Bad results with my printer !
Posted by makkacom
|
Bad results with my printer ! July 29, 2012 04:32AM |
Registered: 11 years ago Posts: 7 |
Hi
I have a new Prusa Mendel printer. I think its working fine but I get an extremely bad result and I think it is because of my configuration
can I get the recommended configuration for my printer ?
----------
1- Printer is ( Durbie Prusa Mendel V2 ).
2- PLA filament 3mm.
----------
Thank you
I have a new Prusa Mendel printer. I think its working fine but I get an extremely bad result and I think it is because of my configuration
can I get the recommended configuration for my printer ?
----------
1- Printer is ( Durbie Prusa Mendel V2 ).
2- PLA filament 3mm.
----------
Thank you
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Bad results with my printer ! July 29, 2012 09:28AM |
Registered: 12 years ago Posts: 283 |
Generally, to help you best, we need a little more information like what software and setting you are using. In this case, from the photos, although hard to tell because they are a bit.blurred, I'd say that you are not extruding enough plastic. Have you calibrated the pextruder? I'm using my phone to do this so cross references are difficult to do so just google 'extruder calibrate'. It also looks like.you extrusion temperature might be high.
Using ABSPrusa Mendel Zaphod with Pronterface and slic3r 1.3.0. Printing well with 3mm PLA and ABS through 2 x J Head Mk IV b and Wade Geared Exruders. Controlled using RAMPS1.4 board running Marlin_v1.1.9
Using ABSPrusa Mendel Zaphod with Pronterface and slic3r 1.3.0. Printing well with 3mm PLA and ABS through 2 x J Head Mk IV b and Wade Geared Exruders. Controlled using RAMPS1.4 board running Marlin_v1.1.9
|
Re: Bad results with my printer ! July 29, 2012 03:40PM |
Registered: 11 years ago Posts: 7 |
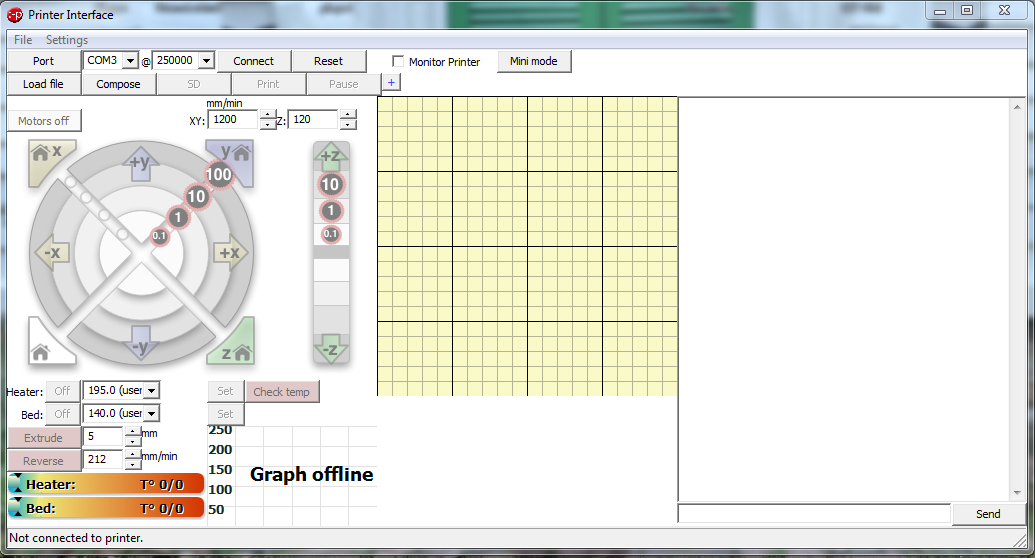
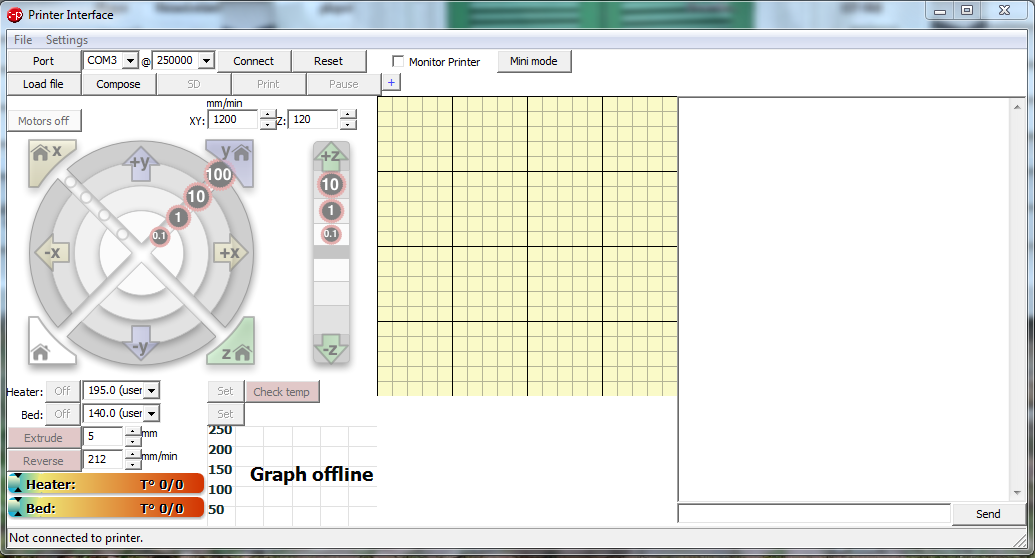
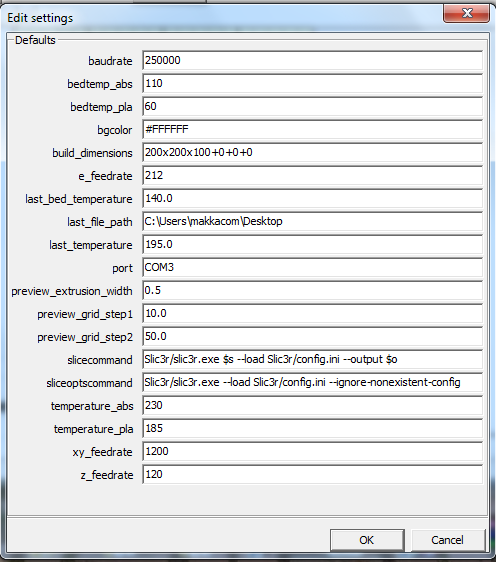
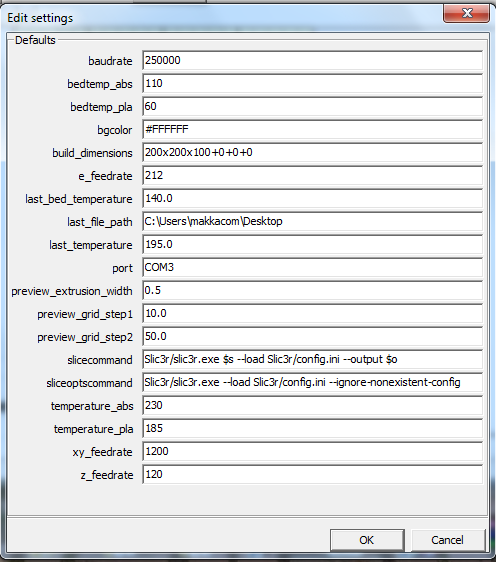
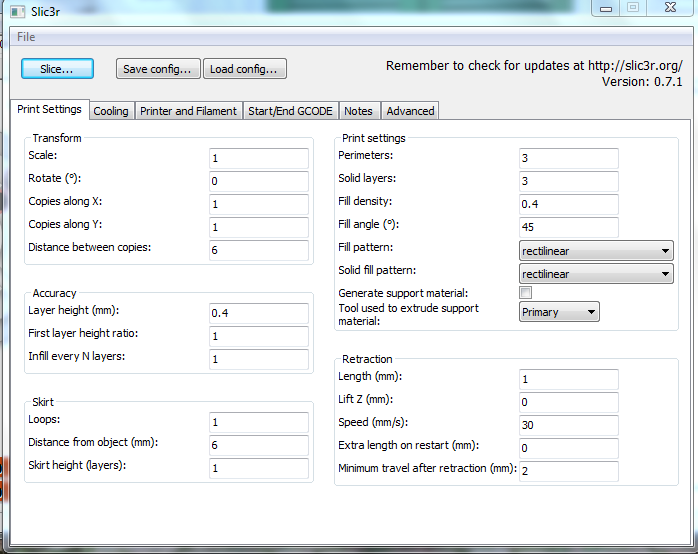
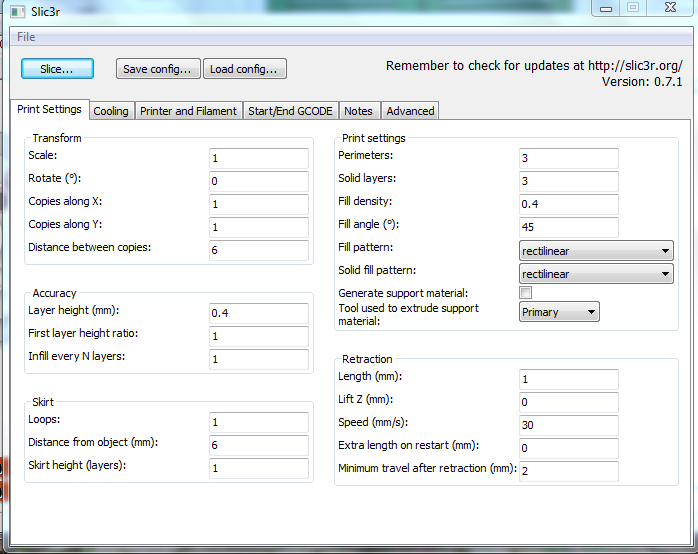
