Problem with Nozzle touching the print after first layers & more
Posted by ipsuey
|
Problem with Nozzle touching the print after first layers & more November 03, 2014 10:43AM |
Registered: 9 years ago Posts: 12 |
Hi everyone, i just got and assembled my first 3d printer. I got a prusa i3 rework, and after the first 3 days assembling, calibrating and figuring things out i finally got it to print.
I'm still having some problems, first being:
After the first layers, the nozzle head 'touches' the print. If the object has more than 10mm height, it will litterally 'dig' into the printed object. And if the printed area is small, the head from the nozzle will 'melt' the already printed part.
I figured i must have some problem with my z axis calibration. Both sides are equal height to the 0,1 part of the mm. I also checked my step motor calibration for a 50mm movement, and it's also spot on.
I also thought this could be related to Slic3r config (i'm using repetier host w/ slic3r for my first prints).
I'm using a 3mm (2.85) TLA with a 0.4mm nozzle.
I'm printing the layers with a 0.4mm height.
The temperature is at 195º
Another issue i'm having is, while printing at higher speeds (i'm currently printing perimeters at 15mm/s and infills at 30mm/s) for example 30/60mm/s, when printing small objects (for example a cilinder spacier with only 1 perimeter) it wont print the circles correctly, they will get seperated by layers and they get this 'oval' silly looking layers.
Finally, my final print job is always slightly thicker than it should be. Around 0.5mm. While printing pieces that go into each other, it's a big problem.
Hope to get some suggestions or feedback, cheers and thanks in advance.
Edited 1 time(s). Last edit at 11/03/2014 10:49AM by ipsuey.
I'm still having some problems, first being:
After the first layers, the nozzle head 'touches' the print. If the object has more than 10mm height, it will litterally 'dig' into the printed object. And if the printed area is small, the head from the nozzle will 'melt' the already printed part.
I figured i must have some problem with my z axis calibration. Both sides are equal height to the 0,1 part of the mm. I also checked my step motor calibration for a 50mm movement, and it's also spot on.
I also thought this could be related to Slic3r config (i'm using repetier host w/ slic3r for my first prints).
I'm using a 3mm (2.85) TLA with a 0.4mm nozzle.
I'm printing the layers with a 0.4mm height.
The temperature is at 195º
Another issue i'm having is, while printing at higher speeds (i'm currently printing perimeters at 15mm/s and infills at 30mm/s) for example 30/60mm/s, when printing small objects (for example a cilinder spacier with only 1 perimeter) it wont print the circles correctly, they will get seperated by layers and they get this 'oval' silly looking layers.
Finally, my final print job is always slightly thicker than it should be. Around 0.5mm. While printing pieces that go into each other, it's a big problem.
Hope to get some suggestions or feedback, cheers and thanks in advance.
Edited 1 time(s). Last edit at 11/03/2014 10:49AM by ipsuey.
{kind=link}
{kind=link}
|
Re: Problem with Nozzle touching the print after first layers & more November 03, 2014 12:42PM |
Registered: 9 years ago Posts: 49 |
Hi,
nozzle head touching the print layers sounds like over extruding a bit. Try conroling extrusion rate, also layer width
And you cannot print small parts, circles etc, with higher speed unless you print several in the same time. No time for the layers to cool down, and then they bend, smudge...
And the pieces being slightly bigger, with small parts you always have to do some post production. Thermoplastic is a touchy thing especially PLA
that's in my small experience
cheers
nozzle head touching the print layers sounds like over extruding a bit. Try conroling extrusion rate, also layer width
And you cannot print small parts, circles etc, with higher speed unless you print several in the same time. No time for the layers to cool down, and then they bend, smudge...
And the pieces being slightly bigger, with small parts you always have to do some post production. Thermoplastic is a touchy thing especially PLA
that's in my small experience
cheers
|
Re: Problem with Nozzle touching the print after first layers & more November 03, 2014 01:03PM |
Registered: 10 years ago Posts: 1,401 |
I will try to addressed some of your problems:
1 never equal or exceed your nozzle size in layer height, you have a 0.4 nozzle, don't set a 0.4 layer height. You will have to many problems doing that, so for a 0.4 nozzle don't pass 0.3 layer height.
2 what size threaded rod are you using? You might ask for a 0.4 but you might end up with a 0.43 or something not exact, and that can explain your nozzle digging in the print. You are testing 50mm do it with 10 or even 1 mm.
3 small parts, from my own experiences can't be printed fast specially single perimeters ones unless you are using cork style settings. But you might have a not so tight belt or pulley and that will result in oval prints.
