Diametre interieur
Posted by artengineer
|
Diametre interieur March 07, 2015 06:29PM |
Registered: 10 years ago Posts: 44 |
|
Re: Diametre interieur March 07, 2015 09:25PM |
Registered: 10 years ago Posts: 2,014 |
Répété mainte et mainte fois
Reglage au poil C est a dire =
Step extrusion/axe parfait
Axes solides ( pas de mouvements parasites)
Axe parfaitement symetrique ( car si ca l ai pas on imprime des ovale )
Taille relle de la buse
Il faut que la surface interne /externe soit parfaite sans bavures .
Et pour finir
Un petit tour dans la page advanced de slic3r.
Option xy compensation. Ca fait des miracles .
Reglage au poil C est a dire =
Step extrusion/axe parfait
Axes solides ( pas de mouvements parasites)
Axe parfaitement symetrique ( car si ca l ai pas on imprime des ovale )
Taille relle de la buse
Il faut que la surface interne /externe soit parfaite sans bavures .
Et pour finir
Un petit tour dans la page advanced de slic3r.
Option xy compensation. Ca fait des miracles .
|
Re: Diametre interieur March 08, 2015 05:00AM |
Registered: 10 years ago Posts: 44 |
Merci One-T mais ce dont tu parles c'est de la calibration machine donc ça je sais faire et tout est OK ce dont je te parle c'est avec un diamètre externe parfait +-0,05mm je n'arrive pas a avoir le diamètre interne exacte -1mm (en grossissant le trait) or je sais qu'il existe un tutoriel permettant de régler ce problème mais je n'arrive pas a le trouver d'où mon post mais sinon merci pour ta participation.
|
Re: Diametre interieur March 08, 2015 06:01AM |
Registered: 9 years ago Posts: 1,011 |
One-T a tout dit. Quand même, 0.05mm constant sur nos machines, il ne faut pas trop rêver ! Sur une machine ) 5.000€ on s'en approchera à peine !
Collective intelligence emerges when a group of people work together effectively. Prusa i3 Folger (A lot of the parts are wrong, boring !)
Collective intelligence emerges when a group of people work together effectively. Prusa i3 Folger (A lot of the parts are wrong, boring !)
|
Re: Diametre interieur March 08, 2015 08:57AM |
Registered: 10 years ago Posts: 2,014 |
Oui je parle de calibration car c est toujours la meme chose . c est une machine bien réglé qui te donne des valeurs coherente
Le diametre de la buse joue beaucoups aussi.perso je debite 5cm de fil a petite vitesse sur repetier . et je mesure le fil sorti . ca permet d avoir une bonne valeuren faisant une moyenne de mesure. Ma 0.4 fait 0.43 .
Joue sur le reglage xy compensation je te promet ca marche tres bien
Le diametre de la buse joue beaucoups aussi.perso je debite 5cm de fil a petite vitesse sur repetier . et je mesure le fil sorti . ca permet d avoir une bonne valeuren faisant une moyenne de mesure. Ma 0.4 fait 0.43 .
Joue sur le reglage xy compensation je te promet ca marche tres bien
|
Re: Diametre interieur March 08, 2015 09:46AM |
Registered: 10 years ago Posts: 550 |
Quote
One-T
Le diametre de la buse joue beaucoups aussi.perso je debite 5cm de fil a petite vitesse sur repetier . et je mesure le fil sorti . ca permet d avoir une bonne valeuren faisant une moyenne de mesure. Ma 0.4 fait 0.43
Mais le 0.43 ce n'est pas le diamètre de la buse mais le gonflement du filament en sortie de la buse? (die swell : [en.wikipedia.org])
Edited 1 time(s). Last edit at 03/08/2015 09:46AM by Frans@France.
