Bowden Setup Pressure and Over-Extrusion
Posted by drewsipher
|
Bowden Setup Pressure and Over-Extrusion August 20, 2012 10:57AM |
Registered: 11 years ago Posts: 5 |
Hey Guys,
Looking for some help / hints as to improvements to my Bowden extruder.
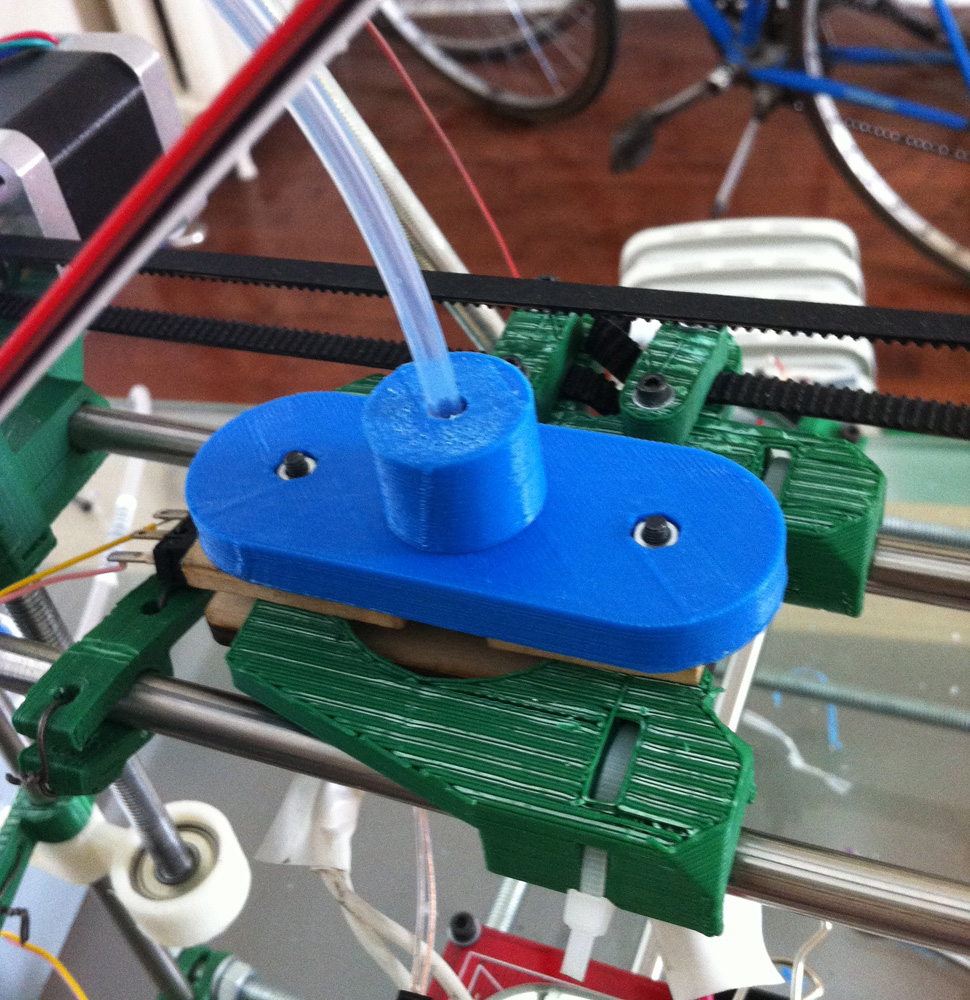
I recently converted my Gregs-Wade accessible extruder on my Prusa Mendal to a bowden extruder. I used 2mm ID Teflon tube from Seemecnc, and I made my own attachments for the tube using a 4mm nut and washer to secure it to the extruder motor and hotend. (see Attached)
The problem I have been having is that, when it's printing objects, the pressure is so great that it builds until the extruder motor actually springs backwards or the filament is gouged out and slips. However without pressure on the nozzle opening (i.e. the nozzle is not touching the bed or printing an object), the bowden seems to extrude as expected (Fairly easily, no signs of stress, and a small amount of extrusion after the motor stops).
I have a few predictions, but I'm really interested in what the community thinks.
