[PRUSA I3] Réglages
Posted by Fabb
|
[PRUSA I3] Réglages June 21, 2014 04:29PM |
Registered: 9 years ago Posts: 94 |
Bonjour,
J'ai eu quelques heures aujourd'hui pour reprendre les réglages de ma Prusa i3.
L'impression du "0.5mm-thin-wall" est parfaite tant sur les dimensions que la finition.
Par contre dès que je tente quelque chose de plus rempli, plus complexe j'ai des décalages.
Voici deux photos qui vous en diront plus qu'un long texte explicatif.
La taille de la pièce est quasiment égale à mon test du "0.5mm-thin-wall", je suppose que ce n'est pas un problème de réglage du lit.
J'ai essayé à 190, 195 et 200 degrés en croisière. La base étant posée à 205 degré.
J'ai une ventilation à partir du second slice. J'ai également une ventilation sur les drivers Polulu des moteurs pap.
Mes courroies semblent bien tendues.
Le débit de mon extrudeur est correct, je tire même un peu de pla en dehors de la bobine pour éviter que ça coince.
Initalement j'étais à 30mm/s (valeur par défaut) mais je suis passé à 15mm/s, j'ai tout divisé par deux au niveau du calcul du slicer, il me semble que c'est effectivement plus lent.
A quoi ce symptôme vous fait penser ?
Merci de vos aides précieuses.
J'ai eu quelques heures aujourd'hui pour reprendre les réglages de ma Prusa i3.
L'impression du "0.5mm-thin-wall" est parfaite tant sur les dimensions que la finition.
Par contre dès que je tente quelque chose de plus rempli, plus complexe j'ai des décalages.
Voici deux photos qui vous en diront plus qu'un long texte explicatif.
La taille de la pièce est quasiment égale à mon test du "0.5mm-thin-wall", je suppose que ce n'est pas un problème de réglage du lit.
J'ai essayé à 190, 195 et 200 degrés en croisière. La base étant posée à 205 degré.
J'ai une ventilation à partir du second slice. J'ai également une ventilation sur les drivers Polulu des moteurs pap.
Mes courroies semblent bien tendues.
Le débit de mon extrudeur est correct, je tire même un peu de pla en dehors de la bobine pour éviter que ça coince.
Initalement j'étais à 30mm/s (valeur par défaut) mais je suis passé à 15mm/s, j'ai tout divisé par deux au niveau du calcul du slicer, il me semble que c'est effectivement plus lent.
A quoi ce symptôme vous fait penser ?
Merci de vos aides précieuses.
|
Re: [PRUSA I3] Réglages June 22, 2014 01:28AM |
Registered: 10 years ago Posts: 81 |
Tu a bien regler le voltage des contrôleurs ? Un truc tout con qui m est arrivé avec ma i3 la semaine dernière décalage de couche pourtant avec ventilo, radiateurs et bon réglage des courroies et du voltage c était du à mon ventilateur sur pied qui causait des interférences quand éteint ou sorti de la pièce plus de souci Donc vérifier aussi ce qui tourne à proximité de ton imprimante en plus du courant envoyé au moteur
|
Re: [PRUSA I3] Réglages June 22, 2014 02:34AM |
Registered: 9 years ago Posts: 94 |
Quote
TheDukeFr
Tu a bien regler le voltage des contrôleurs ? Un truc tout con qui m est arrivé avec ma i3 la semaine dernière décalage de couche pourtant avec ventilo, radiateurs et bon réglage des courroies et du voltage c était du à mon ventilateur sur pied qui causait des interférences quand éteint ou sorti de la pièce plus de souci Donc vérifier aussi ce qui tourne à proximité de ton imprimante en plus du courant envoyé au moteur
Merci pour ton retour.
Je vais revérifier, on ne sait jamais, j'ai fait tellement d'essais différents ==> Autre topic .
Je n'ai pas d'autres équipements électrique à côté, sauf mon pc portable qui pilote tout ça.
Je pensais que ça pouvait venir d'autre chose (logiciel, problème mécanique non vérifié).
|
Re: [PRUSA I3] Réglages June 22, 2014 06:30PM |
Registered: 12 years ago Posts: 235 |
Salut
J'ai eu un problème du même genre qui a occasionné des arrachages de cheveux
pendant un moment. Accusés : buse, moteurs, axes,plateau, température etc..
Jusqu'à ce que je me rende compte que le bidule bricolé à la va vite dénommé porte bobine
associé à un e faible pression de l’entraîneur de PLA exerçait une traction sur le fil suffisante
pour ne pas alimenter correctement la buse et pire génait le déplacement en X en sautant des pas.

animateur ErcaLab37 (Avoine) projets: amélioration Anet A8 et construction d'un clone PRUSA MK3S+
sur chassis I3 LE BEAR
Atelier Arduino à Avoine tous les mardis
J'ai eu un problème du même genre qui a occasionné des arrachages de cheveux
pendant un moment. Accusés : buse, moteurs, axes,plateau, température etc..
