E3D V6 Clone 1.75mm filament jamming
Posted by scarecrow2k6
|
E3D V6 Clone 1.75mm filament jamming April 04, 2016 07:47PM |
Registered: 8 years ago Posts: 51 |
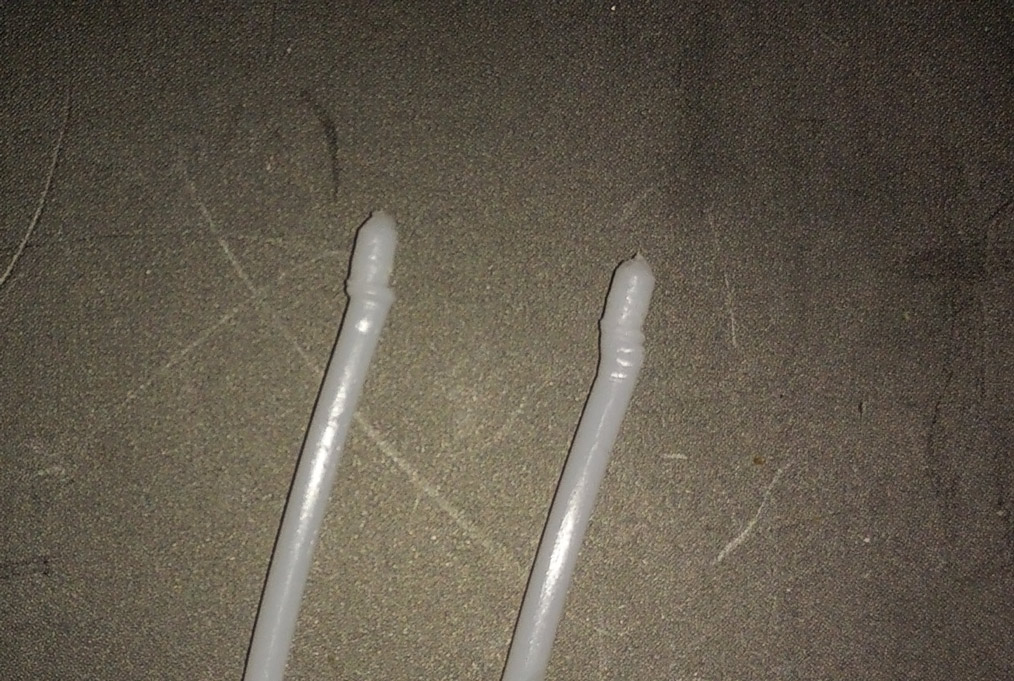
Hello guys, I recently got a E3D V6 clone from Ebay. I have some hopes that it would work, the problem I have with it is that when I manually push the filament down by hand to get it situated, it goes in to a certain point and some plastic smoothly comes out of the nozzle but then jams. I took a photo of what the filament looks like after the jam when I take it out. I would really appreciate if you guys can give me some suggestions. Thanks!
{kind=link}
{kind=link}
|
Re: E3D V6 Clone 1.75mm filament jamming April 04, 2016 09:08PM |
Registered: 9 years ago Posts: 978 |
Plenty of people will tell you that eBay (aka Chinese) clones are no good. I think what it means is that they're variable quality, and you'll be lucky to get all good parts in a single buy. For example, I have 3 supposed E3DV6 clones... they're all different!
First thing is to make sure you have it assembled properly... if there's any gaps, blobs of plastic form in the gaps and jam things up. Hence you need to follow this sequence:
1. Heat the heater block to filament temperature (190 or so for PLA, 210 for ABS)
2. Screw the nozzle all the way in, finger-tight.
3. Back the nozzle out about half a turn.
4. Screw the heat break all the way into the heatsink
5. Screw the heat break all the way into the heater block, finger-tight. Heat-breaks are relatively weak, you can't put much force on them.
6. Screw the nozzle into the heater-block hard, with a wrench. This will tighten it up against the heat-break, inside the heater.
