Large Scale Nozzle
Posted by mdashd
|
Large Scale Nozzle April 27, 2016 10:28PM |
Registered: 7 years ago Posts: 4 |
I'm trying to build a small extruder that can start to work at a tiny-architectural scale.
The priority is extrusion speed over accuracy or finesse.
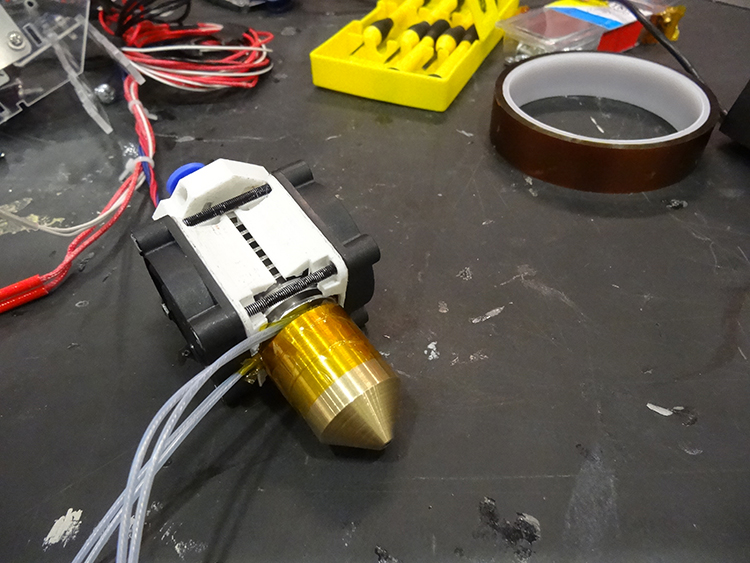
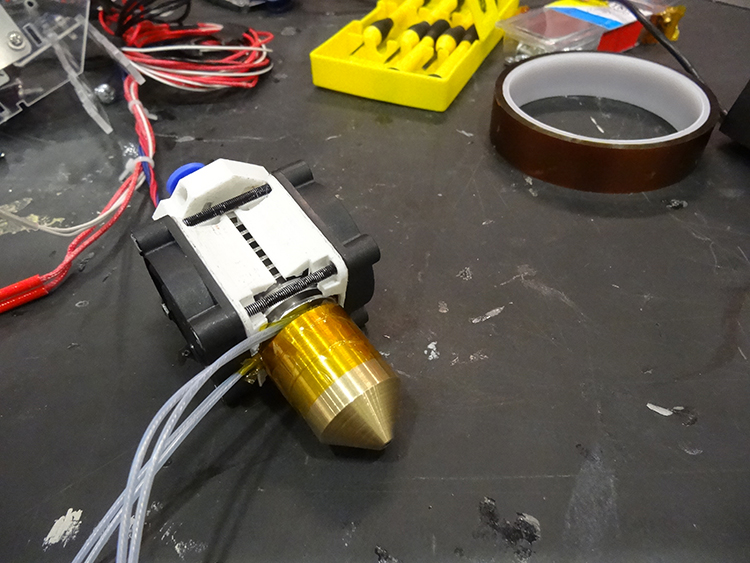
I’m using a NEMA 17 stepper motor to drive 3mm filament (ABS) into a custom, large scale heater-block; heated by 3x 24v 40w cartridges (Drawings of nozzle are attached.)
At the moment, the motor is pushing hard into the hot end which is producing a lot of back pressure in the filament. The limiting factor seems to be the nozzle. I’ve read that speed is proportional to hot-end temperature (hence the high thermal mass of the nozzle), but is there anyway that the nozzle might be physically altered to increase the speed of the extrusion?
Does anyone know what happens if the nozzle diameter is equal to the filament diameter? (i.e. in this case 3mm)
Does anyone have any suggestions for ways I might be able to modify the nozzle (or the setup as a whole) in order to reduce the back pressure and increase the speed of the extrusion?
Thanks kindly for your help
The priority is extrusion speed over accuracy or finesse.
I’m using a NEMA 17 stepper motor to drive 3mm filament (ABS) into a custom, large scale heater-block; heated by 3x 24v 40w cartridges (Drawings of nozzle are attached.)
At the moment, the motor is pushing hard into the hot end which is producing a lot of back pressure in the filament. The limiting factor seems to be the nozzle. I’ve read that speed is proportional to hot-end temperature (hence the high thermal mass of the nozzle), but is there anyway that the nozzle might be physically altered to increase the speed of the extrusion?