4 bigger parts. Well here several things are involved, wrong steps per mm, but you said the are on the spot, to much extrusion, loose belts, but also the nature of the material you are printing with can cause it. (Can you post a picture of the silly oval layer that you refer to? )
Edited 1 time(s). Last edit at 11/03/2014 01:05PM by ggherbaz.
1 never equal or exceed your nozzle size in layer height, you have a 0.4 nozzle, don't set a 0.4 layer height. You will have to many problems doing that, so for a 0.4 nozzle don't pass 0.3 layer height.
2 what size threaded rod are you using? You might ask for a 0.4 but you might end up with a 0.43 or something not exact, and that can explain your nozzle digging in the print. You are testing 50mm do it with 10 or even 1 mm.
3 small parts, from my own experiences can't be printed fast specially single perimeters ones unless you are using cork style settings. But you might have a not so tight belt or pulley and that will result in oval prints.
4 bigger parts. Well here several things are involved, wrong steps per mm, but you said the are on the spot, to much extrusion, loose belts, but also the nature of the material you are printing with can cause it. (Can you post a picture of the silly oval layer that you refer to? )
Edited 1 time(s). Last edit at 11/03/2014 01:05PM by ggherbaz.
|
Re: Problem with Nozzle touching the print after first layers & more November 03, 2014 01:12PM |
Registered: 10 years ago Posts: 1,401 |
|
Re: Problem with Nozzle touching the print after first layers & more November 03, 2014 10:23PM |
Registered: 9 years ago Posts: 12 |
|
Re: Problem with Nozzle touching the print after first layers & more November 04, 2014 09:24AM |
Registered: 11 years ago Posts: 253 |
More fan,.3 layer height, use.9 extrusion multiplier as a start. Newer marlin has a real-time adjustment to speed and extrusion. M220 and m221 can help, but note that entering those take several moves to kick in, as there is a buffer to empty.
Dave
Praxis3D, Kickstarter campaign X-truder,
Dave
Praxis3D, Kickstarter campaign X-truder,
|
Re: Problem with Nozzle touching the print after first layers & more November 04, 2014 12:56PM |
Registered: 9 years ago Posts: 12 |
I just tested out these settings with nicer results:
Layer height: 0.3 (previous 0.4)
Perimeter speed: 50mm/s (previous 15mm/s) i figured that since it was printing slow, in small areas, the heat was 'melting' the lower layers'
Small perimeter speed: 20mm/s (previous 15mm/s) but i'm still having problems with "short lines". Meaning that if he prints small half cm lines then retracts to another short line, the lines don't set and ruins that part of the print.
Infill: 60mm/s (previous 30mm/s) just perfect.
Extruder Temp: 205º / 190º (was 195º/195º).
Overall it improved the height problem i was having, the print looks better. But i'm still having 2 problems:
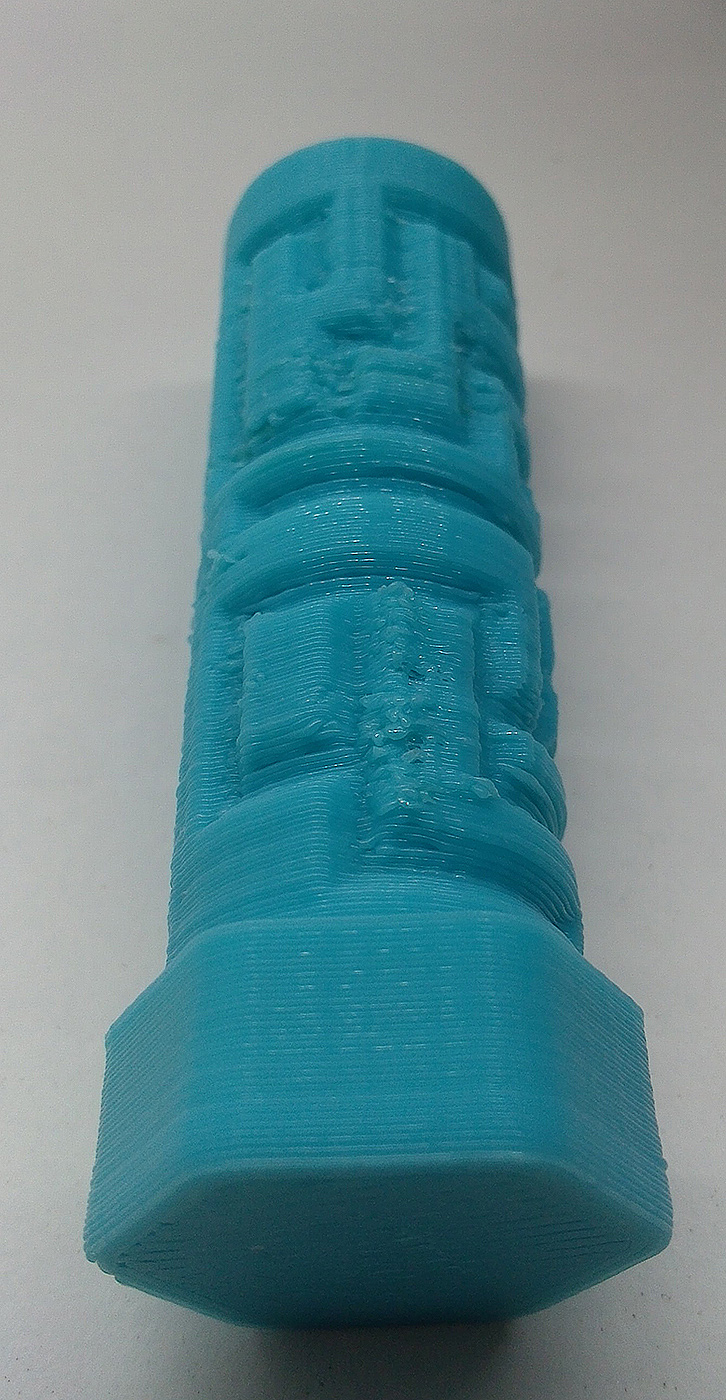
The final print is 'dilated' in almost 1mm. (in the example photos i printed a raspberry case and it wouldn't fit each other, i had to 'sand' some parts.