|
Re: Diametre interieur March 08, 2015 10:43AM |
Registered: 9 years ago Posts: 1,011 |
Oui, absolument ! Car si tu ne calcule que le débit en entrée, c'est à dire 100mm de filament demandés = 100mm de filament extrudés, ça ne prend pas tout en compte. Tu dois aussi mesurer précisément le diamètre du filament avant extrusion ce qui te donne le volume de plastique en amont. Mais quand tu fonds le filament, il va forcément se détendre, gonfler. Alors tu as besoin de connaitre le volume de filament en sortie. Moi je ne fais pas comme One-T car je pense que la buse et l'écrasement du filament par cette dernière joue sur les dimensions de sortie. Donc j'imprime un mur d'épaisseur égale au diamètre de la buse, puis je mesure les parois. Il ne reste qu'à faire une règle de trois pour modifier le % de flow, et enfin l'extrusion est calibrée. Mais ça n'empèche pas que la pièce ne sera pas à 50µ partout, après c'est la précision de la mécanique qui joue, mais aussi le filament dont le diamètre ou la densité ne sera pas tout à fait constante. A ce niveau de précision, le moindre facteur a beaucoup d'influence. Si une machine imprime avec une erreur de 150µ sur certaines dimensions, c'est très acceptable pour des machines de ces prix. Il ne faut pas espérer plus à mon avis. Après si on veut avoir une pièce super précise, il faut sortir des protos et corriger. Mais tous ces ajustements ne conviendront que sur cette machine avec ce filament. Il y a beaucoup de pièces "ajustées" sur thingiverse. Sauf que d'une machine à l'autre, ça coince ou ça flotte. Donc il faut obtenir le meilleur de sa machine, éviter de bidouiller le modèle, et se contenter de ce que la machine peut fournir, ce qui ne sera pas au centième, il ne faut pas rêver. Pour sortir des pièces au 100e il faut une mécanique au 1000e, on ne réinventera pas la roue sur ce sujet 
Collective intelligence emerges when a group of people work together effectively. Prusa i3 Folger (A lot of the parts are wrong, boring !)
Collective intelligence emerges when a group of people work together effectively. Prusa i3 Folger (A lot of the parts are wrong, boring !)
|
Re: Diametre interieur March 08, 2015 10:50AM |
Registered: 10 years ago Posts: 2,014 |
Je sais que ma methode n est pas ideale mais en tout cas. Ca marche j ai plus aucun soucis de trou maintenant . et le teste des pieces embriqué passe parfaitement .
Comme quoi
Moi je me repete.joue avec le xy compensation ca marche tres bien pour ajuster sa machine et non les pieces thingiverse
Comme quoi
Moi je me repete.joue avec le xy compensation ca marche tres bien pour ajuster sa machine et non les pieces thingiverse
|
Re: Diametre interieur March 08, 2015 12:28PM |
Registered: 10 years ago Posts: 697 |
Pour moi,les diamètres intérieurs ne sont pas liés a la calibration des axes .
C'est un phénomène physique,La matière est poussée vers l'intérieur lors du parcours de la buse ce qui réduit les diamètres intérieurs.
Un exemple concret,j'ai une machine bien calibré et pourtant comment vous expliquez que mes diamètres extérieurs soit bons alors que les diamètres intérieurs non ?
Donc ce n'est pas lié a un problème d'axe mal calibré sinon,les 2 diamètres ne seraient pas bon en restant logique.
2 solutions possibles :
- Soit on augmente le diamètre intérieur >Diamètre intérieur+diamètre de buse.
- Soit on fait un polygone avec le moins de faces possible.
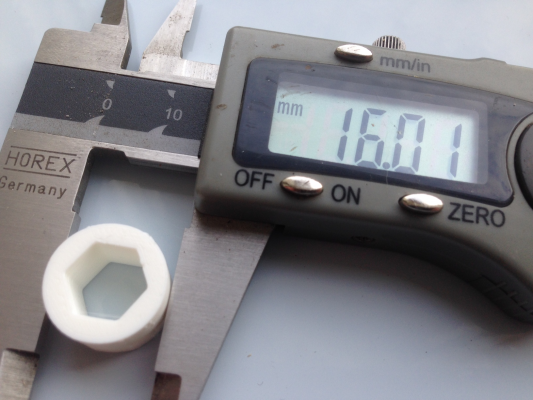
En images :
La pièce imprimée avec les 2 diamètres: ( Sans correction)
La pièce imprimée avec le diamètre et polygone.
Edited 1 time(s). Last edit at 03/08/2015 12:32PM by fourmi.
[www.hotends.fr ]>>>[email protected] >>>GitHUB ([github.com])
My SketchFab >[sketchfab.com]
C'est un phénomène physique,La matière est poussée vers l'intérieur lors du parcours de la buse ce qui réduit les diamètres intérieurs.
Un exemple concret,j'ai une machine bien calibré et pourtant comment vous expliquez que mes diamètres extérieurs soit bons alors que les diamètres intérieurs non ?
