North90's Compact and Easy to build hot-end V2
Posted by A2
|
North90's Compact and Easy to build hot-end V2 February 09, 2014 05:14PM |
Registered: 10 years ago Posts: 1,381 |


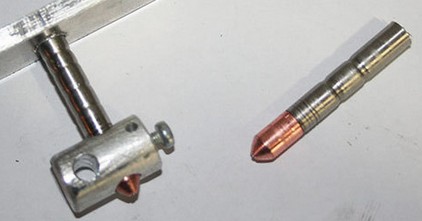
North90's hot-end utilizes a stainless steel syringe liner inside of a MIG welding contact tip.
The stainless steel syringe is being used to reduce the orifice diameter.
I'm curious what orifice diameter makes the part look amateurish, or cheap?
I would appreciate a post or link to a picture/video of the surface finish of an object printed with a large orifice diameter.
My thoughts are why do the extra work of adding the SS liner if the surface finish is acceptable for my project.
I'm interested in these 3 orifice diameters:
0.023" (.584 mm)
0.030" (.8 mm)
0.035" (.9 mm)
Tks.
Common MIG welding contact tip diameters:
0.023" (.584 mm)
0.030" (.8 mm)
0.035" (.9 mm)
0.045" (1.2 mm)
0.052" (1.4 mm)
0.062" (1.6 mm)
5/64" (2 mm)
North90's Compact and Easy to build hot-end V2
[www.thingiverse.com]
North90's hot-end {original}
[www.reprap.org]
North90's hot-end V2 {last revision}
[reprap.org]
North90's hot-end
[forums.reprap.org]
New easy to build hot-end
[forums.reprap.org]
Hotend theory
[forums.reprap.org]
Edited 1 time(s). Last edit at 02/09/2014 05:14PM by A2.
|
Re: North90's Compact and Easy to build hot-end V2 February 09, 2014 05:27PM |
Admin Registered: 11 years ago Posts: 3,096 |
I'd love to see a move of it and prints being made with it! I mean, it's all still theory right?
Also, it would be great to see some aluminum cooling ribs on the insulator part. I can imagine this hotend doesn't work with PLA since the metal will conduct heat too well. And for some people it is very hard to drill a hole in the side of a round object, so I would suggest maybe using a square/rectangular object as the heater block and while we're at it, make the hole in such a way that it accepts a ceramic heater cartridge.
And maybe the hole in the heater block, where the nozzle goes through, make a side-cut in it with a screw through, so it can act as a clamp that clamps onto the nozzle/insulator pipe.
I think the use of a welding tip is simply brilliant, I've had a lot of them go through my hands and I absolutely thought about using it too, however, the people in the metal-workshop at my academy continuously say that 'this can't be done' and 'that can't be done' and sad enough we need their permission to work on certain machines so I am not able to go 'outside' of the box... Which is annoying, because when someone says that something can't be done, I just get this weird obsession about it to show them it CAN be done...
Also, it would be great to see some aluminum cooling ribs on the insulator part. I can imagine this hotend doesn't work with PLA since the metal will conduct heat too well. And for some people it is very hard to drill a hole in the side of a round object, so I would suggest maybe using a square/rectangular object as the heater block and while we're at it, make the hole in such a way that it accepts a ceramic heater cartridge.
And maybe the hole in the heater block, where the nozzle goes through, make a side-cut in it with a screw through, so it can act as a clamp that clamps onto the nozzle/insulator pipe.
I think the use of a welding tip is simply brilliant, I've had a lot of them go through my hands and I absolutely thought about using it too, however, the people in the metal-workshop at my academy continuously say that 'this can't be done' and 'that can't be done' and sad enough we need their permission to work on certain machines so I am not able to go 'outside' of the box... Which is annoying, because when someone says that something can't be done, I just get this weird obsession about it to show them it CAN be done...
|
Re: North90's Compact and Easy to build hot-end V2 February 09, 2014 05:47PM |
Registered: 11 years ago Posts: 560 |
I use a Wildseyed type hot end that also uses a Mig tip. I use a 0.023" tip and hammer the tip with a ball bearing to shrink the exit hole down to 0.25mm. Then I taper the tip the same as you have. I use a piece of wire that is about 0.23mm to check the hole diameter. Works well, and the hole retains it's diameter after a lot of printing. I had been hammering the tips with just a hammer, but these would start to enlarge after just a little bit of printing. The ball bearing shrinks the hole farther into the Mig tip than just using a hammer.
|
Re: North90's Compact and Easy to build hot-end V2 February 09, 2014 09:21PM |
Registered: 12 years ago Posts: 39 |
Made one quite some time ago (but barely used it) , after I had to replace the defective hot end on my Huxley.
The ring, around the junction of the nozzle and stainless tube, is some kind of high-temp cement/mortar made for fireplaces and such; I used it to make sure it would not leak, probably overkill since most of it crumbled.
zipptied the hell out the belt some days latter, cause the metal wire was of course a terrible idea
Seemed awesome back then, now just dreadfull
Easy to make without any complex tools, had to buy the tube cutter (cheapest one worked like a charm), the MIG welding nozzles and the stainless tube, probably spent around 15€, mostly on the stainless tube because I couldn't source it locally.
Looking back, it worked ok but with zero experience in 3D printing I couldn't get consistent results out of it; so in the end I bought a J-Head, never looked back
Overall it's a cheap alternative; while experienced users might get usable prints out of it, I think commercial hot-ends will always achieve superior print quality.

The ring, around the junction of the nozzle and stainless tube, is some kind of high-temp cement/mortar made for fireplaces and such; I used it to make sure it would not leak, probably overkill since most of it crumbled.

zipptied the hell out the belt some days latter, cause the metal wire was of course a terrible idea

Seemed awesome back then, now just dreadfull

{kind=link}
{kind=link}
{kind=link}
{kind=link}
Easy to make without any complex tools, had to buy the tube cutter (cheapest one worked like a charm), the MIG welding nozzles and the stainless tube, probably spent around 15€, mostly on the stainless tube because I couldn't source it locally.
Looking back, it worked ok but with zero experience in 3D printing I couldn't get consistent results out of it; so in the end I bought a J-Head, never looked back
Overall it's a cheap alternative; while experienced users might get usable prints out of it, I think commercial hot-ends will always achieve superior print quality.
|
Re: North90's Compact and Easy to build hot-end V2 February 10, 2014 05:08AM |
Registered: 10 years ago Posts: 1,381 |
|
Re: North90's Compact and Easy to build hot-end V2 February 10, 2014 10:08AM |
Registered: 12 years ago Posts: 39 |
The welding tip was .6mm, but I can't remember which gauge I used for the hypodermic needle, maybe the closest to .5mm?
Anyway, the needle got deformed when I tried to secure it inside the welding tip, my advice is to tap VERY gently otherwise its going to damage the needle.
Or skip the needle and find some other welding tips, the place I bought them at only had one nozzle size...
Anyway, the needle got deformed when I tried to secure it inside the welding tip, my advice is to tap VERY gently otherwise its going to damage the needle.
Or skip the needle and find some other welding tips, the place I bought them at only had one nozzle size...
Sorry, only registered users may post in this forum.