Let's implement colour mixing - [video]
Posted by SanjayM
|
Let's implement colour mixing - [video] January 14, 2014 04:08PM |
Registered: 12 years ago Posts: 177 |
I'm really interested in colour mixing.
Josh and myself at E3D Online have been working on hardware, and have something that works better than expected, with fast snappy colour changes and producing homogeneous output:
http://www.youtube.com/watch?v=vmn7K1U06Wc
It should be noted that the long periods of green extrusion are intentional to show the ability to mix colour, as opposed to simply extruding one colour or the other. Fast transitions can also be seen in the video.
But I realise that good hardware is only one piece of a very complex puzzle here. Software being the other main hurdle.
The GCODE M160:
http://reprap.org/wiki/G-code#M160:_Number_of_mixed_materials
Provides what I think is a sensible way of managing colour change.
What we also need to think about is how we manage transition between colour, which is always going to exist, so we must have software strategies for dumping unwanted filament in invisible places (Infill?).
How are we going to input colour data to our imaginary colour-managing-slicer? STL is useless here, is AMF any better?
In the mean time I expect we could hack together something that uses multi-nozzle slicing software to output GCODE, and post-process it such that each "nozzle" is infact a different mix ratio in a single nozzle.
I'm interested in opinions and suggestions at this point. If you're a software developer or similar and want to tackle this issue please do chime in, E3D want to support this and make it happen.
Aside from colour, the ability to mix polymers can be used for engineering applications to create materials with programmable mechanical properties, on the fly.
Cheers,
Sanjay
Edited 1 time(s). Last edit at 01/14/2014 04:10PM by SanjayM.
I Design/Sell all-metal hotends. My company is called e3d-online - you can buy at [www.e3d-online.com]
Josh and myself at E3D Online have been working on hardware, and have something that works better than expected, with fast snappy colour changes and producing homogeneous output:
http://www.youtube.com/watch?v=vmn7K1U06Wc
It should be noted that the long periods of green extrusion are intentional to show the ability to mix colour, as opposed to simply extruding one colour or the other. Fast transitions can also be seen in the video.
But I realise that good hardware is only one piece of a very complex puzzle here. Software being the other main hurdle.
The GCODE M160:
http://reprap.org/wiki/G-code#M160:_Number_of_mixed_materials
Provides what I think is a sensible way of managing colour change.
What we also need to think about is how we manage transition between colour, which is always going to exist, so we must have software strategies for dumping unwanted filament in invisible places (Infill?).
How are we going to input colour data to our imaginary colour-managing-slicer? STL is useless here, is AMF any better?
In the mean time I expect we could hack together something that uses multi-nozzle slicing software to output GCODE, and post-process it such that each "nozzle" is infact a different mix ratio in a single nozzle.
I'm interested in opinions and suggestions at this point. If you're a software developer or similar and want to tackle this issue please do chime in, E3D want to support this and make it happen.
Aside from colour, the ability to mix polymers can be used for engineering applications to create materials with programmable mechanical properties, on the fly.
Cheers,
Sanjay
Edited 1 time(s). Last edit at 01/14/2014 04:10PM by SanjayM.
I Design/Sell all-metal hotends. My company is called e3d-online - you can buy at [www.e3d-online.com]
|
Re: Let's implement colour mixing - [video] January 14, 2014 04:56PM |
Registered: 10 years ago Posts: 1,381 |
Looks great!
I would like to see the AMF file format supported, are there limitations that we need to be aware of
using the current hardware, and software for RepRap 3d printers?
The diameter of the extrudate is large, why didn't you use a smaller orifice diameter?
What is the lag (time, volume of material) between adding color, and the extrudate changing color?
Unlike its predecessor STL format, AMF has native support for color, materials, lattices, and constellations.
[en.wikipedia.org]
I would like to see the AMF file format supported, are there limitations that we need to be aware of
using the current hardware, and software for RepRap 3d printers?
The diameter of the extrudate is large, why didn't you use a smaller orifice diameter?
What is the lag (time, volume of material) between adding color, and the extrudate changing color?
Unlike its predecessor STL format, AMF has native support for color, materials, lattices, and constellations.
[en.wikipedia.org]
|
Re: Let's implement colour mixing - [video] January 14, 2014 06:12PM |
Registered: 12 years ago Posts: 1,236 |
Wow, impressive!
I would definitely go for AMF. At the simplest level, it's just like an STL. At the complex level... it is quite complicated.
AMF has two ways of handling color, the simple way is to specify a "material" for each volume. The material is just a number, so it can be externally mapped to colors, or indeed different materials. Therefore, if you create an AMF with 2 materials, you could map those to single colors, e.g. red, blue, green, or any combinations, such as material 1 = 10% red, 90% blue, etc. With this method, each volume would have a uniform color or color mix.
The second method is with the color property, which is a 4 channel RGB/alpha. In theory that could be mapped to "true" color, but I guess you need to translate to CMYK? Colors can be assigned to volumes , facets and vertices, and the slicer should blend the colors accordingly. That might be a little complex to handle.
You could also bend the rules a little, and assign the RGBA channels to 4 extruders, and then mix those.
I have a copy of the AMF spec, which unfortunately is still under copyright and has to be purchased. We tried to persuade Hod Lipson to get it published free of charge, he was receptive to the idea but we didn't hear anything since. It seems that ISO don't really want to make a precedent by giving away specs. There is a Google group for AMF [groups.google.com], it's pretty quiet...
In the meantime, Microsoft have come up with their own format, which I haven't been able to get any details of at all.
I think Slic3r supports AMF, OpenSCAD had some experimental AMF support, it needs a push to get that working and into the master branch.
What is Open Source?
What is Open Source Hardware?
Open Source in a nutshell: the Four Freedoms
CC BY-NC is not an Open Source license
I would definitely go for AMF. At the simplest level, it's just like an STL. At the complex level... it is quite complicated.
