Anti-ooze nozzle
Posted by Lampbus
|
Re: Anti-ooze nozzle August 24, 2008 09:48AM |
Registered: 15 years ago Posts: 6 |
One additional though on providing a valve for the nozzle. Use a steel valve plug with an externally generated magnetic field to open the valve. Once the field is removed, the valve will drop back to the closed position (a small spring may be required to assist). The magnet could be an electromagnet or a alnico permanent magnet lowered to the point it attracts the valve and raised to release it (as alnico is rated to above 900F before demagnetizing). If the valve needs further encouragement to close, drop the magnet further to pull it shut or magnetize the valve and reverse the electromagnet to "push" it closed (turning it into a push-pull solenoid rather than just a pull type).
|
Re: Anti-ooze nozzle August 24, 2008 09:53AM |
Registered: 16 years ago Posts: 361 |
|
Re: Anti-ooze nozzle August 24, 2008 10:31AM |
Admin Registered: 17 years ago Posts: 1,915 |
Ru Wrote:
-------------------------------------------------------
> We seem to be coming full circle here. I'm
> curious; what is wrong with the original solenoid
> valve design that so many complex alternatives
> have been suggested?
I asked Adrian just that question in the comments on the main blog after he posted his new design. Apparently the original design tended to leak.
-------------------------------------------------------
> We seem to be coming full circle here. I'm
> curious; what is wrong with the original solenoid
> valve design that so many complex alternatives
> have been suggested?
I asked Adrian just that question in the comments on the main blog after he posted his new design. Apparently the original design tended to leak.
|
Re: Anti-ooze nozzle August 24, 2008 10:53AM |
Registered: 16 years ago Posts: 361 |
|
Re: Anti-ooze nozzle August 24, 2008 12:51PM |
Admin Registered: 17 years ago Posts: 1,915 |
|
Re: Anti-ooze nozzle August 25, 2008 08:06AM |
Registered: 15 years ago Posts: 152 |
Forrest Higgs Wrote:
-------------------------------------------------------
> Here's the comment that Adrian made...
>
> "Forrest: the previous one leaked, as it says. The
> problem is getting the crossing point in the
> middle of the flow."
Did it leak because the wire wasn't precisely in the middle of the flow, or because the wire didn't seal the wire hole?
If it's because it wasn't exactly in the middle, then perhaps we could use a flat strip instead of a wire (such that the strip is wider than the opening and doesn't need to be so precisely aligned). Or perhaps just a larger diameter wire...
-------------------------------------------------------
> Here's the comment that Adrian made...
>
> "Forrest: the previous one leaked, as it says. The
> problem is getting the crossing point in the
> middle of the flow."
Did it leak because the wire wasn't precisely in the middle of the flow, or because the wire didn't seal the wire hole?
If it's because it wasn't exactly in the middle, then perhaps we could use a flat strip instead of a wire (such that the strip is wider than the opening and doesn't need to be so precisely aligned). Or perhaps just a larger diameter wire...
|
Re: Anti-ooze nozzle August 25, 2008 11:06AM |
Admin Registered: 17 years ago Posts: 1,915 |
|
Re: Anti-ooze nozzle August 25, 2008 08:49PM |
Registered: 15 years ago Posts: 152 |
Forrest Higgs Wrote:
-------------------------------------------------------
> Ask Adrian.
>
> The flat strip idea looked great till I started
> wondering how you mill a flat slot into the
> extruder barrel to seat it.
Maybe it's time to start considering the possibility of casting the nozzle?
Alternately, you could just mill it like you would mill the normal hole, except as a sort of rounded-corner rectangle cross section (not sure what the actual word for this is, but I don't think it's an ellipse). I never said the flat strip had to be extremely thin; it could be just as thick as the previously tried wire.
I think a larger diameter wire would be preferable to such a strip, though. It would be simpler to construct and use and doesn't really have a significant disadvantage.
-------------------------------------------------------
> Ask Adrian.
>
> The flat strip idea looked great till I started
> wondering how you mill a flat slot into the
> extruder barrel to seat it.
Maybe it's time to start considering the possibility of casting the nozzle?