I'm not able to print short burst lines. For example, a 6 headed * (asterisc) it will print a 'blur' ...
I'm thinking of reducing the print temperature to 185º, and see if it solves the 'dilation problem'.
Regarding the small perimeter speed, i'm going to try to lower the speed from 20mm/s to 10mm/s, but it seems that the printer is printing the small perimeters at the same speed as the perimeter.
Layer height: 0.3 (previous 0.4)
Perimeter speed: 50mm/s (previous 15mm/s) i figured that since it was printing slow, in small areas, the heat was 'melting' the lower layers'
Small perimeter speed: 20mm/s (previous 15mm/s) but i'm still having problems with "short lines". Meaning that if he prints small half cm lines then retracts to another short line, the lines don't set and ruins that part of the print.
Infill: 60mm/s (previous 30mm/s) just perfect.
Extruder Temp: 205º / 190º (was 195º/195º).
Overall it improved the height problem i was having, the print looks better. But i'm still having 2 problems:
The final print is 'dilated' in almost 1mm. (in the example photos i printed a raspberry case and it wouldn't fit each other, i had to 'sand' some parts.
I'm not able to print short burst lines. For example, a 6 headed * (asterisc) it will print a 'blur' ...
I'm thinking of reducing the print temperature to 185º, and see if it solves the 'dilation problem'.
Regarding the small perimeter speed, i'm going to try to lower the speed from 20mm/s to 10mm/s, but it seems that the printer is printing the small perimeters at the same speed as the perimeter.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Problem with Nozzle touching the print after first layers & more November 05, 2014 02:05AM |
Registered: 9 years ago Posts: 4,977 |
You need to calibrate your extruder again. There is too much material.
One good practice is this guide. [reprap.org]
Take a look at the chapter "E Steps Fine Tuning"
Edited 1 time(s). Last edit at 11/05/2014 02:06AM by Wurstnase.
One good practice is this guide. [reprap.org]
Take a look at the chapter "E Steps Fine Tuning"
Edited 1 time(s). Last edit at 11/05/2014 02:06AM by Wurstnase.
|
Re: Problem with Nozzle touching the print after first layers & more November 05, 2014 08:46AM |
Registered: 9 years ago Posts: 12 |
You are most likely right. I just remembered that i calibrated the extruder, but to 10mm. I do need a larger number to spot the error, like i did on the z axis. I think this might fix my 'dilatation' problem.
Regarding the issue i'm having in my z axis, when my print gets to > 1cm height, the nozzle seems to start touching the print, it's like the 1mm space i had in the start of the print is being reduced as it gets to higher heights.
I need to check again my z axis steps and do some test prints for height only.
Thanks for all the feedback and suggestions so far.
Regarding the issue i'm having in my z axis, when my print gets to > 1cm height, the nozzle seems to start touching the print, it's like the 1mm space i had in the start of the print is being reduced as it gets to higher heights.
