Printer won't print
Posted by Adam.m.Nelson
|
Printer won't print June 14, 2011 09:49PM |
Registered: 14 years ago Posts: 225 |
Ok, We now have full control over our printer! Success!! Well not quite.
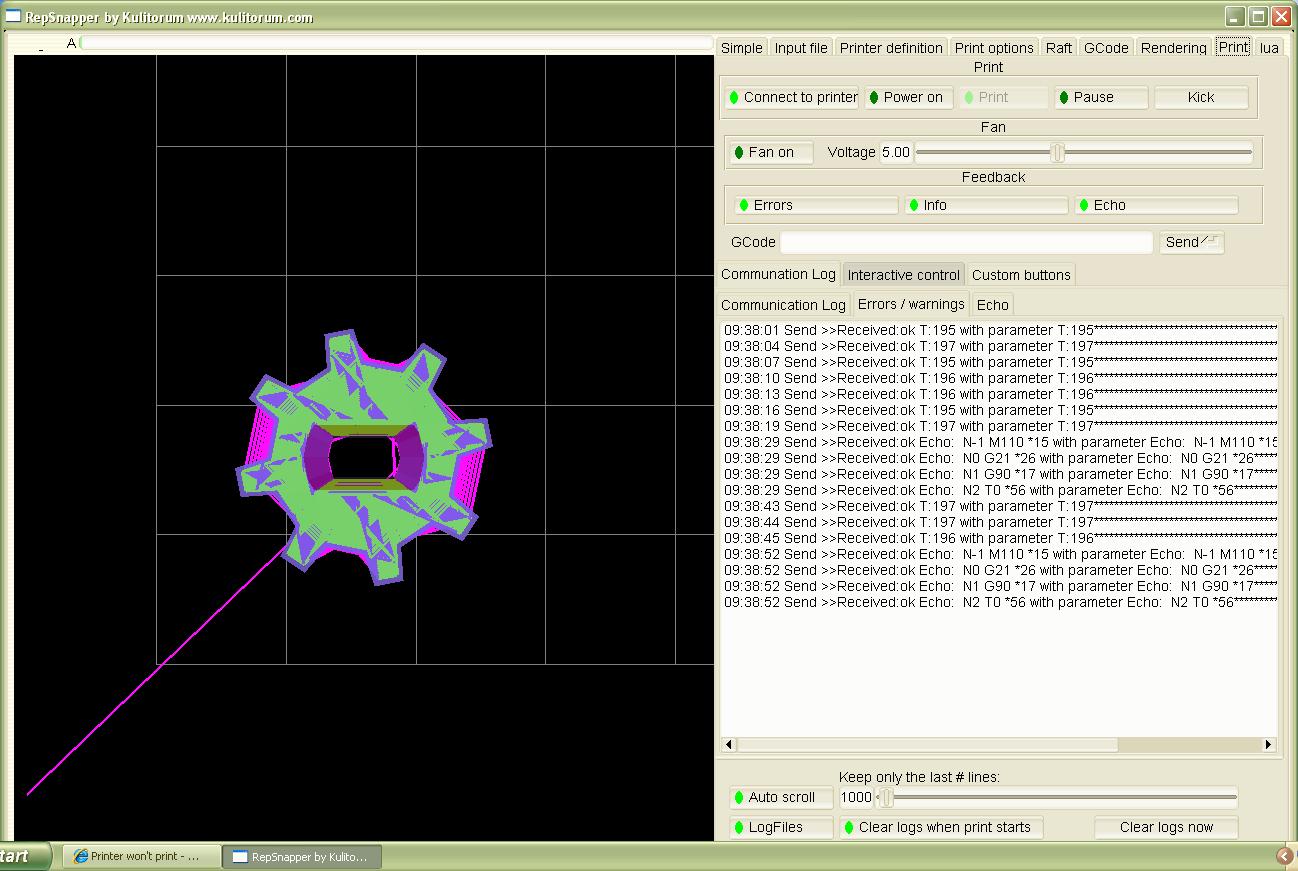
I am unable to print. I can load an STL, convert it to GCode, and start the print. However the printer will only move to the home position, and sit there. I've tried it with the RepSnapper, RepRap, and ReplicatorG applications. I've let it sit for upto 10 minutes and nothing will happen. I have attached a screenshot of what does happen. After those GCodes are sent it just sits there polling for a temperature.
