High Resolution Extruder Help
Posted by milner
|
High Resolution Extruder Help March 23, 2016 01:05AM |
Registered: 8 years ago Posts: 10 |
Hello All,
I am new to 3D printing, and am wondering about high resolution with a paste extruder. I would like to print with 100um (100 microns, or 0.1mm) resolution in the x and y axes. The needle extruding the paste does not need to be 100um thin (I would like it to be thicker), but I want to be able to have gaps between x-y layers of paste that are 100um. Basically, it would print something like a maze, with walls made of paste and pathways of 100um in width. Are there any motors that are capable of such fine movement and accuracy? Would calibration be an issue? Thank you in advance, and apologies for my lack of 3D printer terminology/experience!
I am new to 3D printing, and am wondering about high resolution with a paste extruder. I would like to print with 100um (100 microns, or 0.1mm) resolution in the x and y axes. The needle extruding the paste does not need to be 100um thin (I would like it to be thicker), but I want to be able to have gaps between x-y layers of paste that are 100um. Basically, it would print something like a maze, with walls made of paste and pathways of 100um in width. Are there any motors that are capable of such fine movement and accuracy? Would calibration be an issue? Thank you in advance, and apologies for my lack of 3D printer terminology/experience!
|
Re: High Resolution Extruder Help March 23, 2016 01:15AM |
Registered: 8 years ago Posts: 153 |
|
Re: High Resolution Extruder Help March 24, 2016 06:41PM |
Registered: 8 years ago Posts: 10 |
Thanks for the info! That makes sense, so it is pretty much guaranteed the resolution of a cartesian printer with 1.8 degree steppers is 200 microns? I am trying to build my own printer from scratch so to achieve 100 micron resolution would I just need 0.9 degree steppers? Or does the resolution of the printer depend on more than just the stepper motor revolutions? If so, what else would I need to consider to make my printer in the resolution of 100 microns? Thanks again!
|
Re: High Resolution Extruder Help March 25, 2016 03:49AM |
Admin Registered: 13 years ago Posts: 6,998 |
The resolution is dependant on the steppers, the pulleys and the micro stepping (up to a point)
See [prusaprinters.org] and throw in some random settings
Most Cartesian use 8 tooth 2 mm pitch, which is 5micron resolution on X and Y
Changing from 1.8 degree steppers to 0.9 degree steppers will double your resolution, but will also halve your max stepper speed on 8bit electronics, they just cant put out enough bits fast enough. If your even considering 0.9 stepper I would advise you use 32bit controller
See [prusaprinters.org] and throw in some random settings
Most Cartesian use 8 tooth 2 mm pitch, which is 5micron resolution on X and Y
Changing from 1.8 degree steppers to 0.9 degree steppers will double your resolution, but will also halve your max stepper speed on 8bit electronics, they just cant put out enough bits fast enough. If your even considering 0.9 stepper I would advise you use 32bit controller
|
Re: High Resolution Extruder Help March 26, 2016 01:43AM |
Registered: 8 years ago Posts: 10 |
^ THANK YOU! I'll probably go with 1.8 degree steppers, 8 tooth 2mm pitch pulleys, and an 8bit controller (unless you'd still recommend a faster controller). I'm curious as to whether the microstepping on drivers can be controlled (increased/decreased) easily once the printer is built, just for versatility with regard to changing the speed/resolution tradeoff for various prints.
So I guess the limiting step now is just the extruder, in terms of making the most out of resolution.
Edited 1 time(s). Last edit at 03/26/2016 01:45AM by milner.
|
Re: High Resolution Extruder Help March 26, 2016 02:32AM |
Admin Registered: 13 years ago Posts: 6,998 |
Most 8 bit controllers use 3 jumpers to control the micro stepping, most of these are hidden under the stepper driver as you normally don’t change them (some boards from china have even gone so far as to add tracks so its always 1/16th micro stepping)
If you want a graphical lcd, then I also recommend a 32 bit controller for that as 8bits can stutter while updating the glcd.
