|
Possible high-temp extruder barrel August 01, 2008 03:11PM |
Registered: 16 years ago Posts: 370 |
This is a bit of a spinoff from the thread at [forums.reprap.org], but I was inspired by nophead's old high-temp-extruder prototypes (full story at [hydraraptor.blogspot.com]) into coming up with a bit of a complicated change, so I thought I'd start a new thread. The primary purpose is to eliminate the PTFE thermal barrier, while simplifying construction.
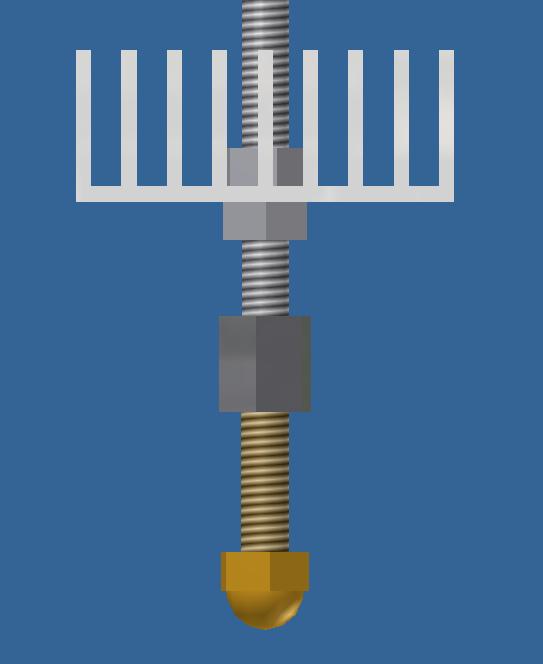
Walking through the new barrel design, starting at the bottom and moving upwards, we have:
- the "Really Hot Part", just like the current design, a brass acorn-nut nozzle and brass threaded rod for heating.
- An extended steel nut to couple the hot part to the steel bolt.
- A stainless steel bolt or threaded rod for heat diffusion.
- A heatsink halfway up the steel bolt, held in place with two nuts and a lot of thermal grease.
- A connection to the extruder assembly, which can be done with a captive nut that the steel rod couples to.
Advantages:
- Stiffer - the steel bolt should be _much_ more rigid than PTFE at high heat.
- Less exotic parts - PTFE rod is harder to get than an old heatsink and a steel bolt.
- No more tapping the PTFE. There are a lot of people who don't know how to tap.
- Compatible. The only parts that are changed are the PTFE rod and the extruder mount plate.
Disadvantages:
- You need to bore out two bolts instead of one, and to greater depth. Steel is also much harder than brass or aluminum.
- A longer extruder head, leading to decreased build area unless the extruder mount is redesigned.
I may write this up on the builder's blog when I get a chance to draw up a sketch in CAD. Thoughts?
Walking through the new barrel design, starting at the bottom and moving upwards, we have:
- the "Really Hot Part", just like the current design, a brass acorn-nut nozzle and brass threaded rod for heating.
- An extended steel nut to couple the hot part to the steel bolt.
- A stainless steel bolt or threaded rod for heat diffusion.
- A heatsink halfway up the steel bolt, held in place with two nuts and a lot of thermal grease.
- A connection to the extruder assembly, which can be done with a captive nut that the steel rod couples to.
Advantages:
- Stiffer - the steel bolt should be _much_ more rigid than PTFE at high heat.
- Less exotic parts - PTFE rod is harder to get than an old heatsink and a steel bolt.
- No more tapping the PTFE. There are a lot of people who don't know how to tap.
- Compatible. The only parts that are changed are the PTFE rod and the extruder mount plate.
Disadvantages:
- You need to bore out two bolts instead of one, and to greater depth. Steel is also much harder than brass or aluminum.
- A longer extruder head, leading to decreased build area unless the extruder mount is redesigned.
I may write this up on the builder's blog when I get a chance to draw up a sketch in CAD. Thoughts?
|
Re: Possible high-temp extruder barrel August 01, 2008 04:57PM |
Registered: 15 years ago Posts: 152 |
Kyle Corbitt Wrote:
-------------------------------------------------------
>...