Best I can tell I have everything calibrated right, and I have the same issue in all three applications. As we havn't had a successful print I don't know what it should look like.
Can someone please tell me what I should expect to see?
Also, any ideas on this issue? I looked over the forum, and didn't see anything. I will keep looking, but any help is welcome.
Thanks in advance
Adam
Edited 1 time(s). Last edit at 06/14/2011 09:49PM by Adam.m.Nelson.
I am unable to print. I can load an STL, convert it to GCode, and start the print. However the printer will only move to the home position, and sit there. I've tried it with the RepSnapper, RepRap, and ReplicatorG applications. I've let it sit for upto 10 minutes and nothing will happen. I have attached a screenshot of what does happen. After those GCodes are sent it just sits there polling for a temperature.
Best I can tell I have everything calibrated right, and I have the same issue in all three applications. As we havn't had a successful print I don't know what it should look like.
Can someone please tell me what I should expect to see?
Also, any ideas on this issue? I looked over the forum, and didn't see anything. I will keep looking, but any help is welcome.
Thanks in advance
Adam
Edited 1 time(s). Last edit at 06/14/2011 09:49PM by Adam.m.Nelson.
|
Re: Printer won't print June 14, 2011 09:52PM |
Registered: 14 years ago Posts: 225 |
|
Re: Printer won't print June 14, 2011 10:18PM |
Registered: 13 years ago Posts: 2,947 |
Not sure which firmware you are using but a few/lot of them have issues with monitoring the temperature while printing so I would try turning off monitor temperature before trying to print.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Printer won't print June 15, 2011 04:05AM |
Registered: 13 years ago Posts: 1,611 |
|
Re: Printer won't print June 15, 2011 07:39AM |
Registered: 14 years ago Posts: 225 |
|
Re: Printer won't print June 15, 2011 08:25AM |
Registered: 14 years ago Posts: 225 |
Sublime - I tried not monitoring the temperature, with the same result. I did figure a couple things out though. Here is the begining my generated GCode, and a screen shot of the console output. Depending on the version of RepSnapper I'm using it stops in different places, and in the older version it throws out a start at me...
With ReplicatorG it jsut starts throwing line errors. Also Attached.
And heres what ReplicatorG generates:
Any thoughts?
Edited 2 time(s). Last edit at 06/15/2011 08:30AM by Adam.m.Nelson.
With ReplicatorG it jsut starts throwing line errors. Also Attached.
Quote
140 ; GCode generated by RepSnapper by Kulitorum
G21 ;metric is good!
G90 ;absolute positioning
T0 ;select new extruder
G28 ;go home
G92 E0 ;set extruder home
M104 S73.0 ;set temperature
G1 X20 Y20 F500 ;Move away from 0.0, so we use the same reset (in the layer code) for each layer
G1 F20
G1 Z0 E0 F20
G1 F2300
G1 X12.7444 Y11.5736 F2300
G1 X13.1471 Y11.3046 E0.484241 F2300
G1 X14.0702 Y12.3693 E1.89347 F2300
G1 X16.3623 Y11.9134 E4.23043 F2300
G1 X16.8076 Y10.5764 E5.63965 F2300
G1 X17.2826 Y10.6709 E6.1239 F2300
G1 X17.1824 Y12.0766 E7.53312 F2300
And heres what ReplicatorG generates:
Quote
G21 (set units to mm)
G90 (set positioning to absolute)
M108 R1.98 (set extruder speed)
M103 (Make sure extruder is off)
M104 S225 T0 (set extruder temperature)
M109 S125 T0 (set heated-build-platform temperature)
G162 Z F500 (home Z axis maximum)
G92 Z10 (set Z to 0)
G1 Z0.0 (move z down 10)
G162 Z F100 (home Z axis maximum)
G161 X Y F2500 (home XY axes minimum)
M132 X Y Z A B (Recall stored home offsets for XYZAB axis)
G1 X52.0 Y-57.0 Z10.0 F3300.0 (move to waiting position)
M6 T0 (wait for toolhead parts, nozzle, HBP, etc., to reach temperature)
M101 (Extruder on, forward)
G04 P5000 (Wait t/1000 seconds)
M103 (Extruder off)
G90
G21
M103
M105
M106
M140 S60.0
M141 S30.0
M142 S0.0
;M113 S1.0
M108 R1.566
M104 S220.0
M104 S218.099
M104 S195.0
G1 X4.12 Y2.83 Z0.17 F60.0
M101
G1 X4.37 Y2.66 Z0.17 F1800.0
G1 X6.2 Y2.29 Z0.17 F1800.0
G1 X7.19 Y2.49 Z0.17 F1800.0
G1 X8.37 Y3.28 Z0.17 F1800.0
G1 X8.13 Y3.64 Z0.17 F1800.0
G1 X3.95 Y3.64 Z0.17 F1800.0
G1 X3.82 Y3.2 Z0.17 F1800.0
M103
G1 X4.11 Y8.32 Z0.17 F2400.0
Any thoughts?