If you want a graphical lcd, then I also recommend a 32 bit controller for that as 8bits can stutter while updating the glcd.
|
Re: High Resolution Extruder Help March 26, 2016 08:44PM |
Registered: 8 years ago Posts: 10 |
Okay, so just to be clear, for example the arduino mega 2560 is an 8 bit controller and you wouldn't recommend it if I wanted a glcd? Is the purpose of a glcd only to allow printing without the use of a computer, or does a glcd have other purposes?
I'm planning on running 1.8 degree steppers that are rated at 2A and driving them though pololu A4988 black edition driver carriers, but due to heat buildup I will probably run them at 1 or 1.2A. Even though this is half of the 2A rating for the motors, it should be fine, right? I'll probably add heatsinks or a fan just to be safe and maybe run them at 1.5 A. The torque will be reduced at a lower current but the rated torque for these motors at 2A is 45 Ncm.
Edited 1 time(s). Last edit at 03/26/2016 08:54PM by milner.
I'm planning on running 1.8 degree steppers that are rated at 2A and driving them though pololu A4988 black edition driver carriers, but due to heat buildup I will probably run them at 1 or 1.2A. Even though this is half of the 2A rating for the motors, it should be fine, right? I'll probably add heatsinks or a fan just to be safe and maybe run them at 1.5 A. The torque will be reduced at a lower current but the rated torque for these motors at 2A is 45 Ncm.
Edited 1 time(s). Last edit at 03/26/2016 08:54PM by milner.
|
Re: High Resolution Extruder Help March 27, 2016 01:50AM |
Admin Registered: 13 years ago Posts: 6,998 |
|
Re: High Resolution Extruder Help March 28, 2016 01:53PM |
Registered: 10 years ago Posts: 14,672 |
At lower currents, microstepping is less accurate because the detent torque interferes more with the torque due to current. I suggest you run the motors at between 50% and 80% of their rated current. The motors will not need cooling.
However, plug-in drivers (even the Pololu black edition) do a very poor job of cooling the driver chips. The chips are designed to be cooled through the PCB, but there is far too little PCB area on those driver modules. They are best suited to motors with well under 2A rated current. If you want to use them with 2A motors, my suggestion is to cool the drivers with a fan. Do not use stick-on heatsinks, because they do not cool the chips effectively and they interfere with the flow of air around the PCB. Better still, use electronics with build-in drivers such as Duet or Smoothieboard. These boards have enough PCB area to cool the drivers properly.
LCDs are indeed useful to see what's going on, but a good web interface such as is provided by the Duet can show you a lot more.
Large delta printer [miscsolutions.wordpress.com], E3D tool changer, Robotdigg SCARA printer, Crane Quad and Ormerod
Disclosure: I design Duet electronics and work on RepRapFirmware, [duet3d.com].
However, plug-in drivers (even the Pololu black edition) do a very poor job of cooling the driver chips. The chips are designed to be cooled through the PCB, but there is far too little PCB area on those driver modules. They are best suited to motors with well under 2A rated current. If you want to use them with 2A motors, my suggestion is to cool the drivers with a fan. Do not use stick-on heatsinks, because they do not cool the chips effectively and they interfere with the flow of air around the PCB. Better still, use electronics with build-in drivers such as Duet or Smoothieboard. These boards have enough PCB area to cool the drivers properly.
LCDs are indeed useful to see what's going on, but a good web interface such as is provided by the Duet can show you a lot more.
Large delta printer [miscsolutions.wordpress.com], E3D tool changer, Robotdigg SCARA printer, Crane Quad and Ormerod
Disclosure: I design Duet electronics and work on RepRapFirmware, [duet3d.com].
|
Re: High Resolution Extruder Help March 28, 2016 10:56PM |
Admin Registered: 13 years ago Posts: 6,998 |
In my view a web interface is a con.
a) you are back to needing a comping device to see it, the main reason for a LCD was to remove the need to have a computing device.
b) you need a working network to see it. Adds in more levels of insecurity and more points of failure.
c) in most cases this opens up your reprap to the internet, ie it will get hacked eventually, no matter how secure you think it is, its only a matter of time.,.
