losses.
Where I think it gets interesting in this application is the extream viscosity of the plastic, the material is very viscous through to solid. As a viscous fluid flows through a pipe it clings to the pipe wall reducing its velocity, fluid in the centre of the pipe flows faster, the difference in speeds causes the shear in the fluid. The pressure at the entrance of the nozzle is a direct result of the effort required to cause the shear in the fluid and produce flow. In a low viscosity fluid the velocity profile across the tube is a shallow curve of v^2, in our case the viscosity is extremely high so this curve becomes very exaggerated. I think the region in shear extends well beyond the end of the nozzle.
The core is at significantly higher velocity than the outer shell of the filament, so what happens when it exits the nozzle?
I am suggesting that the outer layer cools and gets even more viscous, may be partially solidifies while the core is rammed with molten plastic. If pressure remains in the filament when it solidifies then an axial stress is trapped. Imagine it a bit like putting a rubber membrane over the end of the nozzle then pushing out the centre.
On to DaveR's point,
I have been doing a project for work involving the pressure drop in pipes so came to the subject with tunnel vision and have only described it in familiar terms!
Totally missed the shrinkage mechanism for warping(change in volume of the material with temperature alone). With 1% shrinkage it is almost certainly a major factor.
One thing still troubles me though, if shrinkage was the full story then a change in velocity would not have any effect on warping.
From experience I can say that if you half the print speed say from 16mm/sec to 8mm/sec you can significantly reduce the amount of warping.
Maybe both ideas help define the effect?
Tony
|
Re: Warping June 11, 2009 02:14PM |
Registered: 15 years ago Posts: 332 |
Instead of trying to keep the print warm, I get the best results when I cool the object as it is being printed as much as possible. If you match the extrusion rate with movement speed perfectly, the plastic seems to freeze before it can warp. I use a pc fan pointed right at the tip of the nozzle. I'm currently having problems with insufficient insulation, so this cools down the metal too much, but I hope my new heater design will avoid this. I encountered a lot less warping when I increased the extrusion rate:movement speed ratio, I assume this is because there was less tension on the filament. I'm using HDPE, with no measureable warping (lots of other problems though)
|
Re: Warping June 11, 2009 10:13PM |
Registered: 15 years ago Posts: 40 |
Im no engineer - so a lot of your post is far too technical for me - but I can describe/confirm that warpage is one of the biggest technical problems in our SLS machines.
It is overcome exactly as you suggest, having a high local ambient temperature, and cooling slowly to relieve stress. The support material in the SLS process takes care of a lot of this by having a part embedded in hot unsintered nylon, but there are also heaters running up the wall of the build piston in order to keep the build at a constant temperature throughout its operation. The builds are left to cool for atleast 12 hours before the unsintered nylon is removed specifically for this reason. I know some of the huge Pro machines with build areas of over 1m cubed need to cool for up to a week before the stresses equalize.
Its actually more difficult for us to make a large, thin, flat part than it is to make a very geometrically complex part as the stresses aren't equalized over several directions. Most flat parts generally need to be reset in an oven and allowed to cool in order to get them flat.
Sorry for my simplistic observations, reading this forum makes me feel severely uneducated sometimes. But I thought I'd share what I could.
It is overcome exactly as you suggest, having a high local ambient temperature, and cooling slowly to relieve stress. The support material in the SLS process takes care of a lot of this by having a part embedded in hot unsintered nylon, but there are also heaters running up the wall of the build piston in order to keep the build at a constant temperature throughout its operation. The builds are left to cool for atleast 12 hours before the unsintered nylon is removed specifically for this reason. I know some of the huge Pro machines with build areas of over 1m cubed need to cool for up to a week before the stresses equalize.
Its actually more difficult for us to make a large, thin, flat part than it is to make a very geometrically complex part as the stresses aren't equalized over several directions. Most flat parts generally need to be reset in an oven and allowed to cool in order to get them flat.
Sorry for my simplistic observations, reading this forum makes me feel severely uneducated sometimes. But I thought I'd share what I could.
|
Re: Warping June 12, 2009 06:49AM |
Admin Registered: 17 years ago Posts: 7,879 |
My feeling is that warping has very little to do with shear forces at the nozzle and everything to do with shrinkage while cooling as Renoir described.
I would guess the reduction in warping by going slower is due to the fact that some of the filament has frozen before the end of the line is extruded so the length that is shrinking become less.
The extreme case being freezing the plastic as soon as it leaves the nozzle as James describes.
