Bowden PTFE tube with micro perforations.
Posted by manugogli
|
Bowden PTFE tube with micro perforations. July 05, 2016 02:22PM |
Registered: 8 years ago Posts: 11 |
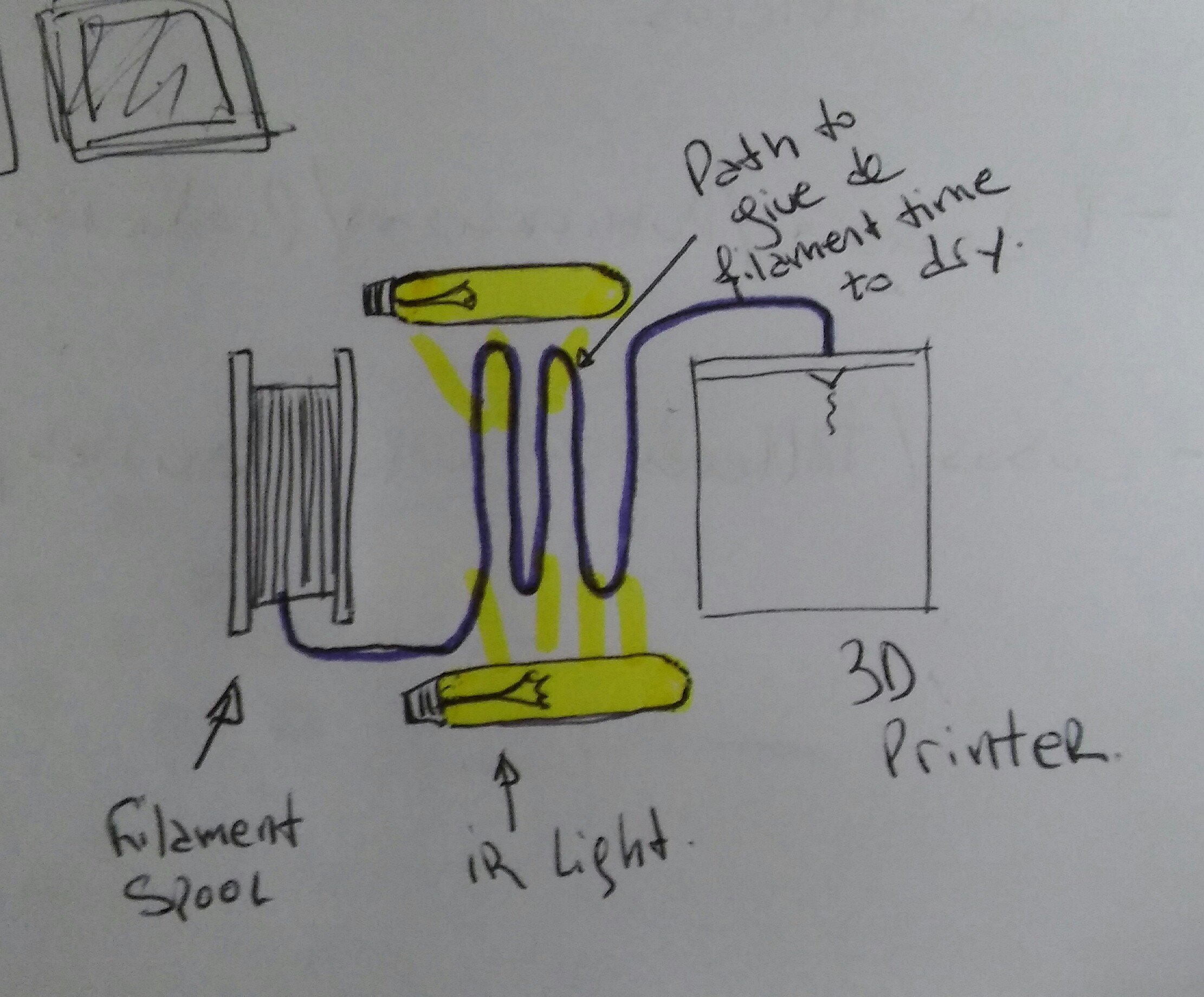
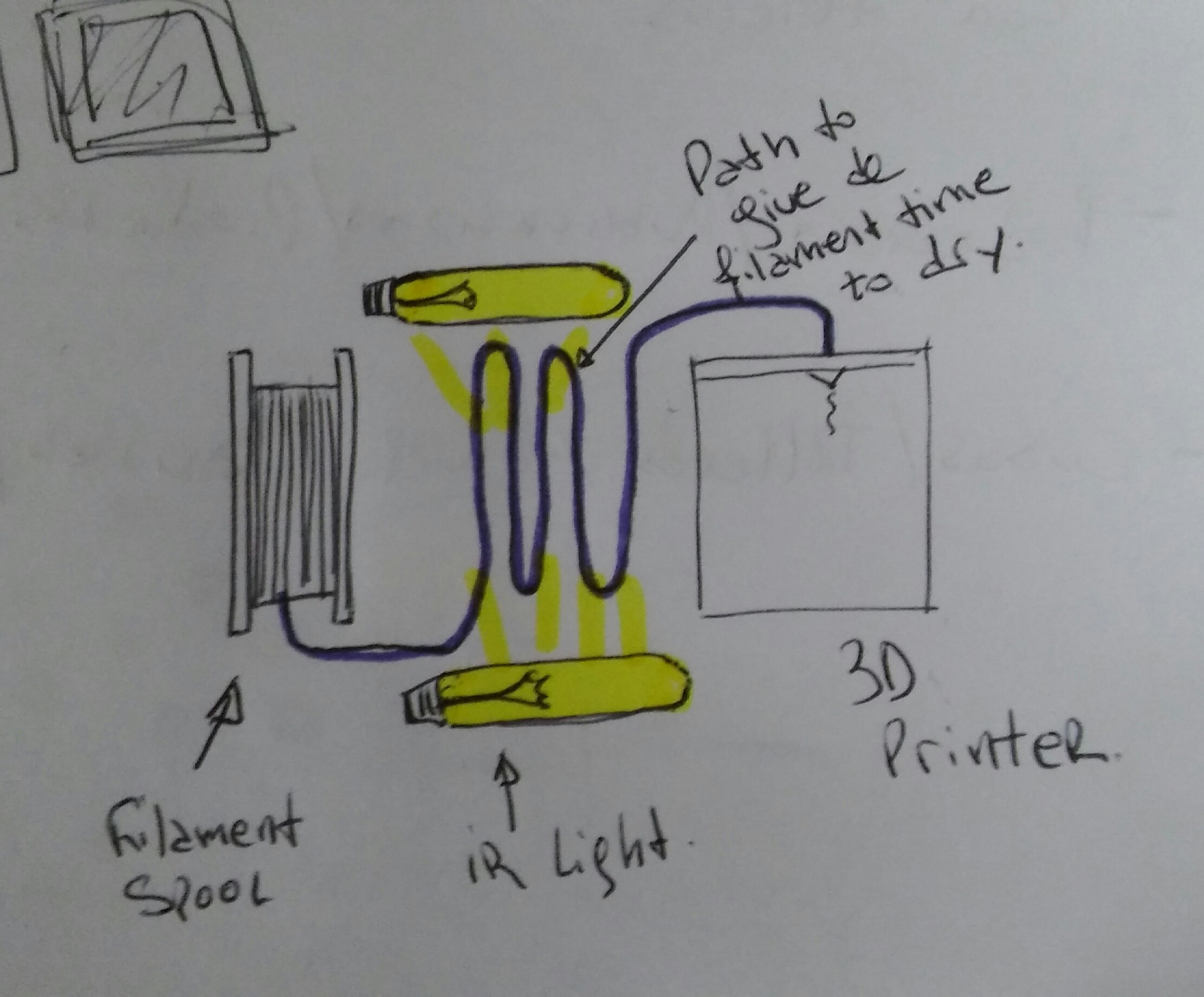
Hi, im working on a pre-treatment chamber to dry the filament with an IR lamp as its being extruded. The idea is to drive the filament through a zig-zag path, while the IR lamp heats and dries the filament before the extrusion.
The problem is that i need the filament to follow a "specific" path to give the lamp enough time to take all the moisture out. So, i thought to guide the filament using the bowden tube. But i need the light to hit the filament, moisture to get out the filament (and the heat of the light to go in), so i need the bowden tube to be somehow perforated. i've never experienced with PTFE tubes for bowden extruders. Can someone advise me about what could happen if i make small perforations to the tube?