Does anyone know what happens if the nozzle diameter is equal to the filament diameter? (i.e. in this case 3mm)
Does anyone have any suggestions for ways I might be able to modify the nozzle (or the setup as a whole) in order to reduce the back pressure and increase the speed of the extrusion?
Thanks kindly for your help
|
Re: Large Scale Nozzle April 28, 2016 01:05AM |
Registered: 12 years ago Posts: 2,470 |
The thermal mass of the heater isn't very important, in fact you can get away with much less than the currently used aluminum blocks.
If you were to try printing 3mm filament with a 3mm nozzle you would find that the filament will not fully melt.
Personaly the largest nozzle. I ever used with 3mm filament was 1.5 mm, and that wasn't working nearly as good as a <1mm.
Most people print with a nozzle in the 0.3-0.5 mm range becase it is a good compromise on speed and quality for the dimensions printed.
Your nozzle looks super massive and the heated part seems very long. My bet is on molten filament rising up and clogging it.
Honestly, the 120w are about 5x times more than you actually need, in this case more is not better.
Edit: maybe check my merlin hotend ( link below) it goes in the opposite direction than your hotend and can easily print at >120mm/s
Edited 1 time(s). Last edit at 04/28/2016 01:09AM by Srek.
[www.bonkers.de]
[merlin-hotend.de]
[www.hackerspace-ffm.de]
If you were to try printing 3mm filament with a 3mm nozzle you would find that the filament will not fully melt.
Personaly the largest nozzle. I ever used with 3mm filament was 1.5 mm, and that wasn't working nearly as good as a <1mm.
Most people print with a nozzle in the 0.3-0.5 mm range becase it is a good compromise on speed and quality for the dimensions printed.
Your nozzle looks super massive and the heated part seems very long. My bet is on molten filament rising up and clogging it.
Honestly, the 120w are about 5x times more than you actually need, in this case more is not better.
Edit: maybe check my merlin hotend ( link below) it goes in the opposite direction than your hotend and can easily print at >120mm/s
Edited 1 time(s). Last edit at 04/28/2016 01:09AM by Srek.
[www.bonkers.de]
[merlin-hotend.de]
[www.hackerspace-ffm.de]
|
Re: Large Scale Nozzle April 28, 2016 02:09AM |
Registered: 12 years ago Posts: 2,470 |
Check how protoworx [protoworx.de] replaced the merlins aluminum heatblock with a much simpler and smaller heater.
[www.bonkers.de]
[merlin-hotend.de]
[www.hackerspace-ffm.de]
[www.bonkers.de]
[merlin-hotend.de]
[www.hackerspace-ffm.de]
|
Re: Large Scale Nozzle April 28, 2016 02:43AM |
Registered: 7 years ago Posts: 4 |
Thanks for the quick response.
The precedents posted are really neat and precise looking, but I think there might be a significant difference in the desired outcome (though I'm not absolutely certain that extruder size necessarily translates directly to product size.)
This extruder has to be capable of producing products of a much larger size than a 3d printer - moving towards architectural scale, bigger than a person. I've been running a 2mm nozzle for a few weeks and have had it successfully working, but the challenge is to scale up and speed up. My initial tests with this big nozzle show that thermal mass definitely produces a difference in the nature of the extrusion. The plastic retains heat for much longer after exiting the nozzle (perhaps thanks to the greater extrusion volume) which I believe will be useful. The larger volume extruded (i.e. extrusion thickness) is also useful in this case.
These are a couple of links to similar projects (in terms of rough scale).
[gramaziokohler.arch.ethz.ch]
[www.curvoxels.com]
[issuu.com]
I'm not sure scaling down matches the desired project outcome. I'm looking rather to optimise the design of the nozzle to create the greatest speed of extrusion (in terms of volume per second, rather than mm).
If a smaller hot-end is capable of extruding greater volumes, what are the characteristics of the smaller nozzle which allow it to do so? How might I optimise a nozzle (small or large) in order to extrude the greatest possible volume?
Thanks again
The precedents posted are really neat and precise looking, but I think there might be a significant difference in the desired outcome (though I'm not absolutely certain that extruder size necessarily translates directly to product size.)
This extruder has to be capable of producing products of a much larger size than a 3d printer - moving towards architectural scale, bigger than a person. I've been running a 2mm nozzle for a few weeks and have had it successfully working, but the challenge is to scale up and speed up. My initial tests with this big nozzle show that thermal mass definitely produces a difference in the nature of the extrusion. The plastic retains heat for much longer after exiting the nozzle (perhaps thanks to the greater extrusion volume) which I believe will be useful. The larger volume extruded (i.e. extrusion thickness) is also useful in this case.