I work on the worse case scenario, worse case in this case is that hackers burn your house down, why? because they can!
I am not a fan of putting things on the internet just because you can. If you don’t want it to be messed with, don’t put it on the internet
Don't get me started on these web based slicers, stealing your designs for their own evil purposes and your ID details to sell to marketing companies...
a) you are back to needing a comping device to see it, the main reason for a LCD was to remove the need to have a computing device.
b) you need a working network to see it. Adds in more levels of insecurity and more points of failure.
c) in most cases this opens up your reprap to the internet, ie it will get hacked eventually, no matter how secure you think it is, its only a matter of time.,.
I work on the worse case scenario, worse case in this case is that hackers burn your house down, why? because they can!
I am not a fan of putting things on the internet just because you can. If you don’t want it to be messed with, don’t put it on the internet
Don't get me started on these web based slicers, stealing your designs for their own evil purposes and your ID details to sell to marketing companies...
|
Re: High Resolution Extruder Help March 29, 2016 09:52AM |
Registered: 8 years ago Posts: 10 |
Great advice, I forgot to think about microstepping ability and potentially skipping steps when running at lower currents. I was just looking at these 2A motors because they were a good deal, but I will try and find some in the 0.5A-1.2A range.Quote
dc42
At lower currents, microstepping is less accurate because the detent torque interferes more with the torque due to current.
I agree with you there. It's just this is my first 3D printer and I don't want to make it too complicated for me to build. But I definitely see the use of an lcd.Quote
Dust
I am not a fan of putting things on the internet just because you can
Can I still run a GLCD through the arduino mega 2560 or do I need a faster controller to be able to put in a glcd? I was planning on using the mega 2560 and ramps 1.4, but if you really recommend something like smoothieboard (which looks awesome) I will look into that. Again, I'm just trying to keep it simple with my first printer, so if smoothieboard or anything else like it will make it more confusing to program/calibrate/etc I might go with RAMPS just because there is a lot of documentation and info about it online. Let me know your thoughts!
Thanks so much for all of your help.
Edited 2 time(s). Last edit at 03/29/2016 10:06AM by milner.
|
Re: High Resolution Extruder Help March 29, 2016 04:12PM |
Registered: 10 years ago Posts: 14,672 |
Quote
Dust
In my view a web interface is a con.
a) you are back to needing a comping device to see it, the main reason for a LCD was to remove the need to have a computing device.
There can't be many 3D printer owners who don't have a smartphone these days, and a smartphone is all you need to control your printer through a web interface.
Quote
Dust
b) you need a working network to see it. Adds in more levels of insecurity and more points of failure.
Most people have wifi in their houses and rely on it for using their smartphones and other devices.
Quote
Dust
c) in most cases this opens up your reprap to the internet, ie it will get hacked eventually, no matter how secure you think it is, its only a matter of time.,.
Only if you deliberately turn port forwarding on in your router so that you can get at your 3D printer from outside your home, and you don't set a password.
However, if you truly want to control your printer through a LCD and not from a computer, then it sounds to me that you have talked yourself into buying my PanelDue colour touch screen controller, [www.escher3d.com]. Unlike ordinary LCDs for 3D printers, it has a full range of features for controlling your printer, including a touch keyboard that lets you enter gcodes directly, so you are not restricted to doing things that have been provided on the menu system.
