Metal FDM thread
Posted by jbayless
|
Metal FDM thread December 15, 2010 04:59AM |
Registered: 14 years ago Posts: 387 |
Hi everyone,
This probably sounds crazy, and it probably is crazy. But I couldn't help but wonder about the potential use of metal as a material for FDM. In particular, imagine thin wire of pure aluminum used as a feedstock, to print structures from aluminum.
I'd like everyone to present as many reasons as they can think of as to why using metal with FDM is a bad idea and can't work. Maybe none of the objections will be insurmountable?
A thin aluminum wire (1 mm dia) will conduct about 30 watts of heat if it's insulated for a length of 5mm, when one end is at the melting point.
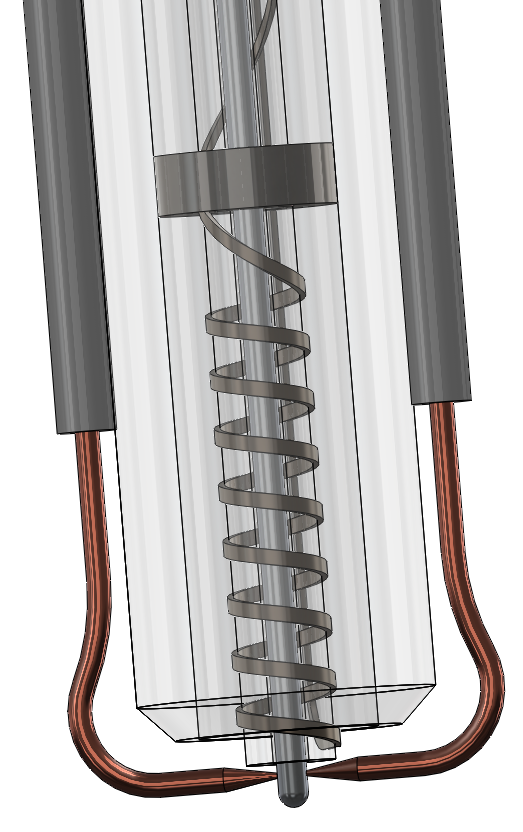
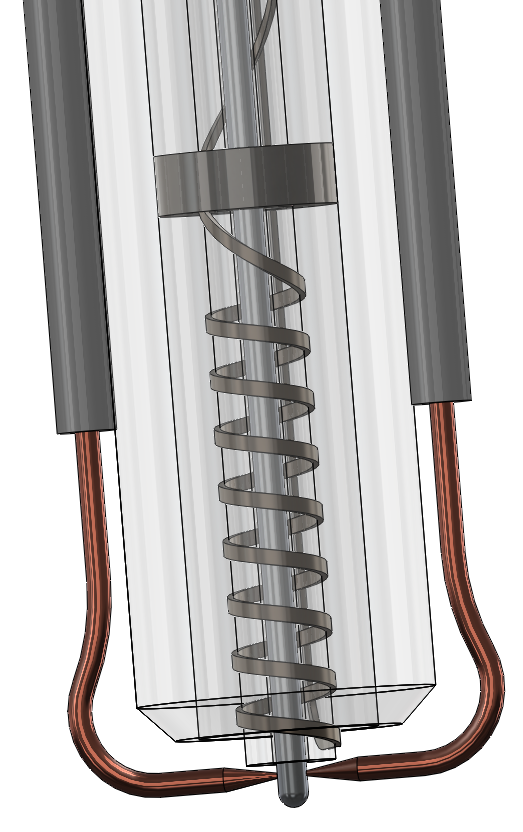
I've attached a very basic nozzle proposal. In this approach, the extruder is two concentric glass tubes, with the inner tube attached to the outer by a high-temperature putty. Nichrome ribbon is wound around the inner tube. The printing of the aluminum is controlled by passing a current through it via the electrodes, in a magnetic field (magnet not shown).
Thoughts?
This probably sounds crazy, and it probably is crazy. But I couldn't help but wonder about the potential use of metal as a material for FDM. In particular, imagine thin wire of pure aluminum used as a feedstock, to print structures from aluminum.
I'd like everyone to present as many reasons as they can think of as to why using metal with FDM is a bad idea and can't work. Maybe none of the objections will be insurmountable?
A thin aluminum wire (1 mm dia) will conduct about 30 watts of heat if it's insulated for a length of 5mm, when one end is at the melting point.
I've attached a very basic nozzle proposal. In this approach, the extruder is two concentric glass tubes, with the inner tube attached to the outer by a high-temperature putty. Nichrome ribbon is wound around the inner tube. The printing of the aluminum is controlled by passing a current through it via the electrodes, in a magnetic field (magnet not shown).
Thoughts?
|
Re: Metal FDM thread December 15, 2010 05:12AM |
Registered: 13 years ago Posts: 58 |
I'm wondering why re-invent the wheel here... A robotic welding machine is essentially an FDM machine... used in a limited way... I have made little 'sculptures' with my TIG welder in aluminium while practising.