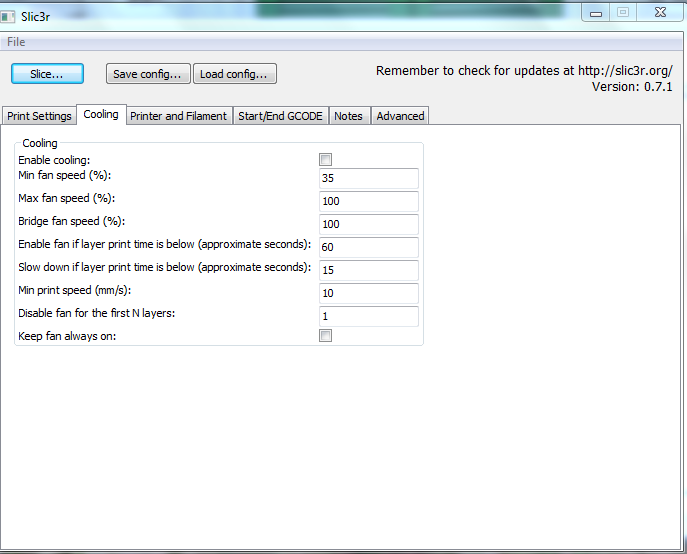
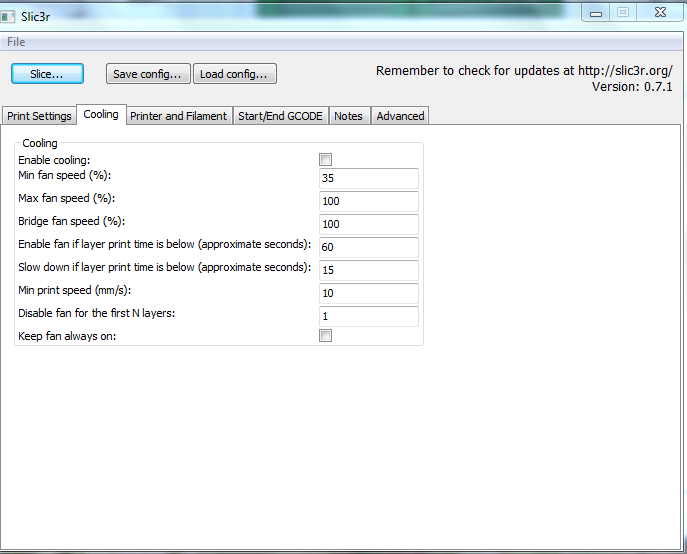
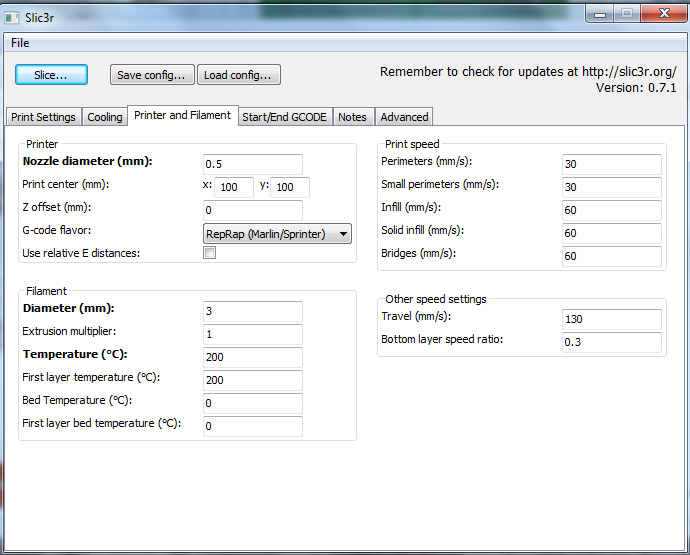
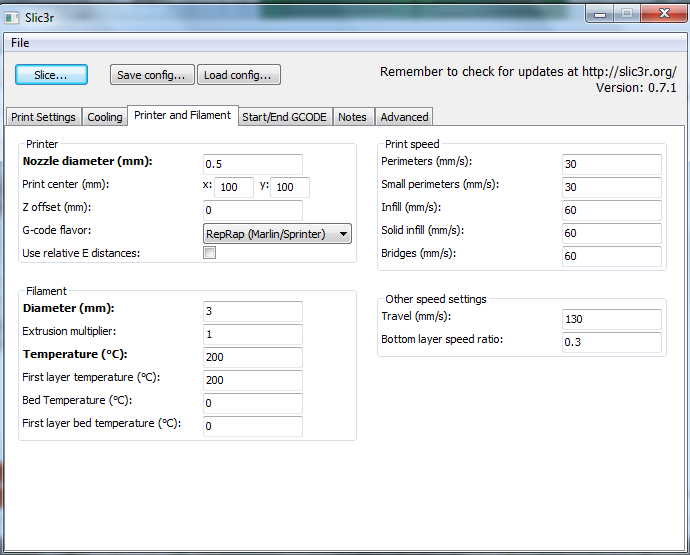
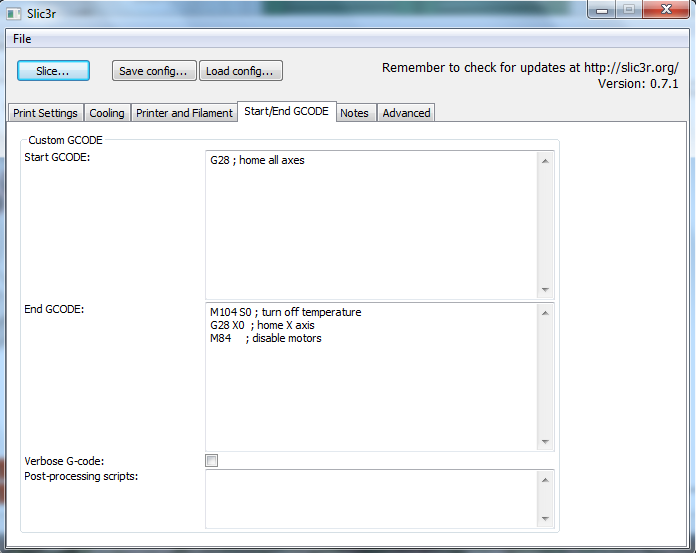
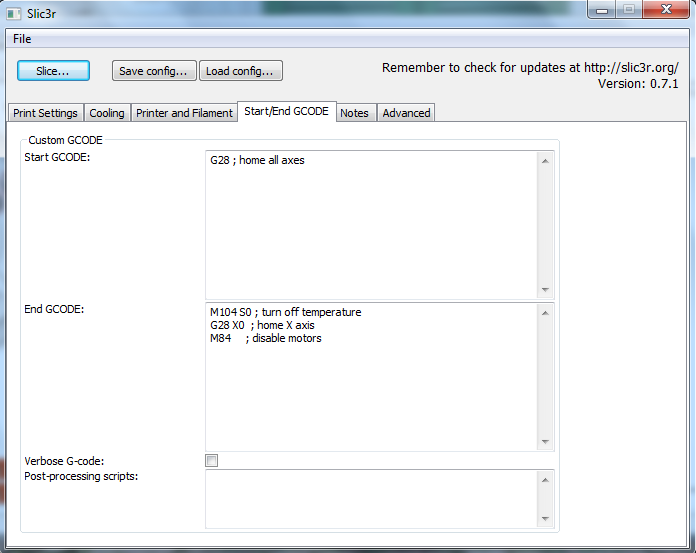
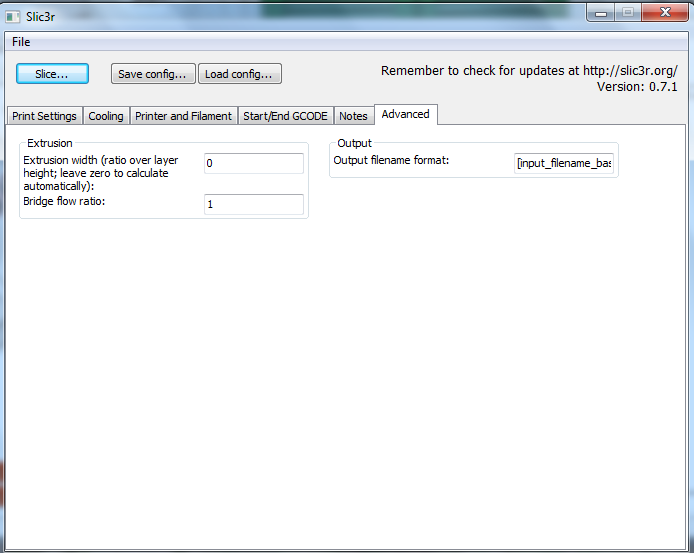
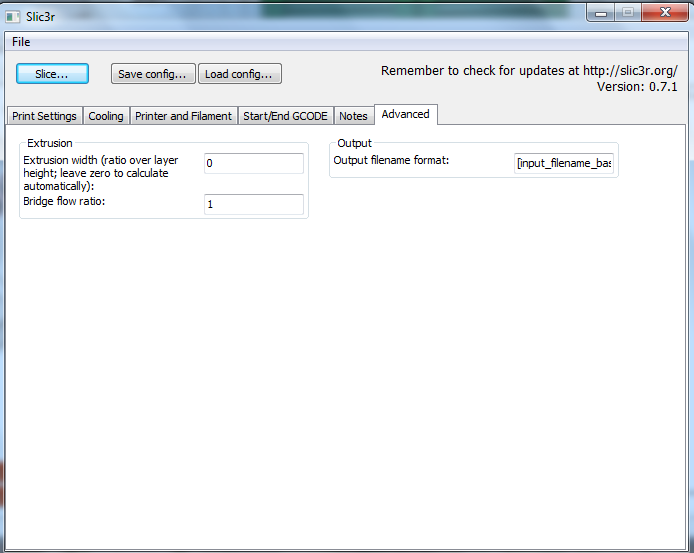
My configuration attached
Attachments:
open | download - Config_1.PNG (199.1 KB)
open | download - Config_2.PNG (62.5 KB)
open | download - Config_3.PNG (85.2 KB)
open | download - Config_4.PNG (63.2 KB)
open | download - Config_5.PNG (78.5 KB)
open | download - Config_6.PNG (73.9 KB)
open | download - Config_7.PNG (65.9 KB)
open | download - Config_1.PNG (199.1 KB)
{kind=link}
{kind=link}
open | download - Config_2.PNG (62.5 KB)
{kind=link}
{kind=link}
open | download - Config_3.PNG (85.2 KB)
{kind=link}
{kind=link}
open | download - Config_4.PNG (63.2 KB)
{kind=link}
{kind=link}
open | download - Config_5.PNG (78.5 KB)
{kind=link}
{kind=link}
open | download - Config_6.PNG (73.9 KB)