Edited 2 time(s). Last edit at 06/15/2011 08:30AM by Adam.m.Nelson.
|
Re: Printer won't print June 15, 2011 10:11AM |
Registered: 13 years ago Posts: 32 |
|
Re: Printer won't print June 15, 2011 02:09PM |
Registered: 13 years ago Posts: 2,947 |
First problem I see is that the ReplicatorG is posting a M109 after an M104.
M104 sets the extruder temperature.
M109 sets the extruder temperature and waits for it to reach temperature. (NOT THE BED)
Then later before printing it tries to raise it again to 220
All of these temp changes will hold the firmware until its ready. (I think but I use teacup)
The next problem I see is Repsnapper is trying to lower your temperature to 73 with M104 S73 then the Gcode tries to raise it again to 195 which would take forever to go back and forth.
I also notice repsnapper and has homing commands in its start code which could be causing you an issue if you don't have endstops (like myself)
You also have a lot of options enabled in Skeinforge which may need to be turned off like the homing. And in skeinforge you will need to enable the dimension tab to have all the E values added for extrusion.
A simple test would be to remove the start code from Repsnapper and try sending the Gcode with-out it.
M104 sets the extruder temperature.
M109 sets the extruder temperature and waits for it to reach temperature. (NOT THE BED)
Then later before printing it tries to raise it again to 220
All of these temp changes will hold the firmware until its ready. (I think but I use teacup)
The next problem I see is Repsnapper is trying to lower your temperature to 73 with M104 S73 then the Gcode tries to raise it again to 195 which would take forever to go back and forth.
I also notice repsnapper and has homing commands in its start code which could be causing you an issue if you don't have endstops (like myself)
You also have a lot of options enabled in Skeinforge which may need to be turned off like the homing. And in skeinforge you will need to enable the dimension tab to have all the E values added for extrusion.
A simple test would be to remove the start code from Repsnapper and try sending the Gcode with-out it.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Printer won't print June 15, 2011 02:41PM |
Registered: 13 years ago Posts: 2,947 |
I just downloaded RepG 0025 and notice that they have a reprap 5d driver but no Skeinforge profile for a mendel so one of the problems you are having with repG is trying to use a cupcake or thingomatic profile with the 5d firmware.
You will need to enable the dimension tab as mentioned earlier and also remove the start and end gcodes from the preface tab until you modify the actual files to match your machine. In the multiply tab you will need to set your center to 100 by 100 for a mendel. You should also turn off the homing tab as well until you modify that file to match your machine. Maybe more but as I said I do not use the RepRap 5d but rather Teacup (5D on arduino).
You will need to enable the dimension tab as mentioned earlier and also remove the start and end gcodes from the preface tab until you modify the actual files to match your machine. In the multiply tab you will need to set your center to 100 by 100 for a mendel. You should also turn off the homing tab as well until you modify that file to match your machine. Maybe more but as I said I do not use the RepRap 5d but rather Teacup (5D on arduino).
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Printer won't print June 15, 2011 03:05PM |
Registered: 13 years ago Posts: 862 |
Not sure if this has been mentioned but if your setting the nozzle temp in Skeinforge then you need to turn off the temperature in Repsnapper before hitting the Print button. At least I have to on my Mendel
__________________________________________________________________________
Experimenting in 3D in New Zealand
__________________________________________________________________________
Experimenting in 3D in New Zealand
|
Re: Printer won't print June 15, 2011 04:57PM |
Registered: 14 years ago Posts: 225 |
Adrian - I've tried the kick and restarting the print. No go. Thanks for the thought though.