Large delta printer [miscsolutions.wordpress.com], E3D tool changer, Robotdigg SCARA printer, Crane Quad and Ormerod
Disclosure: I design Duet electronics and work on RepRapFirmware, [duet3d.com].
|
Anonymous User
Re: High Resolution Extruder Help March 30, 2016 02:39AM |
Quote
milner
Hello All,
I am new to 3D printing, and am wondering about high resolution with a paste extruder. I would like to print with 100um (100 microns, or 0.1mm) resolution in the x and y axes. The needle extruding the paste does not need to be 100um thin (I would like it to be thicker), but I want to be able to have gaps between x-y layers of paste that are 100um. Basically, it would print something like a maze, with walls made of paste and pathways of 100um in width. Are there any motors that are capable of such fine movement and accuracy? Would calibration be an issue? Thank you in advance, and apologies for my lack of 3D printer terminology/experience!
If you ask about the XY axis (0.1mm is no big deal anyway), I suppose you have solved the problem of the extruder because you need to achieve less than 50 micron thickness variation of the extruded paste. How do you plan to do it ?
|
Re: High Resolution Extruder Help March 30, 2016 03:26AM |
Registered: 8 years ago Posts: 10 |
Thanks for bringing it back to the original topic.Quote
MKSA
I suppose you have solved the problem of the extruder because you need to achieve less than 50 micron thickness variation of the extruded paste. How do you plan to do it ?
Yes, the variation would need to be +/- 50 microns from the extruded paste thickness. The thickness of the extruded paste itself can be much larger. Honestly, I don't know a lot about extruders (especially paste extruders). Is this even possible?
Maybe I can use an extruder that extrudes thin paste and hopefully get the variation within 50 microns (I think that might be more plausible than with thick paste, which would probably have much more variation). But that would lead to extremely long prints. What kind of extruders (paste or any other type) that are out there which I could use/modify for this? An injet printer head is about 70 microns thick, but I don't know about it's variation. I'm hoping one of you can shed light on this issue!
|
Anonymous User
Re: High Resolution Extruder Help March 30, 2016 12:05PM |
Quote
milner
Thanks for bringing it back to the original topic.Quote
MKSA
I suppose you have solved the problem of the extruder because you need to achieve less than 50 micron thickness variation of the extruded paste. How do you plan to do it ?
Yes, the variation would need to be +/- 50 microns from the extruded paste thickness. The thickness of the extruded paste itself can be much larger. Honestly, I don't know a lot about extruders (especially paste extruders). Is this even possible?
Maybe I can use an extruder that extrudes thin paste and hopefully get the variation within 50 microns (I think that might be more plausible than with thick paste, which would probably have much more variation). But that would lead to extremely long prints. What kind of extruders (paste or any other type) that are out there which I could use/modify for this? An injet printer head is about 70 microns thick, but I don't know about it's variation. I'm hoping one of you can shed light on this issue!
So, why worry about the XY axis positioning, which is easy to achieve in fact (0.1mm), when the big issue is the extrusion ?
And what paste is it ? Nutella solder ... ?
|
Re: High Resolution Extruder Help March 31, 2016 12:41AM |
Registered: 8 years ago Posts: 10 |
|
Anonymous User
Re: High Resolution Extruder Help March 31, 2016 03:52AM |
Quote
milner
I didn't know XY resolution was that easy to achieve. This is the first 3D printer I am attempting to build. It will be a hydrogel paste.
Considering the requirements, it is easy for someone who has the appropriate background of course. Otherwise you better buy a good ready made machine or kit. The vast majority of issues you can read here comes from an utter lack of basic knowledge and understanding.
The accurate extrusion of this gel the way you want it, this is what you have to focus on.
|
Re: High Resolution Extruder Help March 31, 2016 04:00AM |
Registered: 8 years ago Posts: 10 |
Quote
MKSA
Considering the requirements, it is easy for someone who has the appropriate background of course.
Yeah, I figured that out from the previous users' comments (which were very helpful).
Quote
MKSA
The accurate extrusion of this gel the way you want it, this is what you have to focus on.