AMF has two ways of handling color, the simple way is to specify a "material" for each volume. The material is just a number, so it can be externally mapped to colors, or indeed different materials. Therefore, if you create an AMF with 2 materials, you could map those to single colors, e.g. red, blue, green, or any combinations, such as material 1 = 10% red, 90% blue, etc. With this method, each volume would have a uniform color or color mix.
The second method is with the color property, which is a 4 channel RGB/alpha. In theory that could be mapped to "true" color, but I guess you need to translate to CMYK? Colors can be assigned to volumes , facets and vertices, and the slicer should blend the colors accordingly. That might be a little complex to handle.
You could also bend the rules a little, and assign the RGBA channels to 4 extruders, and then mix those.
I have a copy of the AMF spec, which unfortunately is still under copyright and has to be purchased. We tried to persuade Hod Lipson to get it published free of charge, he was receptive to the idea but we didn't hear anything since. It seems that ISO don't really want to make a precedent by giving away specs. There is a Google group for AMF [groups.google.com], it's pretty quiet...
In the meantime, Microsoft have come up with their own format, which I haven't been able to get any details of at all.
I think Slic3r supports AMF, OpenSCAD had some experimental AMF support, it needs a push to get that working and into the master branch.
What is Open Source?
What is Open Source Hardware?
Open Source in a nutshell: the Four Freedoms
CC BY-NC is not an Open Source license
|
Re: Let's implement colour mixing - [video] January 14, 2014 08:30PM |
Registered: 11 years ago Posts: 334 |
This is the first thing that has gotten me excited in 3D printing in a while. How far along are you? Is this something we will be seeing this year? will you be able to mix RGB or CMYK?
WWW.ZATOPA.COM - Your Place for high quality 3D Printing Filament and accessories
WWW.ZATOPA.COM - Your Place for high quality 3D Printing Filament and accessories
|
Re: Let's implement colour mixing - [video] January 14, 2014 08:53PM |
Registered: 10 years ago Posts: 1,381 |
You can add color to your STL model using MeshMixer, and then "export" it as an AMF file.
What CAD programs can export an AMF file format?
meshmixer
[www.meshmixer.com]
Overview of CAD formats and converters - conversion
[www.cadforum.cz]
Solidworks can save as an STL and MeshMixer can import that file.
I don't know why this chart places an AutoDesk product in the conversion path, as it's not required.
Edited 1 time(s). Last edit at 01/14/2014 08:55PM by A2.
What CAD programs can export an AMF file format?
meshmixer
[www.meshmixer.com]
Overview of CAD formats and converters - conversion
[www.cadforum.cz]
Solidworks can save as an STL and MeshMixer can import that file.
I don't know why this chart places an AutoDesk product in the conversion path, as it's not required.

Edited 1 time(s). Last edit at 01/14/2014 08:55PM by A2.
|
Re: Let's implement colour mixing - [video] January 15, 2014 04:55AM |
Registered: 12 years ago Posts: 177 |
Quote
jzatopa
will you be able to mix RGB or CMYK?
Actually we'll need CMYK+White+(Maybe Clear).
You don't have the white paper upon which to put your CMYK mix onto, so you need white. While you're at it you may as well add an alpha channel (Clear) and get full colour and transparency.
6 is a nicer number than 5 to deal with from a machining standpoint anyway. So we'll just do 6.
|
Re: Let's implement colour mixing - [video] January 15, 2014 11:10AM |
Registered: 12 years ago Posts: 177 |
Fantastic work Sanjay and the E3D team!
I have been looking at the firmware level implementation and M160, currently it is suggested as:
M160 3 ; three extruder drives
G1 X10 E2 0.1 0.2 0.7 ; step the drives with a ratio of 0.1, 0.2, 0.7
Easier to manage could be
G1 X10 E 0.2 0.4 1.4; step each drive by 0.2mm, 0.4mm 1.4mm
My preference would be to offload how to get the right mix to the slicer - it then sends the code to extrude the required mix. The reasons for doing the heavy lifting in the slicer are:
1) Ease, especially for advanced functionality - for example to do colour true mixing there would need to be a calibration stage. That might be able to be implemented optically, eg take a picture, software adjustment, take another picture or it might be a print 10 cubes - which cube looks like the one on your screen? Either method would be easier to do on a PC than in firmware.
2) Purging - can be incorporated into the infil or dumped - only the slicer knows what is infil and what is not.
One obvious downside is any possibility of gcode compatibility is then broken.
DuetWifi.: advanced 3d printing electronics
I have been looking at the firmware level implementation and M160, currently it is suggested as:
M160 3 ; three extruder drives
G1 X10 E2 0.1 0.2 0.7 ; step the drives with a ratio of 0.1, 0.2, 0.7
Easier to manage could be
G1 X10 E 0.2 0.4 1.4; step each drive by 0.2mm, 0.4mm 1.4mm
My preference would be to offload how to get the right mix to the slicer - it then sends the code to extrude the required mix. The reasons for doing the heavy lifting in the slicer are:
1) Ease, especially for advanced functionality - for example to do colour true mixing there would need to be a calibration stage. That might be able to be implemented optically, eg take a picture, software adjustment, take another picture or it might be a print 10 cubes - which cube looks like the one on your screen? Either method would be easier to do on a PC than in firmware.
2) Purging - can be incorporated into the infil or dumped - only the slicer knows what is infil and what is not.
One obvious downside is any possibility of gcode compatibility is then broken.
DuetWifi.: advanced 3d printing electronics
|
Re: Let's implement colour mixing - [video] January 15, 2014 12:56PM |
Registered: 12 years ago Posts: 177 |
Quote
T3P3
G1 X10 E 0.2 0.4 1.4; step each drive by 0.2mm, 0.4mm 1.4mm
.