I need to check again my z axis steps and do some test prints for height only.
Thanks for all the feedback and suggestions so far.
|
Re: Problem with Nozzle touching the print after first layers & more November 05, 2014 10:36AM |
Registered: 13 years ago Posts: 1,797 |
yes this issue is the filament that is laid down is flexing. this is from printing faster than the pla can cool. it will bend upward and out of place unless it is cooled between layers because of other side of print getting pressure from the nozzle and motion of machine. it also seems to happen when less material is placed down right? this allows less cooling time. you can either put a fan on to cool the pla, or slow down print using slic3r cool feature. slow down print if a layer time is less than 30 seconds if active fan, slow down a layer if less than 60 seconds if fan is not on extruder carriage and directly facing play print.
either way you absolutely need to make sure the layers cool before next layer is squished down. filament deposition is low contact not zero contact. there should be some force from the extrusion to spread the plastic and bond the previous layers.
you can tell the layers that did not cool correctly before next layer applied because of how warped they are. also you could try reducing print temp as this allows play to cool faster.
hope this helps. others feel free to chime in!
Edited 1 time(s). Last edit at 11/05/2014 10:37AM by jamesdanielv.
either way you absolutely need to make sure the layers cool before next layer is squished down. filament deposition is low contact not zero contact. there should be some force from the extrusion to spread the plastic and bond the previous layers.
you can tell the layers that did not cool correctly before next layer applied because of how warped they are. also you could try reducing print temp as this allows play to cool faster.
hope this helps. others feel free to chime in!
Edited 1 time(s). Last edit at 11/05/2014 10:37AM by jamesdanielv.
|
Re: Problem with Nozzle touching the print after first layers & more November 05, 2014 03:10PM |
Registered: 9 years ago Posts: 12 |
I see what you mean. But if i lower the speed, in small areas/objects the nozzle will spend more time in that small area, causing the pla to melt. I will try reducing the temperature (195º now), i've seen 3d printers like mine printing at 185º the same material.
Also creating a config for small objects, and make the retraction travel a longer distance before printing the second layer might help? ...
It's becoming quite the journey so far, i'm only one week into this but i'm loving every challenge so far
Thx for the feedback.
Also creating a config for small objects, and make the retraction travel a longer distance before printing the second layer might help? ...
It's becoming quite the journey so far, i'm only one week into this but i'm loving every challenge so far
Thx for the feedback.
|
Re: Problem with Nozzle touching the print after first layers & more November 05, 2014 05:27PM |
Registered: 9 years ago Posts: 12 |
So, i've just finished another print and i'm a bit frustrated.
I droped down the temperature from 195º > 185º
Speeds are at 50mm/s
Layer height at .285
Check my z axis calibration. I'm getting a 1mm error in 100mm movement. I decided to leave as is.
Checked my extrusion calibration, is extruding 50mm exactly.
Any thoughts?
I droped down the temperature from 195º > 185º
Speeds are at 50mm/s
Layer height at .285
Check my z axis calibration. I'm getting a 1mm error in 100mm movement. I decided to leave as is.
Checked my extrusion calibration, is extruding 50mm exactly.
Any thoughts?
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Problem with Nozzle touching the print after first layers & more November 06, 2014 09:09AM |
Registered: 13 years ago Posts: 1,797 |
ok, there may also be some mechanical issues to resolve. can you provide a picture of your machine?
also do you have the belts tight? have you printed out a belt tentioner? is there any wobble in you nozzle and carriage? are there any wires rubbing up against the carriage rods or bushings?
if not then proceed to lower flow rate, and possibly change to cura software, at the very least change slic3r software to do perimeters first. this will put artifacts on the inside of print. also how long does a print pause during retraction. if retraction time is more than a 0.25 seconds this can be bad. are you using 3mm or 1.75mm feedstock. if 3mm then retraction about 1.5mm, if 1.75mm then retract about 3-5mm max, increase retract speed as well, or turn it off all together for test purposes.
how fast is your travel speed?
I'm more inclined to say your issues are more of retraction time and distance and settings still, temp also may be off. the object looks ok in dimensions, it does not look oval.
also does your nozzle ooze, and are you using active cooling for pla? a picture of your machine will help, it really will.
anyway there are several people on this site that can help. read richraps guide here as well [richrap.blogspot.com]
Edited 4 time(s). Last edit at 11/06/2014 09:21AM by jamesdanielv.
also do you have the belts tight? have you printed out a belt tentioner? is there any wobble in you nozzle and carriage? are there any wires rubbing up against the carriage rods or bushings?
if not then proceed to lower flow rate, and possibly change to cura software, at the very least change slic3r software to do perimeters first. this will put artifacts on the inside of print. also how long does a print pause during retraction. if retraction time is more than a 0.25 seconds this can be bad. are you using 3mm or 1.75mm feedstock. if 3mm then retraction about 1.5mm, if 1.75mm then retract about 3-5mm max, increase retract speed as well, or turn it off all together for test purposes.
how fast is your travel speed?
