Using RepRap controllers with existing milling mach
Posted by Roger
|
Using RepRap controllers with existing milling mach June 10, 2010 01:42AM |
I'm thinking of converting an existing milling machine to RepRap using the RepRap mother board and extruder controller. The mill is currently powered by Mach3. Wiring the Arduino motherboard to the existing Gecko drives is not a problem using an adapter cable as Mach3 and the Arduino use similar signals. The wiring between the motherboard and extrusion controller should remain unchanged and I intend to use a standard pinch wheel stepper extruder.
What I don't know that still concerns me is:
@ Is there a way to change the steps per mm or inch and maximum velocity in the Arduino code? I briefly looked at the header files in the repository and nothing jumped out at me.
@ Does the Arduino code do acceleration on moves. The smaller RepRap machines use very light tables and acceleration is not an issue. On a larger machine with heavy tables acceleration is definitely an issue. The mills table is several hundred pounds and even with 1600 watts of servo can't go from 0-60 instantaneously.
If I can't use the Arduino motherboard and need to stay with Mach3 is the communication protocol between the motherboard and extruder controller documented anywhere or should I read the source code?
Thanks.
What I don't know that still concerns me is:
@ Is there a way to change the steps per mm or inch and maximum velocity in the Arduino code? I briefly looked at the header files in the repository and nothing jumped out at me.
@ Does the Arduino code do acceleration on moves. The smaller RepRap machines use very light tables and acceleration is not an issue. On a larger machine with heavy tables acceleration is definitely an issue. The mills table is several hundred pounds and even with 1600 watts of servo can't go from 0-60 instantaneously.
If I can't use the Arduino motherboard and need to stay with Mach3 is the communication protocol between the motherboard and extruder controller documented anywhere or should I read the source code?
Thanks.
|
Re: Using RepRap controllers with existing milling mach June 10, 2010 07:47AM |
Registered: 14 years ago Posts: 54 |
> @ Is there a way to change the steps per mm or
> inch and maximum velocity in the Arduino code?
yes
> @ Does the Arduino code do acceleration on moves.
yes again... although from what i read as of now... this effects the X/Y... but i have noticed that in the firmware there is also a setting for z... and z does use acceleration.
.
> inch and maximum velocity in the Arduino code?
yes
> @ Does the Arduino code do acceleration on moves.
yes again... although from what i read as of now... this effects the X/Y... but i have noticed that in the firmware there is also a setting for z... and z does use acceleration.
.
|
Re: Using RepRap controllers with existing milling mach June 10, 2010 08:50AM |
Registered: 16 years ago Posts: 41 |
I am in a similar situation. I have a taig mill and just building an extruder. My mill also uses Mach 3. My plan is to use my mill and control software as is. I will use skeinforge to generate the g code. I have a 4 th axis on my mill and will use the stepper from it to drive the extruder. I will either use an off the shelf temperature controller or build a dedicated one to maintain the barrel temperature.
|
Re: Using RepRap controllers with existing milling mach June 10, 2010 11:53AM |
Registered: 16 years ago Posts: 467 |
I also have a Taig.
I have been down this route. At the time the firmware would not cope with my very fine lead screws and micro stepping drives. Also the way the acceleration was handled caused me stalling problems unless I ran at an unacceptably low feed rate.
I therefore switched back to Mach3 for X, Y , Z and used the Arduino to handle extruder and heater controlled with Mach's serial output.
I got this to work but the send serial command in Mach is a bit of a cludge and not at all reliable. Out of interest I understand the serial mode in Mach is about to be upgraded to a plugin and this may solve many of the problems.
My next move was to switch to EMC2 and use the same approach with EMC handling the axes and the Arduino handling the heater and extruder commanded via serial output. This worked but a problem arose. I have to use a relatively slow acceleration as the machine slides are heavy compared to a Mendel. The extruder extruded at a fixed rate as the axes speed up and the problem was that I was getting a big build up of plastic on the corners and at extruder switch on.
I then switched to my current method. I set up the extruder as an A axis in EMC2. Now the Arduino only handles the heater. The A axis is now accelerated with the other axes and the plastic increases at the same rate as the axes acceleration.
Enrique's modified skeinforge so it puts out very acceptable 5D gcode. You have to implement the Dimension tool. He even added extruder retract for me that pulls back the plastic when ever the extruder turns off which stops a lot of oozing that I was getting.
I have to either edit the G code to swap the E that skeinforge puts out to A. Or go through the python code and patch it to write out A instead of E.
This approach could be used with Mach3 if they fix the serial.