Welder designers have worked for decades to perfect the nozzle and inert gas environment for effective, clean deposition of metal.
But, these are the issues that come to mind. Oxidation, surface tension, thermal expansion, electrical noise effecting controling electronics, cost.
For aluminium, an AC current cycle is used to clean the deposition surface by bombarding it with ions every half cycle. An environment of Argon (or CO2) is used to keep oxygen out.
Al...
[araspitfire.blogspot.com]
Welder designers have worked for decades to perfect the nozzle and inert gas environment for effective, clean deposition of metal.
But, these are the issues that come to mind. Oxidation, surface tension, thermal expansion, electrical noise effecting controling electronics, cost.
For aluminium, an AC current cycle is used to clean the deposition surface by bombarding it with ions every half cycle. An environment of Argon (or CO2) is used to keep oxygen out.
Al...
[araspitfire.blogspot.com]
|
Re: Metal FDM thread December 15, 2010 05:16AM |
Admin Registered: 17 years ago Posts: 1,791 |
Thoughts?
Start here
Wire-feed welders are fairly common tools out there. One drawback with mounting them on a reprap made from thermoplastic is the waste heat might melt your mendel; you'd want to do up a repstrap out of steel or aluminum.
One concern: what fabrication tolerances are we trying to hit? Much of this stuff would probably need a finishing pass with a milling head or hand held file.
-Sebastien, RepRap.org library gnome.
Remember, you're all RepRap developers (once you've joined the super-secret developer mailing list), and the wiki, RepRap.org, [reprap.org] is for everyone and everything!
Start here
Wire-feed welders are fairly common tools out there. One drawback with mounting them on a reprap made from thermoplastic is the waste heat might melt your mendel; you'd want to do up a repstrap out of steel or aluminum.
One concern: what fabrication tolerances are we trying to hit? Much of this stuff would probably need a finishing pass with a milling head or hand held file.
-Sebastien, RepRap.org library gnome.
Remember, you're all RepRap developers (once you've joined the super-secret developer mailing list), and the wiki, RepRap.org, [reprap.org] is for everyone and everything!
|
Re: Metal FDM thread December 15, 2010 08:38AM |
Registered: 15 years ago Posts: 376 |
Another issue with using a welding arc for FDM is weld spatter. As the arc welds it spits and blows small amounts of metal everywhere. This way it is very difficult to deposit metal with any accuracy. Welders already use wire generally smaller than the reprap filament (around 0.6mm diameter) and the minimum weld width you can achieve with this is say 8mm wide on a good day. Unless you are fabricating large inaccurate items this would not be feasible.
In conclusion I would suggest using a weld arc is probably a technical dead end. Industry generally considers this to be the case which is why metal sintering was developed.
There may be better methods such as melting with a laser or some adaption of "stir welding" which may yield a better machine. Depositing already melted metal through a nozzle may also work (use your arc to melt it before it passes through a nozzle), but this would require some exotic metals in the tip.
In conclusion I would suggest using a weld arc is probably a technical dead end. Industry generally considers this to be the case which is why metal sintering was developed.
There may be better methods such as melting with a laser or some adaption of "stir welding" which may yield a better machine. Depositing already melted metal through a nozzle may also work (use your arc to melt it before it passes through a nozzle), but this would require some exotic metals in the tip.
|
Re: Metal FDM thread December 15, 2010 10:10AM |
Registered: 13 years ago Posts: 64 |
martinprice2004 Wrote:
-------------------------------------------------------
> In conclusion I would suggest using a weld arc is
> probably a technical dead end. Industry generally
> considers this to be the case which is why metal
> sintering was developed.
I completely agree. To get any useful resolution with a welder you would need to reduce the current in the arc by a large amount. But by doing so you would lose the ability to form a molten pool on thick metal objects and so would only be able to 'print' things as thick as a beer can.
The next option is something like the MetalicaRap project. That project currently has small team consisting of "5 software developers, 1 Ultra high vacuum metal deposition specialist, 2 High voltage system designer, a theoretical physicist and a electron gun designer". Not to mention the half million dollars worth of equipment they will be using.
So hardly a DIY project, but commendable none the less.
martinprice2004 Wrote:
-------------------------------------------------------
> There may be better methods such as melting with a
> laser or some adaption of "stir welding" which may
> yield a better machine. Depositing already melted
> metal through a nozzle may also work (use your arc
> to melt it before it passes through a nozzle), but
> this would require some exotic metals in the tip.
This is the most likely option in my opinion. A realistic start might be to build some sort of high temperature ceramic version of the Reprappable-ink jet which, instead of ink, uses solder. This could be used to produce a reliable stream of microscopic droplets of solder. This would most likely be the easy part.
The hard part would be heating a very small area directly below the print head so that the droplets bond with the surface but with out melting the whole object. It may even be possible to get away with out needing to heat the surface. After all, splatter from a welder sometimes bonds quite well with a surface even when it lands far away from the weld.