These are a couple of links to similar projects (in terms of rough scale).
[gramaziokohler.arch.ethz.ch]
[www.curvoxels.com]
[issuu.com]
I'm not sure scaling down matches the desired project outcome. I'm looking rather to optimise the design of the nozzle to create the greatest speed of extrusion (in terms of volume per second, rather than mm).
If a smaller hot-end is capable of extruding greater volumes, what are the characteristics of the smaller nozzle which allow it to do so? How might I optimise a nozzle (small or large) in order to extrude the greatest possible volume?
Thanks again
|
Re: Large Scale Nozzle April 28, 2016 02:43AM |
Registered: 10 years ago Posts: 580 |
Quote
mdashd
At the moment, the motor is pushing hard into the hot end which is producing a lot of back pressure in the filament. The limiting factor seems to be the nozzle. I’ve read that speed is proportional to hot-end temperature (hence the high thermal mass of the nozzle), but is there anyway that the nozzle might be physically altered to increase the speed of the extrusion?
Does anyone have any suggestions for ways I might be able to modify the nozzle (or the setup as a whole) in order to reduce the back pressure and increase the speed of the extrusion?
Thanks kindly for your help
This is your current design. The inlet is too small for 3mm filament: according to the drawing the inlet is 2.5mm, and should be just over 3mm.
Also the long narrow chamber is not helping you. When the filament hits the walls there will be drag, the drag will cause the filament to mushroom - increasing drag much more.

This is a revised design - just of the internals.
- The long melt chamber increases melt capacity and overall throughput.
- The wider chamber will eliminate friction in the melt chamber.
- The the taper at the bottom is important to reduce friction.
- The short length of the narrowest part at the bottom will also reduce friction - however the shorter it is the more ooze you may have.
- The square shape at the top (under the threaded stainless tube that I show in green) may help reduce filament being brought up into the cool end.

As stated, you do not need that much power. 50W would be that max I would recommend.
You should insulate the outside with something like high temp fiberglass tape tho so you do not waste the heat.
Also as stated above, I would make it much smaller and lighter.
For your extruder: you could use a contoured idler so you can have more pressure without flattening the filament.
Hope that helps.
Edit: also if you want to increase heat transfer - you can use tellurium copper instead of brass. This machines similar to brass, but has much higher thermal conductivity, I've used it.
Edited 1 time(s). Last edit at 04/28/2016 02:47AM by Paul Wanamaker.
My printer: Raptosaur - Large Format Delta - [www.paulwanamaker.wordpress.com]
Can you answer questions about Calibration, Printing issues, Mechanics? Write it up and improve the Wiki!
|
Re: Large Scale Nozzle April 28, 2016 03:08AM |
Registered: 7 years ago Posts: 4 |
This is wonderful, thank you.
It confirms some of the suspicions I had and I'll give it a going over.
Do you have any ideas of what might happen if I shifted your changes a little and put the narrowest part higher within the nozzle? (Something like the drawing attached: ) Would it change the diameter of the resulting extrusion? As it reduces the volume of the melt chamber, would it also reduce the volume of the throughput also? Or would the bottom end also be considered part of the melt chamber?
Thanks again for your help
It confirms some of the suspicions I had and I'll give it a going over.
Do you have any ideas of what might happen if I shifted your changes a little and put the narrowest part higher within the nozzle? (Something like the drawing attached: ) Would it change the diameter of the resulting extrusion? As it reduces the volume of the melt chamber, would it also reduce the volume of the throughput also? Or would the bottom end also be considered part of the melt chamber?

Thanks again for your help
|
Re: Large Scale Nozzle April 28, 2016 03:25AM |
Registered: 10 years ago Posts: 580 |
Quote
mdashd
Do you have any ideas of what might happen if I shifted your changes a little and put the narrowest part higher within the nozzle?
Would it change the diameter of the resulting extrusion? As it reduces the volume of the melt chamber, would it also reduce the volume of the throughput also? Or would the bottom end also be considered part of the melt chamber?
I've never seen that done, so I'm not sure!
There is some "die swell" when the extruded plastic comes out of the nozzle, and the back pressure would cause the plastic to fill that lower hollow, it would require a larger extrusion width be used.
My guesses: I do not see a benefit. It would not be considered part of the melt chamber as the filament would already be melted by then. It would slightly increase the length of the exit channel - increasing friction not by much, it would probably be a bit slower. But that's only my guess. I have no idea what would happen with ooze.