Donc ce n'est pas lié a un problème d'axe mal calibré sinon,les 2 diamètres ne seraient pas bon en restant logique.
2 solutions possibles :
- Soit on augmente le diamètre intérieur >Diamètre intérieur+diamètre de buse.
- Soit on fait un polygone avec le moins de faces possible.
En images :
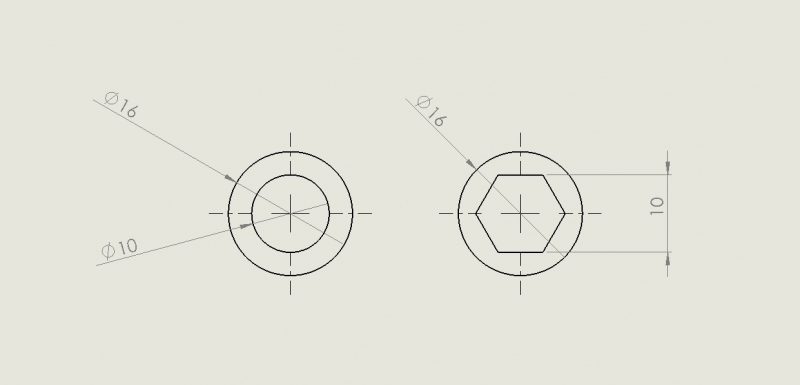
La pièce imprimée avec les 2 diamètres: ( Sans correction)


La pièce imprimée avec le diamètre et polygone.

Edited 1 time(s). Last edit at 03/08/2015 12:32PM by fourmi.
[www.hotends.fr ]>>>[email protected] >>>GitHUB ([github.com])
My SketchFab >[sketchfab.com]
|
Re: Diametre interieur March 08, 2015 12:42PM |
Registered: 10 years ago Posts: 2,014 |
|
Re: Diametre interieur March 09, 2015 03:56AM |
Registered: 9 years ago Posts: 257 |
Un des problèmes avec les trous ronds, c'est que lors de l'export stl les arrondis sont transformés en segments, et les mesures sont conservées au niveau des points (par exemple 10mm entre les points pour un ø10). Par conséquent, entre les différents segments opposés du trou, la mesure est plus petite (on aura moins de 10mm). Il faudrait compenser cela en calculant pour que les segments soient espacés de 10mm.
Je crois qu'artengineer parlait de cela:
[hydraraptor.blogspot.fr]
Prusa i3 - e3d v5 - Gnu/Linux - Pronterface - Slic3r - Octoprint - Rpi - French
Je crois qu'artengineer parlait de cela:
[hydraraptor.blogspot.fr]
Prusa i3 - e3d v5 - Gnu/Linux - Pronterface - Slic3r - Octoprint - Rpi - French
|
Re: Diametre interieur March 09, 2015 04:07AM |
Registered: 9 years ago Posts: 1,011 |
C'est intéressant. Ça veut dire qu'il faut exporter les STL avec la meilleure résolution possible. Je note.
Collective intelligence emerges when a group of people work together effectively. Prusa i3 Folger (A lot of the parts are wrong, boring !)
Collective intelligence emerges when a group of people work together effectively. Prusa i3 Folger (A lot of the parts are wrong, boring !)
|
Re: Diametre interieur March 09, 2015 05:03AM |
Registered: 9 years ago Posts: 477 |
|
Re: Diametre interieur March 09, 2015 05:32AM |
Registered: 9 years ago Posts: 257 |
Zavashier, ça voudrait plutôt dire que pour avoir un bon stl, plutôt que de dessiner un rond, il vaut mieux dessiner un polygone ayant la bonne dimension (nombre de segments choisi en fonction du diamètre, calcul de la tangence).
Si tu dessines un rond, tu ne sais pas à l'export ce que ça va donner (surtout si tu as différentes dimensions dans ton modèle).
Et si tu veux limiter l'erreur en exportant à haute résolution, tu engendre d'autre problèmes (les fils qui ont tendance à être tirés vers le centre, le débit d'envoi du gcode qui peut être trop juste...).
Prusa i3 - e3d v5 - Gnu/Linux - Pronterface - Slic3r - Octoprint - Rpi - French
Si tu dessines un rond, tu ne sais pas à l'export ce que ça va donner (surtout si tu as différentes dimensions dans ton modèle).