If we can make a reliable 'metal-jet' print head for solder then progress from there to higher temperature materials could be achieved in workable incremental steps. Not to mention the other applications that a solder based 'metal-jet' would have for PCB printing.
-------------------------------------------------------
> In conclusion I would suggest using a weld arc is
> probably a technical dead end. Industry generally
> considers this to be the case which is why metal
> sintering was developed.
I completely agree. To get any useful resolution with a welder you would need to reduce the current in the arc by a large amount. But by doing so you would lose the ability to form a molten pool on thick metal objects and so would only be able to 'print' things as thick as a beer can.
The next option is something like the MetalicaRap project. That project currently has small team consisting of "5 software developers, 1 Ultra high vacuum metal deposition specialist, 2 High voltage system designer, a theoretical physicist and a electron gun designer". Not to mention the half million dollars worth of equipment they will be using.
So hardly a DIY project, but commendable none the less.
martinprice2004 Wrote:
-------------------------------------------------------
> There may be better methods such as melting with a
> laser or some adaption of "stir welding" which may
> yield a better machine. Depositing already melted
> metal through a nozzle may also work (use your arc
> to melt it before it passes through a nozzle), but
> this would require some exotic metals in the tip.
This is the most likely option in my opinion. A realistic start might be to build some sort of high temperature ceramic version of the Reprappable-ink jet which, instead of ink, uses solder. This could be used to produce a reliable stream of microscopic droplets of solder. This would most likely be the easy part.
The hard part would be heating a very small area directly below the print head so that the droplets bond with the surface but with out melting the whole object. It may even be possible to get away with out needing to heat the surface. After all, splatter from a welder sometimes bonds quite well with a surface even when it lands far away from the weld.
If we can make a reliable 'metal-jet' print head for solder then progress from there to higher temperature materials could be achieved in workable incremental steps. Not to mention the other applications that a solder based 'metal-jet' would have for PCB printing.
|
Re: Metal FDM thread December 15, 2010 10:43AM |
Registered: 13 years ago Posts: 406 |
One idea I have wanted to try for years is to spot weld small metal balls, the size of the ball in a ball point pen, feed them down a tube and pulse a current, the tube would be mounted on a reprap, it would be a bit slow to fuse one ball at a time and move to the next position, but could produce parts a bit like pneumatic silencers, the part could be dipped to infiltrate if needed, or could be used for micro structures or pcb tracks perhaps.
Random Precision
Random Precision
|
Re: Metal FDM thread December 15, 2010 01:23PM |
Registered: 14 years ago Posts: 380 |
When I first realized that the boro-silicate glass nozzles would work well up into the liquid aluminum range I kept wondering what great things can be done with that.
I would also suggest that FDM when applied to metals might not include welding with electric arc through the filament as that has no corresponding process when working with plastics. So I was looking specifically at extruding already liquid aluminum onto a cooled and hardened raft or prior layer. Here the problems are that aluminum has a very narrow plastic zone, and normally goes straight from solid to runny liquid. And the heat transferred might remelt the prior layers.
The only solution I have come up with so far is to expand the aluminum plastic zone by mixing it with silica sand to make it a slurry when melted. Then the slurry might act enough like hot ABS to work in a more normal, welding arc free reprap. The next question is how much does the structural strength of the aluminum suffer from being mixed as much as 50-50 with silica sand or other diluting material. I also raises the question of depositing aluminum slurry traces onto a fiberglass board to make PCBs directly instead of milling, grinding, resist etching, etc.
Mike
I would also suggest that FDM when applied to metals might not include welding with electric arc through the filament as that has no corresponding process when working with plastics. So I was looking specifically at extruding already liquid aluminum onto a cooled and hardened raft or prior layer. Here the problems are that aluminum has a very narrow plastic zone, and normally goes straight from solid to runny liquid. And the heat transferred might remelt the prior layers.
The only solution I have come up with so far is to expand the aluminum plastic zone by mixing it with silica sand to make it a slurry when melted. Then the slurry might act enough like hot ABS to work in a more normal, welding arc free reprap. The next question is how much does the structural strength of the aluminum suffer from being mixed as much as 50-50 with silica sand or other diluting material. I also raises the question of depositing aluminum slurry traces onto a fiberglass board to make PCBs directly instead of milling, grinding, resist etching, etc.
Mike
|
Re: Metal FDM thread December 15, 2010 01:54PM |
Registered: 13 years ago Posts: 818 |
I have used Techno-Weld a few times to join Aluminium tubes (with a blow-torch).
And I remember it goes quite soft just before getting runny, you can build it up and smooth it down with a bit more heat.
It's a low melt point Aluminium 'solder' 400+ Deg C - Techno-Weld
It may be possible to extrude it? But it's going to need some invention and some new insulation materials (Glass / Ceramic?), Anyone interested?
I have a few stick remaining from the last time I used it. I'll try to find them.
Rich.