Jusqu'à ce que je me rende compte que le bidule bricolé à la va vite dénommé porte bobine
associé à un e faible pression de l’entraîneur de PLA exerçait une traction sur le fil suffisante
pour ne pas alimenter correctement la buse et pire génait le déplacement en X en sautant des pas.
animateur ErcaLab37 (Avoine) projets: amélioration Anet A8 et construction d'un clone PRUSA MK3S+
sur chassis I3 LE BEAR
Atelier Arduino à Avoine tous les mardis
|
Re: [PRUSA I3] Réglages June 23, 2014 02:45AM |
Registered: 11 years ago Posts: 408 |
Si t es en PLA baisse la temperature et ventile lors de l impression
------------------------------------------------------------------------------------------------------------
Blog de GeeK: [www.zem.fr]
Reprap Prusa Mendel V2 pour 500€: [www.zem.fr]
------------------------------------------------------------------------------------------------------------
Blog de GeeK: [www.zem.fr]
Reprap Prusa Mendel V2 pour 500€: [www.zem.fr]
|
Re: [PRUSA I3] Réglages June 23, 2014 10:24AM |
Registered: 9 years ago Posts: 94 |
Hello,
J'ai éliminé le problème de la bobine pour l'instant car je déroule toujours plus de matière de manière à n'être jamais tendu et je n'entends plus le moteur de l'extrudeur grincer, effectivement j'avais pensé à ça aussi.
Je vais tenter de baisser la température bien que j'ai lu à plusieurs reprise que le PLA s'utilisait aux alentours des 200 degrés.
Actuellement je ventile à partir du second slice si la surface est réduite (paramètre par défaut du Slicer).
J'ai éliminé le problème de la bobine pour l'instant car je déroule toujours plus de matière de manière à n'être jamais tendu et je n'entends plus le moteur de l'extrudeur grincer, effectivement j'avais pensé à ça aussi.
Je vais tenter de baisser la température bien que j'ai lu à plusieurs reprise que le PLA s'utilisait aux alentours des 200 degrés.
Actuellement je ventile à partir du second slice si la surface est réduite (paramètre par défaut du Slicer).
|
Re: [PRUSA I3] Réglages July 16, 2014 03:22PM |
Registered: 9 years ago Posts: 94 |
Hello,
Je profite de quelques jours de congés pour me remettre aux réglages.
C'est loin d'être top, je crois que c'est pire qu'avant.
Je n'arrive plus à imprimer correctement ce "0.5mm-thin-wall", j'avais pourtant noté tous les paramètres et contexte.
J'ai retouché le Pololu, d'abord avec les tensions théoriques mais force est de constater que je dois baisser le courant fourni à mes moteurs.
Je suis actuellement à 1,2 volts sur les axes X,Y.
Je suis à 1,6 volts sur l'axe Z étant donné que je dois piloter les deux moteurs Z.
L'extrudeur est quant à lui à 1,2 volt comme les autres axes.
J'ai démonté, nettoyé l'extrudeur.
J'ai recalibré les axes X,Y,Z et l'extrudeur sur Marlin, tout est correct mécaniquement.
J'ai tenté 180, 185, 190, 195 et même 200 degré pour le PLA, il y a toujours un truc qui cloque.
Je pense que les axes X,Y et Z sont pas mal réglé, je crains que ce soit l'extrudeur qui ne soit pas constant dans la durée.
Je libère toujours le PLA suffisamment pour que l'extrudeur ne fasse aucun effort de traction.
Bref, je me demande si je ne dois pas changer mon extrudeur et m'orienter vers un modèles dont le PLA est directement tiré via un pignon directement sur l'axe du moteur, un extruder comme cela : Extruder
Je profite de quelques jours de congés pour me remettre aux réglages.
C'est loin d'être top, je crois que c'est pire qu'avant.
Je n'arrive plus à imprimer correctement ce "0.5mm-thin-wall", j'avais pourtant noté tous les paramètres et contexte.
J'ai retouché le Pololu, d'abord avec les tensions théoriques mais force est de constater que je dois baisser le courant fourni à mes moteurs.
Je suis actuellement à 1,2 volts sur les axes X,Y.
Je suis à 1,6 volts sur l'axe Z étant donné que je dois piloter les deux moteurs Z.
L'extrudeur est quant à lui à 1,2 volt comme les autres axes.
J'ai démonté, nettoyé l'extrudeur.
J'ai recalibré les axes X,Y,Z et l'extrudeur sur Marlin, tout est correct mécaniquement.
J'ai tenté 180, 185, 190, 195 et même 200 degré pour le PLA, il y a toujours un truc qui cloque.
Je pense que les axes X,Y et Z sont pas mal réglé, je crains que ce soit l'extrudeur qui ne soit pas constant dans la durée.
Je libère toujours le PLA suffisamment pour que l'extrudeur ne fasse aucun effort de traction.
Bref, je me demande si je ne dois pas changer mon extrudeur et m'orienter vers un modèles dont le PLA est directement tiré via un pignon directement sur l'axe du moteur, un extruder comme cela : Extruder
|
Re: [PRUSA I3] Réglages July 16, 2014 04:48PM |
Registered: 12 years ago Posts: 202 |
Tes réglages des drivers me parait énorme si ce sont des A4988! 1.2*2.5=3A comme limite de courant de X-Y-E et pour Z 1.6*2.5=4A
Edit: l'extrudeur dont tu parle s'appelle un direct drive (je crois) et ne bénéficie pas de 'grand' démultiplication comme peux avoir un wade par exemple... donc je doute que sa soit une bonne idée
Edited 1 time(s). Last edit at 07/16/2014 04:51PM by Marco Polo.
Alsacien du 68, ayant une prusa2 avec ramps1.4 et Aio
Edit: l'extrudeur dont tu parle s'appelle un direct drive (je crois) et ne bénéficie pas de 'grand' démultiplication comme peux avoir un wade par exemple... donc je doute que sa soit une bonne idée
Edited 1 time(s). Last edit at 07/16/2014 04:51PM by Marco Polo.