I'm more inclined to say your issues are more of retraction time and distance and settings still, temp also may be off. the object looks ok in dimensions, it does not look oval.
also does your nozzle ooze, and are you using active cooling for pla? a picture of your machine will help, it really will.
anyway there are several people on this site that can help. read richraps guide here as well [richrap.blogspot.com]
Edited 4 time(s). Last edit at 11/06/2014 09:21AM by jamesdanielv.
|
Re: Problem with Nozzle touching the print after first layers & more November 06, 2014 10:55AM |
Registered: 9 years ago Posts: 12 |
I added some photos of the printer. After i read your post i can tell you this:
1) the X axis belt can get more tension. compared to the Y belt, it's not as tense. I will tighten it and print a belt tensioner.
2) the wiring 'tubing' i have for the extruder might 'rub' against the bed. maybe it could be causing some problems? should i try to keep it out of reach for the bed?
3) I'm using 3mm (2.85mm) PLA. Retraction Length: 1mm , Z Lift: 1mm , Speed: 30mm/s, Minimum Travel: 2mm
Thx for the feedback.
1) the X axis belt can get more tension. compared to the Y belt, it's not as tense. I will tighten it and print a belt tensioner.
2) the wiring 'tubing' i have for the extruder might 'rub' against the bed. maybe it could be causing some problems? should i try to keep it out of reach for the bed?
3) I'm using 3mm (2.85mm) PLA. Retraction Length: 1mm , Z Lift: 1mm , Speed: 30mm/s, Minimum Travel: 2mm
Thx for the feedback.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Problem with Nozzle touching the print after first layers & more November 06, 2014 05:54PM |
Registered: 10 years ago Posts: 1,401 |
Too fast for that temperature, if you are trying to print at those speeds you need to go higher on temp. Your retraction setting is too small (go 4~5mm for that kind of speed) your infill is still coming out of the perimeters, so need to reduce "overlap" some more. Definitely you need to adjust the x axis belt, and check for wobbling on the z axis.
Edited 1 time(s). Last edit at 11/06/2014 05:56PM by ggherbaz.
Edited 1 time(s). Last edit at 11/06/2014 05:56PM by ggherbaz.
|
Re: Problem with Nozzle touching the print after first layers & more November 07, 2014 12:33AM |
Registered: 13 years ago Posts: 1,797 |
you need a fan shroud facing pla, or print a lot slower. this is what is likely is causing the print to lift on one side, causing the nozzle head crash you speak of.
ggherbaz may be right,I would view it as to print slower. also it looks like you are using 3mm feedstock if so then 1.5mm retraction should be suffice, if it is 1.75mm then 5mm is correct amount of retraction.
i suspect you have some oozing from nozzle, and some cooling issues. however i would address known hardware issues first. increase tension on x/y axis, and loop tubing of wire for extruder so it comes from behind and places pressure on the center of x carriage and moves tubing out of way. currently cabling it is placed in front, not only is it rubbing and causing possible chatter, it also is loading the x carriage from the front.
also for the type of z axis printer uses, then raise z a max of 0.3mm, actually it may not even bee needed at this point as you are not going to print fast enough to cause skipped steps on x/y axis from travel collisions , and it increases time that nozzle hangs in area. since you have oozing issues turn off z lift for now would be my suggestion.
I would also try printing at 1/4th the speed you are doing until you get fan cooling, or reduce temp another `10c to 15c. see the lowest settings your filament comes out. the lower the better, then slow down your printer speed accordingly.
we will all figure it out!
ggherbaz may be right,I would view it as to print slower. also it looks like you are using 3mm feedstock if so then 1.5mm retraction should be suffice, if it is 1.75mm then 5mm is correct amount of retraction.
i suspect you have some oozing from nozzle, and some cooling issues. however i would address known hardware issues first. increase tension on x/y axis, and loop tubing of wire for extruder so it comes from behind and places pressure on the center of x carriage and moves tubing out of way. currently cabling it is placed in front, not only is it rubbing and causing possible chatter, it also is loading the x carriage from the front.
also for the type of z axis printer uses, then raise z a max of 0.3mm, actually it may not even bee needed at this point as you are not going to print fast enough to cause skipped steps on x/y axis from travel collisions , and it increases time that nozzle hangs in area. since you have oozing issues turn off z lift for now would be my suggestion.