> - A longer extruder head, leading to decreased
> build area unless the extruder mount is
> redesigned.
>...
> Thoughts?
Well, the current clamp which holds the extruder and connects it to the carriage could be modified from a flat shape like
I'm curious as to the effect of the weight difference (with the steel fasteners and heatsink), but I don't think it should be significant.
Has he [Nop] tried it with a shorter steel bolt or without the heatsink?
My first thought would be to use an active cooling device instead of the passive heatsink. It's more complex, but it might turn out to be more efficient (with a heat pump, for example, you could put the heat back into the system, whereas with the heatsink you just spread it about the lab).
Edit2: The latest picture of his high temp extruder that I can find is this [bp1.blogger.com] from the relevant blog entry [hydraraptor.blogspot.com]. That was 3 months ago, so I'm betting he's made some progess. It's still a bit tall, but now that I think about it, this shouldn't be a problem.
Edit3: Last edit, I promise . I think this is the kind of thing you should experiment with yourself, trying different things like varied positions of the heatsink, varied lengths of the steel bolt, varied lengths of the heated barrel, etc.
. I think this is the kind of thing you should experiment with yourself, trying different things like varied positions of the heatsink, varied lengths of the steel bolt, varied lengths of the heated barrel, etc.
I wonder if you could make a heatsink out of one of the extrudable plastics (perhaps using an extremely high surface area shape with good airflow?)... that'd be cool.
Edited 3 time(s). Last edit at 08/01/2008 05:19PM by Joshua Merchant.
-------------------------------------------------------
>...
> - A longer extruder head, leading to decreased
> build area unless the extruder mount is
> redesigned.
>...
> Thoughts?
Well, the current clamp which holds the extruder and connects it to the carriage could be modified from a flat shape like
. ___to something like
. __ . | . _|with the extruder attached on the right and the carriage on the left (the periods are there to maintain spacing). As you're replacing the PTFE rod, you'd have to change the clamp anyway.
I'm curious as to the effect of the weight difference (with the steel fasteners and heatsink), but I don't think it should be significant.
Has he [Nop] tried it with a shorter steel bolt or without the heatsink?
My first thought would be to use an active cooling device instead of the passive heatsink. It's more complex, but it might turn out to be more efficient (with a heat pump, for example, you could put the heat back into the system, whereas with the heatsink you just spread it about the lab).
Edit2: The latest picture of his high temp extruder that I can find is this [bp1.blogger.com] from the relevant blog entry [hydraraptor.blogspot.com]. That was 3 months ago, so I'm betting he's made some progess. It's still a bit tall, but now that I think about it, this shouldn't be a problem.
Edit3: Last edit, I promise
. I think this is the kind of thing you should experiment with yourself, trying different things like varied positions of the heatsink, varied lengths of the steel bolt, varied lengths of the heated barrel, etc.I wonder if you could make a heatsink out of one of the extrudable plastics (perhaps using an extremely high surface area shape with good airflow?)... that'd be cool.
Edited 3 time(s). Last edit at 08/01/2008 05:19PM by Joshua Merchant.
|
Re: Possible high-temp extruder barrel August 01, 2008 06:19PM |
Admin Registered: 17 years ago Posts: 1,915 |
|
Re: Possible high-temp extruder barrel August 01, 2008 07:33PM |
Admin Registered: 17 years ago Posts: 7,879 |
I used stainless steel because it is a very poor conductor of heat, even compared to other steels. The downside is it is hard to machine. I would not fancy trying to drill out the centre of a stainless steel bolt. Easier to start with a pipe and tap it.
I didn't progress the idea because I think it has a fatal flaw. Half way down the stainless steel tube there is a region where the plastic is only just molten. It is extremely viscous so it needs a massive force to push it through that region. With the PTFE barrel, not only is the thermal gradient much bigger, so the semi-molten region is very short but it is also very slippery.
I might go back to it using a shorter pipe and a fan on the heatsink but I don't hold out a lot of hope of it working.
