Gros pâtés lors du solid infill
Posted by ufab
|
Gros pâtés lors du solid infill December 15, 2013 01:08PM |
Registered: 10 years ago Posts: 29 |
Bonjour,
Avec une bande de potes, nous avons monté une MendelMax 1.5, dont nous avons commandé les pièces ici : [blomker.com].
Ca fait un bon moment que nous chipotons avec. On a suivi pas mal de tutos de calibration et on a beaucoup progressé, notamment grâce à ce forum.
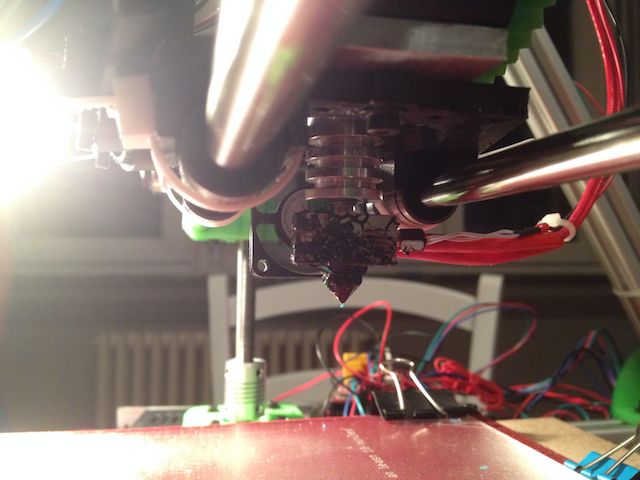
Toutefois, nous avons toujours un problème avec les impressions : lors de la phase de solid infill, l'imprimante crache beaucoup trop de plastique, ce qui a tendance à faire de très gros pâtés. La photo ci-jointe vous montre une pièce imprimée en 0,3mm sur laquelle s'est présenté le problème. On voit bien que les couches s'empilent correctement lors de l'infill. Par contre, la partie supérieure, imprimée en pur solid infill (la proéminence à droite sur la photo) est totalement ratée (à un point tel qu'à partir d'un moment, l'extrudeur racle le plastique). Nous avons essayé de jouer sur plusieurs facteurs, notamment l'extrusion width et la vitesse de solid infill dans slic3r, rien n'y fait... Aucune de nos tentatives n'a fonctionné.
C'est très frustrant parce que pour tout le reste, l'imprimante est très précise.
Auriez-vous une idée de ce qu'il faut faire pour réguler ce flux de plastique ? Le problème ne viendrait-il pas de slic3r lui-même ?
Merci d'avance pour vos réponses
Avec une bande de potes, nous avons monté une MendelMax 1.5, dont nous avons commandé les pièces ici : [blomker.com].
Ca fait un bon moment que nous chipotons avec. On a suivi pas mal de tutos de calibration et on a beaucoup progressé, notamment grâce à ce forum.
Toutefois, nous avons toujours un problème avec les impressions : lors de la phase de solid infill, l'imprimante crache beaucoup trop de plastique, ce qui a tendance à faire de très gros pâtés. La photo ci-jointe vous montre une pièce imprimée en 0,3mm sur laquelle s'est présenté le problème. On voit bien que les couches s'empilent correctement lors de l'infill. Par contre, la partie supérieure, imprimée en pur solid infill (la proéminence à droite sur la photo) est totalement ratée (à un point tel qu'à partir d'un moment, l'extrudeur racle le plastique). Nous avons essayé de jouer sur plusieurs facteurs, notamment l'extrusion width et la vitesse de solid infill dans slic3r, rien n'y fait... Aucune de nos tentatives n'a fonctionné.
C'est très frustrant parce que pour tout le reste, l'imprimante est très précise.
Auriez-vous une idée de ce qu'il faut faire pour réguler ce flux de plastique ? Le problème ne viendrait-il pas de slic3r lui-même ?
Merci d'avance pour vos réponses
|
Re: Gros pâtés lors du solid infill December 15, 2013 02:51PM |
Registered: 11 years ago Posts: 408 |
reduire la vitesse au infill
------------------------------------------------------------------------------------------------------------
Blog de GeeK: [www.zem.fr]
Reprap Prusa Mendel V2 pour 500€: [www.zem.fr]
------------------------------------------------------------------------------------------------------------
Blog de GeeK: [www.zem.fr]
Reprap Prusa Mendel V2 pour 500€: [www.zem.fr]
|
Re: Gros pâtés lors du solid infill December 15, 2013 04:44PM |
Registered: 11 years ago Posts: 27 |
|
Re: Gros pâtés lors du solid infill December 16, 2013 03:21AM |
Registered: 10 years ago Posts: 29 |
Bonjour,
Merci pour vos réponses rapides
En fait, l'extrudeur dépose vraiment trop de plastique à ces étapes parce qu'à chaque couche, lorsqu'il repasse, il pousse le plastique de la couche inférieure sur le côté. C'est ça qui cause la déformation.