Sublime - I have both MAX and MIN end stops installed and they are tested/working. I tried modifying the skeinforge myself, but will try again with your notes and see what happens. Thanks a bunch!
NelsonRap - I'll give that a try too!
Sublime - I have both MAX and MIN end stops installed and they are tested/working. I tried modifying the skeinforge myself, but will try again with your notes and see what happens. Thanks a bunch!
NelsonRap - I'll give that a try too!
|
Re: Printer won't print June 16, 2011 07:47PM |
Registered: 14 years ago Posts: 225 |
Ok, I played with the GCode file, the issue is with the line in red below. However even though I got the print working it doesn't extrude. I am going to check the skeinforge settings and try to recompile it.
G21 (set units to mm)
G90 (set positioning to absolute)
M108 R1.98 (set extruder speed)
M103 (Make sure extruder is off)
M104 S225 T0 (set extruder temperature)
M109 S125 T0 (set heated-build-platform temperature)
G162 Z F500 (home Z axis maximum)
G92 Z10 (set Z to 0)
G1 Z0.0 (move z down 10)
G162 Z F100 (home Z axis maximum)
G161 X Y F2500 (home XY axes minimum)
M132 X Y Z A B (Recall stored home offsets for XYZAB axis)
G1 X52.0 Y-57.0 Z10.0 F3300.0 (move to waiting position)
M6 T0 (wait for toolhead parts, nozzle, HBP, etc., to reach temperature)
M101 (Extruder on, forward)
G04 P5000 (Wait t/1000 seconds)
M103 (Extruder off)
G90
G21
M103
M105
M106
M140 S60.0
M141 S30.0
M142 S0.0
;M113 S1.0
M108 R1.566
M104 S220.0
M104 S218.099
M104 S195.0
G1 X4.12 Y2.83 Z0.17 F60.0
M101
G1 X4.37 Y2.66 Z0.17 F1800.0
G1 X6.2 Y2.29 Z0.17 F1800.0
G1 X7.19 Y2.49 Z0.17 F1800.0
G1 X8.37 Y3.28 Z0.17 F1800.0
G1 X8.13 Y3.64 Z0.17 F1800.0
G1 X3.95 Y3.64 Z0.17 F1800.0
G1 X3.82 Y3.2 Z0.17 F1800.0
M103
G1 X4.11 Y8.32 Z0.17 F2400.0
G21 (set units to mm)
G90 (set positioning to absolute)
M108 R1.98 (set extruder speed)
M103 (Make sure extruder is off)
M104 S225 T0 (set extruder temperature)
M109 S125 T0 (set heated-build-platform temperature)
G162 Z F500 (home Z axis maximum)
G92 Z10 (set Z to 0)
G1 Z0.0 (move z down 10)
G162 Z F100 (home Z axis maximum)
G161 X Y F2500 (home XY axes minimum)
M132 X Y Z A B (Recall stored home offsets for XYZAB axis)
G1 X52.0 Y-57.0 Z10.0 F3300.0 (move to waiting position)
M6 T0 (wait for toolhead parts, nozzle, HBP, etc., to reach temperature)
M101 (Extruder on, forward)
G04 P5000 (Wait t/1000 seconds)
M103 (Extruder off)
G90
G21
M103
M105
M106
M140 S60.0
M141 S30.0
M142 S0.0
;M113 S1.0
M108 R1.566
M104 S220.0
M104 S218.099
M104 S195.0
G1 X4.12 Y2.83 Z0.17 F60.0
M101
G1 X4.37 Y2.66 Z0.17 F1800.0
G1 X6.2 Y2.29 Z0.17 F1800.0
G1 X7.19 Y2.49 Z0.17 F1800.0
G1 X8.37 Y3.28 Z0.17 F1800.0
G1 X8.13 Y3.64 Z0.17 F1800.0
G1 X3.95 Y3.64 Z0.17 F1800.0
G1 X3.82 Y3.2 Z0.17 F1800.0
M103
G1 X4.11 Y8.32 Z0.17 F2400.0
|
Re: Printer won't print June 16, 2011 08:49PM |
Registered: 13 years ago Posts: 2,947 |
You need to enable the Dimension tab in skeinforge.