Further to my last post I have discussed this with Adrian Bowyer and a better option would be something like
G1 X10 E0.2:0.4:1.4; step each drive by 0.2mm, 0.4mm 1.4mm
This is because in GCode every parameter should be preceded by a letter tag, white space separates parameters. The use of a ":" or similar delimiter overcomes that.
DuetWifi.: advanced 3d printing electronics
|
Re: Let's implement colour mixing - [video] January 15, 2014 04:10PM |
Registered: 12 years ago Posts: 1,236 |
Quote
T3P3
Quote
T3P3
G1 X10 E 0.2 0.4 1.4; step each drive by 0.2mm, 0.4mm 1.4mm
.
Further to my last post I have discussed this with Adrian Bowyer and a better option would be something like
G1 X10 E0.2:0.4:1.4; step each drive by 0.2mm, 0.4mm 1.4mm
This is because in GCode every parameter should be preceded by a letter tag, white space separates parameters. The use of a ":" or similar delimiter overcomes that.
That seems like a better idea to me, it saves some number crunching on the printer side.
Actually, spaces are not significant in GCode, and should be ignored by the parser, but that makes it more important not to rely on spaces for delimiters.
Instead of colon ":", I would have used comma ",", it seems more natural for a list, but it doesn't really matter.
Do any firmwares implement M160 already?
What is Open Source?
What is Open Source Hardware?
Open Source in a nutshell: the Four Freedoms
CC BY-NC is not an Open Source license
|
Re: Let's implement colour mixing - [video] January 15, 2014 04:16PM |
Registered: 12 years ago Posts: 177 |
|
Re: Let's implement colour mixing - [video] January 15, 2014 06:33PM |
Registered: 12 years ago Posts: 1,236 |
Richrap's color blending is great! On his blog he uses manual switches to enable the 3 extruders, maybe he has automated that now.
One thing that worries me slightly is that an extra 5 numbers for each line approximately doubles the size of the GCode.
One idea I had is to extend the Tn command such that T0, T1, T2 select single extruders, and then T3 upwards maps combinations using a binary bitmap. It could also be extended to define ratios, to avoid having to specify the distance for each extruder on each segment.
Looking more closely at AMF, and wondering how to do blending, the color assignments to triangles allows a blended color across the face triangle. However, the color of the infill appears to be defined by the volume or object. That would not matter if the outer color is opaque. The slicer can create skins that have the blended color, and use the single color for the infill.
Colors can also have a value defined by various functions taking (x,y,z) coordinate as parameter, so a single layer can have an arbitrarily complex color map. You might want to do that for translucent objects, making use of the alpha channel. I think the way for a slicer to handle that is to generate skins as before, and for infill try to reproduce the color map by short segments. That is going to lead to a lot more GCode, akin to Delta.
Adding color makes things quite complex ! I think initially we should aim to model the external colors, and worry about the internal fill later.
What is Open Source?
What is Open Source Hardware?
Open Source in a nutshell: the Four Freedoms
CC BY-NC is not an Open Source license
One thing that worries me slightly is that an extra 5 numbers for each line approximately doubles the size of the GCode.
One idea I had is to extend the Tn command such that T0, T1, T2 select single extruders, and then T3 upwards maps combinations using a binary bitmap. It could also be extended to define ratios, to avoid having to specify the distance for each extruder on each segment.
Looking more closely at AMF, and wondering how to do blending, the color assignments to triangles allows a blended color across the face triangle. However, the color of the infill appears to be defined by the volume or object. That would not matter if the outer color is opaque. The slicer can create skins that have the blended color, and use the single color for the infill.
Colors can also have a value defined by various functions taking (x,y,z) coordinate as parameter, so a single layer can have an arbitrarily complex color map. You might want to do that for translucent objects, making use of the alpha channel. I think the way for a slicer to handle that is to generate skins as before, and for infill try to reproduce the color map by short segments. That is going to lead to a lot more GCode, akin to Delta.
Adding color makes things quite complex ! I think initially we should aim to model the external colors, and worry about the internal fill later.
What is Open Source?
What is Open Source Hardware?
Open Source in a nutshell: the Four Freedoms
CC BY-NC is not an Open Source license
|
Re: Let's implement colour mixing - [video] January 15, 2014 06:48PM |
Registered: 12 years ago Posts: 177 |
Bob
Agree with the complexity. We will also want the functionality of using the purge phase to print some infill, then either complete the purge elsewhere in a dump region, or if finished before all the infill go back and print some more outside until another purge is required in that layer... but one step at a time!
As far as the length of the Gcode the issue with using the T numbers (from, say T7, and up) is that we want to be able to set the mix in the slic3r to potentially quite a few decimal points i t seams the most flexible to be able to set the amount that each filament drive can step to any arbitrary amount that could be specified for an E step in a single extruder system. That way this would work fine and intuitively:
M160 S1
G1 X10 E0.5
M160 S2
G1 X10 E0.2,0.3
M160 S3
G1 X10 E0.0,0.1,0.4
etc
I am not overly concerned about the length of the individual Gcode lines, we may have to increase some buffer sizes and print from SD for very fast printing, as you point out the delta bot implementations can go very quickly and that is more complex than this.
Cheers
Tony
Edited 1 time(s). Last edit at 01/15/2014 06:49PM by T3P3.
DuetWifi.: advanced 3d printing electronics
Agree with the complexity. We will also want the functionality of using the purge phase to print some infill, then either complete the purge elsewhere in a dump region, or if finished before all the infill go back and print some more outside until another purge is required in that layer... but one step at a time!