So do you have a solution for the extruder issue? Or are you just here to point out the problem without having a solution for this?
|
Re: High Resolution Extruder Help March 31, 2016 04:55AM |
Admin Registered: 16 years ago Posts: 13,884 |
... here is a video, where I was testing the positioning accuracy of a paste-dispenser system I'm developing - the smallest steps are 0.1mm wide, the medium =1.0 mm, the big steps =10.0 mm:
[www.youtube.com]
The X / Y axes are driven with toothbelts and 2.5 or 4 microns accuracy, but through the elastizity of the belts and stick-n-slip effects there is some hysteresis when changing direction, what's in the range of 50 microns too ... with stiffer belts this can be minimized to 10 microns, with precise "preloaded" spindle drives I'm getting 1 micron reproducible accuracy with 0.1 micron step resolution.
Here are some videos where I was dispensing different pastes with a piezo-driven jetter:
[vimeo.com]
Viktor
--------
Aufruf zum Projekt "Müll-freie Meere" - [reprap.org] -- Deutsche Facebook-Gruppe - [www.facebook.com]
Call for the project "garbage-free seas" - [reprap.org]
[www.youtube.com]
The X / Y axes are driven with toothbelts and 2.5 or 4 microns accuracy, but through the elastizity of the belts and stick-n-slip effects there is some hysteresis when changing direction, what's in the range of 50 microns too ... with stiffer belts this can be minimized to 10 microns, with precise "preloaded" spindle drives I'm getting 1 micron reproducible accuracy with 0.1 micron step resolution.
Here are some videos where I was dispensing different pastes with a piezo-driven jetter:
[vimeo.com]
Viktor
--------
Aufruf zum Projekt "Müll-freie Meere" - [reprap.org] -- Deutsche Facebook-Gruppe - [www.facebook.com]
Call for the project "garbage-free seas" - [reprap.org]
|
Re: High Resolution Extruder Help April 01, 2016 12:43AM |
Registered: 8 years ago Posts: 10 |
Thank you Viktor. But this is referring to XY positioning, correct? What diameter (thickness) of paste do you plan to use? I am concerned in making the paste diameter accurate enough to not exceed a 0.05 mm (50 micron) variability, meaning the thickness will always be what is supposed to, say 0.5 mm (500 microns) plus or minus 0.05 mm. So it could vary from 0.45 to 0.55, for example.
I believe the structural properties of the paste are important in determining the variability (how the paste behaves once it is extruded onto a surface). My paste will be hydrogel based, and I will be able to change the viscosity of the paste in order to get the best resolution (least variability). My question is regarding the extruder aspect, and how to minimize variability with the extruder.
Edited 1 time(s). Last edit at 04/01/2016 12:46AM by milner.
I believe the structural properties of the paste are important in determining the variability (how the paste behaves once it is extruded onto a surface). My paste will be hydrogel based, and I will be able to change the viscosity of the paste in order to get the best resolution (least variability). My question is regarding the extruder aspect, and how to minimize variability with the extruder.
Edited 1 time(s). Last edit at 04/01/2016 12:46AM by milner.
|
Anonymous User
Re: High Resolution Extruder Help April 01, 2016 02:16AM |
Quote
milner
Quote
MKSA
Considering the requirements, it is easy for someone who has the appropriate background of course.
Yeah, I figured that out from the previous users' comments (which were very helpful).
Quote
MKSA
The accurate extrusion of this gel the way you want it, this is what you have to focus on.
So do you have a solution for the extruder issue? Or are you just here to point out the problem without having a solution for this?
When you asked, you didn't develop clearly the problem, but stated your XY axis requirments.
I doubt anyone could claim to have a solution when most of the details are unknown.
And the first step is to point out what the problems are in order to devise a solution !
What material exactly, what do you want to achieve exactly, what field, medical, food industry, Mars exploration ? .
What do you bring as expertise ?