[richrap.blogspot.com]
And I remember it goes quite soft just before getting runny, you can build it up and smooth it down with a bit more heat.
It's a low melt point Aluminium 'solder' 400+ Deg C - Techno-Weld
It may be possible to extrude it? But it's going to need some invention and some new insulation materials (Glass / Ceramic?), Anyone interested?
I have a few stick remaining from the last time I used it. I'll try to find them.
Rich.
[richrap.blogspot.com]
|
Re: Metal FDM thread December 15, 2010 02:59PM |
Registered: 14 years ago Posts: 387 |
@Mike: Yes, that's what got me thinking about it, too.
The design I proposed in the first post is nothing like an arc welder, as the material is heated in a chamber before being deposited, like MartinPrice mentioned. One reason to "reinvent the wheel" is because arc welding gives poor control over the shape of the deposited metal, while an FDM approach might give better control resulting in higher tolerances. I had considered a high-temperature print head like Adrian is developing, but I decided that it would probably result in too much heat dissipation from the melted aluminum, with a geometry like that.
Is a plastic range necessary? If layers are thin and small enough, maybe we don't need the material to have low viscosity?
Design modifications so far:
- An inert gas build chamber might be necessary.
The design I proposed in the first post is nothing like an arc welder, as the material is heated in a chamber before being deposited, like MartinPrice mentioned. One reason to "reinvent the wheel" is because arc welding gives poor control over the shape of the deposited metal, while an FDM approach might give better control resulting in higher tolerances. I had considered a high-temperature print head like Adrian is developing, but I decided that it would probably result in too much heat dissipation from the melted aluminum, with a geometry like that.
Is a plastic range necessary? If layers are thin and small enough, maybe we don't need the material to have low viscosity?
Design modifications so far:
- An inert gas build chamber might be necessary.
|
Re: Metal FDM thread December 15, 2010 03:44PM |
Admin Registered: 17 years ago Posts: 7,879 |
I think there has been a successfully 3D printer made using an arc welder on a robot. I can remember what it was called though. It think it had a milling pass as well, or I might be mixing up two techniques. It will be in these forums somewhere.
I have always assumed my stainless steel extruder could extrude aluminium but never tried it. It would need a much more powerful heater and bigger heatsink and fan of course.
[www.hydraraptor.blogspot.com]
I have always assumed my stainless steel extruder could extrude aluminium but never tried it. It would need a much more powerful heater and bigger heatsink and fan of course.
[www.hydraraptor.blogspot.com]
|
Re: Metal FDM thread December 15, 2010 04:18PM |
Admin Registered: 16 years ago Posts: 13,889 |
... generating a small hot-spot and blowing metal-dust on it to melt and fuse to solid is a common methode of direct laser-sintering without supporting structures and different from powder-SLS.
Maybe with an arc inside a small nozzle a similar process is possible where you blow dust through the arc, so it melts and fluid droplets of material hit the surface of the fabbing area and melt to it?
Viktor
--------
Aufruf zum Projekt "Müll-freie Meere" - [reprap.org] -- Deutsche Facebook-Gruppe - [www.facebook.com]
Call for the project "garbage-free seas" - [reprap.org]
Maybe with an arc inside a small nozzle a similar process is possible where you blow dust through the arc, so it melts and fluid droplets of material hit the surface of the fabbing area and melt to it?
Viktor
--------
Aufruf zum Projekt "Müll-freie Meere" - [reprap.org] -- Deutsche Facebook-Gruppe - [www.facebook.com]
Call for the project "garbage-free seas" - [reprap.org]
|
Re: Metal FDM thread December 15, 2010 06:23PM |
Registered: 14 years ago Posts: 387 |
There's two reasons I think a standard RepRap extruder design would have difficulty with aluminum. The first is heat conduction; Aluminum melts at 660 C, above the temperature rating of Kapton, and sustaining that temperature in a nozzle that conducts heat would take a lot of power. As well, there aren't many (any?) heating resistors that I know of which are rated to such high temperatures. Winding nichrome ribbon on a ceramic or glass nozzle has the advantage that no high-temperature electrical insulator is needed.
The second is control of the deposition. A thicker wire takes more power to melt and conducts more heat, so thinner cross-sections are probably best. However a thin wire can't be driven easily by a pinchwheel.
Viktor: I'd prefer to avoid lasers mainly for three reasons. The first is the potential for injury if misused, the second is the cost of a high-powered laser itself, and the third is the power requirement (due to lasers being power-inefficient), which leads to expensive support electronics.
Is there a reason why using an arc inside a nozzle would be better than using a heated nozzle? My concern is that an electric arc-melting process is more difficult to sense and control than a resistively-heated nozzle (as in the diagram in the first post). In particular, here's some of the difficulties I see:
- Electric arcs are a challenging physics problem. Precise control of melt process, temperature, flow rate, etc is difficult or impossible to achieve. All of these factors will affect print quality.
- Electric arc will probably ionize metal powder, which could make the deposition difficult to control as well.