Or
You need to turn off "use 3d Gcode" and "use incremental ecode" in repsnapper.
Both will insert E commands into the Gcode.
G1 X4.37 Y2.66 Z0.17 E6.4 F1800.0
G1 X6.2 Y2.29 Z0.17 E8.4 F1800.0
G1 X7.19 Y2.49 Z0.17 E9.2 F1800.0
G1 X8.37 Y3.28 Z0.17 E11.4 F1800.0
etc, etc, etc, etc,
Or
You need to turn off "use 3d Gcode" and "use incremental ecode" in repsnapper.
Both will insert E commands into the Gcode.
G1 X4.37 Y2.66 Z0.17 E6.4 F1800.0
G1 X6.2 Y2.29 Z0.17 E8.4 F1800.0
G1 X7.19 Y2.49 Z0.17 E9.2 F1800.0
G1 X8.37 Y3.28 Z0.17 E11.4 F1800.0
etc, etc, etc, etc,
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Printer won't print June 16, 2011 09:09PM |
Registered: 14 years ago Posts: 225 |
|
Re: Printer won't print June 16, 2011 09:34PM |
Registered: 13 years ago Posts: 2,947 |
The xml file does nothing to the print as far as I understand, it just deal with the simulation environment. In the speed tab check your flow rate vs feed rate. I use SF39 so I can't help you much with the settings for 40+. If you are using 39 or prior you want them set close to the same speed (ie 50 feedrate 50 flowrate). If they have to be really different like 50 feed 200 flow you need to change the steps per mm in the firmware.
39 uses extruded length so you can type in Gcode like G1 X100 E100 F1800 and it will draw a line 100mm long
40 uses input length so it looks funny like G1 X100 E2.857 F1800 to draw the same line.
And be sure to purge your extruder before starting the print.
39 uses extruded length so you can type in Gcode like G1 X100 E100 F1800 and it will draw a line 100mm long
40 uses input length so it looks funny like G1 X100 E2.857 F1800 to draw the same line.
And be sure to purge your extruder before starting the print.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Printer won't print June 18, 2011 11:36AM |
Registered: 14 years ago Posts: 225 |
Sublime,
I turned up the flow rate (it was at 1.9) far too low. The new speed looks good, but the extruder stepper doesn't keep spinning.
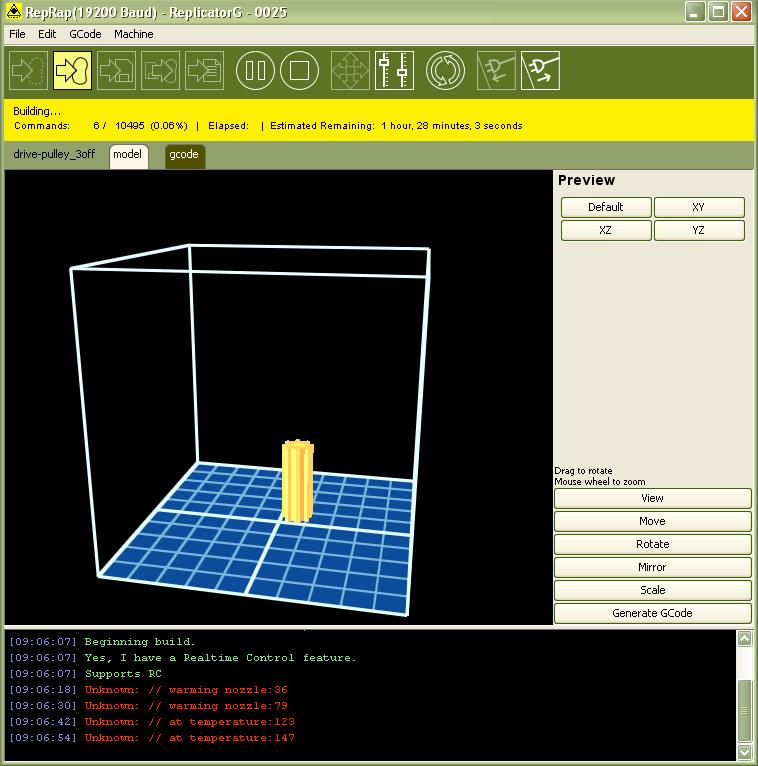
I'm trying to build a belt pulley, and what I see is the printer spin the extruder to build the layer of the pulley, then it builds a box around the pulley, but the extruder doesn't spin during the box. It seems to be building a shield, but I can't where it is told to do this in the skeinforge settings. I'm using Skeinforge 35.