FWIW, I found (after a lot of trying) that I couldn't print PLA with any E3DV6 clone which didn't have a PTFE liner.
Also check that the thermistor in your hot end matches your Marlin setting. I guess use some external thermometer to measure the nozzle temperature and compare it with what Marlin reports.
Make sure your heater is maintaining the temperature successfully, and do a PID tune.
First thing is to make sure you have it assembled properly... if there's any gaps, blobs of plastic form in the gaps and jam things up. Hence you need to follow this sequence:
1. Heat the heater block to filament temperature (190 or so for PLA, 210 for ABS)
2. Screw the nozzle all the way in, finger-tight.
3. Back the nozzle out about half a turn.
4. Screw the heat break all the way into the heatsink
5. Screw the heat break all the way into the heater block, finger-tight. Heat-breaks are relatively weak, you can't put much force on them.
6. Screw the nozzle into the heater-block hard, with a wrench. This will tighten it up against the heat-break, inside the heater.
FWIW, I found (after a lot of trying) that I couldn't print PLA with any E3DV6 clone which didn't have a PTFE liner.
Also check that the thermistor in your hot end matches your Marlin setting. I guess use some external thermometer to measure the nozzle temperature and compare it with what Marlin reports.
Make sure your heater is maintaining the temperature successfully, and do a PID tune.
|
Re: E3D V6 Clone 1.75mm filament jamming April 04, 2016 10:33PM |
Registered: 9 years ago Posts: 351 |
If you've not found a clone that would print PLA, that would suggest they're not the equal of the original, as most people seem able to print PLA out of a genuine v6, especially if we restrict the analysis to the subset of the population who assembled it correctly and use suitable retraction settings.
|
Re: E3D V6 Clone 1.75mm filament jamming April 05, 2016 12:21AM |
Registered: 8 years ago Posts: 72 |
According to the picture you've posted, your heat break (a.k.a "throat") is not aligned with the nozzle. This gives you that "step" on the filament. It is a manufacturing defect and nothing could be done about it. You should get a new hotend.
Get an E3D-Light, buddy. If you've went for a clone I don't think you care wheter your hotend can reach 400C or not, so buy yourself a cheap version of original headache-free device. I've heard only positive things about it, although I use a V6 original.
In case you don't want to support the original – buy from the sellers who explicitly state that they've polished the internal circumference of the throat. Not having it polishing is what makes v6 clones fail so often. Prices on polished throats (lol) are a bit higher.
Clones are a lottery. With yours I'd say you've lost big time (or chinese guys f.up big time), but good thing is the "ticket" to this lottery is so cheap.
Here's my personal trick to get PLA print jam-free on any metal hot end: coat the heat break innards with tungsten disulfide (WS2). It will make oh-so-sticky PLA go straight through without congestions, even if your retraction settings are so bad that you actually pull the melted plastic into cold zone (don't do that). WS2 is normally sold in form of black powder and can be applied using isopropyl alcohol. It costs about 20$ / bag. Avoid the powder with patricles smaller than 0.5 micron (sometimes labelled "nano") – microparticles are invisible and get airborne really easy and can even be absorbed by naked skin. Not good for health.
Edited 1 time(s). Last edit at 04/05/2016 12:23AM by toxuin.
Get an E3D-Light, buddy. If you've went for a clone I don't think you care wheter your hotend can reach 400C or not, so buy yourself a cheap version of original headache-free device. I've heard only positive things about it, although I use a V6 original.
In case you don't want to support the original – buy from the sellers who explicitly state that they've polished the internal circumference of the throat. Not having it polishing is what makes v6 clones fail so often. Prices on polished throats (lol) are a bit higher.
Clones are a lottery. With yours I'd say you've lost big time (or chinese guys f.up big time), but good thing is the "ticket" to this lottery is so cheap.
