soucis d'impression aide svp
Posted by yak88460
|
soucis d'impression aide svp March 14, 2015 07:27PM |
Registered: 9 years ago Posts: 48 |
bonjour
j'ai un soucis d'impression quand j'imprime au bout de la 2 ou 3 ième couche ma buse touche la couche du dessous comment régler sa svp ? et un autre soucis il imprime a l'envers ?
merci pour vos réponse
j'ai un soucis d'impression quand j'imprime au bout de la 2 ou 3 ième couche ma buse touche la couche du dessous comment régler sa svp ? et un autre soucis il imprime a l'envers ?
merci pour vos réponse
|
Re: soucis d'impression aide svp March 14, 2015 11:14PM |
Registered: 10 years ago Posts: 2,014 |
|
Re: soucis d'impression aide svp March 15, 2015 07:06AM |
Registered: 9 years ago Posts: 48 |
|
Re: soucis d'impression aide svp March 15, 2015 07:58AM |
Registered: 9 years ago Posts: 48 |





Edited 1 time(s). Last edit at 03/15/2015 08:02AM by yak88460.
|
Re: soucis d'impression aide svp March 15, 2015 09:49AM |
Registered: 9 years ago Posts: 190 |
|
Re: soucis d'impression aide svp March 15, 2015 10:01AM |
Registered: 9 years ago Posts: 48 |
|
Re: soucis d'impression aide svp March 15, 2015 05:49PM |
Registered: 9 years ago Posts: 150 |
[velocirepraptor.com]
Prusa i3 rework homemade , E3D V6 homemade.
Smartrapcore 200 x 300 ,axes 8mm .
Prusa i3 rework homemade , E3D V6 homemade.
Smartrapcore 200 x 300 ,axes 8mm .
|
Re: soucis d'impression aide svp April 16, 2015 03:07PM |
Registered: 9 years ago Posts: 107 |
je suis un peu perdu pour ces réglages....
en suivant des tutos fr et en
ils font références à cette commande m503
je voulais savoir si dans marlin cette commande interroge la ligne
DEFAULT_AXIS_STEPS_PER_UNIT
car si je passe par pronterface j'ai
M92 X78.74 Y78.74 Z533.33 E836.00
et si je lit mon config.h
je lit
78.7402,78.7402,200.0*8/3,94.4962144*1.1
j'ai modifié la fin car ça a des incidences sur la vitesse de la poulie sauf que je ne comprends pas ma commande
elle est issue d'une relativité avec le pi du périmètre que j'ai trouvé ici
en fait mon origine était celle-ci
80,80,398.269957,94.4962144
la vitesse était très lente, mais le repère pour le test était bon (temps : 30secondes environ)
si je modifie avec la valeur que v ous avez en haut la vitesse est d'environ 5 secondes mais l'unité ne correspond plus ce n'est plus du mm mais du cm (c'est affreux)
en fait je ne sais pas si je psycote pa trop sur la vitesse... 30 secondes pour 10 cm de pla c'est bon ??
ha j'oubliait mon config.h est celui-ci
Edited 3 time(s). Last edit at 04/16/2015 05:40PM by mks_1.2_i3.
en suivant des tutos fr et en
ils font références à cette commande m503
je voulais savoir si dans marlin cette commande interroge la ligne
DEFAULT_AXIS_STEPS_PER_UNIT
car si je passe par pronterface j'ai
M92 X78.74 Y78.74 Z533.33 E836.00
et si je lit mon config.h
je lit
78.7402,78.7402,200.0*8/3,94.4962144*1.1
j'ai modifié la fin car ça a des incidences sur la vitesse de la poulie sauf que je ne comprends pas ma commande
elle est issue d'une relativité avec le pi du périmètre que j'ai trouvé ici
en fait mon origine était celle-ci
80,80,398.269957,94.4962144
la vitesse était très lente, mais le repère pour le test était bon (temps : 30secondes environ)
si je modifie avec la valeur que v ous avez en haut la vitesse est d'environ 5 secondes mais l'unité ne correspond plus ce n'est plus du mm mais du cm (c'est affreux)
en fait je ne sais pas si je psycote pa trop sur la vitesse... 30 secondes pour 10 cm de pla c'est bon ??
ha j'oubliait mon config.h est celui-ci
#ifndef CONFIGURATION_H
#define CONFIGURATION_H
#include "boards.h"
#define STRING_VERSION "1.0.2"
#define STRING_URL "reprap.org"
#define STRING_VERSION_CONFIG_H __DATE__ " " __TIME__ // build date and time
#define STRING_CONFIG_H_AUTHOR "(none, default config)" // Who made the changes.
#define STRING_SPLASH_LINE1 "v" STRING_VERSION // will be shown during bootup in line 1
#define SERIAL_PORT 0
#define BAUDRATE 250000
#ifndef MOTHERBOARD
#define MOTHERBOARD 33
#endif
#define EXTRUDERS 1
#define POWER_SUPPLY 1
#define TEMP_SENSOR_0 5
#define TEMP_SENSOR_1 0
#define TEMP_SENSOR_2 0
#define TEMP_SENSOR_3 0
#define TEMP_SENSOR_BED 1
#define MAX_REDUNDANT_TEMP_SENSOR_DIFF 10
#define TEMP_RESIDENCY_TIME 10 // (seconds)
#define TEMP_HYSTERESIS 3 // (degC) range of +/- temperatures considered "close" to the target one
#define TEMP_WINDOW 1 // (degC) Window around target to start the residency timer x degC early.