Edit: Also, looking at the revised idea - there is no flat portion at the bottom. This is not good if you are doing regular 3D printing - you need that flat area in order to print wider than the nozzle - and that helps layer bonding, as it squeezes hard onto the previous layer. This is why the rule of thumb is: Extrusion width should be >105% of nozzle (orifice) diameter, and < 170% of nozzle diameter, and layer height < 80% of nozzle diameter.
Edited 1 time(s). Last edit at 04/28/2016 03:31AM by Paul Wanamaker.
My printer: Raptosaur - Large Format Delta - [www.paulwanamaker.wordpress.com]
Can you answer questions about Calibration, Printing issues, Mechanics? Write it up and improve the Wiki!
|
Re: Large Scale Nozzle April 28, 2016 06:09AM |
Registered: 12 years ago Posts: 2,470 |
It seems i did not realise what scale you are printing in.I was under the impression that you wanted to print highly detailed architectural models, not actual parts of buildings.
Like Paul said, the long channel has no advantage, regardles of scale you want to keep the melting zone as short as possible. The longer it is the less precise the control you have over extrusion.
A long or voluminous melt zone is something that can be helpfull for extrusion at continous speed, but you only have that with injection molding or very few special cases in FDM. In general the extrusion needs start and stop very often and is done at various speeds in one print.
I have to disagree with Paul on the pointiness of the Nozzle. For the Merlin i use airbrush nozzles, htey are nearly needle thin and you get perfect layer bonding. An "ironing" nozzle will pose problems when it comes to bridging, something a pointy nozzle does very well.
Your latest change, will not have any advantage, my guess is that extrusion will just become less precise than it could be.
If you fear that the filament is not melting fast enough you could use one of two tricks
1. put a brass pin horizontally through the melting zone. This will increase backpressure a bit, but will also ensure that the filament is complletely molten.
2. put the outlet at about 90° to the inlet
I tried option 1 myself but did not persue since it just wasn't neccessary in the end.
Option 2 is a bit more difficult to machine, but should work with less pressure
Sorry that i can't attach any graphics for this, i have my right hand in a cast currently
[www.bonkers.de]
[merlin-hotend.de]
[www.hackerspace-ffm.de]
Like Paul said, the long channel has no advantage, regardles of scale you want to keep the melting zone as short as possible. The longer it is the less precise the control you have over extrusion.
A long or voluminous melt zone is something that can be helpfull for extrusion at continous speed, but you only have that with injection molding or very few special cases in FDM. In general the extrusion needs start and stop very often and is done at various speeds in one print.
I have to disagree with Paul on the pointiness of the Nozzle. For the Merlin i use airbrush nozzles, htey are nearly needle thin and you get perfect layer bonding. An "ironing" nozzle will pose problems when it comes to bridging, something a pointy nozzle does very well.
Your latest change, will not have any advantage, my guess is that extrusion will just become less precise than it could be.
If you fear that the filament is not melting fast enough you could use one of two tricks
1. put a brass pin horizontally through the melting zone. This will increase backpressure a bit, but will also ensure that the filament is complletely molten.
2. put the outlet at about 90° to the inlet
I tried option 1 myself but did not persue since it just wasn't neccessary in the end.
Option 2 is a bit more difficult to machine, but should work with less pressure
Sorry that i can't attach any graphics for this, i have my right hand in a cast currently
[www.bonkers.de]
[merlin-hotend.de]
[www.hackerspace-ffm.de]
|
Re: Large Scale Nozzle April 28, 2016 11:39AM |
Registered: 10 years ago Posts: 550 |
Interesting discussion but maybe mentioning your max. volumetric flow rate you want to achieve might help in thinking about solutions? I'm sure that that together with the plastic used (it's MFR maybe?) it would be possible to calculate the pressure the extruder has to achieve? It might be that that pressure can not be achieved and a auger based extruder might be a beter idea....
Just my two uneducated cents
Just my two uneducated cents
|
Re: Large Scale Nozzle April 28, 2016 08:56PM |
Registered: 10 years ago Posts: 580 |
Quote
Srek
A long or voluminous melt zone is something that can be helpful for extrusion at continuous speed, but you only have that with injection molding or very few special cases in FDM. In general the extrusion needs start and stop very often and is done at various speeds in one print.