Here's my personal trick to get PLA print jam-free on any metal hot end: coat the heat break innards with tungsten disulfide (WS2). It will make oh-so-sticky PLA go straight through without congestions, even if your retraction settings are so bad that you actually pull the melted plastic into cold zone (don't do that). WS2 is normally sold in form of black powder and can be applied using isopropyl alcohol. It costs about 20$ / bag. Avoid the powder with patricles smaller than 0.5 micron (sometimes labelled "nano") – microparticles are invisible and get airborne really easy and can even be absorbed by naked skin. Not good for health.
Edited 1 time(s). Last edit at 04/05/2016 12:23AM by toxuin.
|
Re: E3D V6 Clone 1.75mm filament jamming April 05, 2016 07:39AM |
Registered: 8 years ago Posts: 3,525 |
I'd second the idea of buying polished throats (or polishing them yourself there are youtube videos showing this) and avoiding excessive retraction (2mm or less is enough with type of hotend, unless you're using a very wide nozzle). Ensure the throat and nozzle have flat and smooth mating surfaces so they form a good seal when screwed together. I've got one v6 clone which has nearly a year of printing on it and only jammed when my printers were out in the garage at the start of last winter (seems a very low ambient temp is a risk factor for jamming). I have two v5 hotends (cant really tell if clones or genuine) that have performed flawlessly. Also I find a slight jam can be cleared often by heating up the hotend apply a little forwards pressure by hand then quickly pulling the filament out. After that cut it and reinsert it.
|
Re: E3D V6 Clone 1.75mm filament jamming April 05, 2016 09:00AM |
Registered: 9 years ago Posts: 1,873 |
Quote
toxuin
According to the picture you've posted, your heat break (a.k.a "throat") is not aligned with the nozzle. This gives you that "step" on the filament.
Agreed, that one is way off. There's also a gap between the two parts that shouldn't be there, as indicated by the larger diameter ring just before the offset. What we can't tell from that photo is if the problem is with the nozzle or the throat, so the best bit is to buy spares of both parts and find a set that line up. Although, with an offset that large you can probably tell just by looking at the end of each part.
|
Re: E3D V6 Clone 1.75mm filament jamming April 05, 2016 09:01AM |
Registered: 8 years ago Posts: 3,525 |
Quote
toxuin
Here's my personal trick to get PLA print jam-free on any metal hot end: coat the heat break innards with tungsten disulfide (WS2). It will make oh-so-sticky PLA go straight through without congestions, even if your retraction settings are so bad that you actually pull the melted plastic into cold zone (don't do that). WS2 is normally sold in form of black powder and can be applied using isopropyl alcohol. It costs about 20$ / bag. Avoid the powder with patricles smaller than 0.5 micron (sometimes labelled "nano") – microparticles are invisible and get airborne really easy and can even be absorbed by naked skin. Not good for health.
This sounds great just bought some off UK ebay, Would you coat your smooth rods with it? How durable is it?
|
Re: E3D V6 Clone 1.75mm filament jamming April 05, 2016 09:56AM |
Registered: 9 years ago Posts: 517 |
Quote
toxuin
Here's my personal trick to get PLA print jam-free on any metal hot end: coat the heat break innards with tungsten disulfide (WS2).
[www.matterhackers.com]
|
Re: E3D V6 Clone 1.75mm filament jamming April 05, 2016 11:04AM |
Registered: 8 years ago Posts: 3,525 |
|
Re: E3D V6 Clone 1.75mm filament jamming April 05, 2016 12:32PM |
Registered: 8 years ago Posts: 72 |
Lol that sounds like too high a price for someone to apply the coating for you. Process is really straightforward.Quote
ElmoC
...matterhackers link...