#define HEATER_0_MINTEMP 5
#define HEATER_1_MINTEMP 5
#define HEATER_2_MINTEMP 5
#define HEATER_3_MINTEMP 5
#define BED_MINTEMP 5
#define HEATER_0_MAXTEMP 275
#define HEATER_1_MAXTEMP 275
#define HEATER_2_MAXTEMP 275
#define HEATER_3_MAXTEMP 275
#define BED_MAXTEMP 150
#define PIDTEMP
#define BANG_MAX 255 // limits current to nozzle while in bang-bang mode; 255=full current
#define PID_MAX BANG_MAX // limits current to nozzle while PID is active (see PID_FUNCTIONAL_RANGE below); 255=full current
#ifdef PIDTEMP
#define PID_FUNCTIONAL_RANGE 10 // If the temperature difference between the target temperature and the actual temperature
#define PID_INTEGRAL_DRIVE_MAX PID_MAX //limit for the integral term
#define K1 0.95 //smoothing factor within the PID
#define PID_dT ((OVERSAMPLENR * 10.0)/(F_CPU / 64.0 / 256.0)) //sampling period of the temperature routine
#define DEFAULT_Kp 22.2
#define DEFAULT_Ki 1.08
#define DEFAULT_Kd 114
#endif // PIDTEMP
#define MAX_BED_POWER 255 // limits duty cycle to bed; 255=full current
#ifdef PIDTEMPBED
#define DEFAULT_bedKp 10.00
#define DEFAULT_bedKi .023
#define DEFAULT_bedKd 305.4
#endif // PIDTEMPBED
#define PREVENT_DANGEROUS_EXTRUDE
#define PREVENT_LENGTHY_EXTRUDE
#define EXTRUDE_MINTEMP 170
#define EXTRUDE_MAXLENGTH (X_MAX_LENGTH+Y_MAX_LENGTH) //prevent extrusion of very large distances.
#define ENDSTOPPULLUPS // Comment this out (using // at the start of the line) to disable the endstop pullup resistors
#ifndef ENDSTOPPULLUPS
#endif
#ifdef ENDSTOPPULLUPS
#define ENDSTOPPULLUP_XMAX
#define ENDSTOPPULLUP_YMAX
#define ENDSTOPPULLUP_ZMAX
#define ENDSTOPPULLUP_XMIN
#define ENDSTOPPULLUP_YMIN
#define ENDSTOPPULLUP_ZMIN
#endif
const bool X_MIN_ENDSTOP_INVERTING = true; // set to true to invert the logic of the endstop.
const bool Y_MIN_ENDSTOP_INVERTING = true; // set to true to invert the logic of the endstop.
const bool Z_MIN_ENDSTOP_INVERTING = true; // set to true to invert the logic of the endstop.
const bool X_MAX_ENDSTOP_INVERTING = true; // set to true to invert the logic of the endstop.
const bool Y_MAX_ENDSTOP_INVERTING = true; // set to true to invert the logic of the endstop.
const bool Z_MAX_ENDSTOP_INVERTING = true; // set to true to invert the logic of the endstop.
#define X_ENABLE_ON 0
#define Y_ENABLE_ON 0
#define Z_ENABLE_ON 0
#define E_ENABLE_ON 0 // For all extruders
#define DISABLE_X false
#define DISABLE_Y false
#define DISABLE_Z false
#define DISABLE_E false // For all extruders
#define DISABLE_INACTIVE_EXTRUDER true //disable only inactive extruders and keep active extruder enabled
#define INVERT_X_DIR true // for Mendel set to false, for Orca set to true
#define INVERT_Y_DIR false // for Mendel set to true, for Orca set to false
#define INVERT_Z_DIR true // for Mendel set to false, for Orca set to true
#define INVERT_E0_DIR false // for direct drive extruder v9 set to true, for geared extruder set to false
#define INVERT_E1_DIR false // for direct drive extruder v9 set to true, for geared extruder set to false
#define INVERT_E2_DIR false // for direct drive extruder v9 set to true, for geared extruder set to false
#define INVERT_E3_DIR false // for direct drive extruder v9 set to true, for geared extruder set to false
#define X_HOME_DIR -1
#define Y_HOME_DIR -1
#define Z_HOME_DIR -1
#define min_software_endstops true // If true, axis won't move to coordinates less than HOME_POS.
#define max_software_endstops true // If true, axis won't move to coordinates greater than the defined lengths below.
#define X_MAX_POS 205
#define X_MIN_POS 0
#define Y_MAX_POS 205
#define Y_MIN_POS 0
#define Z_MAX_POS 200
#define Z_MIN_POS 0
#define X_MAX_LENGTH (X_MAX_POS - X_MIN_POS)
#define Y_MAX_LENGTH (Y_MAX_POS - Y_MIN_POS)
#define Z_MAX_LENGTH (Z_MAX_POS - Z_MIN_POS)
#define Z_PROBE_REPEATABILITY_TEST // If not commented out, Z-Probe Repeatability test will be included if Auto Bed Leveling is Enabled.
#ifdef ENABLE_AUTO_BED_LEVELING
#define AUTO_BED_LEVELING_GRID
#ifdef AUTO_BED_LEVELING_GRID
#define LEFT_PROBE_BED_POSITION 15
#define RIGHT_PROBE_BED_POSITION 170
#define BACK_PROBE_BED_POSITION 180
#define FRONT_PROBE_BED_POSITION 20
#define AUTO_BED_LEVELING_GRID_POINTS 2
#else // not AUTO_BED_LEVELING_GRID
#define ABL_PROBE_PT_1_X 15
#define ABL_PROBE_PT_1_Y 180
#define ABL_PROBE_PT_2_X 15
#define ABL_PROBE_PT_2_Y 20
#define ABL_PROBE_PT_3_X 170
#define ABL_PROBE_PT_3_Y 20
#endif // AUTO_BED_LEVELING_GRID
#define X_PROBE_OFFSET_FROM_EXTRUDER -25
#define Y_PROBE_OFFSET_FROM_EXTRUDER -29
#define Z_PROBE_OFFSET_FROM_EXTRUDER -12.35
#define Z_RAISE_BEFORE_HOMING 4 // (in mm) Raise Z before homing (G28) for Probe Clearance.