As far as the length of the Gcode the issue with using the T numbers (from, say T7, and up) is that we want to be able to set the mix in the slic3r to potentially quite a few decimal points i t seams the most flexible to be able to set the amount that each filament drive can step to any arbitrary amount that could be specified for an E step in a single extruder system. That way this would work fine and intuitively:
M160 S1
G1 X10 E0.5
M160 S2
G1 X10 E0.2,0.3
M160 S3
G1 X10 E0.0,0.1,0.4
etc
I am not overly concerned about the length of the individual Gcode lines, we may have to increase some buffer sizes and print from SD for very fast printing, as you point out the delta bot implementations can go very quickly and that is more complex than this.
Cheers
Tony
Edited 1 time(s). Last edit at 01/15/2014 06:49PM by T3P3.
DuetWifi.: advanced 3d printing electronics
|
Re: Let's implement colour mixing - [video] January 15, 2014 07:16PM |
Registered: 12 years ago Posts: 156 |
I don't mean to hijack the tread, but since here's talk about AMF and wondering...
I have access only to draft, where two things come as strange to me.
1:
2:
Was anything of this addressed in subsequent versions of standard?
I have access only to draft, where two things come as strange to me.
1:
Why "feet" - plural when all others units are singular?Quote
pg.8
The units to be used. May be "inch", "millimeter", "meter", "feet", or "micron".
2:
Isn't displacement usually combination of both translation and rotation? So shouldn't they rather use "translation" instead of "displacement in context of that quote?Quote
pg.6
The element specifies the displacement and rotation an existing objects needs to undergo into its position in the constellation.
Was anything of this addressed in subsequent versions of standard?
|
Re: Let's implement colour mixing - [video] January 15, 2014 07:17PM |
Registered: 12 years ago Posts: 1,236 |
Slic3r currently generates Tn commands for multi-color printing, I will have a look at how that can be changed. Slic3r generates separate paths for each volume, which have a uniform color.
I'll also look at how the RepRapPro slicer works.
What is Open Source?
What is Open Source Hardware?
Open Source in a nutshell: the Four Freedoms
CC BY-NC is not an Open Source license
I'll also look at how the RepRapPro slicer works.
What is Open Source?
What is Open Source Hardware?
Open Source in a nutshell: the Four Freedoms
CC BY-NC is not an Open Source license
|
Re: Let's implement colour mixing - [video] January 15, 2014 07:28PM |
Registered: 12 years ago Posts: 1,236 |
Quote
miso
I don't mean to hijack the tread, but since here's talk about AMF and wondering...
I have access only to draft, where two things come as strange to me.
1:
Why "feet" - plural when all others units are singular?Quote
pg.8
The units to be used. May be "inch", "millimeter", "meter", "feet", or "micron".
2:
Isn't displacement usually combination of both translation and rotation? So shouldn't they rather use "translation" instead of "displacement in context of that quote?Quote
pg.6
The element specifies the displacement and rotation an existing objects needs to undergo into its position in the constellation.
Was anything of this addressed in subsequent versions of standard?
I think you are probably right, but the language in the final version is the same. There are quite a few anomalies in the spec, to be honest. It could benefit with updates in the light of experience. The XML schema for example, could be better defined.
There were rumours of an AMF v2, but the talk was about extending the AMF spec into a programming language (AML) instead of just a file spec, which sounds like a move in the wrong direction to me (i.e. more complex and ambiguous).
What is Open Source?
What is Open Source Hardware?
Open Source in a nutshell: the Four Freedoms
CC BY-NC is not an Open Source license
|
Re: Let's implement colour mixing - [video] January 16, 2014 08:28AM |
Registered: 12 years ago Posts: 177 |
Regarding the hardware - I'm not going to get too specific with things, because it's not ready, and what we do have is a hack of the most dirty and epic proportions. There's so much "I'll just screw this into about here, and cut that till it fits" We don't even have firm dimensions for much of this.
Our main objective with this very first prototype was to test/experiment with sealing - our expectation being that plastic would leak from every possible orifice, and that hopefully more would leak from the nozzle than the other places. - Incidentally this is why you see the larger nozzle being used, in hopes of plastic being biased towards leaking out of the that hole, rather than all of the others, and decreasing pressure.
We all sat and took bets on which way it would fail/leak/snap/jam before firing it up. Nobody actually expected it to work properly. As it turns out, we were all wrong and the sealing worked, the mixing worked, not much pressure was needed to extrude, it didn't jam. Most importantly transitions were snappy and output was homogeneous.
The nice thing is that we actually have quite a bit of head room left for optimising transitions between colours, we expect to get it quite a bit snappier than you see in the video.
We've taken samples of extrudate at many different recorded settings, carefully altering single variables at a time in order to see what factors affect mixing. We're analysing these extrudate samples with a microscope, I hope to have some images of the extrudate up close for you guys soon.
From a software perspective I am quite agreed with Tony in that the slicer is the only piece of software that can acceptably manage transitions as it is the only piece of software that has enough information to make intelligent choices about where to purge/dump etc. I think that having a simple tuple in the vein of "E0.0,0.1,0.4" for the extruder motors makes best sense.
As a quick and dirty hack it is quite feasible to have something that just post processes GCODE that has been generated with multiple nozzles in mind (T0, T1, Tn....) such that when Tn is selected all E-Codes thereafter are replaced with Ec,m,y,k,w,a codes that are predefined per T. Thereby each tool would just accord to a mix ratio. You can assign a tool to a model in slic3r, so therefore you should be able to assign a mix ratio to an object.
Sanjay
I Design/Sell all-metal hotends. My company is called e3d-online - you can buy at [www.e3d-online.com]
Our main objective with this very first prototype was to test/experiment with sealing - our expectation being that plastic would leak from every possible orifice, and that hopefully more would leak from the nozzle than the other places. - Incidentally this is why you see the larger nozzle being used, in hopes of plastic being biased towards leaking out of the that hole, rather than all of the others, and decreasing pressure.