A surgeon has requirements that are quite different from the "artist" printing StarWar masks isn't ?
|
Re: High Resolution Extruder Help April 01, 2016 05:22AM |
Admin Registered: 16 years ago Posts: 13,884 |
... with the piezo-dispensers and low to medium viscous pastes (1000 to 20000 MPas) I've got smallest droplet diameters of around 50 microns with a 'variability' of maybe 5 microns ... actually I'm testing a high-viscous paste with 47000 MPas, what's behave differently, as it's thixotropic and the droplet separation from the nozzle is not so uniform as with the other pastes.
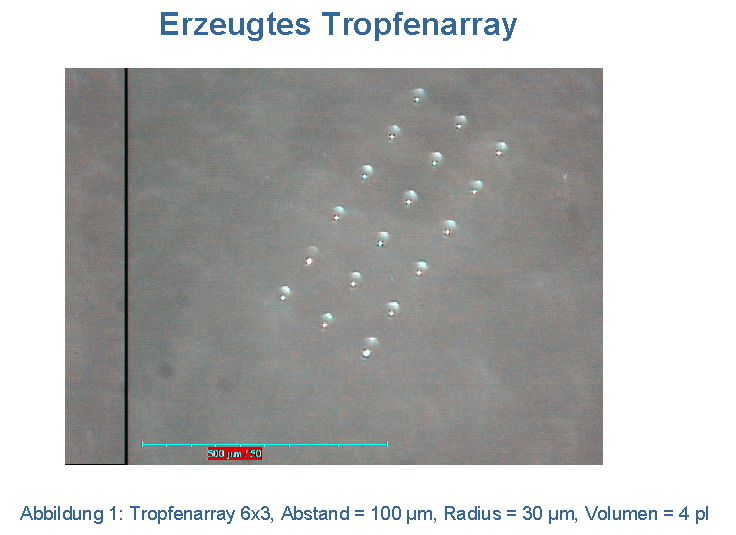
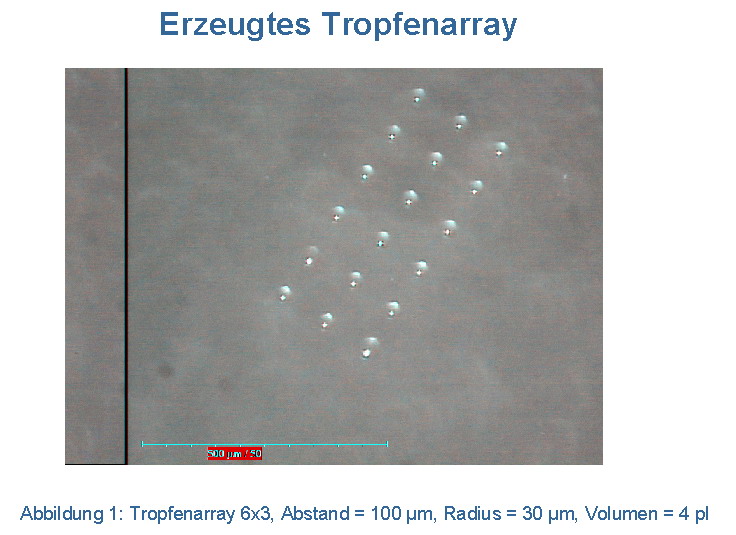
For an older project I've developed a special technique for really small droplets/volumes and high accurate dispensing - attached is an image of a test with a high viscous paste with 40000 MPas.
The raster grid distance is 100 microns, the single droplets 30 microns in diameter, 5 microns height ... the droplet at the bottom was 'stacked' 3x to show the reproducibility and adding volumes.
With this technique it's no problem to make even sub-micron sized droplets or as big as 500 microns -- but it's not so fast, as the piezo-dispensing ... with the Piezo-head I'll get up to 3000 (depends on viscosity) single droplets per second, with my setup it's something like 1 to 10 droplets (depends on size and viscosity - the smaller, the faster) per second.
---
And for bigger droplets look here - [vimeo.com]
The small grids were done with 5 droplets forming a 'blob' with 70 microns diameter, the big one with 30 droplets on a pad resulted in 140 micron big blobs ...