Alsacien du 68, ayant une prusa2 avec ramps1.4 et Aio
|
Re: [PRUSA I3] Réglages July 16, 2014 04:59PM |
Registered: 9 years ago Posts: 94 |
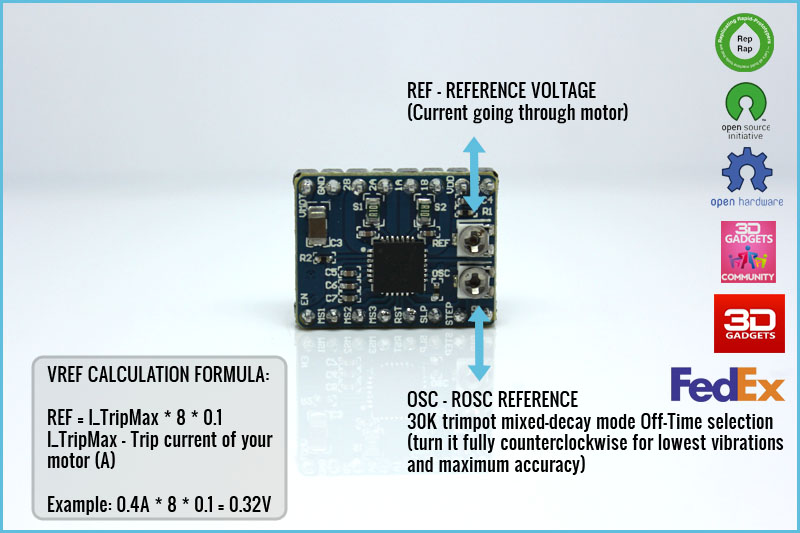
Mes drivers sont les modèles en attach files, la valeur est normalement bonne.
J'ai quand même des doutes sur la formule ...
Concernant le Z, comme il y a deux moteurs, et que chacun consomme 1,68 max, on est sensé multiplier par deux ?
J'ai quand même des doutes sur la formule ...
Concernant le Z, comme il y a deux moteurs, et que chacun consomme 1,68 max, on est sensé multiplier par deux ?
|
Re: [PRUSA I3] Réglages July 17, 2014 04:14PM |
Registered: 12 years ago Posts: 202 |
J'ai les même dans une boite, jamais essayé car j'avais les drivers traditionnelle, je commençai dans le monde reprap et que deux potar c’était plus difficile que 1 seul^^ ..
Bon, j'ai beaucoup regarder sur le net, compris des choses et perdu d'autre^ trop d'info d'un coup pour mes deux neurones^^ Néanmoins voici je que je crois comprendre..
Dans la formule, c'est Vref= Itrip x 8 x 0.1!
Itrip c'est le courant max que peux recevoir 1 enroulement. Le courant max du moteur (1.68A dans ton exemple, pour moi c'est la même chose) c'est la tension max passent dans 2 enroulements...
le 8 c'est le nombre de sensor et 0.1 sa résistance interne de celui-ci
Ce qui fait 1.68 / 2 x 8 x 0.1 = 0.672V= Vref
Concernant l'axe Z, non il ne faut pas lui mettre le double! Me demande pas pkoi, c'est comme ca! ---->[] (je suis dehors)
Si j'ai pas de tes nouvelle et que j'ai du temps ce week-end, j'essayerai avec ces valeurs sur ces drivers.
Alsacien du 68, ayant une prusa2 avec ramps1.4 et Aio
Bon, j'ai beaucoup regarder sur le net, compris des choses et perdu d'autre^ trop d'info d'un coup pour mes deux neurones^^ Néanmoins voici je que je crois comprendre..
Dans la formule, c'est Vref= Itrip x 8 x 0.1!
Itrip c'est le courant max que peux recevoir 1 enroulement. Le courant max du moteur (1.68A dans ton exemple, pour moi c'est la même chose) c'est la tension max passent dans 2 enroulements...
le 8 c'est le nombre de sensor et 0.1 sa résistance interne de celui-ci
Ce qui fait 1.68 / 2 x 8 x 0.1 = 0.672V= Vref
Concernant l'axe Z, non il ne faut pas lui mettre le double! Me demande pas pkoi, c'est comme ca! ---->[] (je suis dehors)
Si j'ai pas de tes nouvelle et que j'ai du temps ce week-end, j'essayerai avec ces valeurs sur ces drivers.
Alsacien du 68, ayant une prusa2 avec ramps1.4 et Aio
|
Re: [PRUSA I3] Réglages July 18, 2014 05:41PM |
Registered: 9 years ago Posts: 94 |
Salut Marco Polo,
Je n'avais pas pensé à cette subtilité de deux enroulements ... je vais tester demain.
Concernant l'axe Z, pareil ...
J'étais à mille lieux de penser que le courant max d'un driver PAP ne devait pas être dépassé... comme quoi on en apprend tous les jours (surtout lorsque j'aurais vérifié de mes yeux ) !
) !
Je n'avais pas pensé à cette subtilité de deux enroulements ... je vais tester demain.
Concernant l'axe Z, pareil ...
J'étais à mille lieux de penser que le courant max d'un driver PAP ne devait pas être dépassé... comme quoi on en apprend tous les jours (surtout lorsque j'aurais vérifié de mes yeux
) !
|
Re: [PRUSA I3] Réglages July 23, 2014 03:45AM |
Registered: 9 years ago Posts: 94 |
Hello,
J'ai testé la réduction du courant d'alimentation des PAP, ce n'est pas vraiment mieux mais ce n'est pas pire.
