granule extruder
Posted by Karl
|
granule extruder September 14, 2007 04:38PM |
Registered: 16 years ago Posts: 11 |
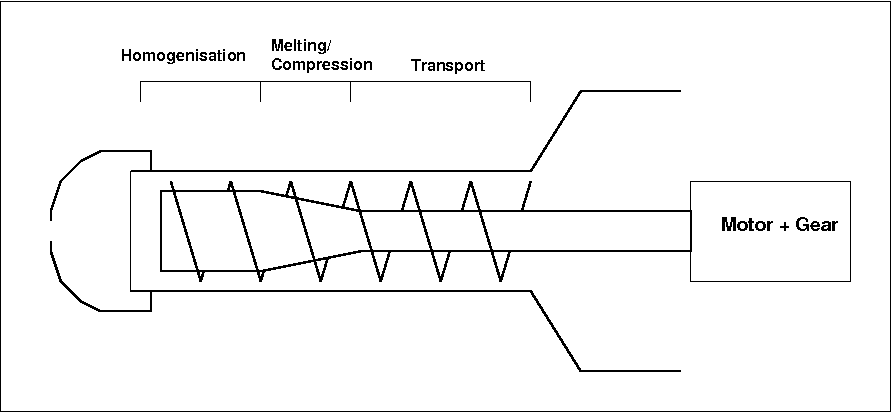
Attached a sketch of an auger screw to be printed in PE (in two halves), then cast and moulded like the one on blog.reprap.org. As shown in the drawing, the plastics is only melted in the compression zone in the middle, because of the compression (and the heater, of course). The heating wire should perhaps be coiled on the lower half of the tube, which I
Edited 1 time(s). Last edit at 09/14/2007 08:29PM by Karl.
Edited 1 time(s). Last edit at 09/14/2007 08:29PM by Karl.
|
Re: granule extruder September 14, 2007 04:53PM |
Registered: 16 years ago Posts: 11 |
|
Re: granule extruder September 14, 2007 05:06PM |
Admin Registered: 17 years ago Posts: 177 |
karl - just picked up your sketch. Reckon we can do that. The fat final bit I didn't know about, but I can see the point about increasing the shear to homogenize better. However, I intend to do my trick of running the melt out down the centre of the shaft from side-holes, which I think shears it quite a lot, so that may not be needed.
Experiments experiments experiments...
The s/w controls the temp thermostatically using PWM into the heater coils, so that should happen automatically.
Experiments experiments experiments...
The s/w controls the temp thermostatically using PWM into the heater coils, so that should happen automatically.
|
Re: granule extruder September 14, 2007 06:16PM |
Registered: 16 years ago Posts: 11 |
|
Re: granule extruder September 16, 2007 06:03AM |
Registered: 16 years ago Posts: 11 |
|
Re: granule extruder September 16, 2007 11:58AM |
Registered: 16 years ago Posts: 113 |
From what I've seen in the photos, the bigger problem is the mass of granules. The reservoir needs to be decoupled from the drive auger. I think forming more of a feeding funnel with the cylinder itself plus having the larger hopper above with something similar to an automatic fish feeder dumping rough pre-determined ammounts into the smaller feed funnel at regulated times would work to isolate the working material from storage. This would also help to reduce the ammount of material that needs to be kept at ready temperature at any given time.
Now I'm getting tricky: Perhaps something like an IR sensor window to help regulate material volume in the active head?
The "every body in the pool" method used here and in industrial injection molding doesn't look like it will work due to the extruder's low extrusion rate versus ready material and short temperature gradient distance.
Now I'm getting tricky: Perhaps something like an IR sensor window to help regulate material volume in the active head?
The "every body in the pool" method used here and in industrial injection molding doesn't look like it will work due to the extruder's low extrusion rate versus ready material and short temperature gradient distance.
|
Re: granule extruder September 16, 2007 09:46PM |
Registered: 16 years ago Posts: 52 |
Seems to me like the problem could be solved by having a metal tube containing capa, the bottom of which is above melting temperature, the top of which is above melting temperature, into which you force granules using a pair of opposing gears. The granules drop one by one from a hopper above.
You could establish the temperature gradient along the tube by using cooling fins. You might want a gradual gradient, or you might want a sharp gradient. Hard to say without protoyping.
The bottom of the hopper has a screw moving backwards (pushing upwards), which breaks up jams, while allowing single granules to drop into the top of the tube above the gears.
This way the moving parts stay cool, but still can exert a known amount of pressure on the molten capa.
I'll try experimenting with this. First I need to buy some nichrome wire and a thermistor.