Et si tu veux limiter l'erreur en exportant à haute résolution, tu engendre d'autre problèmes (les fils qui ont tendance à être tirés vers le centre, le débit d'envoi du gcode qui peut être trop juste...).
Prusa i3 - e3d v5 - Gnu/Linux - Pronterface - Slic3r - Octoprint - Rpi - French
|
Re: Diametre interieur March 09, 2015 06:38AM |
Registered: 9 years ago Posts: 1,011 |
Tu crois ? J'aurais tendance à penser que non puisque le trancheur interprète le modèle. Donc le poids du STL n'intervient qu'entre la CAO et la génération de Gcode. Je ne pense pas que le Gcode soit plus lourd en fonction de la définition du modèle. Tiens je ferai des essais pour voir. Sinon, je me vois mal tarauder dans un polygone. D'ailleurs, je modélise le filetage avec une tolérance à 0.2mm pour tarauder droit derrière et finalement il n'y a pas beaucoup de matière à enlever. Je comprends qu'on puisse vouloir aider la machine en dessinant autrement, mais à un moment, il faut que la machine sache faire la pièce qu'on lui demande. Si l'on ne peut que produire des pièces dans le style Minecraft, l'impression 3D perd de son intérêt.
Il y a un truc dont on ne parle pas assez avec l'impression 3D. C'est que, comme dans tout processus de fabrication, il y a toujours une phase de finition qui vient derrière. Exploiter une pièce qui tombe de la machine, c'est vraiment pour un truc utilitaire dont on se fout que ce soit juste ou moche. Sinon il y aura toujours à poncer, aléser, ajuster, vernir. Rien que pour se simplifier le montage, l'utilisation, ou encore pour l'aspect et la durabilité. J'ai reçu des pièces imprimées en résine et même si c'est plus fin, il y a encore du boulot.
Collective intelligence emerges when a group of people work together effectively. Prusa i3 Folger (A lot of the parts are wrong, boring !)
Il y a un truc dont on ne parle pas assez avec l'impression 3D. C'est que, comme dans tout processus de fabrication, il y a toujours une phase de finition qui vient derrière. Exploiter une pièce qui tombe de la machine, c'est vraiment pour un truc utilitaire dont on se fout que ce soit juste ou moche. Sinon il y aura toujours à poncer, aléser, ajuster, vernir. Rien que pour se simplifier le montage, l'utilisation, ou encore pour l'aspect et la durabilité. J'ai reçu des pièces imprimées en résine et même si c'est plus fin, il y a encore du boulot.
Collective intelligence emerges when a group of people work together effectively. Prusa i3 Folger (A lot of the parts are wrong, boring !)
|
Re: Diametre interieur March 09, 2015 07:20AM |
Registered: 10 years ago Posts: 697 |
Comme tu le précise tout dépend de ce que l'on veut faire de cette alésage.
Si c'est pour tarauder Ok, on dessine un cercle .
Si c'est pour faire passer une barre , on dessine un polygone.
Enfin chacun sa technique , le but est d'arriver à ses fins sans passer du temps en post prod.
[www.hotends.fr ]>>>[email protected] >>>GitHUB ([github.com])
My SketchFab >[sketchfab.com]
Si c'est pour tarauder Ok, on dessine un cercle .
Si c'est pour faire passer une barre , on dessine un polygone.
Enfin chacun sa technique , le but est d'arriver à ses fins sans passer du temps en post prod.
[www.hotends.fr ]>>>[email protected] >>>GitHUB ([github.com])
My SketchFab >[sketchfab.com]
|
Re: Diametre interieur March 18, 2015 04:01AM |
Registered: 9 years ago Posts: 124 |
|
Re: Diametre interieur March 18, 2015 08:40AM |
Registered: 9 years ago Posts: 56 |
Et siQuote
Zavashier
Je ne pense pas que le Gcode soit plus lourd en fonction de la définition du modèle.
tout simplement parce que si tu définis des cercles avec plein de segments, ça fait plus de lignes dans le g-code… (enfin j'ai interprêté mes tests comme ça, peut-être que je me trompe).Pour les diamètres intérieurs qui sortent mal, je suis plutôt de l'avis de fourmi si les diamètres extérieurs sont bons…
je crois qu'on peut demander dans le trancheur à imprimer en premier les tracés externes de la coque, pourquoi pas tester ça ?