Seul l'axe Z demande un réglage supérieur, probablement à cause des deux moteurs.
Je pense que mon extrudeur n'est pas assez régulier car j'arrive à imprimer mon 0,5 thin Wall jusqu'au 20 ème niveau sans défaut mais c'est après que ça commence à ne plus aller.
Je vais creuser la planéité du plateau, le bon réglage de l'axe Z, je viens de remplacer mes bout de plastique de jonction PAP / tige filetée par un coupleur métallique digne de ce nom.
Je finirai par trouver !
J'ai testé la réduction du courant d'alimentation des PAP, ce n'est pas vraiment mieux mais ce n'est pas pire.
Seul l'axe Z demande un réglage supérieur, probablement à cause des deux moteurs.
Je pense que mon extrudeur n'est pas assez régulier car j'arrive à imprimer mon 0,5 thin Wall jusqu'au 20 ème niveau sans défaut mais c'est après que ça commence à ne plus aller.
Je vais creuser la planéité du plateau, le bon réglage de l'axe Z, je viens de remplacer mes bout de plastique de jonction PAP / tige filetée par un coupleur métallique digne de ce nom.
Je finirai par trouver !
|
Re: [PRUSA I3] Réglages July 23, 2014 06:40AM |
Registered: 9 years ago Posts: 257 |
Salut Fabb,
Tu as correctement calibré ton extrudeur? Quelles valeurs de "steps per unit" as-tu renseigné dans le firmware? Si demandes à extruder 100mm, tu as bien 100mm qui sont extrudés?
Vérifies aussi tes donnes dans slic3r (taille de buse, diamètre du filament...). Tu as testé avec un autre filament?
Tu as correctement calibré ton extrudeur? Quelles valeurs de "steps per unit" as-tu renseigné dans le firmware? Si demandes à extruder 100mm, tu as bien 100mm qui sont extrudés?
Vérifies aussi tes donnes dans slic3r (taille de buse, diamètre du filament...). Tu as testé avec un autre filament?
|
Re: [PRUSA I3] Réglages July 23, 2014 12:14PM |
Registered: 9 years ago Posts: 94 |
Bonjour Kimented,