Alternately, you could just mill it like you would mill the normal hole, except as a sort of rounded-corner rectangle cross section (not sure what the actual word for this is, but I don't think it's an ellipse). I never said the flat strip had to be extremely thin; it could be just as thick as the previously tried wire.
I think a larger diameter wire would be preferable to such a strip, though. It would be simpler to construct and use and doesn't really have a significant disadvantage.
|
Re: Anti-ooze nozzle August 25, 2008 11:47PM |
Admin Registered: 17 years ago Posts: 1,915 |
|
Re: Anti-ooze nozzle August 26, 2008 02:28AM |
Registered: 15 years ago Posts: 152 |
Forrest Higgs Wrote:
-------------------------------------------------------
> This seems like a lot of trouble and extra
> complexity to go to just to avoid having to peel
> off some fuzz off your print.
Not if you plan to use your print as a pattern for a metal cast - the quality of the parts, which could be improved by having a proper anti-ooze, could be quite important in metal parts, if, say, they were used in mechanical machines.
Even with the plain plastic parts it could be important, depending on use (though less of a problem, as plastic tends to be more forgiving [as far as I know]).
But honestly, while the cast nozzle idea is overly complex, drilling a hole for a larger wire is not... so, that's that (if it works).
-------------------------------------------------------
> This seems like a lot of trouble and extra
> complexity to go to just to avoid having to peel
> off some fuzz off your print.
Not if you plan to use your print as a pattern for a metal cast - the quality of the parts, which could be improved by having a proper anti-ooze, could be quite important in metal parts, if, say, they were used in mechanical machines.
Even with the plain plastic parts it could be important, depending on use (though less of a problem, as plastic tends to be more forgiving [as far as I know]).
But honestly, while the cast nozzle idea is overly complex, drilling a hole for a larger wire is not... so, that's that (if it works).
|
Re: Anti-ooze nozzle August 26, 2008 02:59AM |
Admin Registered: 17 years ago Posts: 1,915 |
Joshua Merchant Wrote:
-------------------------------------------------------
>
> But honestly, while the cast nozzle idea is overly
> complex, drilling a hole for a larger wire is
> not... so, that's that (if it works).
>
ROTFLMAO! Okay, drill a small hole for the shutoff valve and it leaks. So we drill a bigger one and it doesn't?
-------------------------------------------------------
>
> But honestly, while the cast nozzle idea is overly
> complex, drilling a hole for a larger wire is
> not... so, that's that (if it works).
>
ROTFLMAO! Okay, drill a small hole for the shutoff valve and it leaks. So we drill a bigger one and it doesn't?
|
Re: Anti-ooze nozzle August 26, 2008 05:05AM |
Registered: 16 years ago Posts: 361 |
Quote
Okay, drill a small hole for the shutoff valve and it leaks. So we drill a bigger one and it doesn't?
Well, if the problem was caused by the filament oozing around the side of a poorly centered valve wire, then yes. A valve wire with a bigger diameter than the nozzle would be less likely to leak, surely?
Quote
This seems like a lot of trouble and extra complexity to go to just to avoid having to peel off some fuzz off your print.
Nah, for proper yak-shaving ( [sethgodin.typepad.com] ) levels of complexity, you should be looking at building a metal sintering device or 5 axis EDM tool or similar
|
Re: Anti-ooze nozzle August 26, 2008 07:32AM |
Admin Registered: 17 years ago Posts: 1,915 |
Ru Wrote:
-------------------------------------------------------
>
> Nah, for proper yak-shaving (
> [sethgodin.typepad.com]
> nt_shave_that.html ) levels of complexity, you
> should be looking at building a metal sintering
> device or 5 axis EDM tool or similar
>
Only going after 2.5D with the EDM machine I'm building.
-------------------------------------------------------
>
> Nah, for proper yak-shaving (
> [sethgodin.typepad.com]
> nt_shave_that.html ) levels of complexity, you
> should be looking at building a metal sintering
> device or 5 axis EDM tool or similar
>
Only going after 2.5D with the EDM machine I'm building.
|
Re: Anti-ooze nozzle September 06, 2008 08:35AM |
Registered: 15 years ago Posts: 152 |
Just to cite it:
> Forrest: the previous one leaked, as it says. The
> problem is getting the crossing point in the middle
> of the flow.