[www.hydraraptor.blogspot.com]
I didn't progress the idea because I think it has a fatal flaw. Half way down the stainless steel tube there is a region where the plastic is only just molten. It is extremely viscous so it needs a massive force to push it through that region. With the PTFE barrel, not only is the thermal gradient much bigger, so the semi-molten region is very short but it is also very slippery.
I might go back to it using a shorter pipe and a fan on the heatsink but I don't hold out a lot of hope of it working.
[www.hydraraptor.blogspot.com]
|
Re: Possible high-temp extruder barrel August 02, 2008 04:17AM |
Registered: 16 years ago Posts: 370 |
Hmm, if Nophead couldn't get it to work that could be a problem. Perhaps it can be fine tuned by finding the best position for the heatsink on the steel barrel - too low and you risk wicking away all the extruder's heat, but too high and the melting point of the plastic moves up into the high-friction steel barrel. That should be pretty adjustable in this design.
Attached is an illustration.
Attached is an illustration.
{kind=link}
{kind=link}
|
Re: Possible high-temp extruder barrel August 02, 2008 06:54AM |
Registered: 17 years ago Posts: 550 |
|
Re: Possible high-temp extruder barrel August 02, 2008 07:30AM |
Admin Registered: 17 years ago Posts: 7,879 |
Peltier elements, being semiconductors, have a maximum working temperature of about 150C, way too low for this application. Since we are only taking about a few watts of heat there is not much point in having anything more complicated than a small heatsink.
[www.hydraraptor.blogspot.com]
[www.hydraraptor.blogspot.com]
|
Re: Possible high-temp extruder barrel August 02, 2008 12:07PM |
Registered: 17 years ago Posts: 550 |
|
Re: Possible high-temp extruder barrel August 02, 2008 01:01PM |
Registered: 15 years ago Posts: 251 |
Greetings all,
It seems that the PFTE barrel serves two purposes (high temp. and low friction.) Perhaps we can separate those functions, and improve the temperature issues.
Retain the PFTE barrel for low friction in the "just-melting zone", but bore it out to a larger diameter (~ 0.5" or 12.5 mm), where the original mated to the hollowed brass/steel bolt. Filling this gap would be a new, hollow cylindrical insulator, made of either a machinable ceramic (or maybe a molded in-place piece of furnace cement.) This insulator would need to be held in place (and would likewise need to hold the threaded bolt), so the extrusion pressure wouldn't push it right out.
One way to do that would be for the insulator to have both internal and external threads, but other attachment means are possible -- e.g. retaining rings/grooves.
Nophead --or anybody else reading:
Can you tell us about your experience machining ceramics?
I've only read about Macor, etc. and I'm concerned that if I buy some, I might only be able to make expensive gravel out of it :-(
I came across a possible material that doesn't sound too expensive,
Rod, Alumina Silicate, 0.5"OD x 6"L, ~$10 + S&H:
[www.graphitestore.com]
But they suggest all carbide tools. (An all carbide tap is *expensive*, and I don't think my skill and tooling are up to chasing an internal thread at that diameter.) I might try springing for a cobalt/coated tap and see what I can do.
(after I get a basic exruder working; trying not to get too far ahead of myself.)
What do you think?
-- Larry
Edited 1 time(s). Last edit at 08/02/2008 01:56PM by Larry Pfeffer.
It seems that the PFTE barrel serves two purposes (high temp. and low friction.) Perhaps we can separate those functions, and improve the temperature issues.
Retain the PFTE barrel for low friction in the "just-melting zone", but bore it out to a larger diameter (~ 0.5" or 12.5 mm), where the original mated to the hollowed brass/steel bolt. Filling this gap would be a new, hollow cylindrical insulator, made of either a machinable ceramic (or maybe a molded in-place piece of furnace cement.) This insulator would need to be held in place (and would likewise need to hold the threaded bolt), so the extrusion pressure wouldn't push it right out.
One way to do that would be for the insulator to have both internal and external threads, but other attachment means are possible -- e.g. retaining rings/grooves.
Nophead --or anybody else reading:
Can you tell us about your experience machining ceramics?