#define XY_TRAVEL_SPEED 8000 // X and Y axis travel speed between probes, in mm/min
#define Z_RAISE_BEFORE_PROBING 15 //How much the extruder will be raised before traveling to the first probing point.
#define Z_RAISE_BETWEEN_PROBINGS 5 //How much the extruder will be raised when traveling from between next probing points
#define Z_SAFE_HOMING // This feature is meant to avoid Z homing with probe outside the bed area.
#ifdef Z_SAFE_HOMING
#define Z_SAFE_HOMING_X_POINT (X_MAX_LENGTH/2) // X point for Z homing when homing all axis (G28)
#define Z_SAFE_HOMING_Y_POINT (Y_MAX_LENGTH/2) // Y point for Z homing when homing all axis (G28)
#endif
#ifdef AUTO_BED_LEVELING_GRID // Check if Probe_Offset * Grid Points is greater than Probing Range
#if X_PROBE_OFFSET_FROM_EXTRUDER < 0
#if (-(X_PROBE_OFFSET_FROM_EXTRUDER * (AUTO_BED_LEVELING_GRID_POINTS-1)) >= (RIGHT_PROBE_BED_POSITION - LEFT_PROBE_BED_POSITION))
#error "The X axis probing range is not enough to fit all the points defined in AUTO_BED_LEVELING_GRID_POINTS"
#endif
#else
#if ((X_PROBE_OFFSET_FROM_EXTRUDER * (AUTO_BED_LEVELING_GRID_POINTS-1)) >= (RIGHT_PROBE_BED_POSITION - LEFT_PROBE_BED_POSITION))
#error "The X axis probing range is not enough to fit all the points defined in AUTO_BED_LEVELING_GRID_POINTS"
#endif
#endif
#if Y_PROBE_OFFSET_FROM_EXTRUDER < 0
#if (-(Y_PROBE_OFFSET_FROM_EXTRUDER * (AUTO_BED_LEVELING_GRID_POINTS-1)) >= (BACK_PROBE_BED_POSITION - FRONT_PROBE_BED_POSITION))
#error "The Y axis probing range is not enough to fit all the points defined in AUTO_BED_LEVELING_GRID_POINTS"
#endif
#else
#if ((Y_PROBE_OFFSET_FROM_EXTRUDER * (AUTO_BED_LEVELING_GRID_POINTS-1)) >= (BACK_PROBE_BED_POSITION - FRONT_PROBE_BED_POSITION))
#error "The Y axis probing range is not enough to fit all the points defined in AUTO_BED_LEVELING_GRID_POINTS"
#endif
#endif
#endif
#endif // ENABLE_AUTO_BED_LEVELING
#define MANUAL_X_HOME_POS 0
#define MANUAL_Y_HOME_POS 0
#define MANUAL_Z_HOME_POS 0
#define NUM_AXIS 4 // The axis order in all axis related arrays is X, Y, Z, E
#define HOMING_FEEDRATE {50*60, 50*60, 4*60, 0} // set the homing speeds (mm/min)
#define DEFAULT_AXIS_STEPS_PER_UNIT {78.7402,78.7402,200.0*8/3,94.4962144*1.1} // default steps per unit for Ultimaker
#define DEFAULT_MAX_FEEDRATE {500, 500, 5, 25} // (mm/sec)
#define DEFAULT_MAX_ACCELERATION {1000,1000,100,10000} // X, Y, Z, E maximum start speed for accelerated moves. E default values are good for Skeinforge 40+, for older versions raise them a lot.
#define DEFAULT_ACCELERATION 500 // X, Y, Z and E max acceleration in mm/s^2 for printing moves
#define DEFAULT_RETRACT_ACCELERATION 500 // X, Y, Z and E max acceleration in mm/s^2 for retracts
#define DEFAULT_XYJERK 20.0 // (mm/sec)
#define DEFAULT_ZJERK 0.4 // (mm/sec)
#define DEFAULT_EJERK 5.0 // (mm/sec)
#define CUSTOM_M_CODES
#ifdef CUSTOM_M_CODES
#define CUSTOM_M_CODE_SET_Z_PROBE_OFFSET 851
#define Z_PROBE_OFFSET_RANGE_MIN -15
#define Z_PROBE_OFFSET_RANGE_MAX -5
#endif
#define PLA_PREHEAT_HOTEND_TEMP 180
#define PLA_PREHEAT_HPB_TEMP 70
#define PLA_PREHEAT_FAN_SPEED 255 // Insert Value between 0 and 255
#define ABS_PREHEAT_HOTEND_TEMP 240
#define ABS_PREHEAT_HPB_TEMP 100
#define ABS_PREHEAT_FAN_SPEED 255 // Insert Value between 0 and 255
#define LANGUAGE_INCLUDE GENERATE_LANGUAGE_INCLUDE(en)
#define DISPLAY_CHARSET_HD44780_JAPAN // "ääööüüß23°"
#define REPRAP_DISCOUNT_SMART_CONTROLLER
#if defined (MAKRPANEL)
#define DOGLCD
#define SDSUPPORT
#define ULTIPANEL
#define NEWPANEL
#define DEFAULT_LCD_CONTRAST 17
#endif
#if defined(miniVIKI) || defined(VIKI2)
#define ULTRA_LCD //general LCD support, also 16x2
#define DOGLCD // Support for SPI LCD 128x64 (Controller ST7565R graphic Display Family)
#define ULTIMAKERCONTROLLER //as available from the Ultimaker online store.