Niveau température, je pense que c'est ok parce qu'après quelques couches comme celles-là, l'extrudeur commence à vraiment racler très fort (c'est même audible) et je préfère arrêter l'impression dans ces cas-là.
Je suppose donc que le plastique refroidit suffisamment vite.
J'ai déjà essayé de changer la vitesse de solid infill mais j'ai l'impression que Slic3r n'adapte pas le gcode en conséquence. A priori, ce n'est pas la vitesse de l'infill parce que quand l'imprimante génère une structure honeycomb (la partie à gauche sur la photo), il n'y a pas ce problème. D'ailleurs, si je slice en empêchant le solid infill, l'impression est parfaite.
Merci pour vos réponses rapides
En fait, l'extrudeur dépose vraiment trop de plastique à ces étapes parce qu'à chaque couche, lorsqu'il repasse, il pousse le plastique de la couche inférieure sur le côté. C'est ça qui cause la déformation.
Niveau température, je pense que c'est ok parce qu'après quelques couches comme celles-là, l'extrudeur commence à vraiment racler très fort (c'est même audible) et je préfère arrêter l'impression dans ces cas-là.
Je suppose donc que le plastique refroidit suffisamment vite.
J'ai déjà essayé de changer la vitesse de solid infill mais j'ai l'impression que Slic3r n'adapte pas le gcode en conséquence. A priori, ce n'est pas la vitesse de l'infill parce que quand l'imprimante génère une structure honeycomb (la partie à gauche sur la photo), il n'y a pas ce problème. D'ailleurs, si je slice en empêchant le solid infill, l'impression est parfaite.
|
Re: Gros pâtés lors du solid infill December 23, 2013 02:04PM |
Registered: 10 years ago Posts: 29 |
Bon, j'ai tenté de réduire drastiquement la température : je suis descendu à 175°C, alors que je chauffais à 235°C, pensant que j'avais de l'ABS. Il semblerait que non.
J'ai réduit la vitesse d'infill jusqu'à 5mm/s, j'ai changé l'orientation de mon ventilateur, j'ai modifié le diamètre du nozzle (plus petit ou plus grand). Et RIEN ne change : à partir de quelques couches de solid infill, ça fait des pâtés...
Je ne comprends pas. C'est assez décourageant. Personne n'aurait une idée ?
J'ai réduit la vitesse d'infill jusqu'à 5mm/s, j'ai changé l'orientation de mon ventilateur, j'ai modifié le diamètre du nozzle (plus petit ou plus grand). Et RIEN ne change : à partir de quelques couches de solid infill, ça fait des pâtés...
Je ne comprends pas. C'est assez décourageant. Personne n'aurait une idée ?
|
Re: Gros pâtés lors du solid infill December 31, 2013 11:10AM |
Registered: 10 years ago Posts: 22 |
|
Re: Gros pâtés lors du solid infill December 31, 2013 06:47PM |
Registered: 12 years ago Posts: 432 |
|
Re: Gros pâtés lors du solid infill December 31, 2013 06:57PM |
Registered: 12 years ago Posts: 766 |
Salut Ufab, tu ventiles ta piéce durant l'impression?
Comme dis raoullevert tu as bien calibré ton extrudeur?
les step/mm de de ta vis Z sont bien réglé? si c'est du M8 classique tu devrais avoir 2560 pour le Z
Le soucis arrive sur la piéce que tu montres uniquement ou sur toute les piéces? car vu la petitesse de la piéce c'est le genre de soucis qu'a dit dentist plus haut.
Hotend de combien? type?
Slic3r en automatique ou en configuration manuelle?
Comme dis raoullevert tu as bien calibré ton extrudeur?
les step/mm de de ta vis Z sont bien réglé? si c'est du M8 classique tu devrais avoir 2560 pour le Z
Le soucis arrive sur la piéce que tu montres uniquement ou sur toute les piéces? car vu la petitesse de la piéce c'est le genre de soucis qu'a dit dentist plus haut.
Hotend de combien? type?
Slic3r en automatique ou en configuration manuelle?
|
Re: Gros pâtés lors du solid infill January 01, 2014 07:09AM |
Registered: 10 years ago Posts: 29 |
Bonjour et Bonne année !
