Advice: Avoid this brass for your hobbed drive wheel
Posted by davew_tx
|
Advice: Avoid this brass for your hobbed drive wheel January 07, 2014 04:00PM |
Registered: 11 years ago Posts: 253 |
This is my experience with brass as a drive wheel.
I hobbed this naval grade 485 brass from Mcmaster Carr.
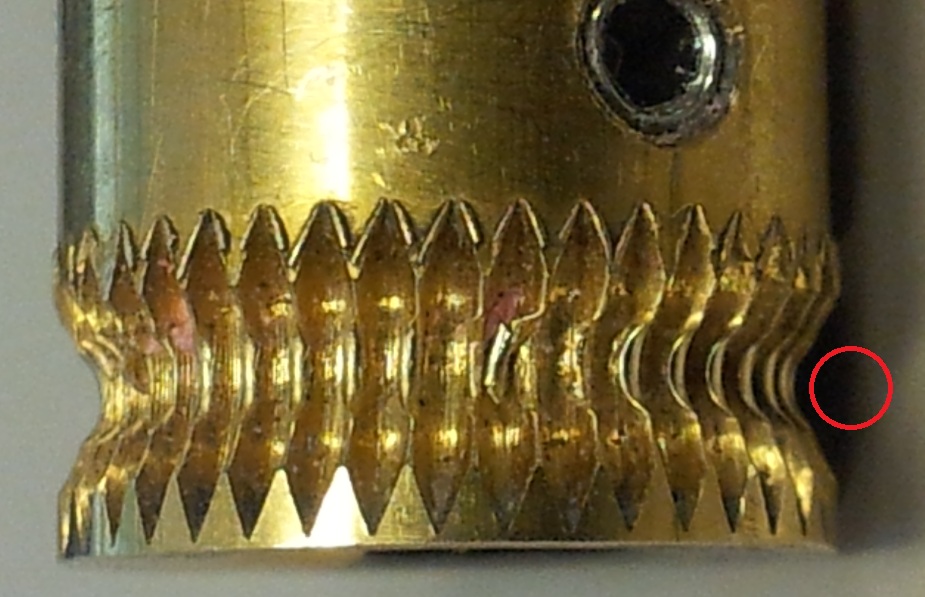
The teeth are too soft and collapse, and break off, thus jamming the nozzle.
I did have a bit come through the .4mm diameter nozzle, and end up in the print. ( flake image)
You can see the wheel has folded over teeth, and the flake of one ready to come loose.
I put a circle so you can see the dent made by the PLA into the teeth.
.
This wheel was only 4 hours old.
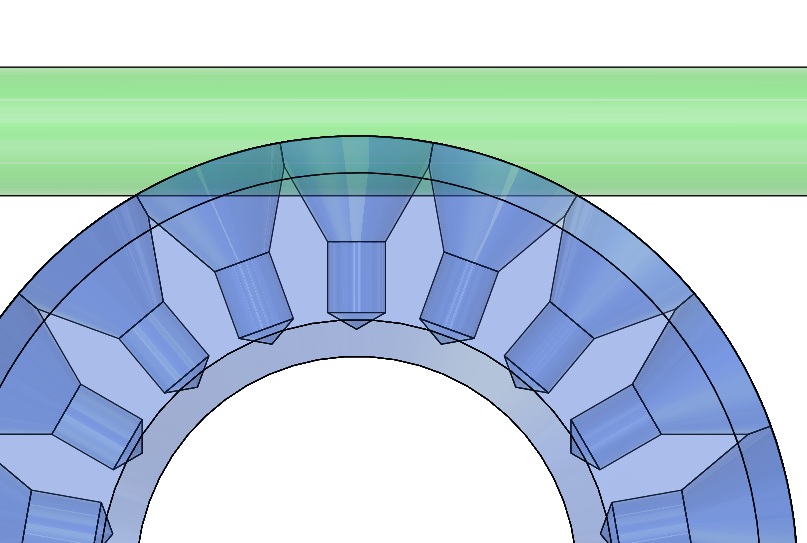
Just an FYI. I'm moving to stainless steel and using a #0 center drill, pecked 18 times into the diameter.
I hobbed this naval grade 485 brass from Mcmaster Carr.
The teeth are too soft and collapse, and break off, thus jamming the nozzle.