I recoat my heatbreak right when I eat up a roll of plastic (1kg). Never had a jam in the heatbreak ever since. About the rods – I don't think this is really necessary if you use ball bearings since contact area is so small. If you use bushings it may be beneficial, but only if you use plain bronze bushings without graphite and it sounds like a weird choice. Graphite-impregrated bushings have similar stuff built right in them so no need to lubricate them. Igus plastic bushings are lubrication-free too. Also, I am not aware of the effect of WS2 has on Igus plastics, but I wouldn't risk it.Quote
DjDemonD
Would you coat your smooth rods with it? How durable is it?
|
Re: E3D V6 Clone 1.75mm filament jamming April 05, 2016 12:42PM |
Registered: 8 years ago Posts: 3,525 |
|
Re: E3D V6 Clone 1.75mm filament jamming April 05, 2016 12:56PM |
Registered: 9 years ago Posts: 517 |
Quote
toxuin
Lol that sounds like too high a price for someone to apply the coating for you. Process is really straightforward.Quote
ElmoC
...matterhackers link...
$4 is a high price? That is the price difference between the uncoated and coated heat break.
I was reading up some on how to apply the coating. How do you apply yours? Seeing that it would probably have to be reapplied later, even if you bought one with it already applied, you will want to apply more later.
|
Re: E3D V6 Clone 1.75mm filament jamming April 05, 2016 01:45PM |
Registered: 8 years ago Posts: 72 |
I had some chinacopy heatbreaks lying around since dark days of me struggling to push plastic through Chinese engineering "masterpieces" reliably enough, I just polished them with spinning some steel wool inside and coated them with WS2. They now work fine. My remark about the high price for a pre-coated heatbreak was related to a price comparison against those things, not to un-coated throats from matterhackers or e3d. I beg you pardon for the confusion.
Although original E3D throat comes polished shining as a bald man's scalp and has no problem squirting PLA at any rate, I coated it too, just to be on the safe side.
To coat your heatbreak you prepare a goo from WS2 and isopropyl alcohol, dip a q-tip in that goo, let it dry a bit (not completely dry, but not squirting-all-over-the-place wet either) and spin it in the heatbreak with a dremmel at max speed. You need to coat only the narrow part of the heatbreak (if your heatbreak does not have a narrow part - it is the 3mm version, coat it end to end then), but it doesn't hurt to coat both sides. No need to re-goo the q-tip. Innards of the throat should shine and have no visible concentric milling marks or loose debris.
Side note: I am about to build a filament extruder and I intend to experiment with adding WS2 straight to ABS/PLA pellet stock. In theory this would allow us to print bushings and sliding parts akin to Igus' new print-your-own-bushings filament but at a fraction of the cost. Anyways, I'll create a separate thread when I get any results.
Edited 1 time(s). Last edit at 04/05/2016 01:55PM by toxuin.
Although original E3D throat comes polished shining as a bald man's scalp and has no problem squirting PLA at any rate, I coated it too, just to be on the safe side.
To coat your heatbreak you prepare a goo from WS2 and isopropyl alcohol, dip a q-tip in that goo, let it dry a bit (not completely dry, but not squirting-all-over-the-place wet either) and spin it in the heatbreak with a dremmel at max speed. You need to coat only the narrow part of the heatbreak (if your heatbreak does not have a narrow part - it is the 3mm version, coat it end to end then), but it doesn't hurt to coat both sides. No need to re-goo the q-tip. Innards of the throat should shine and have no visible concentric milling marks or loose debris.
Side note: I am about to build a filament extruder and I intend to experiment with adding WS2 straight to ABS/PLA pellet stock. In theory this would allow us to print bushings and sliding parts akin to Igus' new print-your-own-bushings filament but at a fraction of the cost. Anyways, I'll create a separate thread when I get any results.