-posted in comments by Adrian Bowyer here [blog.reprap.org]
Also in those comments:
> Hi
>
> Could you use a wire with a larger diameter and
> just drill across a plain nozzle? The increase in
> diameter being enough to cope with the inevitable
> misalignment to the nozzle hole.
> Using a simple Vee jig with a guide hole aligned
> by the Vee can be pretty accurate.
-Posted by Ian
And the reply:
> Ian: yes, I thought that too. That'll be the next version...
-Posted by Adrian Bowyer
So basically, take your nozzle, drill a large diameter hole (the diameter of your wire, which should be larger than the diameter of the nozzle's extrusion hole cross-section at the point of intersection) through the center of the nozzle, perpendicular to the flow, without poking out the other side, and as close to the tip as possible without breaking the tip. Then shove a wire into there to stop the flow.
There shouldn't be any leakage, but if there is, it's because the wire's diameter is slightly less than the inner diameter of the wire's hole. If this is significant enough, then molten polymer will flow through the gap between the wire and the inside wall of the hole, and can flow both through the tip and out the side of the nozzle.
If all this happens upon testing, and simply using a larger wire for a smaller hole (and jamming it in there really snugly, but still movable by the solenoid) doesn't work, then we may consider coating the wire with a wrapping of silicone rubber (if it will stick). You'd have an uncoated portion at the tip which actually cuts the filament, and then the rest of the wire with the thin rubber wrapping squeezes through and blocks the flow totally. Alternately, if the tip of the nozzle doesn't leak after testing and only the side does, a simple rubber stopper attached to the outer end of the wire which hits and squeezes against the side of the nozzle when the valve is closed should do the trick.
> Forrest: the previous one leaked, as it says. The
> problem is getting the crossing point in the middle
> of the flow.
-posted in comments by Adrian Bowyer here [blog.reprap.org]
Also in those comments:
> Hi
>
> Could you use a wire with a larger diameter and
> just drill across a plain nozzle? The increase in
> diameter being enough to cope with the inevitable
> misalignment to the nozzle hole.
> Using a simple Vee jig with a guide hole aligned
> by the Vee can be pretty accurate.
-Posted by Ian
And the reply:
> Ian: yes, I thought that too. That'll be the next version...
-Posted by Adrian Bowyer
So basically, take your nozzle, drill a large diameter hole (the diameter of your wire, which should be larger than the diameter of the nozzle's extrusion hole cross-section at the point of intersection) through the center of the nozzle, perpendicular to the flow, without poking out the other side, and as close to the tip as possible without breaking the tip. Then shove a wire into there to stop the flow.
There shouldn't be any leakage, but if there is, it's because the wire's diameter is slightly less than the inner diameter of the wire's hole. If this is significant enough, then molten polymer will flow through the gap between the wire and the inside wall of the hole, and can flow both through the tip and out the side of the nozzle.
If all this happens upon testing, and simply using a larger wire for a smaller hole (and jamming it in there really snugly, but still movable by the solenoid) doesn't work, then we may consider coating the wire with a wrapping of silicone rubber (if it will stick). You'd have an uncoated portion at the tip which actually cuts the filament, and then the rest of the wire with the thin rubber wrapping squeezes through and blocks the flow totally. Alternately, if the tip of the nozzle doesn't leak after testing and only the side does, a simple rubber stopper attached to the outer end of the wire which hits and squeezes against the side of the nozzle when the valve is closed should do the trick.
|
Re: Anti-ooze nozzle September 07, 2008 03:53AM |
Registered: 16 years ago Posts: 270 |
|
Re: Anti-ooze nozzle September 07, 2008 04:20AM |
Registered: 15 years ago Posts: 152 |
|
Re: Anti-ooze nozzle November 12, 2010 09:53AM |
Registered: 15 years ago Posts: 376 |
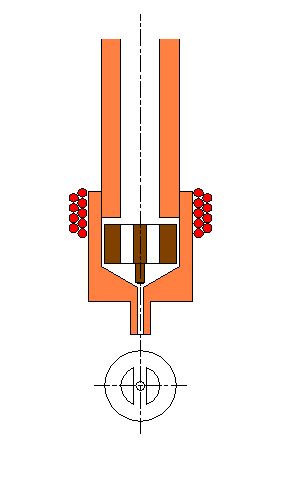
First my apologies for adding to this old post, but I'm an Automotive engineer and the best valves I have seen and neatest operation are fuel injection valves. They use a concentric pin pointing downwards to the end of the nozzle.