PD: Sorry for the terrible english
Edited 2 time(s). Last edit at 07/05/2016 02:23PM by manugogli.
The problem is that i need the filament to follow a "specific" path to give the lamp enough time to take all the moisture out. So, i thought to guide the filament using the bowden tube. But i need the light to hit the filament, moisture to get out the filament (and the heat of the light to go in), so i need the bowden tube to be somehow perforated. i've never experienced with PTFE tubes for bowden extruders. Can someone advise me about what could happen if i make small perforations to the tube?

PD: Sorry for the terrible english
Edited 2 time(s). Last edit at 07/05/2016 02:23PM by manugogli.
|
Re: Bowden PTFE tube with micro perforations. July 05, 2016 03:56PM |
Registered: 9 years ago Posts: 1,035 |
Too long tube and you're in the bowden-syndrome area, where the little difference between ID of the PFTE tube and filament OD will add up to a point where what the firmware knows of the filament is no longer true and you get lower quality prints. Ideally bowden will be shortest possible, that's why some deltas use the flying extruder to shorten the PFTE tube.
RepRap Lander concept on Concept Forge
RepRap Lander concept on RepRap Forums
My Things, mostly experimental stuff
RepRap Lander concept on Concept Forge
RepRap Lander concept on RepRap Forums
My Things, mostly experimental stuff
|
Re: Bowden PTFE tube with micro perforations. July 05, 2016 04:54PM |
Registered: 8 years ago Posts: 11 |
|
Re: Bowden PTFE tube with micro perforations. July 05, 2016 05:27PM |
Registered: 8 years ago Posts: 601 |
Why does it need to dry it as it is fed to the printer? Use an oven, or one of many other drying methods before you use the filament. This seems unnecessarily complicated to do.
*edit * ptfe tube will not work, they are designed to be friction free, but perforations will mean you create friction. May aswell use any tube if that is the case. Also, the tube will insulate the filament, so it may never heat the filament up enough to remove moisture.
Edited 1 time(s). Last edit at 07/05/2016 05:31PM by Origamib.
*edit * ptfe tube will not work, they are designed to be friction free, but perforations will mean you create friction. May aswell use any tube if that is the case. Also, the tube will insulate the filament, so it may never heat the filament up enough to remove moisture.
Edited 1 time(s). Last edit at 07/05/2016 05:31PM by Origamib.
|
Re: Bowden PTFE tube with micro perforations. July 05, 2016 08:32PM |
Registered: 8 years ago Posts: 3,525 |
Not sure about drying or perforations but pulling it through will work.
Simon Khoury
Co-founder of [www.precisionpiezo.co.uk] Accurate, repeatable, versatile Z-Probes
Published:Inventions
Simon Khoury
Co-founder of [www.precisionpiezo.co.uk] Accurate, repeatable, versatile Z-Probes
Published:Inventions
|
Re: Bowden PTFE tube with micro perforations. July 05, 2016 10:41PM |
Registered: 11 years ago Posts: 5,780 |
Bending the filament like that is going to dramatically increase the force required to move it. I suggest wrapping it around a large cylinder and rotate the cylinder using the extruder motor. The lamp will heat the filament a few times as it goes around the cylinder if you wrap the filament around the cylinder a few times.
Why not just shine the heat lamp on the spool? Spools are made of ABS (usually), and you'll probably be applying this treatment to PLA (ABS doesn't absorb much moisture), so if the filament can tolerate the lamp, the spool will, too. If it's a problem because of the spool, why not rewind the filament onto an aluminum spool?
Ultra MegaMax Dominator 3D printer: [drmrehorst.blogspot.com]
Why not just shine the heat lamp on the spool? Spools are made of ABS (usually), and you'll probably be applying this treatment to PLA (ABS doesn't absorb much moisture), so if the filament can tolerate the lamp, the spool will, too. If it's a problem because of the spool, why not rewind the filament onto an aluminum spool?