#ifdef miniVIKI
#define DEFAULT_LCD_CONTRAST 95
#else
#define DEFAULT_LCD_CONTRAST 40
#endif
#define ENCODER_PULSES_PER_STEP 4
#define ENCODER_STEPS_PER_MENU_ITEM 1
#endif
#if defined (REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER)
#define DOGLCD
#define U8GLIB_ST7920
#define REPRAP_DISCOUNT_SMART_CONTROLLER
#endif
#if defined(ULTIMAKERCONTROLLER) || defined(REPRAP_DISCOUNT_SMART_CONTROLLER) || defined(G3D_PANEL)
#define ULTIPANEL
#define NEWPANEL
#endif
#if defined(REPRAPWORLD_KEYPAD)
#define NEWPANEL
#define ULTIPANEL
#endif
#if defined(RA_CONTROL_PANEL)
#define ULTIPANEL
#define NEWPANEL
#define LCD_I2C_TYPE_PCA8574
#define LCD_I2C_ADDRESS 0x27 // I2C Address of the port expander
#endif
#ifdef LCD_I2C_SAINSMART_YWROBOT
#define LCD_I2C_TYPE_PCF8575
#define LCD_I2C_ADDRESS 0x27 // I2C Address of the port expander
#define NEWPANEL
#define ULTIPANEL
#endif
#ifdef LCD_I2C_PANELOLU2
#define LCD_I2C_TYPE_MCP23017
#define LCD_I2C_ADDRESS 0x20 // I2C Address of the port expander
#define LCD_USE_I2C_BUZZER //comment out to disable buzzer on LCD
#define NEWPANEL
#define ULTIPANEL
#ifndef ENCODER_PULSES_PER_STEP
#define ENCODER_PULSES_PER_STEP 4
#endif
#ifndef ENCODER_STEPS_PER_MENU_ITEM
#define ENCODER_STEPS_PER_MENU_ITEM 1
#endif
#ifdef LCD_USE_I2C_BUZZER
#define LCD_FEEDBACK_FREQUENCY_HZ 1000
#define LCD_FEEDBACK_FREQUENCY_DURATION_MS 100
#endif
#endif
#ifdef LCD_I2C_VIKI
#define LCD_I2C_TYPE_MCP23017
#define LCD_I2C_ADDRESS 0x20 // I2C Address of the port expander
#define LCD_USE_I2C_BUZZER //comment out to disable buzzer on LCD (requires LiquidTWI2 v1.2.3 or later)
#define NEWPANEL
#define ULTIPANEL
#endif
#ifdef SAV_3DLCD
#define SR_LCD_2W_NL // Non latching 2 wire shiftregister
#define NEWPANEL
#define ULTIPANEL
#endif
#ifdef ULTIPANEL
#define SDSUPPORT
#define ULTRA_LCD
#ifdef DOGLCD // Change number of lines to match the DOG graphic display
#define LCD_WIDTH 22
#define LCD_HEIGHT 5
#else
#define LCD_WIDTH 20
#define LCD_HEIGHT 4
#endif
#else //no panel but just LCD
#ifdef ULTRA_LCD
#ifdef DOGLCD // Change number of lines to match the 128x64 graphics display
#define LCD_WIDTH 22
#define LCD_HEIGHT 5
#else
#define LCD_WIDTH 16
#define LCD_HEIGHT 2
#endif
#endif
#endif
#ifdef DOGLCD
# ifndef DEFAULT_LCD_CONTRAST
# define DEFAULT_LCD_CONTRAST 32
# endif
#endif
#define SOFT_PWM_SCALE 0
#define FILAMENT_SENSOR_EXTRUDER_NUM 0 //The number of the extruder that has the filament sensor (0,1,2)
#define MEASUREMENT_DELAY_CM 14 //measurement delay in cm. This is the distance from filament sensor to middle of barrel
#define DEFAULT_NOMINAL_FILAMENT_DIA 3.0 //Enter the diameter (in mm) of the filament generally used (3.0 mm or 1.75 mm) - this is then used in the slicer software. Used for sensor reading validation
#define MEASURED_UPPER_LIMIT 3.30 //upper limit factor used for sensor reading validation in mm
#define MEASURED_LOWER_LIMIT 1.90 //lower limit factor for sensor reading validation in mm
#define MAX_MEASUREMENT_DELAY 20 //delay buffer size in bytes (1 byte = 1cm)- limits maximum measurement delay allowable (must be larger than MEASUREMENT_DELAY_CM and lower number saves RAM)
#define DEFAULT_MEASURED_FILAMENT_DIA DEFAULT_NOMINAL_FILAMENT_DIA //set measured to nominal initially
#include "Configuration_adv.h"
#include "thermistortables.h"
#endif //__CONFIGURATION_H
Edited 3 time(s). Last edit at 04/16/2015 05:40PM by mks_1.2_i3.
|
Re: soucis d'impression aide svp April 17, 2015 02:51AM |
Registered: 9 years ago Posts: 257 |
Salut,
Les Step per mm (impulsions par millimètre) ça se calcule en fonction de tes poulies (X Y), de tes tiges filetées (Z), du nombre de pas de tes moteurs, et du nombre de micropas configurés sur tes stepsticks. Donc tu devrais avoir des valeurs entières.
Pour une configuration d'i3 classique, avec poulies GT2 20 dents, tiges M5, 16 micropas, tu devrais avoir:
#define DEFAULT_AXIS_STEPS_PER_UNIT {80,80,400, XX_E_a_calculer_XX } // default steps per unit for Ultimaker
Je pense que tu avais déjà un gros souci en Z... Refait tous les calculs!
Pour l'extrudeur, il faut y aller par talonnement: tu demandes une mesure, tu regardes ce qui sort, et tu ajuste la valeur avec un produit en croix.
De l'aide pour les calculs:
[prusaprinters.org]
Prusa i3 - e3d v5 - Gnu/Linux - Pronterface - Slic3r - Octoprint - Rpi - French
Les Step per mm (impulsions par millimètre) ça se calcule en fonction de tes poulies (X Y), de tes tiges filetées (Z), du nombre de pas de tes moteurs, et du nombre de micropas configurés sur tes stepsticks. Donc tu devrais avoir des valeurs entières.