Edited 1 time(s). Last edit at 06/10/2010 11:55AM by emt.
Regards
Ian
I have been down this route. At the time the firmware would not cope with my very fine lead screws and micro stepping drives. Also the way the acceleration was handled caused me stalling problems unless I ran at an unacceptably low feed rate.
I therefore switched back to Mach3 for X, Y , Z and used the Arduino to handle extruder and heater controlled with Mach's serial output.
I got this to work but the send serial command in Mach is a bit of a cludge and not at all reliable. Out of interest I understand the serial mode in Mach is about to be upgraded to a plugin and this may solve many of the problems.
My next move was to switch to EMC2 and use the same approach with EMC handling the axes and the Arduino handling the heater and extruder commanded via serial output. This worked but a problem arose. I have to use a relatively slow acceleration as the machine slides are heavy compared to a Mendel. The extruder extruded at a fixed rate as the axes speed up and the problem was that I was getting a big build up of plastic on the corners and at extruder switch on.
I then switched to my current method. I set up the extruder as an A axis in EMC2. Now the Arduino only handles the heater. The A axis is now accelerated with the other axes and the plastic increases at the same rate as the axes acceleration.
Enrique's modified skeinforge so it puts out very acceptable 5D gcode. You have to implement the Dimension tool. He even added extruder retract for me that pulls back the plastic when ever the extruder turns off which stops a lot of oozing that I was getting.
I have to either edit the G code to swap the E that skeinforge puts out to A. Or go through the python code and patch it to write out A instead of E.
This approach could be used with Mach3 if they fix the serial.
Edited 1 time(s). Last edit at 06/10/2010 11:55AM by emt.
Regards
Ian
|
Re: Using RepRap controllers with existing milling mach June 10, 2010 05:27PM |
Just thinking out loud here, could you use the spindle S to control the extruder, it can be configured for
steps or frequency, I have a x1 converted to cnc with mach3, the speed control is by pot at present