Ultra MegaMax Dominator 3D printer: [drmrehorst.blogspot.com]
|
Re: Bowden PTFE tube with micro perforations. July 06, 2016 12:19AM |
Registered: 8 years ago Posts: 5,232 |
|
Re: Bowden PTFE tube with micro perforations. July 06, 2016 03:35AM |
Registered: 11 years ago Posts: 1,171 |
I remember on this forum some time back someone actually made a heated tube (short) that also had vacuum on it in the hopes of doing what you want. They said it worked and found by accident that it worked just as well without the vacuum. It was fairly high temperature for only like 50mm long.
|
Re: Bowden PTFE tube with micro perforations. July 06, 2016 11:40AM |
Registered: 8 years ago Posts: 5,232 |
|
Re: Bowden PTFE tube with micro perforations. July 06, 2016 02:50PM |
Registered: 8 years ago Posts: 91 |
|
Re: Bowden PTFE tube with micro perforations. July 06, 2016 02:56PM |
Registered: 8 years ago Posts: 11 |
The idea is to have "temperature-presets" for each material (ABS, Nylon, PLA) that controls the chamber tº/ air flow, to achieve proper moisture for each material. controlled by the firmware.
If you place the entire spool you will either heat and cool all the material every time you print, or you have to make a sealed chamber yo dry the filament only once.
y like the idea of a linear path with countercurrently air flow inside a tube.
If you place the entire spool you will either heat and cool all the material every time you print, or you have to make a sealed chamber yo dry the filament only once.
y like the idea of a linear path with countercurrently air flow inside a tube.
|
Re: Bowden PTFE tube with micro perforations. July 07, 2016 07:41AM |
Registered: 10 years ago Posts: 550 |
|
Re: Bowden PTFE tube with micro perforations. July 07, 2016 11:53AM |
Registered: 8 years ago Posts: 11 |
Thank you all for the responses! maybe its a better idea to make a closed chamber like a mini oven, that dries the entire spool once, and keep it dry for X time, before it slowly gets humid again.
The main goal of the project y to somehow assure that the moisture levels for each material are closest to the ideal levels, so the printing variables can be more constant. (somehow ensuring the same quality on every print)
The main goal of the project y to somehow assure that the moisture levels for each material are closest to the ideal levels, so the printing variables can be more constant. (somehow ensuring the same quality on every print)
|
Re: Bowden PTFE tube with micro perforations. July 07, 2016 12:38PM |
Registered: 7 years ago Posts: 59 |
I wonder if a dehumidifier in a cabinet with the entire printer and spool isn't a better solution. It will manage the humidity in the enclosure constantly, and with an arduino and humidity/temp sensor you can graph the environmental data and understand what changes may have affected your filament. Preheating the filament may give you visual results on surface quality but it will be hard to quantify and adjust.
|
Re: Bowden PTFE tube with micro perforations. July 07, 2016 01:13PM |
Registered: 8 years ago Posts: 3,525 |
There is a schematic for a spool holder in an enclosed box with desiccant, so that the spool currently loaded remains moisture free. The entire printer might be going a step too far.
I just keep my spools in a box with a reusable moisture absorber pack designed for the car. They are nicely moisture free when loaded and don't absorb much for the length of time they are on top of the printer.
Edited 1 time(s). Last edit at 07/07/2016 01:14PM by DjDemonD.
Simon Khoury
Co-founder of [www.precisionpiezo.co.uk] Accurate, repeatable, versatile Z-Probes
Published:Inventions
I just keep my spools in a box with a reusable moisture absorber pack designed for the car. They are nicely moisture free when loaded and don't absorb much for the length of time they are on top of the printer.
Edited 1 time(s). Last edit at 07/07/2016 01:14PM by DjDemonD.
Simon Khoury
Co-founder of [www.precisionpiezo.co.uk] Accurate, repeatable, versatile Z-Probes
Published:Inventions
|
Re: Bowden PTFE tube with micro perforations. July 07, 2016 01:31PM |
Registered: 8 years ago Posts: 11 |
Here are some examples of filament dryers that i just found jejej, it seems to be more logical to have the entire spool in a "controlled" chamber that dries and keeps the filament dry, that pre-treating the filament "on the fly" as all of you said.


{kind=link}
{kind=link}
|
Re: Bowden PTFE tube with micro perforations. July 07, 2016 01:54PM |
Registered: 7 years ago Posts: 59 |
DJ I hear you, I just use a sealed container with silica desiccant for storage, almost sealed container with one tiny 2mm hole as a dispenser. The OP seemed to want to go 'all in' though, so cabinet! Maybe even an armoire! Point being that it would also give him his 'precision' he was looking for.
Sorry, only registered users may post in this forum.