Pour une configuration d'i3 classique, avec poulies GT2 20 dents, tiges M5, 16 micropas, tu devrais avoir:
#define DEFAULT_AXIS_STEPS_PER_UNIT {80,80,400, XX_E_a_calculer_XX } // default steps per unit for Ultimaker
Je pense que tu avais déjà un gros souci en Z... Refait tous les calculs!
Pour l'extrudeur, il faut y aller par talonnement: tu demandes une mesure, tu regardes ce qui sort, et tu ajuste la valeur avec un produit en croix.
De l'aide pour les calculs:
[prusaprinters.org]
Prusa i3 - e3d v5 - Gnu/Linux - Pronterface - Slic3r - Octoprint - Rpi - French
|
Re: soucis d'impression aide svp April 17, 2015 03:04AM |
Registered: 12 years ago Posts: 766 |
C'est pas 4000 pour les step/mm du Z avec des tiges M5?
Pour le M503 ça te fais remonter toutes les infos intéressante du FW (step/mm , accélération, jerk, vitesse max...) Bref tu peux avoir ces infos avec repetier host avec l'onglet config > config eeprom du firmware, tu auras une fenétre qui apparaitra avec les mémes infos qu'avec un M503
Aprés personnellement je trouve que tes accélérations sont un chouilla basse.
Tu utilises quoi comme extrudeur? direct drive ou geared?
Pour le M503 ça te fais remonter toutes les infos intéressante du FW (step/mm , accélération, jerk, vitesse max...) Bref tu peux avoir ces infos avec repetier host avec l'onglet config > config eeprom du firmware, tu auras une fenétre qui apparaitra avec les mémes infos qu'avec un M503
Aprés personnellement je trouve que tes accélérations sont un chouilla basse.
Tu utilises quoi comme extrudeur? direct drive ou geared?
|
Re: soucis d'impression aide svp April 17, 2015 03:17AM |
Registered: 9 years ago Posts: 257 |
|
Re: soucis d'impression aide svp April 17, 2015 03:42AM |
Registered: 9 years ago Posts: 107 |
merci sincèrement pour vos reply
il va falloir que je me fournisse un pied à coulisse, ceux que j'ai ne sont plus lisible rouillés...)
et aussi démonter l'extruder (moteur, fan...) pour mesurer le pignon d'entrainement...
si non je vais regarder les données techniques...
je vous tient au courant...
il va falloir que je me fournisse un pied à coulisse, ceux que j'ai ne sont plus lisible rouillés...)
et aussi démonter l'extruder (moteur, fan...) pour mesurer le pignon d'entrainement...
si non je vais regarder les données techniques...
je vous tient au courant...
|
Re: soucis d'impression aide svp April 17, 2015 03:50AM |
Registered: 9 years ago Posts: 107 |
Quote
Djamuka
C'est pas 4000 pour les step/mm du Z avec des tiges M5?
Pour le M503 ça te fais remonter toutes les infos intéressante du FW (step/mm , accélération, jerk, vitesse max...) Bref tu peux avoir ces infos avec repetier host avec l'onglet config > config eeprom du firmware, tu auras une fenétre qui apparaitra avec les mémes infos qu'avec un M503
Aprés personnellement je trouve que tes accélérations sont un chouilla basse.
Tu utilises quoi comme extrudeur? direct drive ou geared?
oui j'avais déjà vu ça dans repetier...
chouilla c'est qui me semblait...
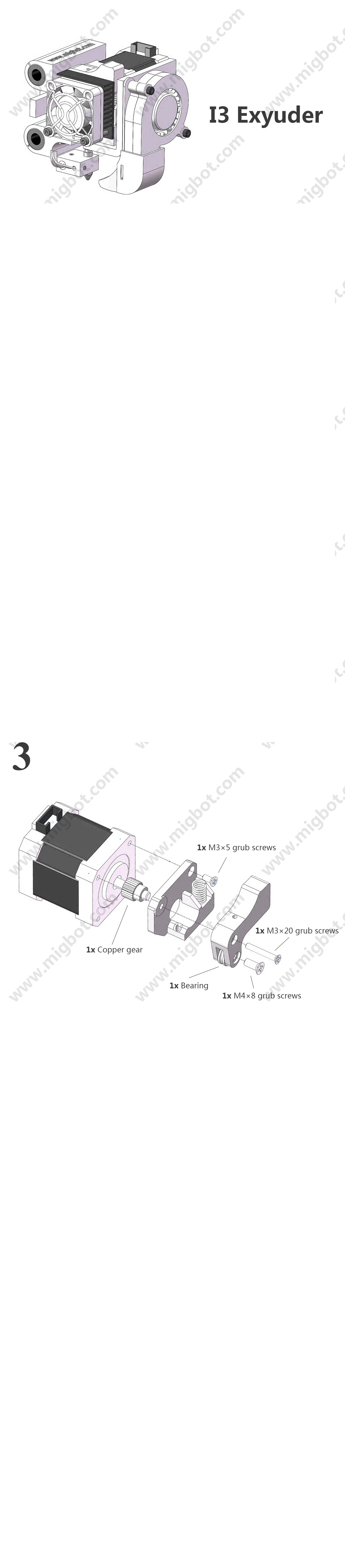
extruder bonne question, tu parle de la buse ou d'autre chose geared (me fait penser au moteur, si c'est le cas c'est le même que les autres xyz)
voir doc joint ils ne parlent pas de la config de la roue crantée
Edited 1 time(s). Last edit at 04/17/2015 03:54AM by mks_1.2_i3.
|
Re: soucis d'impression aide svp April 17, 2015 04:55AM |
Registered: 9 years ago Posts: 107 |
Quote
kimented_
Salut,
Les Step per mm (impulsions par millimètre) ça se calcule en fonction de tes poulies (X Y), de tes tiges filetées (Z), du nombre de pas de tes moteurs, et du nombre de micropas configurés sur tes stepsticks. Donc tu devrais avoir des valeurs entières.