So it looks like there are two completely opposite approaches. Keep the whole object hot so that all layers shrink together, or freeze the plastic as fast as possible so that it shrinks immediately over a short distance and the deficit is made up by the molten filament adjacent thus preventing contraction along the full length of the object.
[www.hydraraptor.blogspot.com]
I would guess the reduction in warping by going slower is due to the fact that some of the filament has frozen before the end of the line is extruded so the length that is shrinking become less.
The extreme case being freezing the plastic as soon as it leaves the nozzle as James describes.
So it looks like there are two completely opposite approaches. Keep the whole object hot so that all layers shrink together, or freeze the plastic as fast as possible so that it shrinks immediately over a short distance and the deficit is made up by the molten filament adjacent thus preventing contraction along the full length of the object.
[www.hydraraptor.blogspot.com]
|
Re: Warping June 12, 2009 10:18AM |
Registered: 15 years ago Posts: 82 |
The approaches may be opposite, but they clearly are complimentary. The goal is to limit temperature differences, which is best done by keeping the whole object somewhat warm, while quickly cooling newly extruded material.
Keeping the whole object warm also requires less heat from the extrudate to meld with it, possibly allowing a lower extrusion temperature (at the nozzle tip, not necessarily in the melt chamber) which in turn lowers the temperature differential and therefore reduces warping.
With the Makerbot CupCake machines, it should be straightforward to close of the entire machine, heat it to about 40-50ºC (100-120F) and rely on high airflow to both keep motors and electronics from getting much hotter than that, as well as forcing extruded material to cool down quickly.
-Geert
Keeping the whole object warm also requires less heat from the extrudate to meld with it, possibly allowing a lower extrusion temperature (at the nozzle tip, not necessarily in the melt chamber) which in turn lowers the temperature differential and therefore reduces warping.
With the Makerbot CupCake machines, it should be straightforward to close of the entire machine, heat it to about 40-50ºC (100-120F) and rely on high airflow to both keep motors and electronics from getting much hotter than that, as well as forcing extruded material to cool down quickly.
-Geert
|
Re: Warping June 12, 2009 10:48AM |
Registered: 15 years ago Posts: 37 |
Nophead, thanks for your thoughts,
Considering shrinkage as change in volume with temperature. If you put down a fixed volume of plastic in the form of a long filament then surely it does not matter when it freezes the change in volume per unit length is the same. The fact it freezes quickly means it shrinks quickly. If it is stuck down then the warping effect should be the same. For the warping to be reduced something has to give. The hot plastic must be alowed to move against the cold to arrive at the same length. But for the hot plastic to weld to the next layer it must be molten, then it shrinks as it cools. Or am I missing something here?
But during the print, we also significantly heat the surrounding plastic and aim to weld to adjacent fillaments. We must by default expand these areas during the process.
Maybe when we print slowly we give more time for the surrounding plastic to warm up and expand, then after the head moves on the whole area cools together as one. Print fast and the heated area is much more localised, this in turn would sap the heat out of the fresh filament giving less time for things to equalise.
Could printing slowly just be a more local way of warming the object to reduce warping?
One of the commercial machines has a relatively large flat bottomed print head with a small nozzle in the centre, much larger than anything I have seen on the RepRap. From memory the head was about 30-40mm Diameter They also ran four fans alongside the head, it was unclear if this was to assist cooling or if it was to recirculate warm air in the cabinet.
Either way the nozzle was in the order of 0.5mm long in the centre so the heated area around the fresh filament was significantly larger, do you think this is to reduce warping? Has anybody tried a wide flat nozzle?
Considering shrinkage as change in volume with temperature. If you put down a fixed volume of plastic in the form of a long filament then surely it does not matter when it freezes the change in volume per unit length is the same. The fact it freezes quickly means it shrinks quickly. If it is stuck down then the warping effect should be the same. For the warping to be reduced something has to give. The hot plastic must be alowed to move against the cold to arrive at the same length. But for the hot plastic to weld to the next layer it must be molten, then it shrinks as it cools. Or am I missing something here?
But during the print, we also significantly heat the surrounding plastic and aim to weld to adjacent fillaments. We must by default expand these areas during the process.
Maybe when we print slowly we give more time for the surrounding plastic to warm up and expand, then after the head moves on the whole area cools together as one. Print fast and the heated area is much more localised, this in turn would sap the heat out of the fresh filament giving less time for things to equalise.
Could printing slowly just be a more local way of warming the object to reduce warping?