We all sat and took bets on which way it would fail/leak/snap/jam before firing it up. Nobody actually expected it to work properly. As it turns out, we were all wrong and the sealing worked, the mixing worked, not much pressure was needed to extrude, it didn't jam. Most importantly transitions were snappy and output was homogeneous.
The nice thing is that we actually have quite a bit of head room left for optimising transitions between colours, we expect to get it quite a bit snappier than you see in the video.
We've taken samples of extrudate at many different recorded settings, carefully altering single variables at a time in order to see what factors affect mixing. We're analysing these extrudate samples with a microscope, I hope to have some images of the extrudate up close for you guys soon.
From a software perspective I am quite agreed with Tony in that the slicer is the only piece of software that can acceptably manage transitions as it is the only piece of software that has enough information to make intelligent choices about where to purge/dump etc. I think that having a simple tuple in the vein of "E0.0,0.1,0.4" for the extruder motors makes best sense.
As a quick and dirty hack it is quite feasible to have something that just post processes GCODE that has been generated with multiple nozzles in mind (T0, T1, Tn....) such that when Tn is selected all E-Codes thereafter are replaced with Ec,m,y,k,w,a codes that are predefined per T. Thereby each tool would just accord to a mix ratio. You can assign a tool to a model in slic3r, so therefore you should be able to assign a mix ratio to an object.
Sanjay
I Design/Sell all-metal hotends. My company is called e3d-online - you can buy at [www.e3d-online.com]
|
Re: Let's implement colour mixing - [video] January 16, 2014 11:08AM |
Registered: 11 years ago Posts: 490 |
Is this the way to functionally graded 3D printing?
I see a bright future with objects having a stiffness/flexibility gradient and other fancy properties, but of course this requires volumetric 3D files. As long as the model is defined by its faces, truly blending materials to create gradients may only work with some slicer hackery.
Maybe a clever script (e.g. in blender) can also be used to create cubes or spheres in varying size of one material that gets embedded into the other - sort of a 3D halftone. This approach at least would allow for adequate property gradients while still allowing color mixing on the surface.
A MIT group already did some work on 3D printed FGM: Their publication
Color mixing is nice, but what really fascinates me about this project is the possibility to realize truly bionic designs - natural structures are functionally graded, we could not adequately replicate that with our traditional manufacturing processes, but now additive manufacturing has opened a dazzling new path for better products and more economic use of materials.
Kudos to RichRap and the E3D team for helping to bring our community closer to this future!
I see a bright future with objects having a stiffness/flexibility gradient and other fancy properties, but of course this requires volumetric 3D files. As long as the model is defined by its faces, truly blending materials to create gradients may only work with some slicer hackery.
Maybe a clever script (e.g. in blender) can also be used to create cubes or spheres in varying size of one material that gets embedded into the other - sort of a 3D halftone. This approach at least would allow for adequate property gradients while still allowing color mixing on the surface.
A MIT group already did some work on 3D printed FGM: Their publication
Color mixing is nice, but what really fascinates me about this project is the possibility to realize truly bionic designs - natural structures are functionally graded, we could not adequately replicate that with our traditional manufacturing processes, but now additive manufacturing has opened a dazzling new path for better products and more economic use of materials.
Kudos to RichRap and the E3D team for helping to bring our community closer to this future!
|
Re: Let's implement colour mixing - [video] January 16, 2014 12:05PM |
Registered: 11 years ago Posts: 265 |
You should contact the developer of OpenSCAD.
He's is currently working on how to handle colour changes and having colour information saved within the model file.
The question I put to you,
Do you treat colour as a material? (And allow mixing of materials later on)
Or do you treat colour as a surface information?
The gents at ordsoultions has already done a LOT of R&D in the multiple colour arena. You may want to talk to them too.
Edited 4 time(s). Last edit at 01/16/2014 12:12PM by ShadowRam.
He's is currently working on how to handle colour changes and having colour information saved within the model file.
The question I put to you,
Do you treat colour as a material? (And allow mixing of materials later on)
Or do you treat colour as a surface information?
The gents at ordsoultions has already done a LOT of R&D in the multiple colour arena. You may want to talk to them too.
Edited 4 time(s). Last edit at 01/16/2014 12:12PM by ShadowRam.
|
Re: Let's implement colour mixing - [video] January 16, 2014 11:59PM |
Registered: 12 years ago Posts: 6 |
In following your discussion it ocurred to me that if you know how much extrudent must be used before the color will change, then it requires no dumping if the color change is made at the appropriate time and for the proper duration before switching to the next needed color. This could be entered as information for the material. Some color changes may happen with less time than others (ie:light to dark color changes). Do you have any information about residual color effect on the next chosen extrusion color? Maybe this will be inconsequencial. It also occurred to me that your discussion on surface color verses solid would highly depend on use of transparent materials or materials with different properties (temperature, strength, extrusion rates at different temperatures, etcetera).
|
Re: Let's implement colour mixing - [video] January 17, 2014 12:19AM |
Registered: 11 years ago Posts: 791 |
I noticed that Cura saves with AMF by default. This could be useful.