Fuel injector
Ignore all the bleed and spring but look at the tip of the injector.
I think if you could push the molten plastic from the side to the nozzle and have the solenoid pointing directly down this sort of valve would seal much better. It is also self adjusting as it wears. Most reprap nozzles have this form already inside them as they are drilled (118 -120 degree drill tip), so making a pointed pin wouldnt be too hard to make attached to Adrians solenoid setup pointing down. It is also self centreing due to the internal cone.
Bowden pinch wheel wire feeders would also be suited to feeding the wire from the side rather than from the top of a machine.
Taking this further if you applied a constant pressure to the molten filament (Perhaps a clutch on the pinch roller) you could pulse the injector to deposit small droplets of plastic to the workpiece. Running the plastic very hot would reduce the viscosity to assist this process.
Fuel injector
Ignore all the bleed and spring but look at the tip of the injector.
I think if you could push the molten plastic from the side to the nozzle and have the solenoid pointing directly down this sort of valve would seal much better. It is also self adjusting as it wears. Most reprap nozzles have this form already inside them as they are drilled (118 -120 degree drill tip), so making a pointed pin wouldnt be too hard to make attached to Adrians solenoid setup pointing down. It is also self centreing due to the internal cone.
Bowden pinch wheel wire feeders would also be suited to feeding the wire from the side rather than from the top of a machine.
Taking this further if you applied a constant pressure to the molten filament (Perhaps a clutch on the pinch roller) you could pulse the injector to deposit small droplets of plastic to the workpiece. Running the plastic very hot would reduce the viscosity to assist this process.
|
Re: Anti-ooze nozzle November 12, 2010 08:32PM |
Registered: 16 years ago Posts: 146 |
I think this is a great idea, especially if it's an already easy to find part.
A few concerns about it thought would be:
what temperatures can it run at?
can it be heated?
how small is the opening tip?
do you need pneumatic pump for the spring load?
if these issues would fit the project then it should work well. We'd still have to get a "pump" system for the plastic to work with it at a more liquid state, but most plastics can only get so hot before damaging it or making it carcinogenic. I haven't done much research on that part, I just try not to go over the suggested temp. I believe it's 250c on most of what we work with. (Still working on getting a working reprap.)
A few concerns about it thought would be:
what temperatures can it run at?
can it be heated?
how small is the opening tip?
do you need pneumatic pump for the spring load?
if these issues would fit the project then it should work well. We'd still have to get a "pump" system for the plastic to work with it at a more liquid state, but most plastics can only get so hot before damaging it or making it carcinogenic. I haven't done much research on that part, I just try not to go over the suggested temp. I believe it's 250c on most of what we work with. (Still working on getting a working reprap.)
|
Re: Anti-ooze nozzle November 15, 2010 04:59AM |
Registered: 15 years ago Posts: 376 |
My idea was not to use a fuel injector, but to make a valve like the end of the fuel injector and use a standard reprap nozzle and wire feed. These type of conical valve seats can stand incredible pressures (1800 bar) without leakage so would be ideal for this purpose. They seal much better than a side actuating valve that Adrian was using in his setup. I would use a standard nozzle and machine a central pin to seal the hole from the top.
The only issue I can see is feeding the wire from the side may increase the pressure required from the pinch wheel as the molten plastic has to do 90 degree bend to come out of the nozzle, but with the forces that current pinch wheel setups are now producing this probably wont be a problem
If you want to investigate using an actual injector, dont worry about temperature issues, the combustion temperatures in an engine are above 900 degrees C. But it might be more trouble than its worth trying to get one apart.
Edited 1 time(s). Last edit at 11/15/2010 05:12AM by martinprice2004.