I disagree with this to a point. I am using a very similar hot end to what I refer to, and know it to work well - I'm not having any serious problems with ooze with a .571mm orifice - max extrusion rate for bridging is 20 mm3/sec. The length of melt chamber at which it becomes unmanageable has yet to be determined. Please see this sourse. Of course the wider the orifice the more danger of ooze.
Quote
Srek
I have to disagree with Paul on the pointiness of the Nozzle. For the Merlin i use airbrush nozzles, they are nearly needle thin and you get perfect layer bonding. An "ironing" nozzle will pose problems when it comes to bridging, something a pointy nozzle does very well.
I am very happy to learn something new. Are you extruding wider than the end? If so, what does the top surface look like?
I have found that a wider tip doesn't impede bridging - there are other issues involved there related to extrusion width, pressure, and acceleration. There is more drag with a wider tip on the already extruded areas however.
Quote
Srek
Your latest change, will not have any advantage, my guess is that extrusion will just become less precise than it could be.
If you fear that the filament is not melting fast enough you could use one of two tricks
1. put a brass pin horizontally through the melting zone. This will increase backpressure a bit, but will also ensure that the filament is completely molten.
2. put the outlet at about 90° to the inlet
I tried option 1 myself but did not pursue since it just wasn't necessary in the end.
Option 2 is a bit more difficult to machine, but should work with less pressure
On point one, I agree that could work. The issue in that case is - if the pin is needed, then the melt chamber isn't long enough - the unmelted filament has reached the orifice. One could alternately increase the ABS melt temp to 270C like the commercial printers do, to increase the melt rate in a shorter chamber. Of course they are using very high quality filament.
There are some proprietary heater assemblies that do use a curved path, requiring highly accurate machining and a two part assembly.
My printer: Raptosaur - Large Format Delta - [www.paulwanamaker.wordpress.com]
Can you answer questions about Calibration, Printing issues, Mechanics? Write it up and improve the Wiki!
|
Re: Large Scale Nozzle April 29, 2016 02:09AM |
Registered: 12 years ago Posts: 2,470 |
With a sharp tip nozzle you have to dial in the amount of extruded material a bit more precise than with a flat nozzle to prevent the nozzle picking up material again.
If you do that you can print perfectly smooth surfaces.
There is no difference in the behavior of the material when it exits a sharp tip nozzle, you get the same slight thickening that is typical.
Regarding the length of the melting zone, this is something i derived at during the one year it took me to develop the Merlin. Many people with an injection molding background proposed to use a long melting zone for even melting and fast extrusion. I never got any of those to reliably work at changing speeds or with retract. The short melting zone of the Merlin works perfectly though.
[www.bonkers.de]
[merlin-hotend.de]
[www.hackerspace-ffm.de]
If you do that you can print perfectly smooth surfaces.
There is no difference in the behavior of the material when it exits a sharp tip nozzle, you get the same slight thickening that is typical.
Regarding the length of the melting zone, this is something i derived at during the one year it took me to develop the Merlin. Many people with an injection molding background proposed to use a long melting zone for even melting and fast extrusion. I never got any of those to reliably work at changing speeds or with retract. The short melting zone of the Merlin works perfectly though.
[www.bonkers.de]
[merlin-hotend.de]
[www.hackerspace-ffm.de]
|
Re: Large Scale Nozzle April 29, 2016 07:42AM |
Registered: 8 years ago Posts: 413 |
presumably if you have a sharp nozzle when you print with any sort of width greater than the hole (1st layer 200%, and probably any layer height less than the hole diameter) the filament will be forced up the sides so you will get a filament run with a gorrve in the centre and raised edges. Your next run will bash into the raised edges.
If you have a flat nozzle it will all be one level and squidge down.
If you have a wider portion after the constriction what is your nozzle size? I suspect it is the final outlet diameter so I wonder why have the constriction.
If you have a flat nozzle it will all be one level and squidge down.
If you have a wider portion after the constriction what is your nozzle size? I suspect it is the final outlet diameter so I wonder why have the constriction.
|
Re: Large Scale Nozzle April 29, 2016 12:59PM |
Admin Registered: 16 years ago Posts: 13,884 |
... think about printing with 2K construction foam with replaceable mixer-nozzles 
Viktor
--------
Aufruf zum Projekt "Müll-freie Meere" - [reprap.org] -- Deutsche Facebook-Gruppe - [www.facebook.com]
Call for the project "garbage-free seas" - [reprap.org]
Viktor
--------
Aufruf zum Projekt "Müll-freie Meere" - [reprap.org] -- Deutsche Facebook-Gruppe - [www.facebook.com]
Call for the project "garbage-free seas" - [reprap.org]
|
Re: Large Scale Nozzle May 01, 2016 01:46AM |
Registered: 7 years ago Posts: 4 |
Thanks so much for all your help, its very much appreciated. I’ve made a couple of revisions based on the suggestions above. Hopefully I’ve got it all a bit straighter.