I would also try printing at 1/4th the speed you are doing until you get fan cooling, or reduce temp another `10c to 15c. see the lowest settings your filament comes out. the lower the better, then slow down your printer speed accordingly.
we will all figure it out!
|
Re: Problem with Nozzle touching the print after first layers & more November 07, 2014 11:53AM |
Registered: 9 years ago Posts: 12 |
Regarding Speed:
Do you think 50mm/s for perimeters and 20mm/s for small perimeters too fast for this build? External perimeters is at 70%, so it should be at 35mm/s.
If i lower any more i will have long prints, i wish to calibrate it to it's recommended speed: 60mm/s.
Regarding Temperatures:
I'm printing at 190º, this filament print temp. is 190-220º. I might test it at 185º
Regarding the belts:
I've thighten them, they weren't loose, but there was more tension to be added.
I've also moved the wire loop to top/behind.
Regarding Z Axis:
You said to raise the Z axis 0.3mm , in relation to the bed or to actual height? Right now it's at roughly that height (if i go any higher the filament won't stick to the bedproperly)
I will make a new test print with these settings and post the results.
Thanks for all the feedback so far.
Edited 1 time(s). Last edit at 11/07/2014 11:53AM by ipsuey.
Do you think 50mm/s for perimeters and 20mm/s for small perimeters too fast for this build? External perimeters is at 70%, so it should be at 35mm/s.
If i lower any more i will have long prints, i wish to calibrate it to it's recommended speed: 60mm/s.
Regarding Temperatures:
I'm printing at 190º, this filament print temp. is 190-220º. I might test it at 185º
Regarding the belts:
I've thighten them, they weren't loose, but there was more tension to be added.
I've also moved the wire loop to top/behind.
Regarding Z Axis:
You said to raise the Z axis 0.3mm , in relation to the bed or to actual height? Right now it's at roughly that height (if i go any higher the filament won't stick to the bedproperly)
I will make a new test print with these settings and post the results.
Thanks for all the feedback so far.
Edited 1 time(s). Last edit at 11/07/2014 11:53AM by ipsuey.
|
Re: Problem with Nozzle touching the print after first layers & more November 07, 2014 03:30PM |
Registered: 9 years ago Posts: 12 |
I just made another print, and i've discovered what's causing those 'artefacts':
When the printer starts a new line in the perimeter, it starts extruding before the nozzle goes down to layer. This results in some filament 'flowing' outside of the perimeter. If the print has too many lines, each time he retracts, travels, and starts printing, it will cause this filament out of the perimeter.
I've set the retraction to 1.5mm, and the extrusion multiplier is at 1. How should i tweak this? Any ideas?
I'm wondering if i should reduce the retraction or the extrusion multiplier.
Also, on a side note, the temp is still at 190º and i got this 'big' fan directed to the print. Also, this test print had some bridges, and for the first time, the bridges were perfect. I'll share some pictures later.
When the printer starts a new line in the perimeter, it starts extruding before the nozzle goes down to layer. This results in some filament 'flowing' outside of the perimeter. If the print has too many lines, each time he retracts, travels, and starts printing, it will cause this filament out of the perimeter.
I've set the retraction to 1.5mm, and the extrusion multiplier is at 1. How should i tweak this? Any ideas?
I'm wondering if i should reduce the retraction or the extrusion multiplier.
Also, on a side note, the temp is still at 190º and i got this 'big' fan directed to the print. Also, this test print had some bridges, and for the first time, the bridges were perfect. I'll share some pictures later.
|
Re: Problem with Nozzle touching the print after first layers & more November 07, 2014 04:04PM |
Registered: 10 years ago Posts: 1,401 |
Speed is in direct interaction with temperature, for a part of that size my settings will be: printing speed 30mm/sec, inner perimeters at 80% of print speed and outer perimeter at 50%. Retraction will be in the order of 4~5mm (I use 1.75mm filament) a temperature of 210~215 and a infill no greater than 15%.
The bigger the part and the lesser details the faster you can print, the part in your photos has too much details to try to print it faster, also you need to allow the layer to cool down before starting the new one, you can achieve that with the fan or with speed (slow) .
The lift nozzle feature is a doble edge knife, it helps for some prints but it can make thing really bad if you use it in certain prints (your print is one of those) .