Edited 1 time(s). Last edit at 09/16/2007 09:48PM by RussNelson.
You could establish the temperature gradient along the tube by using cooling fins. You might want a gradual gradient, or you might want a sharp gradient. Hard to say without protoyping.
The bottom of the hopper has a screw moving backwards (pushing upwards), which breaks up jams, while allowing single granules to drop into the top of the tube above the gears.
This way the moving parts stay cool, but still can exert a known amount of pressure on the molten capa.
I'll try experimenting with this. First I need to buy some nichrome wire and a thermistor.
Edited 1 time(s). Last edit at 09/16/2007 09:48PM by RussNelson.
|
Re: granule extruder September 16, 2007 10:54PM |
Registered: 16 years ago Posts: 52 |
I've thought about this some more (better to think before building, eh?) What I suggest is a "solid push" system, similar to the current extruder using a filament. The advantage that the filament has over the granules is that the filement is a constant diameter. You know that if you push a certain distance of filament into the melter, you get a certain amount of extrusion. Not so with granules because of the individual variation in orientation and size. You can push a certain distance of granules into the melter, sure. But you won't know that you've gotten an equal amount of extrusion.
A "liquid push" system has the difficulty of pushing on something soft and gooey, plus you have to keep the whole pushing area at temperature.
Or, to put it another way, the problem with granules is the variable amount of airspace between them.
A "liquid push" system has the difficulty of pushing on something soft and gooey, plus you have to keep the whole pushing area at temperature.
Or, to put it another way, the problem with granules is the variable amount of airspace between them.
|
Re: granule extruder September 16, 2007 11:26PM |
Admin Registered: 17 years ago Posts: 1,915 |
As Adrian said some time ago, you can get polymer made into 3 mm filament rather cheaply.
I like the idea of extruding filament, especially 3 mm filament, because it allows an individual to recycle their own waste plastic. As you have noted, however, doing so brings on a host of other control issues.
I like the idea of extruding filament, especially 3 mm filament, because it allows an individual to recycle their own waste plastic. As you have noted, however, doing so brings on a host of other control issues.
|
Re: granule extruder September 17, 2007 06:17PM |
Registered: 16 years ago Posts: 11 |
|
Re: granule extruder September 19, 2007 10:56PM |
Registered: 16 years ago Posts: 246 |
If you separate the bulk of the supply from the printhead, you have no practical upper limit to print size.
if you wanted to stack a 55 gallon drum beside the rep-rap, with a opto-isolator controlled auger to feed the "standard" reservoir, you could print objects up to 55 gallons, plus the volume of your other reservoir, in size. Limited by the size of the rep-rap, of course.
For this reason, I think a hopper based rep-rap print-head has a lot of promise.
Hmm... Could you wrap the nozzle in a peltier junction?
if you wanted to stack a 55 gallon drum beside the rep-rap, with a opto-isolator controlled auger to feed the "standard" reservoir, you could print objects up to 55 gallons, plus the volume of your other reservoir, in size. Limited by the size of the rep-rap, of course.
For this reason, I think a hopper based rep-rap print-head has a lot of promise.
Hmm... Could you wrap the nozzle in a peltier junction?
|
Re: granule extruder September 20, 2007 05:36PM |
Registered: 16 years ago Posts: 11 |
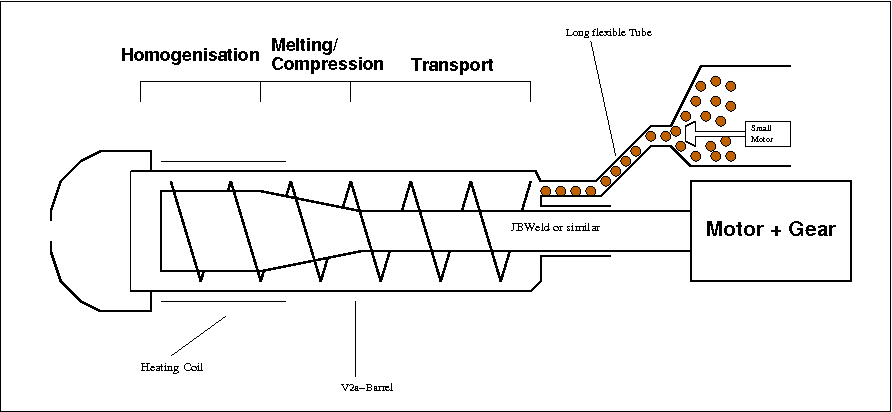
No need for a hopper, see attached drawing.
Flexible tube a bit bigger than max diameter of granules, exchangeable so you can use different granules.