Mon calibrage de l'extrudeur me semble bien, je lui demande 40 mm, il me sort 40 mm.
J'ai tenté des modifications de température, faire croire que la buse était de 3/10 au lieu de 4/10, supprimer la rétractation au changement de slice (paramètre que je conserve désormais également), tout se déroule bien jusqu'à 15 mm d'épaisseur.
Le symptôme est que le filament a quelques espaces avec celui du dessous, jusqu'au moment où le filament n'a rien en dessous pour le faire adhérer et là au prochain virage, le filament part en travers.
C'est aussi pour cela que j'ai acheté des coupleurs en métal pour faire la jonction de mes axes Z, car il est possible que le Z monte trop ou que le tapis ne soit pas plan.
Je n'ai pas encore essayé depuis que j'ai installé mes coupleurs, je ferai un essai ce soir ou demain.
Mon calibrage de l'extrudeur me semble bien, je lui demande 40 mm, il me sort 40 mm.
J'ai tenté des modifications de température, faire croire que la buse était de 3/10 au lieu de 4/10, supprimer la rétractation au changement de slice (paramètre que je conserve désormais également), tout se déroule bien jusqu'à 15 mm d'épaisseur.
Le symptôme est que le filament a quelques espaces avec celui du dessous, jusqu'au moment où le filament n'a rien en dessous pour le faire adhérer et là au prochain virage, le filament part en travers.
C'est aussi pour cela que j'ai acheté des coupleurs en métal pour faire la jonction de mes axes Z, car il est possible que le Z monte trop ou que le tapis ne soit pas plan.
Je n'ai pas encore essayé depuis que j'ai installé mes coupleurs, je ferai un essai ce soir ou demain.
|
Re: [PRUSA I3] Réglages July 23, 2014 01:26PM |
Registered: 10 years ago Posts: 196 |
|
Re: [PRUSA I3] Réglages July 24, 2014 01:47PM |
Registered: 9 years ago Posts: 94 |
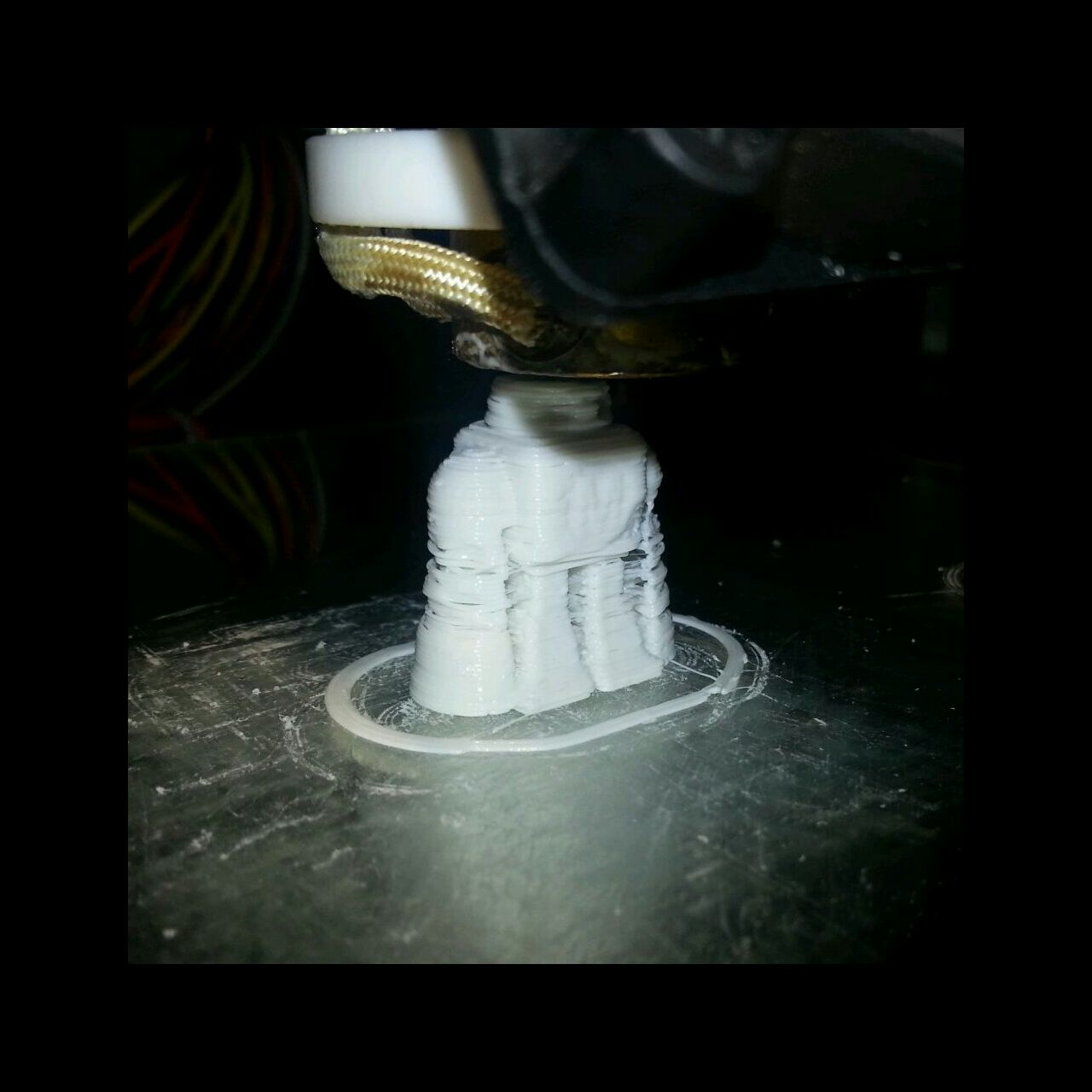
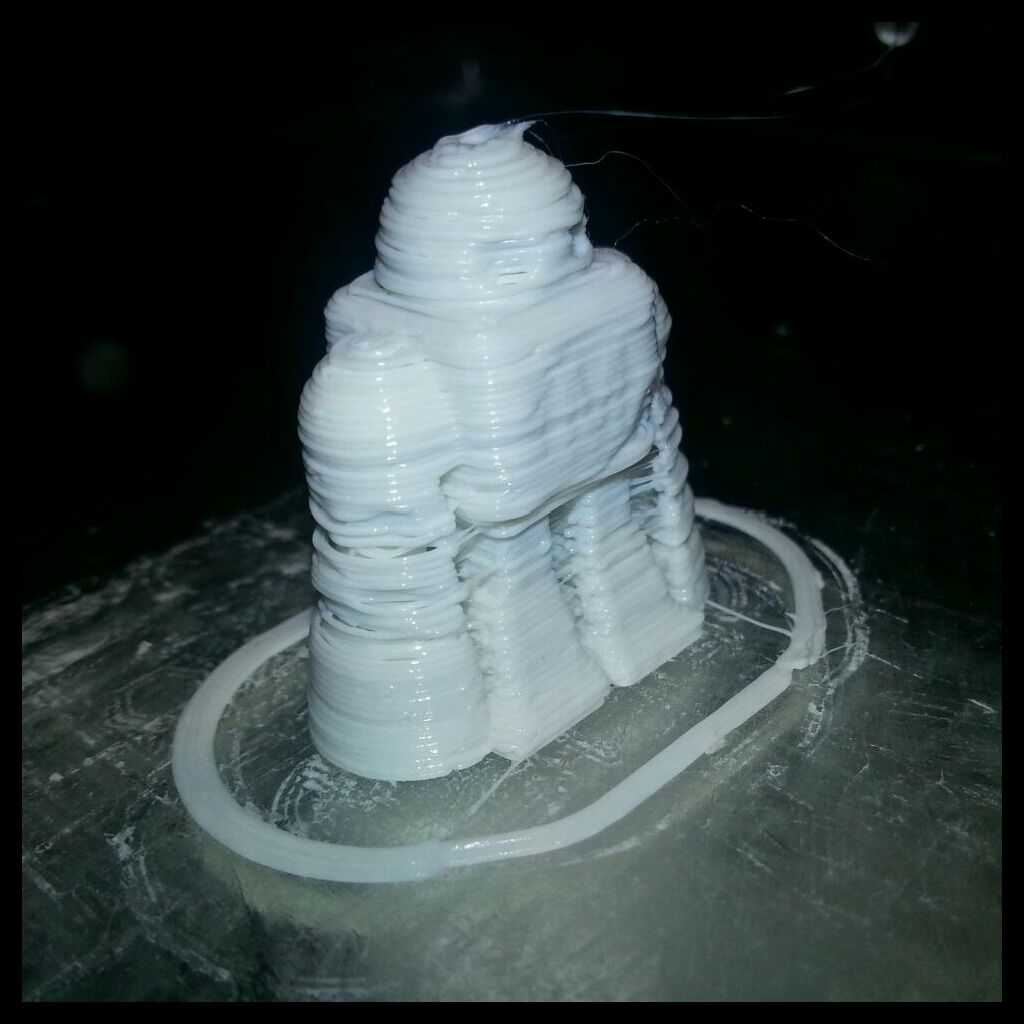
Suite de mes aventures !!