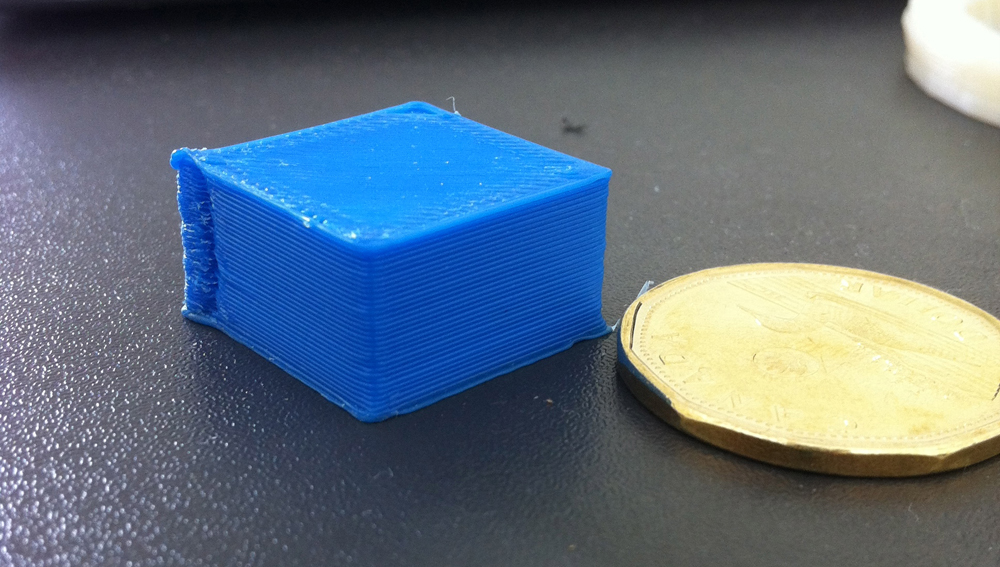
Also, I have had success printing a hollow box, but as you can see, (even with retraction on the extruder) there are big globs on one corner.
My predictions are that somewhere, there is un-necessary friction, but I don't know where.
I also think that the slicer I am using (slic3r) isn't good enough yet to cope with the time delay (Hysteresis).
I am using Slic3r and Pronterface with Marlin on a ramps 1.4 board.
any thoughts?
Thanks in advance
Looking for some help / hints as to improvements to my Bowden extruder.
I recently converted my Gregs-Wade accessible extruder on my Prusa Mendal to a bowden extruder. I used 2mm ID Teflon tube from Seemecnc, and I made my own attachments for the tube using a 4mm nut and washer to secure it to the extruder motor and hotend. (see Attached)
The problem I have been having is that, when it's printing objects, the pressure is so great that it builds until the extruder motor actually springs backwards or the filament is gouged out and slips. However without pressure on the nozzle opening (i.e. the nozzle is not touching the bed or printing an object), the bowden seems to extrude as expected (Fairly easily, no signs of stress, and a small amount of extrusion after the motor stops).
I have a few predictions, but I'm really interested in what the community thinks.
Also, I have had success printing a hollow box, but as you can see, (even with retraction on the extruder) there are big globs on one corner.
My predictions are that somewhere, there is un-necessary friction, but I don't know where.
I also think that the slicer I am using (slic3r) isn't good enough yet to cope with the time delay (Hysteresis).
I am using Slic3r and Pronterface with Marlin on a ramps 1.4 board.
any thoughts?
Thanks in advance
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Bowden Setup Pressure and Over-Extrusion August 20, 2012 09:53PM |
Registered: 13 years ago Posts: 2,947 |
This takes a lot of explaining but I will try and summerize it for you.
1) Reduce the flow as it is most likely a little high (try printing a 100% solid cube to see if you have the flow correct).
2) Reduce the printing width by using the adanced tab in slicer or tell it you are using a smaller nozzle.
3) Lower you layer height. Bowdens do not do well with thick layers (Ultimaker Nettfab default is 75micron) Tantillus's default is 150 micron (0.15)
4) The hotend need to stay cool at the top to reduce the melt zone length and reduce the friction.
1) Reduce the flow as it is most likely a little high (try printing a 100% solid cube to see if you have the flow correct).
2) Reduce the printing width by using the adanced tab in slicer or tell it you are using a smaller nozzle.
3) Lower you layer height. Bowdens do not do well with thick layers (Ultimaker Nettfab default is 75micron) Tantillus's default is 150 micron (0.15)
4) The hotend need to stay cool at the top to reduce the melt zone length and reduce the friction.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Bowden Setup Pressure and Over-Extrusion August 21, 2012 08:26AM |
Admin Registered: 12 years ago Posts: 2,569 |
5) Use "proper" attachement for the teflon tubing. Something like [www.conrad.com]π=580536&ci=SHOP_AREA_17410_0203904 if you tube OD is 4mm.
Being teflon, it is slippery and it slowly deform under pressure (we call it "creeping" around here) so it really need something that will hold it properly. Bonus, this is a quick attach/detach joint
Most of my technical comments should be correct, but is THIS one ?
Anyway, as a rule of thumb, always double check what people write.
Being teflon, it is slippery and it slowly deform under pressure (we call it "creeping" around here) so it really need something that will hold it properly. Bonus, this is a quick attach/detach joint
Most of my technical comments should be correct, but is THIS one ?
Anyway, as a rule of thumb, always double check what people write.
Sorry, only registered users may post in this forum.