Merci pour vos réponses
@djamuka : ça arrive sur toutes les pièces, en effet.
Pour ce qui est de la hot-end, d'après la brochure du kit, il s'agit d'un J-Head Mk V-B (ce qui est bizarre, c'est qu'elle ne ressemble pas exactement aux images décrites ici. C'est normal ?), avec un nozzle de 0.4mm qui accepte du 1.75mm. J'utilise de l'ABS de 1.75mm. Après mesurage, j'ai réglé Slic3r sur 1.85mm.
En attendant, j'ai encore pas mal testé des choses.
Auparavant, pour obtenir quelque chose de correct, j'avais trouvé comme seul moyen de réduire l'extrusion width en-deçà du diamètre du nozzle. On dit dans tous les tutos qu'il ne faut pas le faire. Je ne comprends pas bien pourquoi mais soit. Ca m'a permis de réussir des impression très précises, à 0,1mm, en mettant systématiquement la width au même niveau que la layer height, mais je gardais ce souci de pâtés lors du solid infill.
Pour ce qui est des steps de l'axe Z, un de mes amis avait mesuré et calibré à 2400. Mais en imprimant la pièce de test suivante je me suis rendu compte qu'effectivement, ce n'était pas correct et qu'il fallait revenir à 2560. C'est chose faite.
Maintenant, j'ai décidé de laisser Slic3r régler lui-même l'extrusion width parce que je me suis rendu compte qu'il y avait effectivement moyen de jouer avec les steps/mm de l'extrudeur, que je pensais correctement calibrés. On avait mesuré, et on avait obtenu un ratio de 1035.
De fait, chaque fois que je mesure la quantité extrudée, je constate que le moteur entraîne trop de peu de plastique par rapport à ce qui est demandé. Cela dit, mon problème étant que j'envoie trop de plastique dans mes impressions donc j'ai préféré oublier la réalité pour calibrer de façon plus "expérimentale".
Bref, j'ai imprimé parfaitement en E900 et avec une extrusion width = layer height la 50mm tower de la page de calibration.
Ensuite, je me suis dit que j'allais descendre plus bas pour laisser Slic3r gérer lui-même la width. En layer height 0,2mm, en imprimant la pile de cubes du guide de calibration de Triffid Hunter (et en suivant le tutos), je suis descendu à... 650 et j'obtenais des impressions très bonnes, sans pâtés lors du solid infill.
Je constate cependant que je dois remonter ces steps/mm en 0.3mm parce que la largeur du fil de plastique extrudé est plus petite que ce que Slic3r imagine : j'ai des petits trous lors du solid infill; quand j'imprime une pièce avec plusieurs périmètres, ceux-ci ne se touchent pas et surtout, lors du bridging, il arrive que le remplissage ne touche pas les périmètres, ce qui fait tout foirer assez vite.
Bref, j'ai une solution, mais elle n'est pas idéale : elle signifie que je dois changer les paramètres de mon extrudeur en fonction de la layer height, ce qui n'est absolument pas logique... Qu'en pensez-vous ?
Pour info, j'ai redescendu la température d'extrusion de mon ABS à 210°C et mon bed est à 100°C (et comme je n'ai jamais réussi à vraiment faire adhérer les pièces à la plaque parce que ma plaque a énormément de mal à monter au-delà de 110°C, j'utilise de la laque pour accrocher les pièces. Ca fonctionne très bien et ça m'évite de devoir attendre une plombe que le bed chauffe entre chaque essai).
Merci pour vos réponses
@djamuka : ça arrive sur toutes les pièces, en effet.
Pour ce qui est de la hot-end, d'après la brochure du kit, il s'agit d'un J-Head Mk V-B (ce qui est bizarre, c'est qu'elle ne ressemble pas exactement aux images décrites ici. C'est normal ?), avec un nozzle de 0.4mm qui accepte du 1.75mm. J'utilise de l'ABS de 1.75mm. Après mesurage, j'ai réglé Slic3r sur 1.85mm.
En attendant, j'ai encore pas mal testé des choses.
Auparavant, pour obtenir quelque chose de correct, j'avais trouvé comme seul moyen de réduire l'extrusion width en-deçà du diamètre du nozzle. On dit dans tous les tutos qu'il ne faut pas le faire. Je ne comprends pas bien pourquoi mais soit. Ca m'a permis de réussir des impression très précises, à 0,1mm, en mettant systématiquement la width au même niveau que la layer height, mais je gardais ce souci de pâtés lors du solid infill.