One of the commercial machines has a relatively large flat bottomed print head with a small nozzle in the centre, much larger than anything I have seen on the RepRap. From memory the head was about 30-40mm Diameter They also ran four fans alongside the head, it was unclear if this was to assist cooling or if it was to recirculate warm air in the cabinet.
Either way the nozzle was in the order of 0.5mm long in the centre so the heated area around the fresh filament was significantly larger, do you think this is to reduce warping? Has anybody tried a wide flat nozzle?
|
Re: Warping June 12, 2009 11:25AM |
It's fascinating that we are trying to fathom what actually happens at the 'printface' and that as always it's much more complex than we realize!
I do understand about the internal stress introduced at the nozzle but I think it will remain 'internalized' ie, there will be a stress point across every point of the extruded material but it will remain between the inside and outside of the 'tube' being extruded. This won't cause warping and may only affect the ultimate strength of the finished print, if at all. Heating, or blowing with a hot air gun, afterwards will reduce this and so make the print stronger.
On the other hand, the shrinkage of the extruded mass will have a more significant effect. Say layer 1 is covered with several other layers. Layer two will be laid down whilst layer 1 is still relatively warm and hasn't cooled to it 'room temperature' state. This will continue across multiple layers and gradually the difference in temp, and expansion/contraction between layers will have a larger effect.
Heating the print will reduce this effect and I think is a good idea. Cooling is also a good idea, once again it will minimize the differential I'm size between the layers.
Heat gunning the print afterwards must have a significant effect on final strength, has anyone tried any scientific tests ok this?
By the way, I do find that the format that these posts are presented makes it difficult to read. I generally get them via google reader on my iPhone and they are non paragraphed, no line breaks etc- can't this be changed?
I do understand about the internal stress introduced at the nozzle but I think it will remain 'internalized' ie, there will be a stress point across every point of the extruded material but it will remain between the inside and outside of the 'tube' being extruded. This won't cause warping and may only affect the ultimate strength of the finished print, if at all. Heating, or blowing with a hot air gun, afterwards will reduce this and so make the print stronger.
On the other hand, the shrinkage of the extruded mass will have a more significant effect. Say layer 1 is covered with several other layers. Layer two will be laid down whilst layer 1 is still relatively warm and hasn't cooled to it 'room temperature' state. This will continue across multiple layers and gradually the difference in temp, and expansion/contraction between layers will have a larger effect.
Heating the print will reduce this effect and I think is a good idea. Cooling is also a good idea, once again it will minimize the differential I'm size between the layers.
Heat gunning the print afterwards must have a significant effect on final strength, has anyone tried any scientific tests ok this?
By the way, I do find that the format that these posts are presented makes it difficult to read. I generally get them via google reader on my iPhone and they are non paragraphed, no line breaks etc- can't this be changed?
|
Re: Warping June 12, 2009 02:26PM |
Registered: 15 years ago Posts: 186 |
I was wondering whether the proximity of the nozzle raises the temp of the previous layers. If a heater bag of 70C is enough to help reduce warping, localised heating (through conduction or radiation) might be enough to raise the temp enough to reduce warping.
This might also explain why printing slower (more contact/radiation time) reduces warping, and would also explain the shape of the commercial machine head.
---
Reprapping blog and other rants: [renoirsrants.blogspot.com]
My Reprap: [sites.google.com]
This might also explain why printing slower (more contact/radiation time) reduces warping, and would also explain the shape of the commercial machine head.
---
Reprapping blog and other rants: [renoirsrants.blogspot.com]
My Reprap: [sites.google.com]
|
Re: Warping June 12, 2009 03:13PM |
Admin Registered: 17 years ago Posts: 1,915 |
When I was printing HDPE with Tommelise 1.0 I was printing at very low speeds, ~ 4 mm/sec. It didn't seem to make any difference to the warping.
-------------------------------------------------------
Hell, there are no rules here - we're trying to accomplish something.
Opportunity is missed by most people because it is dressed in overalls and looks like work.
Thomas A. Edison
-------------------------------------------------------
Hell, there are no rules here - we're trying to accomplish something.
Opportunity is missed by most people because it is dressed in overalls and looks like work.