The only issue I can see is feeding the wire from the side may increase the pressure required from the pinch wheel as the molten plastic has to do 90 degree bend to come out of the nozzle, but with the forces that current pinch wheel setups are now producing this probably wont be a problem
If you want to investigate using an actual injector, dont worry about temperature issues, the combustion temperatures in an engine are above 900 degrees C. But it might be more trouble than its worth trying to get one apart.
Edited 1 time(s). Last edit at 11/15/2010 05:12AM by martinprice2004.
|
Re: Anti-ooze nozzle November 15, 2010 05:32AM |
Admin Registered: 17 years ago Posts: 7,879 |
The idea of using a valve to stop ooze has been superseded by simply reversing the motor quickly: [hydraraptor.blogspot.com]
[www.hydraraptor.blogspot.com]
[www.hydraraptor.blogspot.com]
|
Re: Anti-ooze nozzle November 15, 2010 10:47AM |
Registered: 14 years ago Posts: 248 |
Has anyone considered the possibility of making a variable diameter nozzle?
This may help improve resolution in detailed areas of a part, but allow high print speed in areas where precision is less of a concern?
One possible benefit being that if you can make the hole smaller, you could, in theory, close it.
This may help improve resolution in detailed areas of a part, but allow high print speed in areas where precision is less of a concern?
One possible benefit being that if you can make the hole smaller, you could, in theory, close it.
|
Re: Anti-ooze nozzle November 15, 2010 12:19PM |
Admin Registered: 17 years ago Posts: 7,879 |
|
Re: Anti-ooze nozzle November 15, 2010 04:41PM |
Registered: 14 years ago Posts: 248 |
|
Re: Anti-ooze nozzle November 16, 2010 08:14AM |
Registered: 15 years ago Posts: 376 |
Reversing the motor does overcome stringing to some extent, but closing off the flow would be much better. There are quite a few advantages if you could close off the flow accurately as follows:-
1) It would mean that you could produce a part scanning the head back and forth like an inkjet printer rather than a complex path like we have to use at the moment. This would be much faster than what we do now as the head moves less to produce a part. As an interim stage you could produce the outer surfaces following the perimeter as now to give a good non string finish and infill quickly using a scanning method.
2) It opens up the possibility of a multi nozzle head. Perhaps one pressurised reservoir and a few solenoid valves. A couple of solenoids and halving the print time would be a very attractive proposition.
The varying size nozzle sounds quite a nice idea, but perhaps they could rotate in position. Similar to the lenses on a microscope.
1) It would mean that you could produce a part scanning the head back and forth like an inkjet printer rather than a complex path like we have to use at the moment. This would be much faster than what we do now as the head moves less to produce a part. As an interim stage you could produce the outer surfaces following the perimeter as now to give a good non string finish and infill quickly using a scanning method.
2) It opens up the possibility of a multi nozzle head. Perhaps one pressurised reservoir and a few solenoid valves. A couple of solenoids and halving the print time would be a very attractive proposition.
The varying size nozzle sounds quite a nice idea, but perhaps they could rotate in position. Similar to the lenses on a microscope.
|
Re: Anti-ooze nozzle November 16, 2010 08:44AM |
Registered: 14 years ago Posts: 3,742 |
Quote
martinprice2004
It would mean that you could produce a part scanning the head back and forth like an ink jet printer rather than a complex path like we have to use at the moment. This would be much faster than what we do now as the head moves less to produce a part. As an interim stage you could produce the outer surfaces following the perimeter as now to give a good non string finish and infill quickly using a scanning method.
I have to disagree with this statement!
Unless the object is a perfect rectangle you will do considerably more head movement than is currently done and the quality would suffer significantly.
You can (and should) do this in a powder printer but not for FFF.
Bob Morrison
Wörth am Rhein, Germany
"Luke, use the source!"
BLOG - PHOTOS - Thingiverse
|
Re: Anti-ooze nozzle November 16, 2010 09:49AM |
Admin Registered: 17 years ago Posts: 7,879 |
It completely cures it on my machines for both ABS and PLA.Quote
Reversing the motor does overcome stringing to some extent
Edited 1 time(s). Last edit at 11/16/2010 10:55AM by nophead.