The melt chamber is expanded out to 5mm to accommodate the square profile at the bottom of the heat-break: (looking at the drawings from the patent, hopefully this reduces flow upwards and creates a meniscus around the filament). As an aside; does the fact that the filament won’t be in direct contact with the chamber walls mean anything in particular? (radiant heat v conductive?)
Currently we’re planning on extruding in 3d space, which adds a different spin to the question of nozzle tip. We are almost certainly going to be bridging between extrusions at some point, so I’ve replaced the little flat snout which will hopefully spread out the molten filament. I'm balancing this with the ability for the nozzle to manoeuvre and reach within the space of previous extrusions.
I am a little concerned about the significant weight of the nozzle, but it has to accommodate 2 cartridges to reach the 50watts suggested (the precedents I've looked at ended up using 200w for their hot ends - but I don't know how much research went into this decision) and this has to be tapered to give a bit of reach; i.e. clearance from the cold end. The other consideration is that the nozzle probably won’t be moving with anything like the kind of velocity that a 3d printer would create. I was thinking to reduce weight I might be able to drill out more of the brass-mass before I seal it all with insulation.
Is there an upper limit to the length of the melt chamber?
Thanks again
The melt chamber is expanded out to 5mm to accommodate the square profile at the bottom of the heat-break: (looking at the drawings from the patent, hopefully this reduces flow upwards and creates a meniscus around the filament). As an aside; does the fact that the filament won’t be in direct contact with the chamber walls mean anything in particular? (radiant heat v conductive?)
Currently we’re planning on extruding in 3d space, which adds a different spin to the question of nozzle tip. We are almost certainly going to be bridging between extrusions at some point, so I’ve replaced the little flat snout which will hopefully spread out the molten filament. I'm balancing this with the ability for the nozzle to manoeuvre and reach within the space of previous extrusions.
I am a little concerned about the significant weight of the nozzle, but it has to accommodate 2 cartridges to reach the 50watts suggested (the precedents I've looked at ended up using 200w for their hot ends - but I don't know how much research went into this decision) and this has to be tapered to give a bit of reach; i.e. clearance from the cold end. The other consideration is that the nozzle probably won’t be moving with anything like the kind of velocity that a 3d printer would create. I was thinking to reduce weight I might be able to drill out more of the brass-mass before I seal it all with insulation.
Is there an upper limit to the length of the melt chamber?
Thanks again


{kind=link}
{kind=link}
|
Re: Large Scale Nozzle May 01, 2016 03:43AM |
Registered: 12 years ago Posts: 2,470 |
The larger the melting zone the more elasticity you introduce into the extrusion control. Molten plastic is not as incompressible as water.
How about not using heating cartridges but NiCr wires? You can get away with a much smaller tip.
[www.bonkers.de]
[merlin-hotend.de]
[www.hackerspace-ffm.de]
How about not using heating cartridges but NiCr wires? You can get away with a much smaller tip.
[www.bonkers.de]
[merlin-hotend.de]
[www.hackerspace-ffm.de]
|
Re: Large Scale Nozzle May 01, 2016 04:22AM |
Registered: 10 years ago Posts: 14,672 |
Quote
Srek
Molten plastic is not as incompressible as water.
Have you any evidence for that? I appreciate that if the filament has accumulated moisture then it will contain compressible steam bubbles when molten, but is molten dry filament significantly compressible? In any case, I would have thought that any compressibility of the molten filament would be insignificant compared with the elasticity in a typical Bowden tube.
Large delta printer [miscsolutions.wordpress.com], E3D tool changer, Robotdigg SCARA printer, Crane Quad and Ormerod
Disclosure: I design Duet electronics and work on RepRapFirmware, [duet3d.com].
|
Re: Large Scale Nozzle May 01, 2016 05:59AM |
Registered: 12 years ago Posts: 2,470 |
From what i found on injection molding ABS is used with a compression ratio of 1.1 - 2, compared to the incompressability of water this is quite a difference.
[www.bonkers.de]
[merlin-hotend.de]
[www.hackerspace-ffm.de]
[www.bonkers.de]
[merlin-hotend.de]
[www.hackerspace-ffm.de]
Sorry, only registered users may post in this forum.