Pour une configuration d'i3 classique, avec poulies GT2 20 dents, tiges M5, 16 micropas, tu devrais avoir:
#define DEFAULT_AXIS_STEPS_PER_UNIT {80,80,400, XX_E_a_calculer_XX } // default steps per unit for Ultimaker
Je pense que tu avais déjà un gros souci en Z... Refait tous les calculs!
Pour l'extrudeur, il faut y aller par talonnement: tu demandes une mesure, tu regardes ce qui sort, et tu ajuste la valeur avec un produit en croix.
De l'aide pour les calculs:
[prusaprinters.org]
donc pour les mesures je ne tient pas compte de ces chiffres horribles
,200.0*8/3,94.4962144*1.1
qui donnent par m503
Z533.33 E836.00
je calcule et met directement les chiffres
merci
je ne maîtrise pas encore l'arduino mais ça ma pas l'air trop compliqué...
@+
|
Re: soucis d'impression aide svp April 17, 2015 04:56AM |
Registered: 12 years ago Posts: 766 |
l'extrudeur est un MK8 c'est du direct, c'est à dire que l'entrainement se fait sans passer par des pignons :
Geared:
Direct:
De ce que j'ai pu lire sur les step/mm de l'extru, une valeur entre 150 et 154 parait bonne, en tous les cas te donneras une bonne base.
Et c'est sur que le pied à coulisse est indispensable pour finir de calibrer ton imprimante.
Donc :
#define DEFAULT_AXIS_STEPS_PER_UNIT {80,80,4000,152 }
et pour les accélérations je verrais plus quelque chose de ce style:
#define DEFAULT_MAX_ACCELERATION {3000,3000,100,5000}
#define DEFAULT_ACCELERATION 2500
#define DEFAULT_RETRACT_ACCELERATION 3000
Je suis ok de voir la valeur de 533.33 pour le Z, par contre le E836 c'est pas logique avec le step/mm que tu as donné c'est à dire 94.4662144 * 1.1 = 103.91 ...
Edited 3 time(s). Last edit at 04/17/2015 05:21AM by Djamuka.
Geared:

Direct:

De ce que j'ai pu lire sur les step/mm de l'extru, une valeur entre 150 et 154 parait bonne, en tous les cas te donneras une bonne base.
Et c'est sur que le pied à coulisse est indispensable pour finir de calibrer ton imprimante.
Donc :
#define DEFAULT_AXIS_STEPS_PER_UNIT {80,80,4000,152 }
et pour les accélérations je verrais plus quelque chose de ce style:
#define DEFAULT_MAX_ACCELERATION {3000,3000,100,5000}
#define DEFAULT_ACCELERATION 2500
#define DEFAULT_RETRACT_ACCELERATION 3000
Quote
,200.0*8/3,94.4962144*1.1
qui donnent par m503
Z533.33 E836.00
Je suis ok de voir la valeur de 533.33 pour le Z, par contre le E836 c'est pas logique avec le step/mm que tu as donné c'est à dire 94.4662144 * 1.1 = 103.91 ...
Edited 3 time(s). Last edit at 04/17/2015 05:21AM by Djamuka.
|
Re: soucis d'impression aide svp April 17, 2015 05:16AM |
Registered: 9 years ago Posts: 107 |
bah moi non plus je n'arrive pas à interpréter
en plus tu ne me facilite pas la tâche car toi tu remplace le 1.1 par 8/3 ce qui voudrait dire que 1.1=8/3 c'est ça que tu dis ??
merci pour tes données tout de même....
pour info ma poulie crantée (pignons) ressemble à une soeur jumelle de ce que j'ai ici... sauf que le système de gâchette est en plastoc...
je vais lancer des flashs pour voir les différentes mesures
@+
Edited 2 time(s). Last edit at 04/17/2015 05:22AM by mks_1.2_i3.
en plus tu ne me facilite pas la tâche car toi tu remplace le 1.1 par 8/3 ce qui voudrait dire que 1.1=8/3 c'est ça que tu dis ??
merci pour tes données tout de même....
pour info ma poulie crantée (pignons) ressemble à une soeur jumelle de ce que j'ai ici... sauf que le système de gâchette est en plastoc...
je vais lancer des flashs pour voir les différentes mesures
@+
Edited 2 time(s). Last edit at 04/17/2015 05:22AM by mks_1.2_i3.
|
Re: soucis d'impression aide svp April 17, 2015 05:22AM |
Registered: 12 years ago Posts: 766 |
|
Re: soucis d'impression aide svp April 17, 2015 05:25AM |
Registered: 9 years ago Posts: 107 |
|
Re: soucis d'impression aide svp April 17, 2015 06:02AM |
Registered: 9 years ago Posts: 107 |
|
Re: soucis d'impression aide svp April 17, 2015 06:22AM |
Registered: 9 years ago Posts: 107 |
bon 1er modif
#define DEFAULT_AXIS_STEPS_PER_UNIT {80,80,4000,94} // default steps per unit for Ultimaker
#define DEFAULT_MAX_FEEDRATE {500, 500, 5, 25} // (mm/sec)
#define DEFAULT_MAX_ACCELERATION {9000,9000,100,10000} // X, Y, Z, E maximum start speed for accelerated moves. E default values are good for Skeinforge 40+, for older versions raise them a lot.