Any thoughts?
I turned up the flow rate (it was at 1.9) far too low. The new speed looks good, but the extruder stepper doesn't keep spinning.
I'm trying to build a belt pulley, and what I see is the printer spin the extruder to build the layer of the pulley, then it builds a box around the pulley, but the extruder doesn't spin during the box. It seems to be building a shield, but I can't where it is told to do this in the skeinforge settings. I'm using Skeinforge 35.
Any thoughts?
|
Re: Printer won't print June 22, 2011 12:48PM |
Registered: 13 years ago Posts: 2,947 |
Sorry I was away for a bit.
It sounds like you may have cool activated and set to "orbit" which just orbits around the piece to let the layer cool. You could change it to slowdown and set to a time like ten seconds or just turn it off until you are ready to print something small.
It sounds like you may have cool activated and set to "orbit" which just orbits around the piece to let the layer cool. You could change it to slowdown and set to a time like ten seconds or just turn it off until you are ready to print something small.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Printer won't print June 22, 2011 02:13PM |
Registered: 14 years ago Posts: 225 |
|
Re: Printer won't print June 22, 2011 10:33PM |
Registered: 14 years ago Posts: 225 |
Ok,
Other then some minor skipping this is almost locked up. Last major problem seems to be that the Z axis doesn't actually move as far as the GCode says it should be.
When I feed the printer GCodes manually, or using the reprap host, repsnapper, or replicatorG it moves the proper distance, but when its going through the GCodes from the Skeinforge generation it looks like it may make it to 0.6mm when its supposed to be at 6mm.
Is there a setting in Skeiforge that may cause this? I looked around and didn't see anything. I attached my GCode file if your interested in looking.
Note: I had made a file with RepSnapper a couple days ago that didn't seem to do this. Its long gone now, but maybe I should try there again.
Other then some minor skipping this is almost locked up. Last major problem seems to be that the Z axis doesn't actually move as far as the GCode says it should be.
When I feed the printer GCodes manually, or using the reprap host, repsnapper, or replicatorG it moves the proper distance, but when its going through the GCodes from the Skeinforge generation it looks like it may make it to 0.6mm when its supposed to be at 6mm.
Is there a setting in Skeiforge that may cause this? I looked around and didn't see anything. I attached my GCode file if your interested in looking.
Note: I had made a file with RepSnapper a couple days ago that didn't seem to do this. Its long gone now, but maybe I should try there again.
|
Re: Printer won't print June 22, 2011 11:10PM |
Registered: 13 years ago Posts: 2,947 |
Since you are using 5D firmware you need to disable acceleration or use the Reprap host to generate the gcode. 5D firmware tries to run the Z axis at the same speed as the other axis and ignores the limit set in the firmware because the RepRap host slows down all the axis before each layer change. After disabling acceleration in the firmware you need to enable the limit feature in skeinforge and set the Z limit to 1 or 2 mm/s.
OR Change to a firmware with ramping acceleration if you want high speeds with skeinforge.
OR Change to a firmware with ramping acceleration if you want high speeds with skeinforge.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Printer won't print June 23, 2011 06:12PM |
Registered: 12 years ago Posts: 179 |
|
Re: Printer won't print June 24, 2011 07:54PM |
Registered: 14 years ago Posts: 225 |
Sublime,
Sorry for the delay. My X-Axis belts died and I had to rebuild the axis lol.
I already have the acceleration off, and i set the limit to 1 mm; no effect. What is going on is that it will print the layer, then go and orbit to cool, then drop and do the next layer at the original height. It doesn't seem to add the new height of the curreny layer...