Pour ce qui est des steps de l'axe Z, un de mes amis avait mesuré et calibré à 2400. Mais en imprimant la pièce de test suivante je me suis rendu compte qu'effectivement, ce n'était pas correct et qu'il fallait revenir à 2560. C'est chose faite.
Maintenant, j'ai décidé de laisser Slic3r régler lui-même l'extrusion width parce que je me suis rendu compte qu'il y avait effectivement moyen de jouer avec les steps/mm de l'extrudeur, que je pensais correctement calibrés. On avait mesuré, et on avait obtenu un ratio de 1035.
De fait, chaque fois que je mesure la quantité extrudée, je constate que le moteur entraîne trop de peu de plastique par rapport à ce qui est demandé. Cela dit, mon problème étant que j'envoie trop de plastique dans mes impressions donc j'ai préféré oublier la réalité pour calibrer de façon plus "expérimentale".
Bref, j'ai imprimé parfaitement en E900 et avec une extrusion width = layer height la 50mm tower de la page de calibration.
Ensuite, je me suis dit que j'allais descendre plus bas pour laisser Slic3r gérer lui-même la width. En layer height 0,2mm, en imprimant la pile de cubes du guide de calibration de Triffid Hunter (et en suivant le tutos), je suis descendu à... 650 et j'obtenais des impressions très bonnes, sans pâtés lors du solid infill.
Je constate cependant que je dois remonter ces steps/mm en 0.3mm parce que la largeur du fil de plastique extrudé est plus petite que ce que Slic3r imagine : j'ai des petits trous lors du solid infill; quand j'imprime une pièce avec plusieurs périmètres, ceux-ci ne se touchent pas et surtout, lors du bridging, il arrive que le remplissage ne touche pas les périmètres, ce qui fait tout foirer assez vite.
Bref, j'ai une solution, mais elle n'est pas idéale : elle signifie que je dois changer les paramètres de mon extrudeur en fonction de la layer height, ce qui n'est absolument pas logique... Qu'en pensez-vous ?
Pour info, j'ai redescendu la température d'extrusion de mon ABS à 210°C et mon bed est à 100°C (et comme je n'ai jamais réussi à vraiment faire adhérer les pièces à la plaque parce que ma plaque a énormément de mal à monter au-delà de 110°C, j'utilise de la laque pour accrocher les pièces. Ca fonctionne très bien et ça m'évite de devoir attendre une plombe que le bed chauffe entre chaque essai).
|
Re: Gros pâtés lors du solid infill January 01, 2014 08:42AM |
Registered: 12 years ago Posts: 766 |
Salut je ne comprends plus tu disais avoir du PLA? c'est PLA ou ABS?
Pour la J-head voila quelques type de J-head en vente (clone de mauvaise qualité, et J-head officielle) ICI
D'aprés reifsnyderb la façon plus ou moins rapide et fiable de distinguer une J-head bien usiné est de compter les trou de ventilation dans le PEEK 5 = Bonne J-head, 4 = J-head de piétre qualité, ça reste un peu rapide comme façon de faire, compare celle que tu as avec l'image en lien plus haut, et le lien vers l'article ICI.
Au vu de la doc ça a l'air d'étre une officielle....
Pour l'accroche des piéces sur le Bed avec de l'ABS y'a le jus d'ABS qui marche bien (acétone+ABS), sinon pour la difficulté de monter en température le BED, si il n'est pas isolé sur le dessous c'est un peu logique, faudrait que tu mettes une feuille de liége sur le dessous, du carton, enfin toute chose qui résite à 110° et qui isoleront le bed evitant la déperdition de chaleur.
Pour la layer heigt avec une buse de 0.4 je conseil de pas monter plus haut que 0.25 avec un width de 0.52, Slic3r calcule pas vraiment comme il faut le width je trouve, essaye d'utiliser ce calculateur pour te donner une idée : ICI.
En toute logique tu ne dois pas toucher au E/step en fonction de ta hauteur de layer, si quand tu demande 20mm l'extrudeur entraine 20mm c'est qu'il est bien calibré, le reste c'est une question de paramétrage dans ton slic3r
Pour la J-head voila quelques type de J-head en vente (clone de mauvaise qualité, et J-head officielle) ICI
D'aprés reifsnyderb la façon plus ou moins rapide et fiable de distinguer une J-head bien usiné est de compter les trou de ventilation dans le PEEK 5 = Bonne J-head, 4 = J-head de piétre qualité, ça reste un peu rapide comme façon de faire, compare celle que tu as avec l'image en lien plus haut, et le lien vers l'article ICI.
Au vu de la doc ça a l'air d'étre une officielle....