but I intend using an arduino to take the spindle frequency output and turn a stepper connected to the pot
to get spindle speed control within gcode.
steps or frequency, I have a x1 converted to cnc with mach3, the speed control is by pot at present
but I intend using an arduino to take the spindle frequency output and turn a stepper connected to the pot
to get spindle speed control within gcode.
|
Re: Using RepRap controllers with existing milling mach June 10, 2010 10:10PM |
Registered: 16 years ago Posts: 41 |
At the risk of hijacking the original thread..
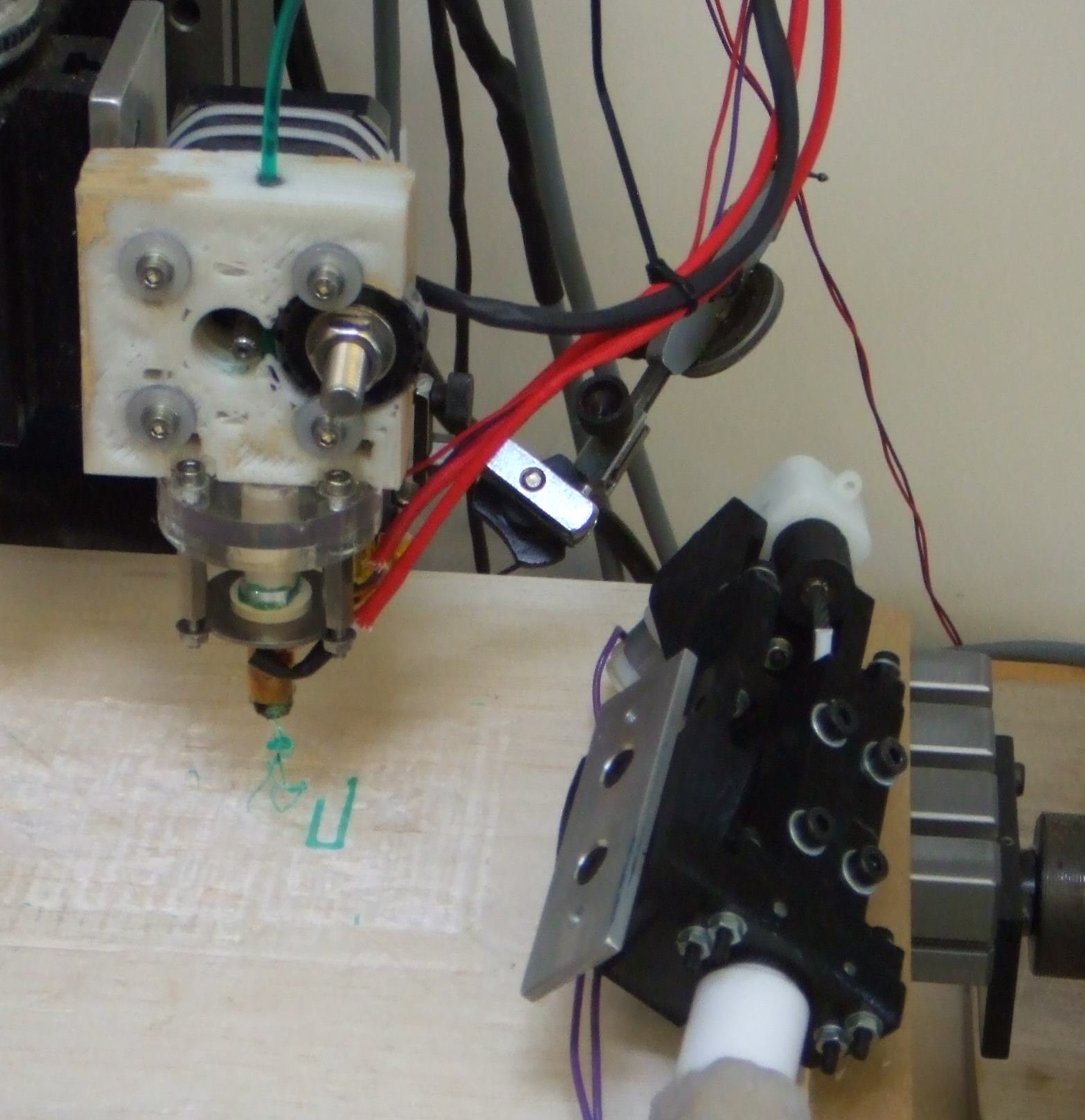
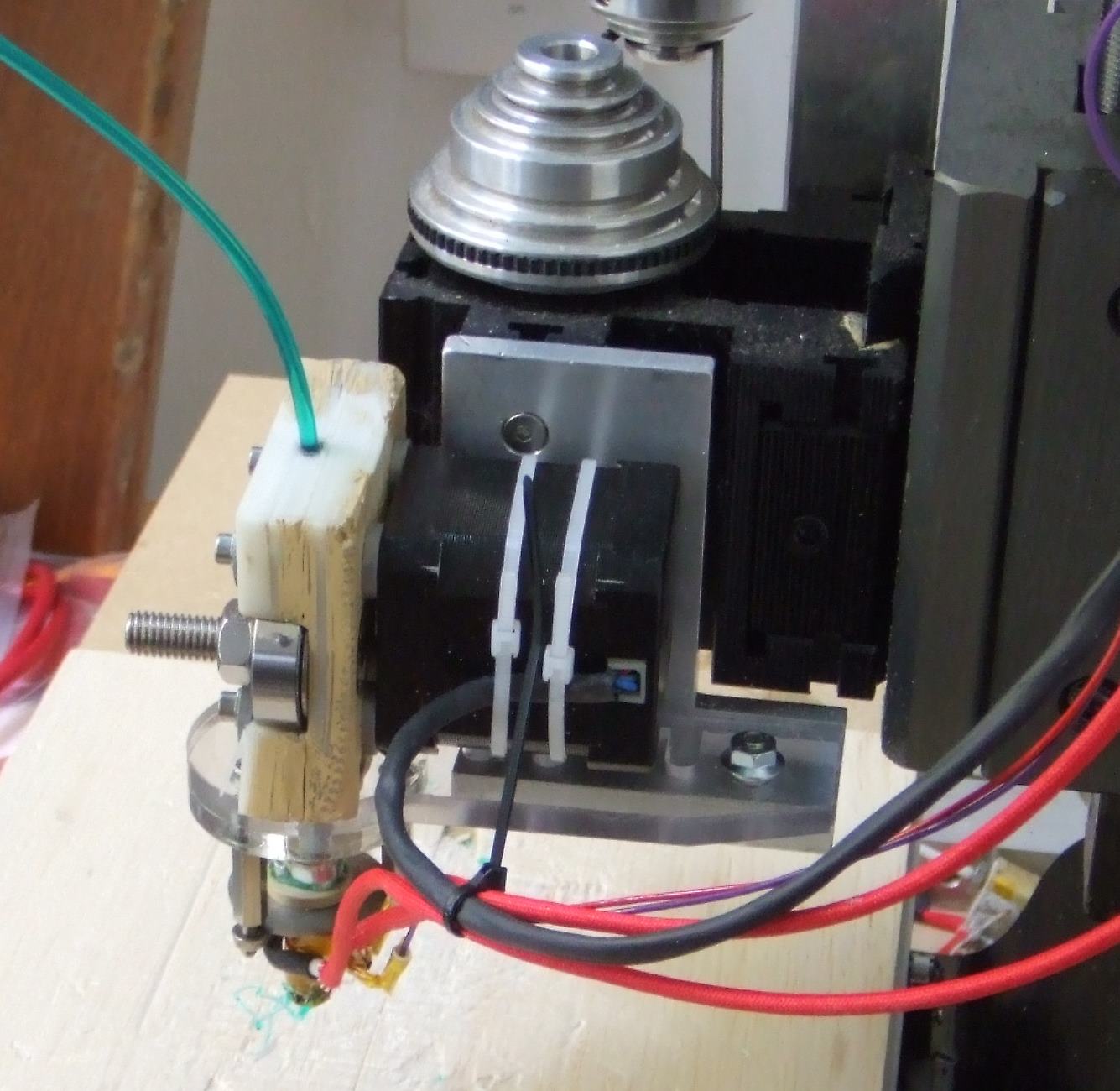
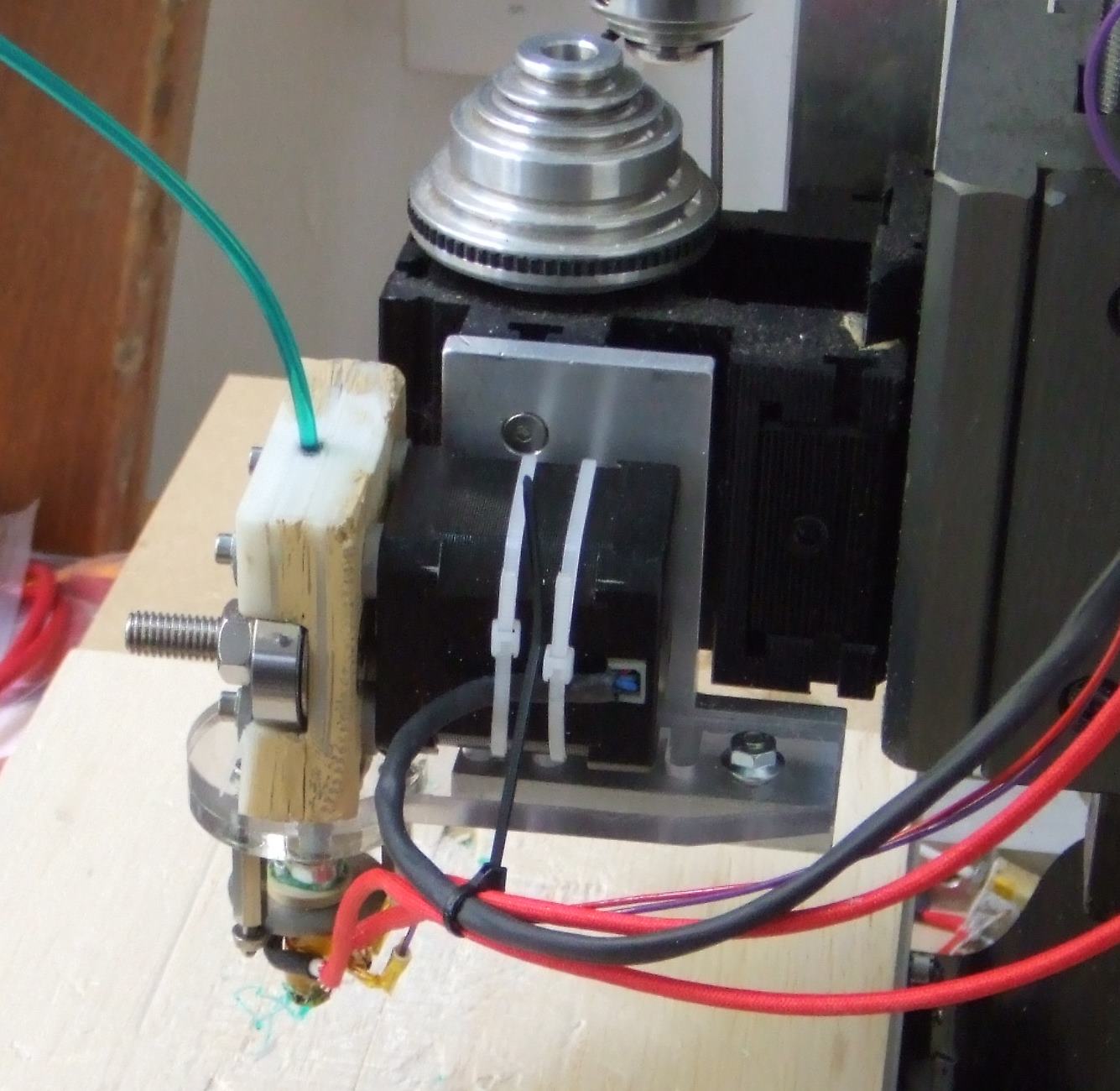
Do you by any chance have any pictures of your setup? I have seen very few people investigating using the extruder with existing cnc machines. I am curious how you have your extruder attached to the mill head. My plan is to attach it to the side facing right where there is a single slot. That would maximize my travel area. It would also provide the option of maybe setting up to use the mill, after extruding a layer, to make a clean up pass for a better finish.