Is there anyhting you can think of that would cause that? I tried Repsnapper and RepRap to make my GCode but they don't work. I'd have to figure out why, but Skeinforge is so close I'd like to just figure this out
Sorry for the delay. My X-Axis belts died and I had to rebuild the axis lol.
I already have the acceleration off, and i set the limit to 1 mm; no effect. What is going on is that it will print the layer, then go and orbit to cool, then drop and do the next layer at the original height. It doesn't seem to add the new height of the curreny layer...
Is there anyhting you can think of that would cause that? I tried Repsnapper and RepRap to make my GCode but they don't work. I'd have to figure out why, but Skeinforge is so close I'd like to just figure this out
|
Re: Printer won't print June 24, 2011 08:15PM |
Registered: 13 years ago Posts: 2,947 |
Since you know it works via the control panel I would do some testing to see what speed it needs to be at to move 1 layer height via the panel. It may just be you are going to slow. I know my machine does not like to move .25 mm unless the speed it higher than it needs to move .4 mm because of how stiff my Z axis is and the torque required to over come being stopped. But at the higher speeds my drivers over heat going long distances. I also run my Z at 1/2 stepping for extra torque.
As a shot in the dark you could also check off Break Z motion into separate moves. Its in preferences in the file menu of ReplicatorG. ( not sure what it does but I have always had it on )
As a shot in the dark you could also check off Break Z motion into separate moves. Its in preferences in the file menu of ReplicatorG. ( not sure what it does but I have always had it on )
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Printer won't print June 24, 2011 08:18PM |
Registered: 14 years ago Posts: 225 |
|
Re: Printer won't print June 24, 2011 08:39PM |
Registered: 14 years ago Posts: 225 |
|
Re: Printer won't print June 24, 2011 08:43PM |
Registered: 13 years ago Posts: 2,947 |
I just went through your last gcode posted and notice some strange stuff at the beginning.
Maybe check if any of those are the cause of your issue by manually removing them from the file
Quote
drive-pulley_3off.gcode
G21 (set units to mm) good
G90 (set positioning to absolute) good
M108 R1.98 (set extruder speed) Don't need and can be removed via replace.csv or left
M104 S225 T0 (set extruder temperature) good
G162 Z F500 (home Z axis maximum) Start of weird
G92 Z10 (set Z to 0) Zero should not be at the top (ok if the endstops are backwards)
G1 Z0.0 (move z down 10) Already set to zero so does not make sense
G162 Z F100 (home Z axis maximum) Already done once
G161 X Y F2500 (home XY axes minimum) good
M132 X Y Z A B (Recall stored home offsets for XYZAB axis) Not sure what this does and if your firmware supports it
G1 X52.0 Y-57.0 Z10.0 F3300.0 (move to waiting position) Most likely should be approx 100 by 100 for mendel
M6 T0 (wait for toolhead parts, nozzle, HBP, etc., to reach temperature) NO IDEA WHAT THIS IS [reprap.org]
M101 (Extruder on, forward) Don't need and can be removed via replace.csv or left
G04 P5000 (Wait t/1000 seconds) Not really needed in most cases
M103 (Extruder off) Don't need and can be removed via replace.csv or left
Maybe check if any of those are the cause of your issue by manually removing them from the file
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Printer won't print June 24, 2011 08:46PM |
Registered: 14 years ago Posts: 225 |
|
Re: Printer won't print June 24, 2011 08:52PM |
Registered: 14 years ago Posts: 225 |
|
Re: Printer won't print June 24, 2011 09:29PM |
Registered: 14 years ago Posts: 225 |
Ok, So I've compiled with ReplicatorG/Skeinforge, and the Z feedrate gets fed too fast based on the XY feed rate.
I've tried compiling with Reprap Host but the extruder feed rate seem to be tied to the XY feed rate and over drives the extruder.
Is there a way to use the Z and E feedrates specified in settings and not the XY feedrates for everything?
I've tried compiling with Reprap Host but the extruder feed rate seem to be tied to the XY feed rate and over drives the extruder.
Is there a way to use the Z and E feedrates specified in settings and not the XY feedrates for everything?
|
Re: Printer won't print June 24, 2011 09:58PM |
Registered: 13 years ago Posts: 1,780 |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Sorry, only registered users may post in this forum.