Pour l'accroche des piéces sur le Bed avec de l'ABS y'a le jus d'ABS qui marche bien (acétone+ABS), sinon pour la difficulté de monter en température le BED, si il n'est pas isolé sur le dessous c'est un peu logique, faudrait que tu mettes une feuille de liége sur le dessous, du carton, enfin toute chose qui résite à 110° et qui isoleront le bed evitant la déperdition de chaleur.
Pour la layer heigt avec une buse de 0.4 je conseil de pas monter plus haut que 0.25 avec un width de 0.52, Slic3r calcule pas vraiment comme il faut le width je trouve, essaye d'utiliser ce calculateur pour te donner une idée : ICI.
En toute logique tu ne dois pas toucher au E/step en fonction de ta hauteur de layer, si quand tu demande 20mm l'extrudeur entraine 20mm c'est qu'il est bien calibré, le reste c'est une question de paramétrage dans ton slic3r
|
Re: Gros pâtés lors du solid infill January 01, 2014 10:59AM |
Registered: 10 years ago Posts: 29 |
Merci
J'ai acheté de l'ABS. Mais comme j'ai pu descendre à 175°C sans que le moteur ne semble broncher, je me suis demandé si je n'avais pas du PLA. A priori, on m'a envoyé ce que j'ai commandé, donc de l'ABS
Pour le J-head, apparemment, j'en ai un de très mauvaise qualité : seulement 3 trous de ventilation et en outre, la matière n'a pas l'air d'être la même : le peek a une couleur argentée, genre acier :s
J'imagine qu'on peut en déduire que mon extrudeur est merdique
Merci pour le tuyau concernant le bed : je ne pensais pas qu'il fallait mettre quelque chose en-dessous.
Le calculateur que tu renseignes semble assez complexe Je ne suis pas sûr de comprendre tous les paramètres. C'est quoi Die Swell ? Et la partie "Internal variables", je ne la comprend pas. Heureusement, il y a des versions plus ou moins avancées de celui-ci.
Quant aux steps/mm, je vais encore chercher...
J'ai acheté de l'ABS. Mais comme j'ai pu descendre à 175°C sans que le moteur ne semble broncher, je me suis demandé si je n'avais pas du PLA. A priori, on m'a envoyé ce que j'ai commandé, donc de l'ABS
Pour le J-head, apparemment, j'en ai un de très mauvaise qualité : seulement 3 trous de ventilation et en outre, la matière n'a pas l'air d'être la même : le peek a une couleur argentée, genre acier :s
J'imagine qu'on peut en déduire que mon extrudeur est merdique
Merci pour le tuyau concernant le bed : je ne pensais pas qu'il fallait mettre quelque chose en-dessous.
Le calculateur que tu renseignes semble assez complexe
Je ne suis pas sûr de comprendre tous les paramètres. C'est quoi Die Swell ? Et la partie "Internal variables", je ne la comprend pas. Heureusement, il y a des versions plus ou moins avancées de celui-ci.Quant aux steps/mm, je vais encore chercher...
|
Re: Gros pâtés lors du solid infill January 01, 2014 11:04AM |
Registered: 10 years ago Posts: 29 |
|
Re: Gros pâtés lors du solid infill January 01, 2014 11:15AM |
Registered: 12 years ago Posts: 766 |

{kind=link}
{kind=link}
{kind=link}
|
Re: Gros pâtés lors du solid infill January 01, 2014 11:29AM |
Registered: 10 years ago Posts: 29 |
|
Re: Gros pâtés lors du solid infill January 01, 2014 12:21PM |
Registered: 10 years ago Posts: 29 |
{kind=link}
{kind=link}
|
Re: Gros pâtés lors du solid infill January 01, 2014 03:55PM |
Registered: 12 years ago Posts: 766 |
Mouais, c'est pas une magma, c'est pas une E3D, c'est une sorte de J-head tout en métal, va faire un tour sur ce topics : [forums.reprap.org] ils en parlent, pas en bien, tout du moins en l'état....
|
Re: Gros pâtés lors du solid infill January 02, 2014 04:54AM |
Registered: 10 years ago Posts: 29 |
|
Re: Gros pâtés lors du solid infill January 02, 2014 05:13AM |
Registered: 10 years ago Posts: 29 |
|
Re: Gros pâtés lors du solid infill January 11, 2014 08:35AM |
Registered: 10 years ago Posts: 16 |
|
Re: Gros pâtés lors du solid infill January 14, 2014 12:20PM |
Registered: 10 years ago Posts: 29 |
Sorry, only registered users may post in this forum.