I do like the thought of droplets hitting the target rather than a steady stream, in part because it decouples the extruder from the printed object a bit (no current or heat will conduct between the extruder and target along a molten metal path). But metal dust poses a respiratory hazard, and is also a more difficult process to control than feeding a wire (where there is a clear relationship between wire feed rate and volume flow rate of metal).
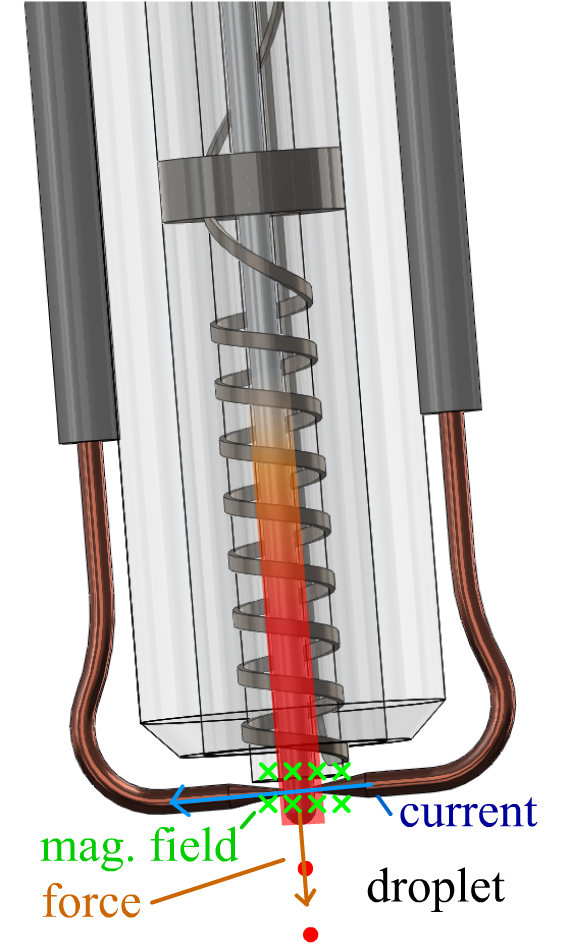
That is why I was considering that an electromagnetic nozzle system, might be effective.
Here's a re-done illustration that perhaps better explains the purpose of the tip electrodes. They aren't for heating.
The second is control of the deposition. A thicker wire takes more power to melt and conducts more heat, so thinner cross-sections are probably best. However a thin wire can't be driven easily by a pinchwheel.
Viktor: I'd prefer to avoid lasers mainly for three reasons. The first is the potential for injury if misused, the second is the cost of a high-powered laser itself, and the third is the power requirement (due to lasers being power-inefficient), which leads to expensive support electronics.
Is there a reason why using an arc inside a nozzle would be better than using a heated nozzle? My concern is that an electric arc-melting process is more difficult to sense and control than a resistively-heated nozzle (as in the diagram in the first post). In particular, here's some of the difficulties I see:
- Electric arcs are a challenging physics problem. Precise control of melt process, temperature, flow rate, etc is difficult or impossible to achieve. All of these factors will affect print quality.
- Electric arc will probably ionize metal powder, which could make the deposition difficult to control as well.
I do like the thought of droplets hitting the target rather than a steady stream, in part because it decouples the extruder from the printed object a bit (no current or heat will conduct between the extruder and target along a molten metal path). But metal dust poses a respiratory hazard, and is also a more difficult process to control than feeding a wire (where there is a clear relationship between wire feed rate and volume flow rate of metal).
That is why I was considering that an electromagnetic nozzle system, might be effective.
Here's a re-done illustration that perhaps better explains the purpose of the tip electrodes. They aren't for heating.
|
Re: Metal FDM thread December 16, 2010 03:19AM |
Admin Registered: 16 years ago Posts: 13,889 |
... with arc or laser you have a much higher energy-density and heat what's not conducting through th extruder body ...
For me lasers are much easier and cheaper then designing circuitry and drivers for proper arc-welding.
Actually i have some laserdiodes with 5Watts@975nm output power and bought recently for 200 Euros a 25Watt-diode with 808nm but an output diameter of 0.8mm (in compare to 0.1mm with the 5Watt-diodes), so higher overall power, but lower energy density.
Next days i hope to receive some 9Watts and 20Watts-diodes with 975nm through a fiber with 0.15mm core diameter in exchange for parts from my scrapery, so it's not the price what's defining my direction
My drivers with constant current drivers like the LM317 are pretty easy to DIY and now i found better drivers with LM338 for 5Amps per chip for 10 Euros or LT1083 with 7.5Amps per chip for 16 Euros ... with the driving MOSFET, the resistors and other crap (maybe found in my basement) the material costs for the drivers are around 30 to 60 Euros, so in the lower range too ...