Thomas A. Edison
|
Re: Warping June 12, 2009 04:07PM |
Registered: 15 years ago Posts: 332 |
On the reprap configuration tips page, it says to measure the extrusion rate, then match the print speed. I found it was better to try many tens of lines and find the speed that left the extrudate under no tension or compression. I wonder if the warping effect could be ameliorated by choosing better speed settings. Also, I get less warping when the extrudate is at a higher temperature, I assume this is because any tension in it is released as it fully melts. Anyone with warping problems want to test this out?
|
Re: Warping June 14, 2009 02:16PM |
Registered: 16 years ago Posts: 29 |
I have found that if the base layer is held down well warping is not a major problem. I have printed a NEMA 23 motor holder 8cm X 10 cm X 4 cm in ABS and only has abot 1mm of warp.
I extrude onto a glass chopping board coivered in evostick.My machine runs at 800 mm min not very fast and I extrude at about 230 degrees.
If the bottom layercomes unstuck then warping is massive.
I also noticed that the thicker the layer the less warping but the more problems with delamination.
emcreprap.blogspot.com/
I extrude onto a glass chopping board coivered in evostick.My machine runs at 800 mm min not very fast and I extrude at about 230 degrees.
If the bottom layercomes unstuck then warping is massive.
I also noticed that the thicker the layer the less warping but the more problems with delamination.
emcreprap.blogspot.com/
|
Re: Warping June 14, 2009 03:30PM |
Registered: 16 years ago Posts: 536 |
I agree with Nophead - I think by far, the major component of the warping is the fact that upper, hot layers are bonded to lower, cooled (and therefore shrunk) layers. As the upper layers then cool, they induce a shear stress between the upper and lower layers, resulting in bending. It's the same effect used in a bi-metallic strip to measure temperature in a thermostat, described here:
[en.wikipedia.org]
The "stretching" of the filament doesn't seem to effect warping on my machine - if it were the major cause, I should get negative warping - ie, corners bent downward, centers bent upward, when I extrude plastic at a faster rate than the head feed rate. This isn't so - I still get warping in the normal, tip upward direction even when I'm extruding twice as fast as the corresponding head speed, making very wide filaments.
Heating the build area reduces the warping by reducing the magnitude of the inter-layer shrinking. Once the entire part is complete, it is allowed to cool, and it shrinks as a unit. Large, solid areas may still cause problems, as they do in injection moulding, but overall warping is greatly reduced.
Classical injection moulding processes have the same issues - you have to design everything a few percent larger than it should be, to account for shrinkage, and wall thickness needs to be uniform, with no large, thick areas of plastic, as these tend to form internal voids during the cooling process.
I have yet to get a heated envelope working on my machine, but that's definitely on the list of things to do.
Wade
[en.wikipedia.org]
The "stretching" of the filament doesn't seem to effect warping on my machine - if it were the major cause, I should get negative warping - ie, corners bent downward, centers bent upward, when I extrude plastic at a faster rate than the head feed rate. This isn't so - I still get warping in the normal, tip upward direction even when I'm extruding twice as fast as the corresponding head speed, making very wide filaments.
Heating the build area reduces the warping by reducing the magnitude of the inter-layer shrinking. Once the entire part is complete, it is allowed to cool, and it shrinks as a unit. Large, solid areas may still cause problems, as they do in injection moulding, but overall warping is greatly reduced.
Classical injection moulding processes have the same issues - you have to design everything a few percent larger than it should be, to account for shrinkage, and wall thickness needs to be uniform, with no large, thick areas of plastic, as these tend to form internal voids during the cooling process.
I have yet to get a heated envelope working on my machine, but that's definitely on the list of things to do.
Wade
|
Re: Warping June 18, 2009 07:11AM |
Registered: 15 years ago Posts: 37 |
The major factor for warping is not important as in both mechanisms stress is trapped in the filament.
I figure that if we keep the head over the plastic longer then it will give time for the stress to relieve or for the surrounding plastic to expand so when things cool there will be a lower levels of internal stress.