Edited 1 time(s). Last edit at 04/05/2016 01:55PM by toxuin.
|
Re: E3D V6 Clone 1.75mm filament jamming April 05, 2016 11:27PM |
Registered: 8 years ago Posts: 51 |
Reading all the comments, to me it seems that it is more feasible to buy the real stuff than to buy clones. The reason I went for the clone is because when I bought the V5 original, I saw the schematics on E3D's website. I thought, how hard would it be to machine one from the schematics. I guess clone makers always take a shortcut no matter how easy or cheap it would be to make stuff. That being said, is it possible for me to convert my original V5 3mm direct extrusion to a 1.75 Bowden setup? I know there is a lot of variables involved.
|
Re: E3D V6 Clone 1.75mm filament jamming April 06, 2016 08:56AM |
Registered: 15 years ago Posts: 537 |
Hello,
I am pleased that you came to this conclusion. What has been happening is that a company develops a product and the chinese make cheap knock-offs. Then, people buy the cheap knock-offs to save some money and many of the cheap knock-offs are not made to the blueprints. Shortcuts are taken and everyone loses except the chinese cloners. If this trend continues, and the companies that develop the products are not supported, the end result will be that the chinese cloners will be the only ones left making anything.
Best Regards,
Brian
I am pleased that you came to this conclusion. What has been happening is that a company develops a product and the chinese make cheap knock-offs. Then, people buy the cheap knock-offs to save some money and many of the cheap knock-offs are not made to the blueprints. Shortcuts are taken and everyone loses except the chinese cloners. If this trend continues, and the companies that develop the products are not supported, the end result will be that the chinese cloners will be the only ones left making anything.
Best Regards,
Brian
Quote
scarecrow2k6
Reading all the comments, to me it seems that it is more feasible to buy the real stuff than to buy clones. The reason I went for the clone is because when I bought the V5 original, I saw the schematics on E3D's website. I thought, how hard would it be to machine one from the schematics. I guess clone makers always take a shortcut no matter how easy or cheap it would be to make stuff. That being said, is it possible for me to convert my original V5 3mm direct extrusion to a 1.75 Bowden setup? I know there is a lot of variables involved.
|
Re: E3D V6 Clone 1.75mm filament jamming April 06, 2016 01:04PM |
Registered: 8 years ago Posts: 72 |
If I remember correct you can just replace a throat on 3mm to adapt a 1.75 plus push a PTFE liner into the wide part of the heat break.
You are right, it is not that hard to machine a V6 heatsink (which is a biggest part on the blueprint) so one's impression would be it must be not really hard to machine all other parts too. However this is not the case with such a delicate part as a hotend. Most of the magic happens not in the heatsink (I've seen people put a threaded hole through an old CPU cooler and call this a win) but in the heat break and nozzle.
As you may've read on e3d website they use some serious precision machinery to achieve tight tolerances. This mean your nozzle and heatbreak are guaranteed to be aligned (this is actually kinda implied since such part misalignment is a total n00b's fail and a damn shame) and extrude that sticky PLA without all those snake oils and WS2 hurdle straight out of the box. When you buy an original you pay for quality control which is a nice thing to have if you do not want to buy in bulk and hope that 1 out of 5 will miraculously be pretty close to the spec (this idea brings the price of the whole venture close to just buying an original anyways).
You are right, it is not that hard to machine a V6 heatsink (which is a biggest part on the blueprint) so one's impression would be it must be not really hard to machine all other parts too. However this is not the case with such a delicate part as a hotend. Most of the magic happens not in the heatsink (I've seen people put a threaded hole through an old CPU cooler and call this a win) but in the heat break and nozzle.
As you may've read on e3d website they use some serious precision machinery to achieve tight tolerances. This mean your nozzle and heatbreak are guaranteed to be aligned (this is actually kinda implied since such part misalignment is a total n00b's fail and a damn shame) and extrude that sticky PLA without all those snake oils and WS2 hurdle straight out of the box. When you buy an original you pay for quality control which is a nice thing to have if you do not want to buy in bulk and hope that 1 out of 5 will miraculously be pretty close to the spec (this idea brings the price of the whole venture close to just buying an original anyways).
|
Re: E3D V6 Clone 1.75mm filament jamming April 06, 2016 01:20PM |
Registered: 8 years ago Posts: 3,525 |
Yeah but that's not the situation, if it were clones wouldn't sell. One out of two clone hotends works okay with a little adjustment and when put together properly. They cost 1/4 of the original. I know the original is better but they're not usually 4 times better if you're willing to fix a clone hotend and make it work.