|
Re: Diametre interieur March 18, 2015 09:40AM |
Registered: 9 years ago Posts: 17 |
Bonjour,
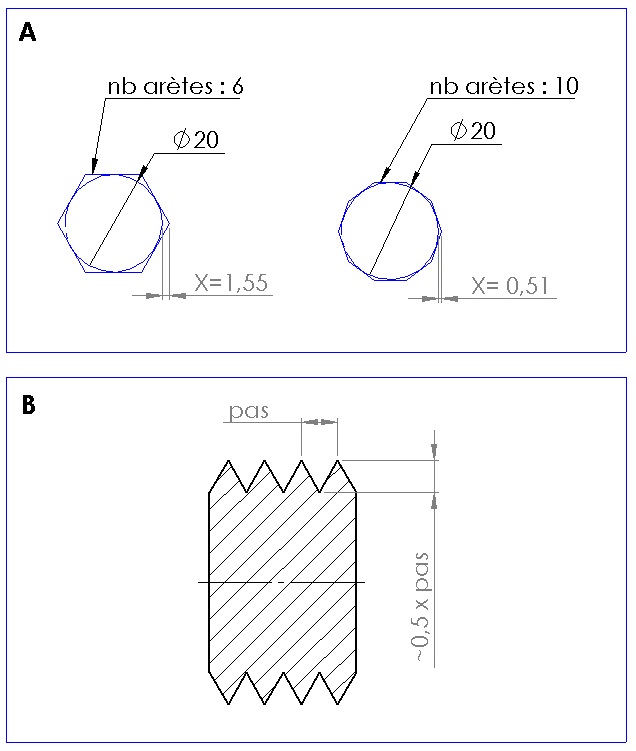
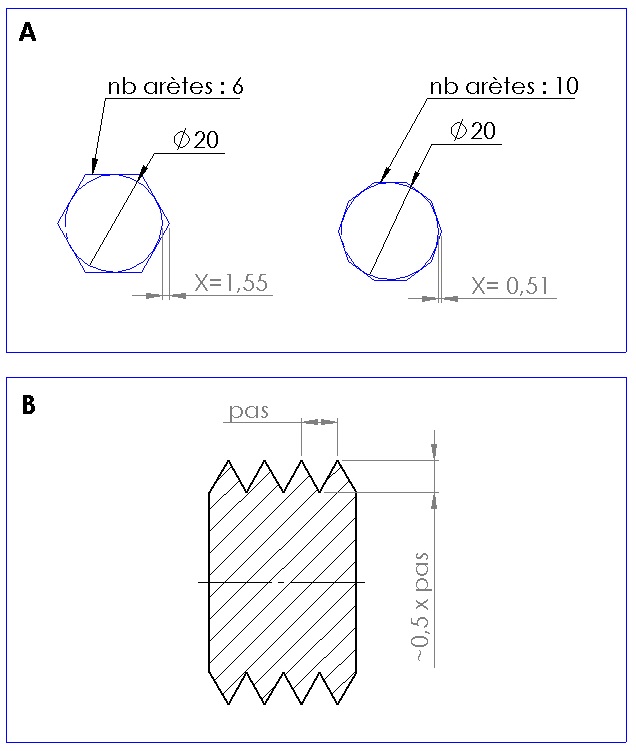
Je ne pense pas que le fait de tarauder un polygone soit un problème, il suffit de prendre quelques paramètres en compte :
- le nombre d'arêtes du polygone permet de régler la valeur du "manque de matière" (cote X sur le schéma A de la pièce jointe). Réduire cette valeur (en augmentant le nombre d’arêtes) permet d’augmenter la surface de contact entre le filet de la vis et celui du taraudage. A titre indicatif la hauteur de dent d’un filetage métrique vaux environ 0,5 x le pas (cf. schéma B de la pièce jointe), la valeur X doit donc être inférieure à 0,5 x le pas.
- la longueur d’engagement de la vis dans le taraudage est également à prendre en compte, en effet plus la longueur de vis engagée est importante, plus la surface de contact entre le filet de la vis et celui du taraudage est grande.