Viktor
--------
Aufruf zum Projekt "Müll-freie Meere" - [reprap.org] -- Deutsche Facebook-Gruppe - [www.facebook.com]
Call for the project "garbage-free seas" - [reprap.org]
For an older project I've developed a special technique for really small droplets/volumes and high accurate dispensing - attached is an image of a test with a high viscous paste with 40000 MPas.
The raster grid distance is 100 microns, the single droplets 30 microns in diameter, 5 microns height ... the droplet at the bottom was 'stacked' 3x to show the reproducibility and adding volumes.
With this technique it's no problem to make even sub-micron sized droplets or as big as 500 microns -- but it's not so fast, as the piezo-dispensing ... with the Piezo-head I'll get up to 3000 (depends on viscosity) single droplets per second, with my setup it's something like 1 to 10 droplets (depends on size and viscosity - the smaller, the faster) per second.
---
And for bigger droplets look here - [vimeo.com]
The small grids were done with 5 droplets forming a 'blob' with 70 microns diameter, the big one with 30 droplets on a pad resulted in 140 micron big blobs ...
Viktor
--------
Aufruf zum Projekt "Müll-freie Meere" - [reprap.org] -- Deutsche Facebook-Gruppe - [www.facebook.com]
Call for the project "garbage-free seas" - [reprap.org]
|
Re: High Resolution Extruder Help April 14, 2016 11:32AM |
Admin Registered: 16 years ago Posts: 13,884 |
... actually I'm preparing some samples for a fair and did some 'stipple-printing' with the piezo-dispenser.
For this I've modified StipleGen2 to export G-code for the dispenser.
Here are some images of the results.
- first the demo-image of Stippler:
- and an image of the machine:
Viktor
--------
Aufruf zum Projekt "Müll-freie Meere" - [reprap.org] -- Deutsche Facebook-Gruppe - [www.facebook.com]
Call for the project "garbage-free seas" - [reprap.org]
For this I've modified StipleGen2 to export G-code for the dispenser.
Here are some images of the results.
- first the demo-image of Stippler:


- and an image of the machine:



{kind=link}
{kind=link}
Viktor
--------
Aufruf zum Projekt "Müll-freie Meere" - [reprap.org] -- Deutsche Facebook-Gruppe - [www.facebook.com]
Call for the project "garbage-free seas" - [reprap.org]
|
Re: High Resolution Extruder Help April 15, 2016 10:24AM |
Admin Registered: 16 years ago Posts: 13,884 |
... here a video-clip preparing and printing a stipple-image - [vimeo.com]
Viktor
--------
Aufruf zum Projekt "Müll-freie Meere" - [reprap.org] -- Deutsche Facebook-Gruppe - [www.facebook.com]
Call for the project "garbage-free seas" - [reprap.org]
Viktor
--------
Aufruf zum Projekt "Müll-freie Meere" - [reprap.org] -- Deutsche Facebook-Gruppe - [www.facebook.com]
Call for the project "garbage-free seas" - [reprap.org]
|
Re: High Resolution Extruder Help May 15, 2016 11:55AM |
Registered: 7 years ago Posts: 14 |
|
Re: High Resolution Extruder Help May 15, 2016 02:24PM |
Admin Registered: 16 years ago Posts: 13,884 |
... no, I've simply changed the part, where the file is generated, so it creates a G-Code- instead of a SVG-File 
Viktor
--------
Aufruf zum Projekt "Müll-freie Meere" - [reprap.org] -- Deutsche Facebook-Gruppe - [www.facebook.com]
Call for the project "garbage-free seas" - [reprap.org]
Viktor
--------
Aufruf zum Projekt "Müll-freie Meere" - [reprap.org] -- Deutsche Facebook-Gruppe - [www.facebook.com]
Call for the project "garbage-free seas" - [reprap.org]
Sorry, only registered users may post in this forum.