#define DEFAULT_ACCELERATION 3000 // X, Y, Z and E max acceleration in mm/s^2 for printing moves
#define DEFAULT_RETRACT_ACCELERATION 3000 // X, Y, Z and E max acceleration in mm/s^2 for retracts
le fil fait la bonne taille pour 1cm de test le truc c'est qu'il met 20 sec pour l'extraire...
je vais tester avec l'accélération de djam...
j'en ai profité pour changer la langue du lcd en fr
fichier joint
Edited 1 time(s). Last edit at 04/17/2015 06:26AM by mks_1.2_i3.
#define DEFAULT_AXIS_STEPS_PER_UNIT {80,80,4000,94} // default steps per unit for Ultimaker
#define DEFAULT_MAX_FEEDRATE {500, 500, 5, 25} // (mm/sec)
#define DEFAULT_MAX_ACCELERATION {9000,9000,100,10000} // X, Y, Z, E maximum start speed for accelerated moves. E default values are good for Skeinforge 40+, for older versions raise them a lot.
#define DEFAULT_ACCELERATION 3000 // X, Y, Z and E max acceleration in mm/s^2 for printing moves
#define DEFAULT_RETRACT_ACCELERATION 3000 // X, Y, Z and E max acceleration in mm/s^2 for retracts
le fil fait la bonne taille pour 1cm de test le truc c'est qu'il met 20 sec pour l'extraire...
je vais tester avec l'accélération de djam...
j'en ai profité pour changer la langue du lcd en fr
fichier joint
Edited 1 time(s). Last edit at 04/17/2015 06:26AM by mks_1.2_i3.
|
Re: soucis d'impression aide svp April 17, 2015 06:32AM |
Registered: 9 years ago Posts: 107 |
résultat avec
#define DEFAULT_AXIS_STEPS_PER_UNIT {80,80,4000,90} // default steps per unit for Ultimaker
#define DEFAULT_MAX_FEEDRATE {500, 500, 5, 25} // (mm/sec)
#define DEFAULT_MAX_ACCELERATION {3000,3000,100,5000} // X, Y, Z, E maximum start speed for accelerated moves. E default values are good for Skeinforge 40+, for older versions raise them a lot.
#define DEFAULT_ACCELERATION 2500 // X, Y, Z and E max acceleration in mm/s^2 for printing moves
#define DEFAULT_RETRACT_ACCELERATION 3000 // X, Y, Z and E max acceleration in mm/s^2 for retracts
1cm = 30sec
bon on va donc essayer en majeur...
#define DEFAULT_AXIS_STEPS_PER_UNIT {80,80,4000,90} // default steps per unit for Ultimaker
#define DEFAULT_MAX_FEEDRATE {500, 500, 5, 25} // (mm/sec)
#define DEFAULT_MAX_ACCELERATION {3000,3000,100,5000} // X, Y, Z, E maximum start speed for accelerated moves. E default values are good for Skeinforge 40+, for older versions raise them a lot.
#define DEFAULT_ACCELERATION 2500 // X, Y, Z and E max acceleration in mm/s^2 for printing moves
#define DEFAULT_RETRACT_ACCELERATION 3000 // X, Y, Z and E max acceleration in mm/s^2 for retracts
1cm = 30sec
bon on va donc essayer en majeur...
|
Re: soucis d'impression aide svp April 17, 2015 06:53AM |
Registered: 9 years ago Posts: 107 |
#define DEFAULT_AXIS_STEPS_PER_UNIT {80,80,4000,90} // default steps per unit for Ultimaker
#define DEFAULT_MAX_FEEDRATE {500, 500, 5, 25} // (mm/sec)
#define DEFAULT_MAX_ACCELERATION {9000,9000,100,10000} // X, Y, Z, E maximum start speed for accelerated moves. E default values are good for Skeinforge 40+, for older versions raise them a lot.
#define DEFAULT_ACCELERATION 5000 // X, Y, Z and E max acceleration in mm/s^2 for printing moves
#define DEFAULT_RETRACT_ACCELERATION 3000 // X, Y, Z and E max acceleration in mm/s^2 for retracts
20sec aussi
je penses que le
DEFAULT_MAX_ACCELERATION
a une incidence
#define DEFAULT_MAX_FEEDRATE {500, 500, 5, 25} // (mm/sec)
#define DEFAULT_MAX_ACCELERATION {9000,9000,100,10000} // X, Y, Z, E maximum start speed for accelerated moves. E default values are good for Skeinforge 40+, for older versions raise them a lot.
#define DEFAULT_ACCELERATION 5000 // X, Y, Z and E max acceleration in mm/s^2 for printing moves
#define DEFAULT_RETRACT_ACCELERATION 3000 // X, Y, Z and E max acceleration in mm/s^2 for retracts
20sec aussi
je penses que le
DEFAULT_MAX_ACCELERATION
a une incidence
|
Re: soucis d'impression aide svp April 17, 2015 07:18AM |
Registered: 9 years ago Posts: 107 |
rien n'y fait j'ai beau changer tel ou tel valeur en positif mais il reste à une horloge de 20sec max pour 1cm extrait
ou alors un autre fichier que config.h
quelqu'un pourrait me dire si ces valeurs sont bonnes (je parle de 1cm en 20sec) je ne sait pas sur quoi me référencer
bon je viens de retester le e836
ce qui donne ~8cm (et non mm) en 15 secondes
la demande pronterface était de 10mm et 30mm/sec
Bon je vous rassure le dernier chiffre était la mauvaise donn
tout venait de cette valeur que je suis bête !!!
tout ça pour ça!!!
bon je repasse donc à mes valeurs initiales
Edited 3 time(s). Last edit at 04/17/2015 07:43AM by mks_1.2_i3.
ou alors un autre fichier que config.h
quelqu'un pourrait me dire si ces valeurs sont bonnes (je parle de 1cm en 20sec) je ne sait pas sur quoi me référencer
bon je viens de retester le e836
ce qui donne ~8cm (et non mm) en 15 secondes
la demande pronterface était de 10mm et 30mm/sec
Bon je vous rassure le dernier chiffre était la mauvaise donn
tout venait de cette valeur que je suis bête !!!