I've only read about Macor, etc. and I'm concerned that if I buy some, I might only be able to make expensive gravel out of it :-(
I came across a possible material that doesn't sound too expensive,
Rod, Alumina Silicate, 0.5"OD x 6"L, ~$10 + S&H:
[www.graphitestore.com]
But they suggest all carbide tools. (An all carbide tap is *expensive*, and I don't think my skill and tooling are up to chasing an internal thread at that diameter.) I might try springing for a cobalt/coated tap and see what I can do.
(after I get a basic exruder working; trying not to get too far ahead of myself.)
What do you think?
-- Larry
Edited 1 time(s). Last edit at 08/02/2008 01:56PM by Larry Pfeffer.
|
Re: Possible high-temp extruder barrel August 02, 2008 03:42PM |
Admin Registered: 16 years ago Posts: 13,886 |
Hi Larry,
look here: [forums.reprap.org]
and here: [forums.reprap.org]
... i milled 'oven'-soapstone (what's much harder than normal soapstone) and millable ceramics from Doceram ( [www.dotherm.de] ) with normal carbide-millheads.
But millable ceramics are much more expensive, so i'll use soapstone instaead
It's no problem to mill or to lathe soapstone or this ceramics, but you need carbide tools and best with coolant ...
Viktor
look here: [forums.reprap.org]
and here: [forums.reprap.org]
... i milled 'oven'-soapstone (what's much harder than normal soapstone) and millable ceramics from Doceram ( [www.dotherm.de] ) with normal carbide-millheads.
But millable ceramics are much more expensive, so i'll use soapstone instaead
It's no problem to mill or to lathe soapstone or this ceramics, but you need carbide tools and best with coolant ...
Viktor
|
Re: Possible high-temp extruder barrel August 02, 2008 04:56PM |
Admin Registered: 17 years ago Posts: 7,879 |
I made an extruder barrel with soap stone [hydraraptor.blogspot.com]. It was not a very good insulator but a heatsink would solve that. Not sure if it would be any more slippery or a sharper thermal gradient than stainless steel though. It would also need mechanical support, otherwise it would snap off if it collided with anything.
[www.hydraraptor.blogspot.com]
[www.hydraraptor.blogspot.com]
|
Re: Possible high-temp extruder barrel August 03, 2008 11:58AM |
Registered: 16 years ago Posts: 622 |
@Larry
If you increase the diameter of the bore in the "just melted zone", you will have a problem--assuming everything works the first time--getting it to work a second time. As nophead pointed out, plastics have a very shitty thermal conductivity. You melt it once, it fills up the larger void in the "just melted zone" and next time through it will not be able to melt all of that plastic cause the heat has to travel through it all, which it can't really do, and you get a blocked extruder. Sucks. Happened a few times to me and I had to strip everything down and replace the PTFE barrel. Not fun and not really all that cheap. Stay away from large voids in the thermal barrel.
Demented
If you increase the diameter of the bore in the "just melted zone", you will have a problem--assuming everything works the first time--getting it to work a second time. As nophead pointed out, plastics have a very shitty thermal conductivity. You melt it once, it fills up the larger void in the "just melted zone" and next time through it will not be able to melt all of that plastic cause the heat has to travel through it all, which it can't really do, and you get a blocked extruder. Sucks. Happened a few times to me and I had to strip everything down and replace the PTFE barrel. Not fun and not really all that cheap. Stay away from large voids in the thermal barrel.
Demented
|
Re: Possible high-temp extruder barrel August 03, 2008 12:29PM |
Registered: 17 years ago Posts: 550 |
|
Re: Possible high-temp extruder barrel August 03, 2008 01:44PM |
Registered: 15 years ago Posts: 251 |
Demented Chihuahua Wrote:
-------------------------------------------------------
> @Larry
>
> If you increase the diameter of the bore in the
> "just melted zone", you will have a
> problem--assuming everything works the first
> time--getting it to work a second time.
I wasn't clear enough (and I really need to learn to make post-able drawings -- what apps are people using for that?)