[regpye.com.au]
"Experience is the mother of all knowledge." --Leonardo da Vinci
[regpye.com.au]
"Experience is the mother of all knowledge." --Leonardo da Vinci
|
Re: Let's implement colour mixing - [video] January 17, 2014 02:52AM |
Registered: 12 years ago Posts: 6 |
Trying to control six extruders plus the usual 3 steppers for movement means managing 9 stepper motors simultaneously. Will that be a problem? Are the processor's fast enough to handle that without reducing the print speed significantyly? Having six extruders will be very space consuming as well. I was thinking that if a light weight stainless steel head was designed using the "BerryBot" "wormgear extruder" concept with 6 wormgear drives integrated into the top layer of the extruder head with them all being driven by one stepper motor with each one having a simple clutch (electro magnetic) then the color could be controlled with six bits of data by pulsing the clutches on and off to get the desired ratios of color. The motor would still determine the flow rate overall and any reversing needed to stop extrudant stream flow. I know such clutches exist in the world of large production automation installations, but does anyone know if any are available in a micro sized version? I saw an article a few years back about an electrically controlled viscous damped clutch that doesn't wear out in situations of rapid engagement/dis-engagement cycles. I don't remember where I saw it at though. Does anyone have any information that is pertenent?
|
Re: Let's implement colour mixing - [video] January 17, 2014 08:58AM |
Registered: 11 years ago Posts: 374 |
@ MrMaint
With 6 extruders I think you'd have little choice but to use a bowden arrangement and mount the extruder motors and drive/hobb gears remotely. Packing 6 stepper motors (even small ones) onto a print head would very undesirable from a weight and size perspective.
@ Sanjay
Very impressive, as usual. Keep up the good work!
With 6 extruders I think you'd have little choice but to use a bowden arrangement and mount the extruder motors and drive/hobb gears remotely. Packing 6 stepper motors (even small ones) onto a print head would very undesirable from a weight and size perspective.
@ Sanjay
Very impressive, as usual. Keep up the good work!
|
Re: Let's implement colour mixing - [video] January 17, 2014 09:46AM |
Registered: 12 years ago Posts: 1,236 |
Quote
uGen
Is this the way to functionally graded 3D printing?
I see a bright future with objects having a stiffness/flexibility gradient and other fancy properties, but of course this requires volumetric 3D files. As long as the model is defined by its faces, truly blending materials to create gradients may only work with some slicer hackery.
Maybe a clever script (e.g. in blender) can also be used to create cubes or spheres in varying size of one material that gets embedded into the other - sort of a 3D halftone. This approach at least would allow for adequate property gradients while still allowing color mixing on the surface.
A MIT group already did some work on 3D printed FGM: Their publication
Color mixing is nice, but what really fascinates me about this project is the possibility to realize truly bionic designs - natural structures are functionally graded, we could not adequately replicate that with our traditional manufacturing processes, but now additive manufacturing has opened a dazzling new path for better products and more economic use of materials.
Kudos to RichRap and the E3D team for helping to bring our community closer to this future!
That raises an interesting point which I hadn't appreciated before, AMF is not a volumetric model and the grading of properties is quite limited. It mainly concentrates on surface colors.
However, I think it would be easy to extend AMF with a tetrahedron primitive (or other suitable structure) instead of the triangle primitive. Then, I think that color and material properties can be assigned to tetrahedrons. It would be relatively easy to extends slicers to handle tetrahedrons. Determining appropriate tools paths may not be easy though.
Are there any existing volumetric file formats that might be easy for slicers to handle?
There is also a lack of support for volumetric modelling tools as well, which would need to be addressed. Makes me realize that so far we are really printing in 2.5D rather than 3D.
What is Open Source?
What is Open Source Hardware?
Open Source in a nutshell: the Four Freedoms
CC BY-NC is not an Open Source license
|
Re: Let's implement colour mixing - [video] January 17, 2014 02:30PM |
Registered: 12 years ago Posts: 6 |
@crispy1
I agree that 6 motors on one extruder head would be way too much weight. That is why I was thinking of a multi-color extruder that only used one motor.
@everyone
Another thought... Since there really is limited problems with dripping and stringing anymore because of the improvements in control of temperature, movement of material, orifice sizing, and speed of printing, why don't we think about printing "inkjet printer style" with quick color changes and a straight left to right to left, front to back, bottom to top movement? Wouldn't that simplify the coding and increase the printing speed? Then, it is mearly a matter of extruding the amount of color needed to make a straight segment of line followed by another extrusion of the next color in the amount needed for that next segment of line. I should think that would be much easier to code. All of the color mixing just occurs prior to the time in which it is extruded. Qued up in the nozzle and dispensed in an orderly manner.
I agree that 6 motors on one extruder head would be way too much weight. That is why I was thinking of a multi-color extruder that only used one motor.
@everyone
Another thought... Since there really is limited problems with dripping and stringing anymore because of the improvements in control of temperature, movement of material, orifice sizing, and speed of printing, why don't we think about printing "inkjet printer style" with quick color changes and a straight left to right to left, front to back, bottom to top movement? Wouldn't that simplify the coding and increase the printing speed? Then, it is mearly a matter of extruding the amount of color needed to make a straight segment of line followed by another extrusion of the next color in the amount needed for that next segment of line. I should think that would be much easier to code. All of the color mixing just occurs prior to the time in which it is extruded. Qued up in the nozzle and dispensed in an orderly manner.
|
Re: Let's implement colour mixing - [video] January 18, 2014 11:36AM |
Registered: 11 years ago Posts: 490 |
@bobc: Actually, thinking about it, do we really need to have complete volumetric information? What about assigning sampling points with certain parameters to the volume to let the slicer handle the calculations based on the distance to the points? I have tried to generate variable density infill in blender with a very similar method. You could for example use the physics and particle system to create differing densities of particles that correspond to different material properties. That way, using multiple particle systems, you could assign each system to a color, too. Maybe one could also just write a plugin for a slicer that generates a 3D grid of sampling points and you have to set influence points that enhance or reduce certain parameters of the sampling point. I have described my variable density experiments in another thread, if that is in any way useful.
@MrMaint: This "inkjet printer" idea sounds very much like what Objet (now a subsidiary of Stratasys) does with UV-curable resins. Their advantage is that the resin doesn't need a high temperature to liquefy, so using a piezo printhead to deposit it is no problem. However, since we are dealing with relatively high melting points here, piezos directly in contact with the molten plastic is pretty much out of question (unless someone can point us to a high temperature piezo). Although the piezo could be placed outside of the melt chamber and mechanically connected with a piston, I doubt that this will work well with our generally available technological level. An alternative could be to dissolve the plastic and jet that out. A heated air current may aid in vaporizing the solvent to leave a solid object. Arburg, a German manufacturing equipment maker succeeded in making a 5 axis molten plastic jet printer with piezo technology, though.