[www.hydraraptor.blogspot.com]
|
Re: Anti-ooze nozzle November 16, 2010 09:56AM |
Registered: 14 years ago Posts: 3,742 |
The proper link to nopheads anti-ooze experiments (as provided by him in his last post).
Bob Morrison
Wörth am Rhein, Germany
"Luke, use the source!"
BLOG - PHOTOS - Thingiverse
Bob Morrison
Wörth am Rhein, Germany
"Luke, use the source!"
BLOG - PHOTOS - Thingiverse
|
Re: Anti-ooze nozzle November 16, 2010 06:21PM |
Registered: 15 years ago Posts: 376 |
Quote
Unless the object is a perfect rectangle you will do considerably more head movement than is currently done and the quality would suffer significantly.
If you could explain the perfect rectangle theory I would be obliged as I am a little confused.
Consider how in the early days of printing, most large drawings used a pen plotter to produce a drawing much the same way as Reprap machines work. It was quickly dropped in favour of a scanning head which produced a considerably faster and more reliable machine. A scanning head is now a virtual standard for all desktop printing machines. Ink flows more easily than plastic, so a gated nozzle will be more difficult with plastic, but not impossible.
As reprap machines increase in printing speed, reversing motors and using irregular paths just simply wont cut it. Stopping ooze and stringing are just a small part of what this type of head could be capable of if it could be made to work.
|
Re: Anti-ooze nozzle November 17, 2010 02:51AM |
Registered: 14 years ago Posts: 3,742 |
A scanning head with 9, 12, 16, 60, 128 or more nozzles.
The Memjet printer goes even further - it is an ink jet line printer.
But this is ink on paper not a solid object.
It was tough enough to get this to work for ink which flows very easily, for molten plastic this type of technology would pose very difficult (perhaps unsolvable) problems.
Then consider a giant 3-D letter H.
If using a simple raster scan then the lines would always be in the same direction.
This would provide no structural strength.
A fill less than 100% would also not work, for that you need at a minimum alternate vertical/horizontal scanning.
Secondly you would move the head over the entire area of the H which is 3 times the area that the current method covers.
IF you can get molten plastic in very fine drops to deposit exactly then this would work but I don't think this will succeed based on the viscosity of the material we are using.
But hey, prove me wrong!
Bob Morrison
Wörth am Rhein, Germany
"Luke, use the source!"
BLOG - PHOTOS - Thingiverse
The Memjet printer goes even further - it is an ink jet line printer.
But this is ink on paper not a solid object.
It was tough enough to get this to work for ink which flows very easily, for molten plastic this type of technology would pose very difficult (perhaps unsolvable) problems.
Then consider a giant 3-D letter H.
If using a simple raster scan then the lines would always be in the same direction.
This would provide no structural strength.
A fill less than 100% would also not work, for that you need at a minimum alternate vertical/horizontal scanning.
Secondly you would move the head over the entire area of the H which is 3 times the area that the current method covers.
IF you can get molten plastic in very fine drops to deposit exactly then this would work but I don't think this will succeed based on the viscosity of the material we are using.
But hey, prove me wrong!
Bob Morrison
Wörth am Rhein, Germany
"Luke, use the source!"
BLOG - PHOTOS - Thingiverse
|
Re: Anti-ooze nozzle November 20, 2010 03:23AM |
Registered: 13 years ago Posts: 6 |
Hi, I am new to reprap and am building my first machine. I intend to use my Huxley to print jewellers wax for making lost wax rings etc for casting. I am looking at making a print head with a solenoid valve mounted at the top with a needle valve to close off the flow of the wax. Wax is much less viscous than plastic so I am hoping that this will work. Because of the small nature of the waxes I would pre load the extruder with wax before heating the extruder to print the item. I would think, due to the fragile nature of the wax, that I would need to use a dual extruder to enable me to surround the printed wax with a water soluble wax to add support during printing. The water soluble wax would then be washed away before casting. Hope this makes sense, I have cnc'd two millimg machines previously, one 3 axis and one 4 axis. These I sold when i moved to a smaller workshop and I am hoping that my Huxley will be fit for purpose, if not then I shall enjoy printing plastics.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
Sorry, only registered users may post in this forum.