J'ai réussi à imprimer le thin 5 mm Wall et le précision block dans des conditions assez correctes.
Pour ce faire, j'ai donc mis en place mes coupleurs métallique et fait quelques réglages sur le slicer.
Je me suis mis à 20 mm/s sur l'impression et 10 mm/s sur les infill. Température de l'extruder à 200°/200°.
Pour info, mon Marlin est réglé à 71 pour x et y (c'est bon, j'ai mesuré), 4000 pour Z et 946 pour l'extruder.
J'ai fait d'autres tests sur Marlin avec Z car j'ai l'impression que sur 100 mm j'ai un peu moins d'un mm de trop, mais à cette valeur cela n'influe pas j'imagine sur les premiers millimètres d'impression.
C'est donc bien mieux, cependant :
J'ai encore des défaut sur des pièces plus complexe, plus hautes.
Maintenant que j'ai des coupleurs plus facile à visualiser je remarque que lors du home Z je n'arrive pas à la même position (la descente est rapide), et également en montée au bout d'un moment. Probablement un problème de courant trop faible je pense. Je suis monté à 1,385 volts mais ce n'est pas encore ça.
J'ai également un manque de précision x / y sur la durée.
Je rappelle que j'ai mis à ventilateur sur le Pololu et qu'ils sont réglés juste à la valeur théorique préconisée.
Quelques photos pour illustrer :
Edited 2 time(s). Last edit at 07/24/2014 02:42PM by Fabb.
J'ai réussi à imprimer le thin 5 mm Wall et le précision block dans des conditions assez correctes.
Pour ce faire, j'ai donc mis en place mes coupleurs métallique et fait quelques réglages sur le slicer.
Je me suis mis à 20 mm/s sur l'impression et 10 mm/s sur les infill. Température de l'extruder à 200°/200°.
Pour info, mon Marlin est réglé à 71 pour x et y (c'est bon, j'ai mesuré), 4000 pour Z et 946 pour l'extruder.
J'ai fait d'autres tests sur Marlin avec Z car j'ai l'impression que sur 100 mm j'ai un peu moins d'un mm de trop, mais à cette valeur cela n'influe pas j'imagine sur les premiers millimètres d'impression.
C'est donc bien mieux, cependant :
J'ai encore des défaut sur des pièces plus complexe, plus hautes.
Maintenant que j'ai des coupleurs plus facile à visualiser je remarque que lors du home Z je n'arrive pas à la même position (la descente est rapide), et également en montée au bout d'un moment. Probablement un problème de courant trop faible je pense. Je suis monté à 1,385 volts mais ce n'est pas encore ça.
J'ai également un manque de précision x / y sur la durée.
Je rappelle que j'ai mis à ventilateur sur le Pololu et qu'ils sont réglés juste à la valeur théorique préconisée.
Quelques photos pour illustrer :
Edited 2 time(s). Last edit at 07/24/2014 02:42PM by Fabb.
|
Re: [PRUSA I3] Réglages July 24, 2014 04:35PM |
Registered: 9 years ago Posts: 113 |
|
Re: [PRUSA I3] Réglages July 25, 2014 04:08AM |
Registered: 9 years ago Posts: 94 |
|
Re: [PRUSA I3] Réglages July 25, 2014 09:51AM |
Registered: 9 years ago Posts: 94 |
Grrrr, j'arrête pour aujourd'hui.
Un peu mieux en diminuant la vitesse (à 20mm) mais catastrophique, sur un motif de 15 cm de long les deux premières couches sont pas mal si je démarre à une feuille d'épaisseur pour la tête, la troisième couche ne va pas. Elle n'accroche pas bien.
Le changement de température n'est pas mieux, à 195 °C je suis bien et constant.
Je ne sais plus quoi faire pour aujourd'hui ...pourtant mon Z est pas mal calibré sur 100 mm.
Un peu mieux en diminuant la vitesse (à 20mm) mais catastrophique, sur un motif de 15 cm de long les deux premières couches sont pas mal si je démarre à une feuille d'épaisseur pour la tête, la troisième couche ne va pas. Elle n'accroche pas bien.
Le changement de température n'est pas mieux, à 195 °C je suis bien et constant.
Je ne sais plus quoi faire pour aujourd'hui ...pourtant mon Z est pas mal calibré sur 100 mm.
|
Re: [PRUSA I3] Réglages July 25, 2014 10:11AM |
Registered: 12 years ago Posts: 202 |
|
Re: [PRUSA I3] Réglages July 25, 2014 11:36AM |
Registered: 9 years ago Posts: 94 |
Hello Marco Polo,
Le filament coulisse bien dans le tube téflon, il est régulier à vide.
J'ai remarqué que le moteur de l'extruder chante bizarrement et sur les longueurs importantes cela créé un filet plus fin et un petit pâté mais uniquement à partir du 2 ème ou troisième slice.
Edited 1 time(s). Last edit at 07/25/2014 11:37AM by Fabb.
Le filament coulisse bien dans le tube téflon, il est régulier à vide.
J'ai remarqué que le moteur de l'extruder chante bizarrement et sur les longueurs importantes cela créé un filet plus fin et un petit pâté mais uniquement à partir du 2 ème ou troisième slice.