We're all tinkerers and we're frugal so we buy clone hotends and enjoy the challenge of getting them to work. If my dad bought a 3d printer I'd tell him to buy an e3d lite v6 or a genuine J Head.
The whole reprap ethos of scavenging stuff and making it work is a little at odds with saying only genuine hotends are worth buying. Perhaps for noobs that's true but you learn a bunch sorting our your hot end. Might as well say just buy a $3000 printer all this reprap stuff isn't worth wasting your time on.
The problem of cloning stifling development is a challenge but development is still going on so it's a challenge to be faced and overcome.
We're all tinkerers and we're frugal so we buy clone hotends and enjoy the challenge of getting them to work. If my dad bought a 3d printer I'd tell him to buy an e3d lite v6 or a genuine J Head.
The whole reprap ethos of scavenging stuff and making it work is a little at odds with saying only genuine hotends are worth buying. Perhaps for noobs that's true but you learn a bunch sorting our your hot end. Might as well say just buy a $3000 printer all this reprap stuff isn't worth wasting your time on.
The problem of cloning stifling development is a challenge but development is still going on so it's a challenge to be faced and overcome.
|
Re: E3D V6 Clone 1.75mm filament jamming April 07, 2016 11:23AM |
Registered: 9 years ago Posts: 893 |
I bought 2 original E3Dv6, and have only experienced 4 or 5 jams since I bought them many months ago. I know exactly why they jammed - I didn't follow the process that I've established over time. This is to unload the filament when I've finished with it, and to leave the power on (and therefore the hotend heatsink fan running) until the software shows that the nozzle temp is down to something near to room temperature. This takes just a few minutes.
If I follow this process then the E3Dv6 just does not jam for me; if I get impatient and turn off the machine too early then the nozzle may well be jammed the next time I use the printer.
Yes, the original hotend cost me a fair bit of money - but I value my time. I also value the efforts that the designers put into their product.
If I follow this process then the E3Dv6 just does not jam for me; if I get impatient and turn off the machine too early then the nozzle may well be jammed the next time I use the printer.
Yes, the original hotend cost me a fair bit of money - but I value my time. I also value the efforts that the designers put into their product.
|
Re: E3D V6 Clone 1.75mm filament jamming April 07, 2016 12:03PM |
Registered: 9 years ago Posts: 33 |
Quote
David J
I bought 2 original E3Dv6, and have only experienced 4 or 5 jams since I bought them many months ago. I know exactly why they jammed - I didn't follow the process that I've established over time. This is to unload the filament when I've finished with it, and to leave the power on (and therefore the hotend heatsink fan running) until the software shows that the nozzle temp is down to something near to room temperature. This takes just a few minutes.
If I follow this process then the E3Dv6 just does not jam for me; if I get impatient and turn off the machine too early then the nozzle may well be jammed the next time I use the printer.
Yes, the original hotend cost me a fair bit of money - but I value my time. I also value the efforts that the designers put into their product.
That doesn't really seem like a premium product worth paying a lot for. Most printers do not require unloading the filament whenever you stop printing.
|
Re: E3D V6 Clone 1.75mm filament jamming April 07, 2016 01:34PM |
Registered: 9 years ago Posts: 893 |
Quote
rmlrn
That doesn't really seem like a premium product worth paying a lot for. Most printers do not require unloading the filament whenever you stop printing.
You're misinterpreting my words - I have developed a process for my printers that prevents jamming in my machines. It works for me, no more, no less.
I have left filament in the hot-end while I leave it for a few hours, but I always let it cool down fully before I turn the printer off. This prevents the plastic melting on the wrong side of the heat break. For the sake of tidiness I always take out the filament when I've finished for the day, and also to prevent the filament breaking when it's left in the cold printer for too long (a problem that's currently being discussed here.)
Edited 1 time(s). Last edit at 04/07/2016 01:36PM by David J.
Sorry, only registered users may post in this forum.