My intention is to widen the bore in the PFTE where the brass screw fits, but fill this hollow cylindrical region with a thermal insulator, so the brass doesn't directly touch the teflon -- without making any new voids to fill with melted plastic. In other words, I'm proposing to put an insulating sleeve between the hot brass and the teflon. I realize that any (new) wider-diameter voids, especially above the brass, would probably result in a one-shot extruder -- NOT what I want.
-- Larry
PS Anybody with knowledge of where the melt zone is in their extruder (especially with respect to the top of the heated brass), would you please post that info?
-------------------------------------------------------
> @Larry
>
> If you increase the diameter of the bore in the
> "just melted zone", you will have a
> problem--assuming everything works the first
> time--getting it to work a second time.
I wasn't clear enough (and I really need to learn to make post-able drawings -- what apps are people using for that?)
My intention is to widen the bore in the PFTE where the brass screw fits, but fill this hollow cylindrical region with a thermal insulator, so the brass doesn't directly touch the teflon -- without making any new voids to fill with melted plastic. In other words, I'm proposing to put an insulating sleeve between the hot brass and the teflon. I realize that any (new) wider-diameter voids, especially above the brass, would probably result in a one-shot extruder -- NOT what I want.
-- Larry
PS Anybody with knowledge of where the melt zone is in their extruder (especially with respect to the top of the heated brass), would you please post that info?
|
Re: Possible high-temp extruder barrel: Glass filled Teflon? August 05, 2008 08:38PM |
Registered: 15 years ago Posts: 251 |
Greetings all,
I noticed a material that might help extruders work better at higher (ABS) temperatures, glass filled Teflon. I don't know the percentage fill (or whether the fill is fiber/particle) but the glass fill might keep if from softening as much as non-filled teflon. It's probably not a slippery; again I don't see data provided (at least not by this vendor.)
[Edit]:
A datasheet at [www.boedeker.com]
shows some of the properties, but not the coefficient(s) of friction, alas.
I note with interest that the heat deflection temperature is 18 deg. C higher for the both filled versions (vs. unfilled PTFE);
this might be enough margin to do the trick.
Both filled materials have lower thermal resistance than unfilled; the carbon-filled is the best of the three for conducting heat. (Though I worry that the carbon fill might mix into the plastic being extruded. Decisions, decisions....)
I found it at mscdirect.com (A US-based vendor I've had good luck with previously.)
$35.58 ea
MSC #: 32015489
Description: Rods - Plastic Material Material: Glass-Filled Teflon PTFE Diameter: 1 Length Ft.: 1
Material: Glass-Filled Teflon PTFE
It's almost double the cost of non-filled PFTE, for the same size.
Has anybody worked with this/similar materials? Or have thoughts on whether the increase in strength might be worth the probably decrease in slipperiness?
-- Larry
Edited 1 time(s). Last edit at 08/07/2008 01:40PM by Larry Pfeffer.
I noticed a material that might help extruders work better at higher (ABS) temperatures, glass filled Teflon. I don't know the percentage fill (or whether the fill is fiber/particle) but the glass fill might keep if from softening as much as non-filled teflon. It's probably not a slippery; again I don't see data provided (at least not by this vendor.)
[Edit]:
A datasheet at [www.boedeker.com]
shows some of the properties, but not the coefficient(s) of friction, alas.
I note with interest that the heat deflection temperature is 18 deg. C higher for the both filled versions (vs. unfilled PTFE);
this might be enough margin to do the trick.
Both filled materials have lower thermal resistance than unfilled; the carbon-filled is the best of the three for conducting heat. (Though I worry that the carbon fill might mix into the plastic being extruded. Decisions, decisions....)
I found it at mscdirect.com (A US-based vendor I've had good luck with previously.)
$35.58 ea
MSC #: 32015489
Description: Rods - Plastic Material Material: Glass-Filled Teflon PTFE Diameter: 1 Length Ft.: 1
Material: Glass-Filled Teflon PTFE
It's almost double the cost of non-filled PFTE, for the same size.
Has anybody worked with this/similar materials? Or have thoughts on whether the increase in strength might be worth the probably decrease in slipperiness?
-- Larry
Edited 1 time(s). Last edit at 08/07/2008 01:40PM by Larry Pfeffer.
Sorry, only registered users may post in this forum.