Edited 1 time(s). Last edit at 07/25/2014 11:37AM by Fabb.
|
Re: [PRUSA I3] Réglages July 26, 2014 06:55AM |
Registered: 10 years ago Posts: 239 |
Bonjour
Est-ce que tu as mesuré la température de l'extrudeur... J'ai l'impression que c'est hyper fondu...
J'ai fait le test et réglage sur mon imprimante : 13°C d'écart au maximum avec un défaut de linéarité... Problème de choix de la sonde de température dans configuration.h de Marlin.
Est-ce que tu ventiles la pièce pendant l'impression ? Pour le PLA je trouve cela indispensable. (et uniquement par expérience...)
A+
Edited 1 time(s). Last edit at 07/26/2014 06:58AM by Strofe.
« Le progrès ne vaut que s'il est partagé par tous. » : Aristote
Site WEB pour retrouver plus vite des sujets que j'ai traité
Ma chaîne
Est-ce que tu as mesuré la température de l'extrudeur... J'ai l'impression que c'est hyper fondu...
J'ai fait le test et réglage sur mon imprimante : 13°C d'écart au maximum avec un défaut de linéarité... Problème de choix de la sonde de température dans configuration.h de Marlin.
Est-ce que tu ventiles la pièce pendant l'impression ? Pour le PLA je trouve cela indispensable. (et uniquement par expérience...)
A+
Edited 1 time(s). Last edit at 07/26/2014 06:58AM by Strofe.
« Le progrès ne vaut que s'il est partagé par tous. » : Aristote
Site WEB pour retrouver plus vite des sujets que j'ai traité
Ma chaîne
|
Re: [PRUSA I3] Réglages July 26, 2014 09:10AM |
Registered: 9 years ago Posts: 94 |
Merci pour ton message Strofe,
Je viens de lire que le PLA aimait bien 190° / 185° et 60° pour le plateau, du coup j'ai essayé.
Ce n'est pas vraiment mieux, mais comme tant d'autres y arrivent j'ai démonté l'extrudeur pour le nettoyer, un petit coup de forêt rapide pour mieux coulisser au cas où.
Un ajustement également du plateau pour être le plus plan possible.
Je n'ai pas encore remis le ventilateur, j'ai surtout l'impression qu'il ventile l'extrudeur de toutes les façons de la manière dont il est positionné ... à revoir.
J'ai remis en route, un test de calibrage sur l'extrudeur parfait du premier coup, c'est déjà ça.
J'ai tenté d'imprimer mon support, il est en cours, c'est un peu mieux je trouve mais encore des défauts sur la première couche (faut dire j'utilise un stic Uhu et je ne me suis pas appliqué en le mettant).