@MrMaint: This "inkjet printer" idea sounds very much like what Objet (now a subsidiary of Stratasys) does with UV-curable resins. Their advantage is that the resin doesn't need a high temperature to liquefy, so using a piezo printhead to deposit it is no problem. However, since we are dealing with relatively high melting points here, piezos directly in contact with the molten plastic is pretty much out of question (unless someone can point us to a high temperature piezo). Although the piezo could be placed outside of the melt chamber and mechanically connected with a piston, I doubt that this will work well with our generally available technological level. An alternative could be to dissolve the plastic and jet that out. A heated air current may aid in vaporizing the solvent to leave a solid object. Arburg, a German manufacturing equipment maker succeeded in making a 5 axis molten plastic jet printer with piezo technology, though.
|
Re: Let's implement colour mixing - [video] January 18, 2014 09:15PM |
Registered: 12 years ago Posts: 6 |
@ugen
I was searching last night online and found micro magnetic spring clutches that are 1.17" in diameter and an 1.13" in height. They can handle 25 in/lbs of maximum torque and speeds up to 3000 rpm. They operate on either 6, 12, 24, or 90 vdc depending on choice of coil and can be ordered with bearings and gears already attached. I have not called to get pricing or weight information yet, and probably won't be able to do that until Tuesday since Monday is a holiday.
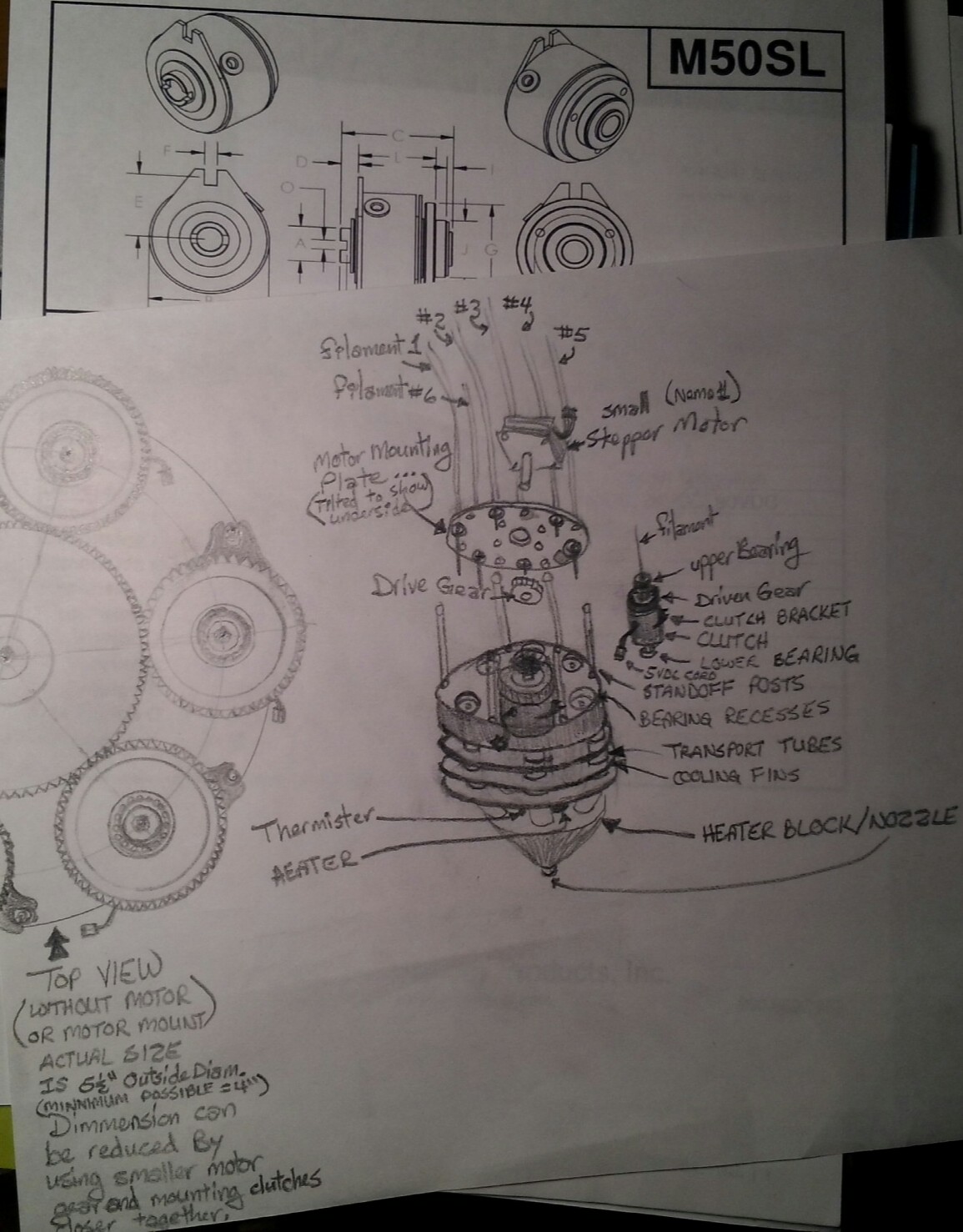
If a piece of 5/16" shaft were drilled to 1.74mm then threaded, the filament could travel through the center of the shaft. Each shaft could have a bearing on each end and one of these clutches between the bearings. The drive end of the clutch could have a gear attached that would engage a gear on the shaft of the stepper motor. All six of the clutches would be around the stepper motor with the gear being within the circle of clutches engaging all six of them at once. The stepper motor would be above the clutch cluster. The six bearings on the exit side of the clutch cluster would set into the top layer of the stainless steel extruder. The six top bearings would mount in the plate that would also have the motor bolted into the center of it. Each clutch has a knotched plate at its midsection that would connect with a small diameter rod that would work like a stand-off connecting the motor mount plate with the top plate of the extruder head. The extruder head would be made from multiple parts. There will be six transport tubes that will go straight down then curve to the center to connect with the heater block and nozzle. There will be layers of cooling fins that will weld to each of the transport tubes and then the top layer which will be milled to accept the bearings from the lower end of the clutch cluster. If a changable tip is required, that could be incorporated or it could simply be that the heater block would have a .4mm extruder nozzle drilled directly into it. Each of the tapered 2mm to .4mm holes for the different colors would all intersect at the upper end of the nozzle hole. The heater resistor (or cartridge) and thermister for sensing head temperature would be mounted in the center of the upper part of the heating block/nozzle. The attached file is a quick drawing by hand.