Small stirrer in the reservoir to keep things going.
I
Flexible tube a bit bigger than max diameter of granules, exchangeable so you can use different granules.
Small stirrer in the reservoir to keep things going.
I
|
Re: granule extruder September 20, 2007 11:09PM |
Registered: 16 years ago Posts: 113 |
I'm still in favor of a positive displacement rotary pump (aka take a hub, put on pliable rubber slats, and put in a chamber) for metering material into the system and to allow for airspace to act as the primary insulator between bulk and working reservoirs. Just a different delivery method. Testing is needed
|
Re: granule extruder September 21, 2007 03:10AM |
Admin Registered: 16 years ago Posts: 13,886 |
... what about a 'lego-like' pick'n-place-approach?
I imagine a vacuum-dispenser, which grabs very small pre-fabbed bricks or balls from a support and places them on the right place ...
This 'bricks' could come from a sort of magazine, or from a conveyr-belt, on whom a fixed dispenser places single dropplets in the right size ...
Maybe instead of simple droplets there could be more complex forms, so this would be a two-fabber-system: one makes the right micro-shapes, the other one assembly them to the right macro-form ...
The applying to the main body can go over partial IR-heating with a fiber or with a small dropplet of glue or solvent before inserting the brick.
In an advanced multi-fabber-system there could be more sub-fabbers for different materials and supports for pre-manufactured parts, like chips or complex mechanics, so this would go in the direction of automated building of real complex hardware ...
Bye, Viktor
I imagine a vacuum-dispenser, which grabs very small pre-fabbed bricks or balls from a support and places them on the right place ...
This 'bricks' could come from a sort of magazine, or from a conveyr-belt, on whom a fixed dispenser places single dropplets in the right size ...
Maybe instead of simple droplets there could be more complex forms, so this would be a two-fabber-system: one makes the right micro-shapes, the other one assembly them to the right macro-form ...
The applying to the main body can go over partial IR-heating with a fiber or with a small dropplet of glue or solvent before inserting the brick.
In an advanced multi-fabber-system there could be more sub-fabbers for different materials and supports for pre-manufactured parts, like chips or complex mechanics, so this would go in the direction of automated building of real complex hardware ...
Bye, Viktor
|
Re: granule extruder December 20, 2010 03:52PM |
Registered: 13 years ago Posts: 482 |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: granule extruder December 20, 2010 04:30PM |
Admin Registered: 16 years ago Posts: 13,886 |
... obviously 
Viktor
--------
Aufruf zum Projekt "Müll-freie Meere" - [reprap.org] -- Deutsche Facebook-Gruppe - [www.facebook.com]
Call for the project "garbage-free seas" - [reprap.org]
Viktor
--------
Aufruf zum Projekt "Müll-freie Meere" - [reprap.org] -- Deutsche Facebook-Gruppe - [www.facebook.com]
Call for the project "garbage-free seas" - [reprap.org]
|
Re: granule extruder January 12, 2011 02:48PM |
Registered: 13 years ago Posts: 26 |
|
Re: granule extruder January 13, 2011 05:26AM |
Admin Registered: 16 years ago Posts: 13,886 |
repbotatbavaria Wrote:
-------------------------------------------------------
> I´m lucky that we could solute this in a easier
> way > <
<
... with a Nano-extruder?
I'm going the way to DIY-microtech and nanotech, so an extruder with 0.1mm filament or even finer would be really fine!
Actually i'm milling and laser-working with 20 microns accuracy, with the stiffer and more precise setup i'm building actually i'm targeting 1 micron accuracy with a millhead of 0.1mm diameter or a laserspot with 10 microns
Viktor
--------
Aufruf zum Projekt "Müll-freie Meere" - [reprap.org] -- Deutsche Facebook-Gruppe - [www.facebook.com]
Call for the project "garbage-free seas" - [reprap.org]
-------------------------------------------------------
> I´m lucky that we could solute this in a easier
> way >
<... with a Nano-extruder?
I'm going the way to DIY-microtech and nanotech, so an extruder with 0.1mm filament or even finer would be really fine!
Actually i'm milling and laser-working with 20 microns accuracy, with the stiffer and more precise setup i'm building actually i'm targeting 1 micron accuracy with a millhead of 0.1mm diameter or a laserspot with 10 microns
Viktor
--------
Aufruf zum Projekt "Müll-freie Meere" - [reprap.org] -- Deutsche Facebook-Gruppe - [www.facebook.com]
Call for the project "garbage-free seas" - [reprap.org]
Sorry, only registered users may post in this forum.