But i'm searching a more efficient solution with single MOSFETS, so i don't have so much heat dissipation in full power mode
Viktor
--------
Aufruf zum Projekt "Müll-freie Meere" - [reprap.org] -- Deutsche Facebook-Gruppe - [www.facebook.com]
Call for the project "garbage-free seas" - [reprap.org]
For me lasers are much easier and cheaper then designing circuitry and drivers for proper arc-welding.
Actually i have some laserdiodes with 5Watts@975nm output power and bought recently for 200 Euros a 25Watt-diode with 808nm but an output diameter of 0.8mm (in compare to 0.1mm with the 5Watt-diodes), so higher overall power, but lower energy density.
Next days i hope to receive some 9Watts and 20Watts-diodes with 975nm through a fiber with 0.15mm core diameter in exchange for parts from my scrapery, so it's not the price what's defining my direction
My drivers with constant current drivers like the LM317 are pretty easy to DIY and now i found better drivers with LM338 for 5Amps per chip for 10 Euros or LT1083 with 7.5Amps per chip for 16 Euros ... with the driving MOSFET, the resistors and other crap (maybe found in my basement) the material costs for the drivers are around 30 to 60 Euros, so in the lower range too ...
But i'm searching a more efficient solution with single MOSFETS, so i don't have so much heat dissipation in full power mode
Viktor
--------
Aufruf zum Projekt "Müll-freie Meere" - [reprap.org] -- Deutsche Facebook-Gruppe - [www.facebook.com]
Call for the project "garbage-free seas" - [reprap.org]
|
Re: Metal FDM thread December 16, 2010 05:02AM |
Registered: 13 years ago Posts: 58 |
This doesn't solve lots of the other problems, but while the MIG process spatters as a consequence of how it works, TIG with separate wire feed doesn't spatter. I throw no sparks when I weld. There are well developed robotic TIG welding machines.
In fact my welder... (a Miller unit) is designed for robotic applications in mind, with programmable start and stop parameters.
Al...
[araspitfire.blogspot.com]
In fact my welder... (a Miller unit) is designed for robotic applications in mind, with programmable start and stop parameters.
Al...
[araspitfire.blogspot.com]
|
Re: Metal FDM thread December 16, 2010 07:46AM |
Registered: 15 years ago Posts: 376 |
Hot Forging
Another possible method of joining wire to your part would be not to melt but to form interatomic bonding. I used to work for a spark plug company and the ground electrodes on sparking plugs are not welded on but projection heated and forced together. The process is similar to a blacksmith forging two pieces of metal together, heated until soft then hammered or pressed together. The reason is that the ground electrode is a different metal than the threaded shell and often has a copper centre core so welding wouldn't work. The bond is very strong and when you slice the joint up for inspection you can see the two distinct parts and the joint line.
Applying this to rapid prototyping, a wire pressed against a metal workpiece could be made to soften by passing a current between the two rather than sparking between a gap as in welding. It may be possible to do this and lay a wire on the part bonded to the surface and build your part up that way.
Two questions that do arise are how do you start the first layer and how do you stop feeding the wire when moving to a separate area of the part.
Perhaps JohnRPMs idea of the small metal balls may be more suitable for this proces than wire feeding.
Another possible method of joining wire to your part would be not to melt but to form interatomic bonding. I used to work for a spark plug company and the ground electrodes on sparking plugs are not welded on but projection heated and forced together. The process is similar to a blacksmith forging two pieces of metal together, heated until soft then hammered or pressed together. The reason is that the ground electrode is a different metal than the threaded shell and often has a copper centre core so welding wouldn't work. The bond is very strong and when you slice the joint up for inspection you can see the two distinct parts and the joint line.
Applying this to rapid prototyping, a wire pressed against a metal workpiece could be made to soften by passing a current between the two rather than sparking between a gap as in welding. It may be possible to do this and lay a wire on the part bonded to the surface and build your part up that way.
Two questions that do arise are how do you start the first layer and how do you stop feeding the wire when moving to a separate area of the part.
Perhaps JohnRPMs idea of the small metal balls may be more suitable for this proces than wire feeding.
|
Re: Metal FDM thread December 16, 2010 01:15PM |
Registered: 14 years ago Posts: 387 |
|
Re: Metal FDM thread December 16, 2010 04:45PM |
Admin Registered: 16 years ago Posts: 13,889 |
... maybe something like this idea with prefabbed balls or blobs ...
The idea with melting end ejecting droplets out from wire seems to be very complex and hard to realize - heating a small spot with a 5 Watt-laser is much easier and works really good, while the process of melting a specific area of a moving wire with current and separate droplets has to prove ...
Viktor
--------
Aufruf zum Projekt "Müll-freie Meere" - [reprap.org] -- Deutsche Facebook-Gruppe - [www.facebook.com]
Call for the project "garbage-free seas" - [reprap.org]
The idea with melting end ejecting droplets out from wire seems to be very complex and hard to realize - heating a small spot with a 5 Watt-laser is much easier and works really good, while the process of melting a specific area of a moving wire with current and separate droplets has to prove ...