Extrusion multiplier is usefull when printing really small objects, retraction is needed when the nozzle will move inside the part between features. To me they are two separate tools but yes if you reduce the multiplier you can reduce retraction and vice versa.
The problem you have with extrusion happening before nozzle goes down it's easy to fix with simplify3d, don't know if other slicers have it or not but they should, simple retard the start of extrusion by certain amount of time, the time goes in function of your vertical lift and speed, a 0.1 second delay might be plenty.
Edited 1 time(s). Last edit at 11/07/2014 04:12PM by ggherbaz.
The bigger the part and the lesser details the faster you can print, the part in your photos has too much details to try to print it faster, also you need to allow the layer to cool down before starting the new one, you can achieve that with the fan or with speed (slow) .
The lift nozzle feature is a doble edge knife, it helps for some prints but it can make thing really bad if you use it in certain prints (your print is one of those) .
Extrusion multiplier is usefull when printing really small objects, retraction is needed when the nozzle will move inside the part between features. To me they are two separate tools but yes if you reduce the multiplier you can reduce retraction and vice versa.
The problem you have with extrusion happening before nozzle goes down it's easy to fix with simplify3d, don't know if other slicers have it or not but they should, simple retard the start of extrusion by certain amount of time, the time goes in function of your vertical lift and speed, a 0.1 second delay might be plenty.
Edited 1 time(s). Last edit at 11/07/2014 04:12PM by ggherbaz.
|
Re: Problem with Nozzle touching the print after first layers & more November 07, 2014 07:01PM |
Registered: 13 years ago Posts: 1,797 |
mainly turn off lift feature for retraction, slow down infill and perimiter to 10 or maybe 15mm a second max. until direct cooling from above.
you may have best results from printing with pla at lowest temp possible, however this will reduce max speed as feedstock will not move through as smoothly, so it is a trade off of sorts. pla fan cooling on the pla is critical for stability.
until you get everything else in check i would print infill and perimeter at the same speed.
as for this question:
I've set the retraction to 1.5mm, and the extrusion multiplier is at 1. How should i tweak this? Any ideas?
for now only reduce the extrusion multiplier, this will reduce the entire print flow by a percentage amount. it is useful for troubleshooting flow problems. such as if perimeters and inside layers are not bonded to each other increase flow, and if flow is excessive and the print bulges then reduce flow.
and this question:
Do you think 50mm/s for perimeters and 20mm/s for small perimeters too fast for this build?
yes, the issue is the mass of the entire layer does not cool fast enough to allow the temp to equalize at a temp low enough to solidify the layer. I would reduce the print to 15mm max for infill and perimiter, as long as nozzle does not do excessive oozing. if it oozes a lot, then you really need to get active cooling
Edited 3 time(s). Last edit at 11/07/2014 07:10PM by jamesdanielv.
you may have best results from printing with pla at lowest temp possible, however this will reduce max speed as feedstock will not move through as smoothly, so it is a trade off of sorts. pla fan cooling on the pla is critical for stability.
until you get everything else in check i would print infill and perimeter at the same speed.
as for this question:
I've set the retraction to 1.5mm, and the extrusion multiplier is at 1. How should i tweak this? Any ideas?
for now only reduce the extrusion multiplier, this will reduce the entire print flow by a percentage amount. it is useful for troubleshooting flow problems. such as if perimeters and inside layers are not bonded to each other increase flow, and if flow is excessive and the print bulges then reduce flow.
and this question:
Do you think 50mm/s for perimeters and 20mm/s for small perimeters too fast for this build?
yes, the issue is the mass of the entire layer does not cool fast enough to allow the temp to equalize at a temp low enough to solidify the layer. I would reduce the print to 15mm max for infill and perimiter, as long as nozzle does not do excessive oozing. if it oozes a lot, then you really need to get active cooling
Edited 3 time(s). Last edit at 11/07/2014 07:10PM by jamesdanielv.
|
Re: Problem with Nozzle touching the print after first layers & more November 18, 2014 02:03AM |
Registered: 9 years ago Posts: 16 |
i had the same exact problem with my prusa i3, regarding the z axis problem. what i did was slightly back out the screw on the z axis stepper motor driver. I believe what this does is allow more current to flow. my printer would raise z axis exactly 10mm if i told it to raise 10mm, 50mm if i told it to raise 50, and 100 if i told it to raise 100. what it wouldn't do is raise .1mm if i told it to raise .1mm. try raising your z axis very small increments and look at how your z axis motors behave. if they hesitate, bind, or don't move then slightly back out that screw. my printer would raise large increments perfectly but have trouble with small increments and backing out the screw fixed it. i went from not being able to print an object anything greater than 5 layers to perfectly printing things 100mm high.
|
Re: Problem with Nozzle touching the print after first layers & more November 23, 2014 08:23AM |
Registered: 9 years ago Posts: 12 |
Hey guys, i'm been off for a couple of weeks and been doing some prints meawhile. I've managed to get some really nice prints. Artifacts were gone, perfect walls, etc.