tout ça pour ça!!!
bon je repasse donc à mes valeurs initiales
Edited 3 time(s). Last edit at 04/17/2015 07:43AM by mks_1.2_i3.
|
Re: soucis d'impression aide svp April 17, 2015 07:38AM |
Registered: 9 years ago Posts: 257 |
|
Re: soucis d'impression aide svp April 17, 2015 07:57AM |
Registered: 9 years ago Posts: 107 |
j'avait demandé à pronterface 30mm/sec
c'était le hic!!!
je vais pouvoir attaquer les tests de calibrage...
maintenant si je veux paramétrer ça avec repetier
je vais ici non ?? j'ai repetier 1.0.6
Edited 1 time(s). Last edit at 04/17/2015 08:03AM by mks_1.2_i3.
c'était le hic!!!
je vais pouvoir attaquer les tests de calibrage...
maintenant si je veux paramétrer ça avec repetier
je vais ici non ?? j'ai repetier 1.0.6

Edited 1 time(s). Last edit at 04/17/2015 08:03AM by mks_1.2_i3.
|
Re: soucis d'impression aide svp April 18, 2015 02:31PM |
Registered: 9 years ago Posts: 107 |


|
Re: soucis d'impression aide svp April 18, 2015 02:40PM |
Registered: 10 years ago Posts: 2,014 |
|
Re: soucis d'impression aide svp April 18, 2015 02:46PM |
Registered: 9 years ago Posts: 107 |
ok merci @One-T
l'extruder est pil poil... 99.... pour 100
mais je vai tester le cube
je ne sais plus ou je l'ai vu
comme j'ai pris un pied à coulisse j'aurai des mesures plus précises...
le truc c'est qu'avec cura j'ai mis 150mm/s et 0.4mm layer ça doit y jouer...
Edited 1 time(s). Last edit at 04/18/2015 02:49PM by mks_1.2_i3.
l'extruder est pil poil... 99.... pour 100
mais je vai tester le cube
je ne sais plus ou je l'ai vu
comme j'ai pris un pied à coulisse j'aurai des mesures plus précises...
le truc c'est qu'avec cura j'ai mis 150mm/s et 0.4mm layer ça doit y jouer...
Edited 1 time(s). Last edit at 04/18/2015 02:49PM by mks_1.2_i3.
|
Re: soucis d'impression aide svp April 18, 2015 03:35PM |
Registered: 9 years ago Posts: 107 |
le ptit cube de 2/2
sur l'i3 je crois qu'il y a un ptit truc qui clôche !!
1 ça bave au dessus du carré hot
le carré me donne un écart max de 0.18mm
2 y a un autre truc
en fin de tâche je n'ai pas un retour home c'est normal ?
3 les autres essais la buse était à la bonne côte pour lle first layer, et cette fois-ci j'ai juste changé le layer de 0.4 à 0.2 (on voit vraiment la différence même si ça ne l'est pas sur les photos...) et résultat il a démaré plus haut je dirai presque 2 mm au dessus ce qui explique que la base soit si mauvaise...
Edited 1 time(s). Last edit at 04/18/2015 03:39PM by mks_1.2_i3.
sur l'i3 je crois qu'il y a un ptit truc qui clôche !!
1 ça bave au dessus du carré hot

le carré me donne un écart max de 0.18mm


2 y a un autre truc
en fin de tâche je n'ai pas un retour home c'est normal ?

3 les autres essais la buse était à la bonne côte pour lle first layer, et cette fois-ci j'ai juste changé le layer de 0.4 à 0.2 (on voit vraiment la différence même si ça ne l'est pas sur les photos...) et résultat il a démaré plus haut je dirai presque 2 mm au dessus ce qui explique que la base soit si mauvaise...
Edited 1 time(s). Last edit at 04/18/2015 03:39PM by mks_1.2_i3.
|
Re: soucis d'impression aide svp April 22, 2015 08:43AM |
Registered: 9 years ago Posts: 107 |
je viens de vérifier au pied à coulisse et mon plateau fait bien une banane au centre,
ce qui va poser problème pour des pièces de grande taille...
je me suis donc remis à calibrer pour vérifier
j'ai déplacé à l'extrémité gauche du centre avec une rotation de 90 (pour que les 2 pièces restent le plus proche de l'axe des vis de réglages)
et l'assemblage deviendrait possible encore un peu à affiner
j'ai aussi changé la colle spray par de la colle écolière (celle qui rappel le plâtre...)
de gauche à droit historique ( les 3 à gauche avec spray centre, puis extrémité avec un infill 0.38 15% layer 0.5 en 2"41 mn
résultat du changement de colle ( droite 1ère)
je vais essayer d'adapter un auto bed dessus
Edited 1 time(s). Last edit at 04/22/2015 02:18PM by mks_1.2_i3.
ce qui va poser problème pour des pièces de grande taille...
je me suis donc remis à calibrer pour vérifier
j'ai déplacé à l'extrémité gauche du centre avec une rotation de 90 (pour que les 2 pièces restent le plus proche de l'axe des vis de réglages)
et l'assemblage deviendrait possible encore un peu à affiner
j'ai aussi changé la colle spray par de la colle écolière (celle qui rappel le plâtre...)
de gauche à droit historique ( les 3 à gauche avec spray centre, puis extrémité avec un infill 0.38 15% layer 0.5 en 2"41 mn

résultat du changement de colle ( droite 1ère)

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
je vais essayer d'adapter un auto bed dessus
Edited 1 time(s). Last edit at 04/22/2015 02:18PM by mks_1.2_i3.
Sorry, only registered users may post in this forum.