Viktor
--------
Aufruf zum Projekt "Müll-freie Meere" - [reprap.org] -- Deutsche Facebook-Gruppe - [www.facebook.com]
Call for the project "garbage-free seas" - [reprap.org]
|
Re: Metal FDM thread December 16, 2010 06:00PM |
Registered: 14 years ago Posts: 387 |
|
Re: Metal FDM thread January 07, 2011 04:38PM |
Registered: 14 years ago Posts: 172 |
Have a look at 'Microcasting' on pages 5-6: [www.cs.cmu.edu]
Page 3 of this paper discusses how the process differs from welding and thermal spraying: [www-rpl.stanford.edu]
[haveblue.org]
Page 3 of this paper discusses how the process differs from welding and thermal spraying: [www-rpl.stanford.edu]
[haveblue.org]
|
Re: Metal FDM thread October 18, 2011 10:34PM |
How about induction heating. You could feed wire through a ceramic nozzle that is wrapped in a coil, send AC through it and heat the wire that way. control the feed with screw or threaded tube that the wire passes through. Keep the work area submerged in an inert gas like argon. and for the heat issue on the work piece, feed a solid wire into the puddle to help control the work point temp. you can mount your whole raft on a chill plate. I feel like this is feasible idea.
|
Re: Metal FDM thread October 20, 2011 02:54AM |
Registered: 12 years ago Posts: 48 |
Search the wiki for "metal printer" and you will find a ton of stuff I have put up on printing with metal and other full strength materials.
In short, it can certainly be done and has been in a number of projects, and is not hard either, if you just want a crappy object of rough shape. but making really useful stuff (good dimensional accuracy and low residual (internally equilibriated) stress is way harder.
In short, it can certainly be done and has been in a number of projects, and is not hard either, if you just want a crappy object of rough shape. but making really useful stuff (good dimensional accuracy and low residual (internally equilibriated) stress is way harder.
|
Re: Metal FDM thread October 23, 2011 09:28AM |
Registered: 12 years ago Posts: 972 |
Won't it be easier to print a plastic part and they put it inside a sand/glue mix to make a mold? So molten metal can later be poured into that mold. I know it is a two parts process but it sounds to me like it can give you the desired result.
Molten metal will evaporate the original plastic part inside the mold (be careful with the gases).
misan
Molten metal will evaporate the original plastic part inside the mold (be careful with the gases).
misan
|
Re: Metal FDM thread March 11, 2012 01:01PM |
Would making everything smaller help?
I was thinking of layering metal lines with a DIY MIG welder, *except* that the feed wire is finer than a thread. This way:
* There is less waste heat.
* Resolution is higher.
* You can use much less power, reducing the price of parts, and the danger to your printer.
* You need less shielding gas.
I was thinking of layering metal lines with a DIY MIG welder, *except* that the feed wire is finer than a thread. This way:
* There is less waste heat.
* Resolution is higher.
* You can use much less power, reducing the price of parts, and the danger to your printer.
* You need less shielding gas.
|
Re: Metal FDM thread March 12, 2012 04:54AM |
Registered: 12 years ago Posts: 124 |
|
Re: Metal FDM thread November 04, 2012 04:33PM |
|
Re: Metal FDM thread December 01, 2012 01:15AM |
Registered: 11 years ago Posts: 482 |
|
Re: Metal FDM thread February 10, 2013 04:02PM |
Registered: 11 years ago Posts: 80 |
Hi,
I was just reading this fascinating thread, and wanted to ask if it's possible to use a combination of methods.
Could you use a higher-temperature ceramic nozzle in conjunction with a magnetic induction heating coil, for example?
Instead of working with a pure metal feedstock, would it be possible to use a suitable alloy with the necessary properties - perhaps an amorphous or glassy metal alloy?
I was just reading this fascinating thread, and wanted to ask if it's possible to use a combination of methods.
Could you use a higher-temperature ceramic nozzle in conjunction with a magnetic induction heating coil, for example?
Instead of working with a pure metal feedstock, would it be possible to use a suitable alloy with the necessary properties - perhaps an amorphous or glassy metal alloy?
|
Re: Metal FDM thread February 10, 2013 04:05PM |
Registered: 11 years ago Posts: 482 |
hi,
There are plenty of alloys, for example Solder, which has been printed as a metal.
A ceramic nozzle is a great solution and extremely obvious since 1. it can handle heat and 2. won't dissolve the in metal (most of the time).
we looked into magnetic induction heating and it was incredibly complex, including water recirculating as a cooling method. Beyond that, the basic problem is not really heating at all but heat management - if the bottom piece is cold and conducts heat well, you can NEVER melt it enough to bond two layers. Solve that first
There are plenty of alloys, for example Solder, which has been printed as a metal.