I was searching last night online and found micro magnetic spring clutches that are 1.17" in diameter and an 1.13" in height. They can handle 25 in/lbs of maximum torque and speeds up to 3000 rpm. They operate on either 6, 12, 24, or 90 vdc depending on choice of coil and can be ordered with bearings and gears already attached. I have not called to get pricing or weight information yet, and probably won't be able to do that until Tuesday since Monday is a holiday.
If a piece of 5/16" shaft were drilled to 1.74mm then threaded, the filament could travel through the center of the shaft. Each shaft could have a bearing on each end and one of these clutches between the bearings. The drive end of the clutch could have a gear attached that would engage a gear on the shaft of the stepper motor. All six of the clutches would be around the stepper motor with the gear being within the circle of clutches engaging all six of them at once. The stepper motor would be above the clutch cluster. The six bearings on the exit side of the clutch cluster would set into the top layer of the stainless steel extruder. The six top bearings would mount in the plate that would also have the motor bolted into the center of it. Each clutch has a knotched plate at its midsection that would connect with a small diameter rod that would work like a stand-off connecting the motor mount plate with the top plate of the extruder head. The extruder head would be made from multiple parts. There will be six transport tubes that will go straight down then curve to the center to connect with the heater block and nozzle. There will be layers of cooling fins that will weld to each of the transport tubes and then the top layer which will be milled to accept the bearings from the lower end of the clutch cluster. If a changable tip is required, that could be incorporated or it could simply be that the heater block would have a .4mm extruder nozzle drilled directly into it. Each of the tapered 2mm to .4mm holes for the different colors would all intersect at the upper end of the nozzle hole. The heater resistor (or cartridge) and thermister for sensing head temperature would be mounted in the center of the upper part of the heating block/nozzle. The attached file is a quick drawing by hand.
|
Re: Let's implement colour mixing - [video] January 18, 2014 10:51PM |
Registered: 10 years ago Posts: 3 |
|
Re: Let's implement colour mixing - [video] January 20, 2014 09:31AM |
Registered: 15 years ago Posts: 84 |
Wow this is great! I was quite interested in RRP's 3 colour printers and after the Tricolour Mendel came out was patiently waiting for others to do something similar. Was a bit disappointed when the Ormerod came out also promising triple extruder support and still not much else from anyone else or at least at a a decent price. Ordsoultions's 5 extruders is interesting but a little bit expensive for me and I'm not completely sure if it's truly revolutionary compared to 3 extruders. But I was also keeping an eye on the other ideas like colour mixing or inkjet printing although I admit I wasn't that hopefully either would work well. So it's great to see some excellent progress here, this could be truly revolutionary!
About the problem of controlling 6 extruders, I know the Duet with expansion board theoretically at least should be able to support up to 8 axis i.e. 5 extruders along with the normal 3 axis. Of course RRP doesn't even officially support 3 extruders yet so they software isn't there yet. And from what I understand, the previous route with 2 Melzis generally worked but wasn't considered a good long term solution. Adding colour mixing is likely add a significantly more complexity but the electronics may not be that far off.
Edited 1 time(s). Last edit at 01/20/2014 09:40AM by Nil Einne.
About the problem of controlling 6 extruders, I know the Duet with expansion board theoretically at least should be able to support up to 8 axis i.e. 5 extruders along with the normal 3 axis. Of course RRP doesn't even officially support 3 extruders yet so they software isn't there yet. And from what I understand, the previous route with 2 Melzis generally worked but wasn't considered a good long term solution. Adding colour mixing is likely add a significantly more complexity but the electronics may not be that far off.
Edited 1 time(s). Last edit at 01/20/2014 09:40AM by Nil Einne.
|
Re: Let's implement colour mixing - [video] January 20, 2014 02:00PM |
Registered: 12 years ago Posts: 177 |
Hi
The Duet with 5 extruder support is working:
[blog.think3dprint3d.com]
It works with 5 as well as 4 I just dont have a 5 extruder setup to test it with.
The software for 5 is on github
[github.com]
So now I need to implement M160.
If we get to the point where the hardware supports 5 colours and a clear channel then I will need to add another channel to the expansion board.
DuetWifi.: advanced 3d printing electronics
The Duet with 5 extruder support is working:
[blog.think3dprint3d.com]
It works with 5 as well as 4 I just dont have a 5 extruder setup to test it with.
The software for 5 is on github
[github.com]
So now I need to implement M160.
If we get to the point where the hardware supports 5 colours and a clear channel then I will need to add another channel to the expansion board.
DuetWifi.: advanced 3d printing electronics
|
Re: Let's implement colour mixing - [video] January 31, 2014 05:36PM |
Registered: 12 years ago Posts: 325 |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Sorry, only registered users may post in this forum.