Je sent que je vais y arriver
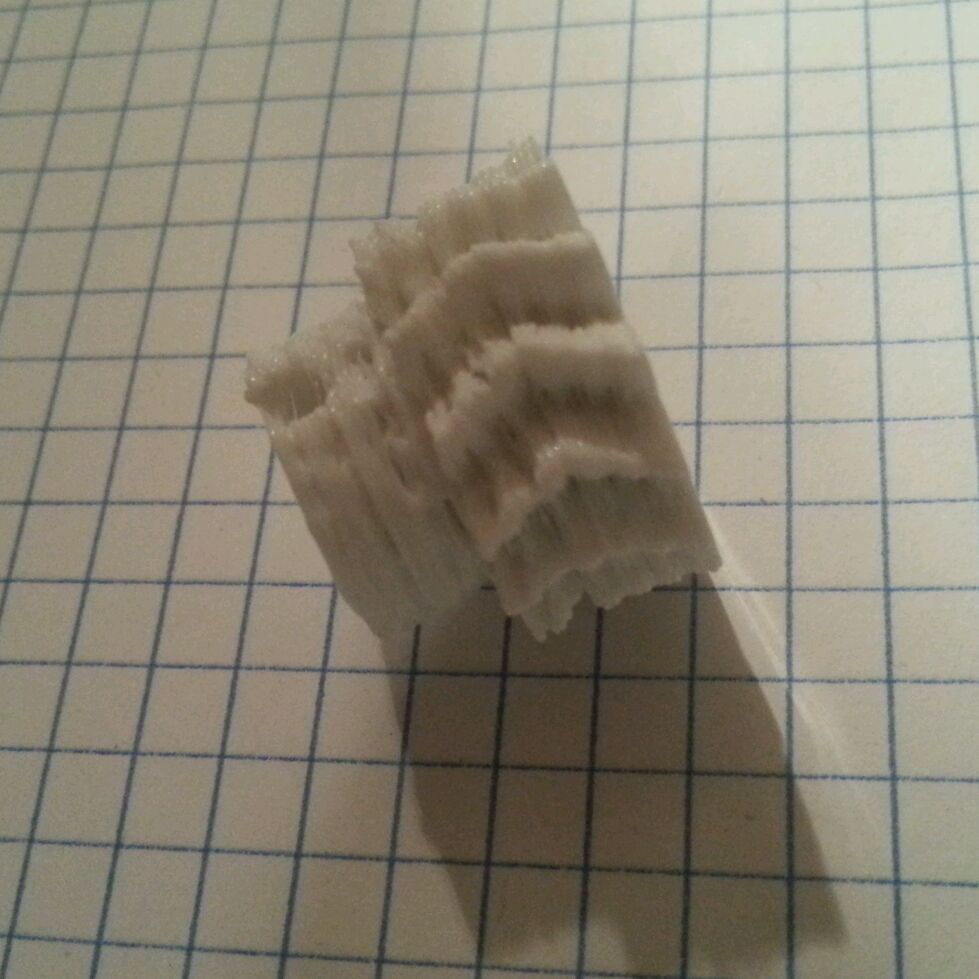
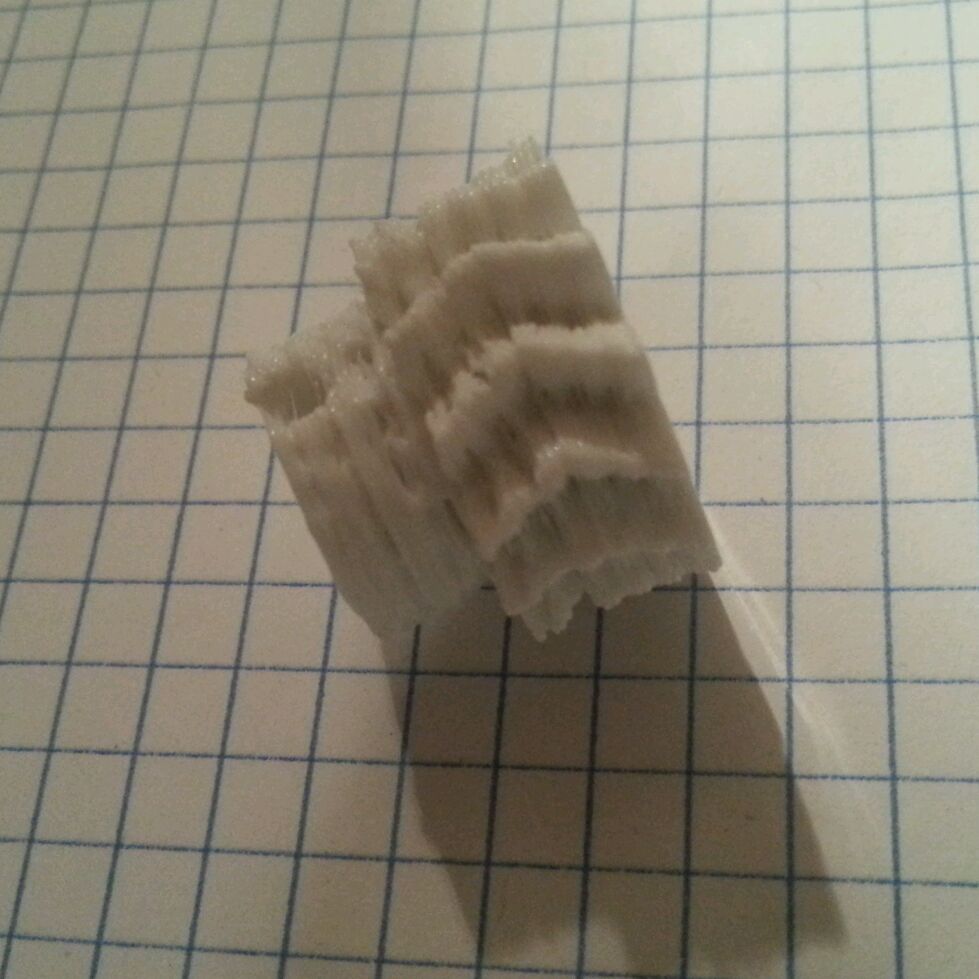
.... grrrrrr ... mon extrudeur me fait encore des blagues. Il se retracte bien mais n'avale pas le fil régulièrement au bout d'un moment.
Mes vis sont serrées au max (limite casser le support).
Cela ne m'étonne plus que je ne passe pas le second slice ...
Je vais regarder comment corriger ce fichu problème !
Voici la tête du filament lorsqu'il est passé par la vis de déplacement ....
ps: la partie jaune est de la colle car à mes débuts, la pièce n'a pas résisté à un serrage un peu fort ....
Ma vis ressemble à celle ci :
Edited 5 time(s). Last edit at 07/26/2014 11:40AM by Fabb.
Je viens de lire que le PLA aimait bien 190° / 185° et 60° pour le plateau, du coup j'ai essayé.
Ce n'est pas vraiment mieux, mais comme tant d'autres y arrivent j'ai démonté l'extrudeur pour le nettoyer, un petit coup de forêt rapide pour mieux coulisser au cas où.
Un ajustement également du plateau pour être le plus plan possible.
Je n'ai pas encore remis le ventilateur, j'ai surtout l'impression qu'il ventile l'extrudeur de toutes les façons de la manière dont il est positionné ... à revoir.
J'ai remis en route, un test de calibrage sur l'extrudeur parfait du premier coup, c'est déjà ça.
J'ai tenté d'imprimer mon support, il est en cours, c'est un peu mieux je trouve mais encore des défauts sur la première couche (faut dire j'utilise un stic Uhu et je ne me suis pas appliqué en le mettant).
Je sent que je vais y arriver

.... grrrrrr ... mon extrudeur me fait encore des blagues. Il se retracte bien mais n'avale pas le fil régulièrement au bout d'un moment.
Mes vis sont serrées au max (limite casser le support).
Cela ne m'étonne plus que je ne passe pas le second slice ...

Je vais regarder comment corriger ce fichu problème !
Voici la tête du filament lorsqu'il est passé par la vis de déplacement ....

ps: la partie jaune est de la colle car à mes débuts, la pièce n'a pas résisté à un serrage un peu fort ....
Ma vis ressemble à celle ci :

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Edited 5 time(s). Last edit at 07/26/2014 11:40AM by Fabb.
Sorry, only registered users may post in this forum.