A ceramic nozzle is a great solution and extremely obvious since 1. it can handle heat and 2. won't dissolve the in metal (most of the time).
we looked into magnetic induction heating and it was incredibly complex, including water recirculating as a cooling method. Beyond that, the basic problem is not really heating at all but heat management - if the bottom piece is cold and conducts heat well, you can NEVER melt it enough to bond two layers. Solve that first
|
Re: Metal FDM thread February 10, 2013 04:54PM |
Registered: 11 years ago Posts: 24 |
rocket_scientist Wrote:
-------------------------------------------------------
> ... the problems are that aluminum has a
> very narrow plastic zone, and normally goes
> straight from solid to runny liquid. And the heat
> transferred might remelt the prior layers.
>
> The only solution I have come up with so far
> is to expand the aluminum plastic zone by mixing
> it with silica sand to make it a slurry when
> melted.
Mike,
There may be other answers from metallurgy. A eutectic (lowest melting point) alloy usually melts evenly and quickly, just like a pure metal. But off-eutectic alloys usually have two or more phases in them. If the feedstock was a wire consisting of pure aluminum granules (< 0.01 mm, small but doable) held together by a much smaller amount of a eutectic alloy, then two different things would happen. First, the eutectic would have a lower melting point, which would make heating things up easier, and reduce contraction when going from melt temp to room temp. Secondly, and more importantly, the eutectic would melt, but the pure granules would remain kind of solid, forming a slurry, which is easier to work with than fluid metal.
After melting the wire in the print head, some of the pure aluminum (Al) would melt into the eutectic mix, and you'd get compositional variations throughout the material, but this is not uncommon for aluminum alloys, and may produce some very desirable characteristics in the final material. Heat treating would allow diffusion and would even out these gradients; it's possible that the printing process would accomplish some of this.
Now, oxidation is a real problem with Al, so it would have to be done in an inert atmosphere. Argon should work fine, CO2 might work unless the Al wants the O more than the C does, in which case you might as well have used air. And one would have to have the cooling situation well in hand - putting a fan or two on the print to cool it quickly would be important. And if each bit attached is cooled quickly, deformation from thermal gradients could be reduced a lot.
But metal printing is a hard problem, probably one that should be tackled in university labs, not by DIYers working in the attic or basement. Not that DIYers shouldn't try, but they should be very careful with these things. And of course, thinking about them isn't dangerous at all.
Regards,
aeronaut
-------------------------------------------------------
> ... the problems are that aluminum has a
> very narrow plastic zone, and normally goes
> straight from solid to runny liquid. And the heat
> transferred might remelt the prior layers.
>
> The only solution I have come up with so far
> is to expand the aluminum plastic zone by mixing
> it with silica sand to make it a slurry when
> melted.
Mike,
There may be other answers from metallurgy. A eutectic (lowest melting point) alloy usually melts evenly and quickly, just like a pure metal. But off-eutectic alloys usually have two or more phases in them. If the feedstock was a wire consisting of pure aluminum granules (< 0.01 mm, small but doable) held together by a much smaller amount of a eutectic alloy, then two different things would happen. First, the eutectic would have a lower melting point, which would make heating things up easier, and reduce contraction when going from melt temp to room temp. Secondly, and more importantly, the eutectic would melt, but the pure granules would remain kind of solid, forming a slurry, which is easier to work with than fluid metal.
After melting the wire in the print head, some of the pure aluminum (Al) would melt into the eutectic mix, and you'd get compositional variations throughout the material, but this is not uncommon for aluminum alloys, and may produce some very desirable characteristics in the final material. Heat treating would allow diffusion and would even out these gradients; it's possible that the printing process would accomplish some of this.
Now, oxidation is a real problem with Al, so it would have to be done in an inert atmosphere. Argon should work fine, CO2 might work unless the Al wants the O more than the C does, in which case you might as well have used air. And one would have to have the cooling situation well in hand - putting a fan or two on the print to cool it quickly would be important. And if each bit attached is cooled quickly, deformation from thermal gradients could be reduced a lot.
But metal printing is a hard problem, probably one that should be tackled in university labs, not by DIYers working in the attic or basement. Not that DIYers shouldn't try, but they should be very careful with these things. And of course, thinking about them isn't dangerous at all.
Regards,
aeronaut
|
Re: Metal FDM thread February 11, 2013 02:33AM |
Admin Registered: 16 years ago Posts: 13,889 |
... I've worked with eutectic alloys of 80 percent gold and 20 percent tin in form of 30 mircrons big spheres - they melt first time below 400 degC, the second time above 700 degC, then between 800 to 900 degC.
This could be similar with other eutectic mixtures ...
Viktor
--------
Aufruf zum Projekt "Müll-freie Meere" - [reprap.org] -- Deutsche Facebook-Gruppe - [www.facebook.com]
Call for the project "garbage-free seas" - [reprap.org]
This could be similar with other eutectic mixtures ...
Viktor
--------
Aufruf zum Projekt "Müll-freie Meere" - [reprap.org] -- Deutsche Facebook-Gruppe - [www.facebook.com]
Call for the project "garbage-free seas" - [reprap.org]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
Sorry, only registered users may post in this forum.