Do you by any chance have any pictures of your setup? I have seen very few people investigating using the extruder with existing cnc machines. I am curious how you have your extruder attached to the mill head. My plan is to attach it to the side facing right where there is a single slot. That would maximize my travel area. It would also provide the option of maybe setting up to use the mill, after extruding a layer, to make a clean up pass for a better finish.
|
Re: Using RepRap controllers with existing milling mach June 11, 2010 04:53AM |
Registered: 16 years ago Posts: 467 |
Johnrpm
You could use the S word but would get constant extruder feed. My experience is you need the extruder rate to ramp up with the axis during acceleration otherwise you get too much plastic deposited at layer start and on corners.
damonb
Pictures attached. Pretty crude but the extruder forces are low. I have found it a great benefit to have a flexible mount made of plastic that can bend a little or even break if mistakes are made during first set up.
Regards
Ian
You could use the S word but would get constant extruder feed. My experience is you need the extruder rate to ramp up with the axis during acceleration otherwise you get too much plastic deposited at layer start and on corners.
damonb
Pictures attached. Pretty crude but the extruder forces are low. I have found it a great benefit to have a flexible mount made of plastic that can bend a little or even break if mistakes are made during first set up.
Regards
Ian
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Using RepRap controllers with existing milling mach June 11, 2010 05:43AM |
EMT
Yes your right,(took a while for my few remaining brain cells to kick in), and 4 axis drivers are getting cheaper,
I have plans to make a micro extruder thats fits in the morse taper with fillament through the spindle, but thats only good for
a single head, it may be possible to get two heads, (one for supports) to fit, but will be a squeeze.
I would like to have a system that simply clicks into place, with minimum faffing about.
A cnc machine for fdm will never be as good as a dedicated design, but has the advantage of vesatility, the damping effect
of the slideways is an advantage when milling, but a disadvantage when doing fdm, having said this I worked on a high speed
milling machine some years ago and the bed (1.5 metres long) moved so fast that it frightened me, so when servos become afordable???.
Yes your right,(took a while for my few remaining brain cells to kick in), and 4 axis drivers are getting cheaper,
I have plans to make a micro extruder thats fits in the morse taper with fillament through the spindle, but thats only good for
a single head, it may be possible to get two heads, (one for supports) to fit, but will be a squeeze.
I would like to have a system that simply clicks into place, with minimum faffing about.
A cnc machine for fdm will never be as good as a dedicated design, but has the advantage of vesatility, the damping effect
of the slideways is an advantage when milling, but a disadvantage when doing fdm, having said this I worked on a high speed
milling machine some years ago and the bed (1.5 metres long) moved so fast that it frightened me, so when servos become afordable???.
|
Re: Using RepRap controllers with existing milling mach June 13, 2010 05:14PM |
Admin Registered: 17 years ago Posts: 1,791 |
Roger,
Take a look at [EMCRepRap] and [EMC_Arduino]
[reprap.org]
[reprap.org]
-Sebastien, RepRap.org library gnome.
Remember, you're all RepRap developers (once you've joined the super-secret developer mailing list), and the wiki, RepRap.org, [reprap.org] is for everyone and everything!
Take a look at [EMCRepRap] and [EMC_Arduino]
[reprap.org]
[reprap.org]
-Sebastien, RepRap.org library gnome.
Remember, you're all RepRap developers (once you've joined the super-secret developer mailing list), and the wiki, RepRap.org, [reprap.org] is for everyone and everything!
Sorry, only registered users may post in this forum.