I have one last issue that i'm not able to solve yet. How do you keep the nozzle from extruding ALL THE TIME.
It wont stop extruding. While in idle, if the nozzle is hot, it will keep extruding filament.
During prints, in those slow retractions and moving between perimeters, it's extruding, so its causing some really annoying webs and ruining some parts of the prints.
Does anyone have an idea of how and why this is happening? I'm really struggling with this one.
I have one last issue that i'm not able to solve yet. How do you keep the nozzle from extruding ALL THE TIME.
It wont stop extruding. While in idle, if the nozzle is hot, it will keep extruding filament.
During prints, in those slow retractions and moving between perimeters, it's extruding, so its causing some really annoying webs and ruining some parts of the prints.
Does anyone have an idea of how and why this is happening? I'm really struggling with this one.
|
Re: Problem with Nozzle touching the print after first layers & more November 08, 2015 03:41AM |
Registered: 10 years ago Posts: 209 |
Great topic !
I'm having similar problems with my QU-BD One Up, for small diameter cylinders the layers can't cool enough because the tip of the hotend is running too close so I just get a molten blob .
Funny thing is that with same printer, same settings, but different color filament it seems to print much better, the different filament has a more "plasticy" feel, but the one that is molten easily has a more "rubbery" feel .
I will try to apply the knowledge from this topic and modify my slic3r settings and see if I can get some improvement .
I'm having similar problems with my QU-BD One Up, for small diameter cylinders the layers can't cool enough because the tip of the hotend is running too close so I just get a molten blob .
Funny thing is that with same printer, same settings, but different color filament it seems to print much better, the different filament has a more "plasticy" feel, but the one that is molten easily has a more "rubbery" feel .
I will try to apply the knowledge from this topic and modify my slic3r settings and see if I can get some improvement .
|
Re: Problem with Nozzle touching the print after first layers & more November 08, 2015 01:57PM |
Registered: 8 years ago Posts: 126 |
If I may add my 2 cents worth here, I found that my perimeter lines were catching on the previous layer, even though the eSteps was calibrated correct.
It turned out to be the perimeter / infill overlap.
The value in slic3r seems to be the overlap of the 2 lines, but calculated on the center of the 2 lines.
So even with the value set to 0%, there is still an overlap. In fact, in my case, it was enough that it damaged and pushed out the next layers perimeter lines.
The solution was very simple - I set the value to -20% ( yes, slic3r does allow a negative value in this field ) and now the infill just touches the perimeter lines. The outside of the perimeter lines are now almost perfect.
Run a few 20mm test print cubes and stop the print after 2 or 3 layers that have infill, and examine and you'll see what I mean.
It turned out to be the perimeter / infill overlap.
The value in slic3r seems to be the overlap of the 2 lines, but calculated on the center of the 2 lines.
So even with the value set to 0%, there is still an overlap. In fact, in my case, it was enough that it damaged and pushed out the next layers perimeter lines.
The solution was very simple - I set the value to -20% ( yes, slic3r does allow a negative value in this field ) and now the infill just touches the perimeter lines. The outside of the perimeter lines are now almost perfect.
Run a few 20mm test print cubes and stop the print after 2 or 3 layers that have infill, and examine and you'll see what I mean.
|
Re: Problem with Nozzle touching the print after first layers & more September 29, 2019 07:12AM |
Registered: 4 years ago Posts: 1 |
Quote
t0bb
Hi,
nozzle head touching the print layers sounds like over extruding a bit. Try conroling extrusion rate, also layer width
And you cannot print small parts, circles etc, with higher speed unless you print several in the same time. No time for the layers to cool down, and then they bend, smudge...
And the pieces being slightly bigger, with small parts you always have to do some post production. Thermoplastic is a touchy thing especially PLA
that's in my small experience
cheers
Just registered to say thanks! This is gold!
I was totally lost, not understanding why my nozzle kept touching the part as the layers were rising. Seeing your comment I've remembered that the Flow Rate in Cura was set by mistake to 130%, thus resulting in massive over-extrusion.
Sorry, only registered users may post in this forum.