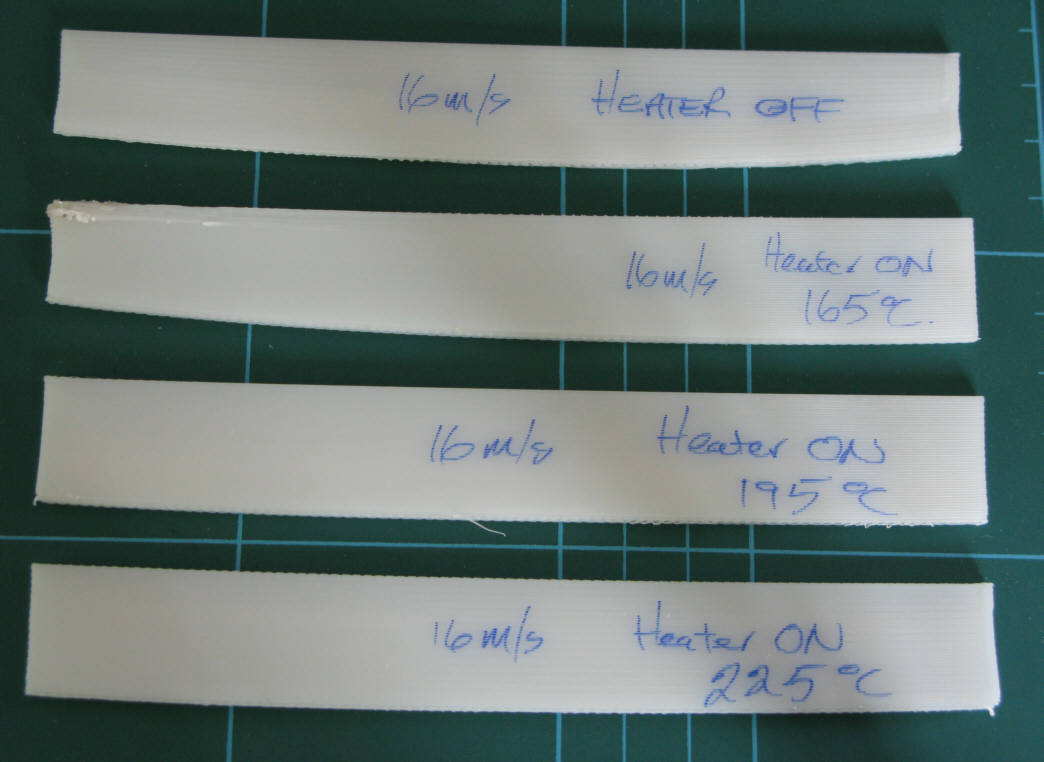
Rather than going slowly I have fitted another heater. The new design is using a standard nozzle in the centre with an annular heater round it. The heater is simply stuck to the back of a 40mm dia steel washer, the same ones used on the Z axis.
Have a look at the photos the results look promising.
Unfortunately the last test with the heater was to run at 245DegC, this
proved to be too much for the hot end and the nozzle support melted.
I will get this fixed and try something other than a test object, if the
benefit can still be seen.
Test Object 150mm long x 3 mm x 20mm high
Extrusion temp 245
Print speed was 16mm/s (not m/s in the photo)
Annular heater at various temps.
Tony
I figure that if we keep the head over the plastic longer then it will give time for the stress to relieve or for the surrounding plastic to expand so when things cool there will be a lower levels of internal stress.
Rather than going slowly I have fitted another heater. The new design is using a standard nozzle in the centre with an annular heater round it. The heater is simply stuck to the back of a 40mm dia steel washer, the same ones used on the Z axis.
Have a look at the photos the results look promising.
Unfortunately the last test with the heater was to run at 245DegC, this
proved to be too much for the hot end and the nozzle support melted.
I will get this fixed and try something other than a test object, if the
benefit can still be seen.
Test Object 150mm long x 3 mm x 20mm high
Extrusion temp 245
Print speed was 16mm/s (not m/s in the photo)
Annular heater at various temps.
Tony
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Warping June 18, 2009 12:50PM |
Registered: 15 years ago Posts: 300 |
It's hard to see from your picture, but it appears that you are:
1. Placing a hovering hot plate a few millimeters above where the thread is bonding.
2. Warming the underlying attachment layer before the new extruded thread bonds.
3. Contine to apply localize head due the diameter of the heating plate and the movement rate.
1. Placing a hovering hot plate a few millimeters above where the thread is bonding.
2. Warming the underlying attachment layer before the new extruded thread bonds.
3. Contine to apply localize head due the diameter of the heating plate and the movement rate.
|
Re: Warping June 18, 2009 01:53PM |
Registered: 15 years ago Posts: 37 |
1)Yes, the heater is just a large washer with an element stuck to the top surface. The bottom surface of the washer is mounted approx. 1mm back from the tip so it runs very close to the extruded filament
2&3)Yes, the idea is to warm the surrounding material ahead of the nozzle, then keep it warm after the nozzle has gone past.
Tony
2&3)Yes, the idea is to warm the surrounding material ahead of the nozzle, then keep it warm after the nozzle has gone past.
Tony
{kind=link}
{kind=link}
|
Re: Warping June 18, 2009 03:18PM |
Registered: 14 years ago Posts: 54 |
Sorry, only registered users may post in this forum.