Ces remarques sont bien sûr théorique, et certaine pièce ne peuvent pas, de par leur fonction, se permettre d’avoir un taraudage « altérer »
Clément
Je ne pense pas que le fait de tarauder un polygone soit un problème, il suffit de prendre quelques paramètres en compte :
- le nombre d'arêtes du polygone permet de régler la valeur du "manque de matière" (cote X sur le schéma A de la pièce jointe). Réduire cette valeur (en augmentant le nombre d’arêtes) permet d’augmenter la surface de contact entre le filet de la vis et celui du taraudage. A titre indicatif la hauteur de dent d’un filetage métrique vaux environ 0,5 x le pas (cf. schéma B de la pièce jointe), la valeur X doit donc être inférieure à 0,5 x le pas.
- la longueur d’engagement de la vis dans le taraudage est également à prendre en compte, en effet plus la longueur de vis engagée est importante, plus la surface de contact entre le filet de la vis et celui du taraudage est grande.
Ces remarques sont bien sûr théorique, et certaine pièce ne peuvent pas, de par leur fonction, se permettre d’avoir un taraudage « altérer »
Clément
|
Re: Diametre interieur March 18, 2015 01:20PM |
Registered: 9 years ago Posts: 47 |
Quote
totof60
Quote
One-T
...
Et pour finir
Un petit tour dans la page advanced de slic3r.
Option xy compensation. Ca fait des miracles .
oui, mais si on utilise slic3r depuis repetier host il n'y a pas l'option xy compensation .
A moins que ne l'ai pas trouvé ?
il apparaît dans la version 1.2 : il faut que tu télécharges la version expérimentale.
|
Re: Diametre interieur March 18, 2015 02:44PM |
Admin Registered: 12 years ago Posts: 2,569 |
Je pense que les trous sont réduits en partie car quand la tête fait un mouvement en cercle avec une certaine vitesse, le filament est "tiré" vers l'intérieur du trou alors qu'il est encore souple.
La solution la plus simple est d'appliquer le vieil algorithme de "polygonisation" que nos ancêtres ont trouvé par l’expérimentation : [www.reprap.org]
Moi cette image je me l'imprime et me la tiens toujours pas loin quand je bidouille dans openscad.
Most of my technical comments should be correct, but is THIS one ?
Anyway, as a rule of thumb, always double check what people write.
La solution la plus simple est d'appliquer le vieil algorithme de "polygonisation" que nos ancêtres ont trouvé par l’expérimentation : [www.reprap.org]
Moi cette image je me l'imprime et me la tiens toujours pas loin quand je bidouille dans openscad.

{kind=link}
{kind=link}
Most of my technical comments should be correct, but is THIS one ?
Anyway, as a rule of thumb, always double check what people write.
|
Re: Diametre interieur March 18, 2015 03:45PM |
Registered: 10 years ago Posts: 2,014 |
Quote
totof60
Quote
One-T
...
Et pour finir
Un petit tour dans la page advanced de slic3r.
Option xy compensation. Ca fait des miracles .
oui, mais si on utilise slic3r depuis repetier host il n'y a pas l'option xy compensation .
A moins que ne l'ai pas trouvé ?
je suis en version 1.2.6 soit la version expérimentale
mais il y est dans la page advanced , tout en bas dans other , et j'y est acces depuis repetier
|
Re: Diametre interieur March 19, 2015 06:47AM |
Registered: 9 years ago Posts: 17 |
Quote
DeuxVis
Moi cette image je me l'imprime et me la tiens toujours pas loin quand je bidouille dans openscad.
Ouh yeah! merci pour l'image

C'est bien pratique
Clément
|
Re: Diametre interieur March 19, 2015 09:40AM |
Registered: 10 years ago Posts: 188 |
Quote
kimented_
Un des problèmes avec les trous ronds, c'est que lors de l'export stl les arrondis sont transformés en segments, et les mesures sont conservées au niveau des points (par exemple 10mm entre les points pour un ø10). Par conséquent, entre les différents segments opposés du trou, la mesure est plus petite (on aura moins de 10mm). Il faudrait compenser cela en calculant pour que les segments soient espacés de 10mm.
Je crois qu'artengineer parlait de cela:
[hydraraptor.blogspot.fr]
Je suis de ton avis, la qualité du stl va jouer sur les dimensions des zones arrondies. Je l'avais constaté sur des grandes pièces en impression 3D (sans me générer) et puis ça m'a sauté aux yeux quand j'ai fait mes premiers usinage avec ma cnc home made (usinage poly mirroir d'alu). Les réglages par défauts de génération des facettes sous solidworks sont assez grossier mais ça se règle bien.
Sorry, only registered users may post in this forum.