I did have a bit come through the .4mm diameter nozzle, and end up in the print. ( flake image)
You can see the wheel has folded over teeth, and the flake of one ready to come loose.
I put a circle so you can see the dent made by the PLA into the teeth.
.
This wheel was only 4 hours old.
Just an FYI. I'm moving to stainless steel and using a #0 center drill, pecked 18 times into the diameter.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Advice: Avoid this brass for your hobbed drive wheel January 07, 2014 04:15PM |
Registered: 11 years ago Posts: 98 |
|
Re: Advice: Avoid this brass for your hobbed drive wheel January 07, 2014 04:23PM |
Registered: 11 years ago Posts: 253 |
it's funny. I have made several of these, using a scrap piece of brass I had laying around.
Those had sharp teeth and have no issues. Might be a better grade or alloy of brass/bronze.
The hobbing could be done less deep, and should create less sharps.
I'm also thinking of using an endmill to cross cut a wheel. Not extremely sharp if I keep the number of teeth low.
Credit due: that peck drilling with a center drill comes from the Stratasys Uprint head.
Those had sharp teeth and have no issues. Might be a better grade or alloy of brass/bronze.
The hobbing could be done less deep, and should create less sharps.
I'm also thinking of using an endmill to cross cut a wheel. Not extremely sharp if I keep the number of teeth low.
Credit due: that peck drilling with a center drill comes from the Stratasys Uprint head.
{kind=link}
{kind=link}
|
Re: Advice: Avoid this brass for your hobbed drive wheel January 07, 2014 04:34PM |
Admin Registered: 11 years ago Posts: 3,096 |
Imagine creating a hollow hobbed bolt, where the filament that gets chewed-up gets put through to the center of the bolt where it can be cleared out with a small toothpick 
The center-driller hole way of making a hobbed bolt also looks very promising, I have ordere a bunch of bolts to experiment with, since my current hyena-clone bolt is starting to fall apart around the M8 threads.
The center-driller hole way of making a hobbed bolt also looks very promising, I have ordere a bunch of bolts to experiment with, since my current hyena-clone bolt is starting to fall apart around the M8 threads.
|
Re: Advice: Avoid this brass for your hobbed drive wheel January 07, 2014 04:52PM |
Registered: 11 years ago Posts: 253 |
I think the chewed up bits are something to be avoided.
I don't know if you ever saw one of those Bits for Bytes heads working. They had a bolt spinning and pressed the filament into bolts thread, nearly running parallel to each other.
The one I saw looked liked it was heavily dusted with a fine powder, since the bolt thread was basically grinding into the filament to feed it.
I bet the oil soaked rag idea, to lubricate the incoming filament, helped those heads a ton.
Must be why that method fell out of favor with folks.
There is a lot of mechanical advantage with it.
I don't know if you ever saw one of those Bits for Bytes heads working. They had a bolt spinning and pressed the filament into bolts thread, nearly running parallel to each other.
The one I saw looked liked it was heavily dusted with a fine powder, since the bolt thread was basically grinding into the filament to feed it.
I bet the oil soaked rag idea, to lubricate the incoming filament, helped those heads a ton.
Must be why that method fell out of favor with folks.
There is a lot of mechanical advantage with it.
|
Re: Advice: Avoid this brass for your hobbed drive wheel January 07, 2014 06:37PM |
Registered: 11 years ago Posts: 1,171 |
|
Re: Advice: Avoid this brass for your hobbed drive wheel January 08, 2014 04:22AM |
Registered: 10 years ago Posts: 474 |
I think the center drilled idea is fantastic for a drive wheel design wish I thought of it. The only drawback I can see is less points to grip the filament if at first it doesn't give you good results I would try going with a larger diameter which in turn were one tooth bites in the center there is teeth above and below engaged in the filament also. But because of that a larger diameter might not work with direct drive.
Edited 2 time(s). Last edit at 01/08/2014 04:29AM by cnc dick.
Edited 2 time(s). Last edit at 01/08/2014 04:29AM by cnc dick.
|
Re: Advice: Avoid this brass for your hobbed drive wheel January 08, 2014 12:05PM |
Registered: 14 years ago Posts: 195 |
|
Re: Advice: Avoid this brass for your hobbed drive wheel January 08, 2014 12:36PM |
Registered: 11 years ago Posts: 253 |
Sorry, only registered users may post in this forum.