{kind=link}
{kind=link}
open | download - Config_7.PNG (65.9 KB)
{kind=link}
{kind=link}
|
Re: Bad results with my printer ! July 29, 2012 04:40PM |
Registered: 12 years ago Posts: 283 |
Thanks for the extra info...
To make things easier for you in future, all you need to do is attach the .ini file in the slic3r folder under where Pronterface is installed. It conains all the settings and is easer to upload than the screen dumps.
I see that you have the printer filament set at 3mm. Have you actually measured this? I know it says 3mm on the packaging but it is unusual to be exactly 3mm. If you don't have them already, I'd invest in som digital vernier calipers to measure it to two decimal places. You need to take several readings and average them. Secondly, I asked before if you'd calibrated your extruder? The default in you printer firmware will almost definitely be wrong.
I know I'm going together lots of people shouting about the next one but your temperature sounds a little high. The temperature reading varies a lot from machine to machine. The stringy ness of your print leads me to think that your ,aching and my machine broadly agree on temeprerature. I generally extrude my first layer at 195 and then drop to 175 for the others.
What print head are you using? Is it definitely 0.5?
The only other observation I have is that, at 0.7.1, your version of slic3r is quite old now. I'd look at using 0.8.4 if I were you. Maybe I should explain something. When you downloaded Pronterface and installed is, you also installed a thing called slic3r. Pronterface controls the printer while slic3r 'slices' the 3d object up into layers and writes all the commands that are sent to the printer. If you look in your Pronterface installation folder, you will find slicer there.
I think you are printing the whistle? This is quite a challenging part for a new printer. If I were you, I'd looks at printing the simpler calibration parts while you learn how to drive it.
Btw, if it is the whistle, you are doing very well. It is something of an achievement to get something that is even remotely recognisable so early on!
Using ABSPrusa Mendel Zaphod with Pronterface and slic3r 1.3.0. Printing well with 3mm PLA and ABS through 2 x J Head Mk IV b and Wade Geared Exruders. Controlled using RAMPS1.4 board running Marlin_v1.1.9
To make things easier for you in future, all you need to do is attach the .ini file in the slic3r folder under where Pronterface is installed. It conains all the settings and is easer to upload than the screen dumps.
I see that you have the printer filament set at 3mm. Have you actually measured this? I know it says 3mm on the packaging but it is unusual to be exactly 3mm. If you don't have them already, I'd invest in som digital vernier calipers to measure it to two decimal places. You need to take several readings and average them. Secondly, I asked before if you'd calibrated your extruder? The default in you printer firmware will almost definitely be wrong.
I know I'm going together lots of people shouting about the next one but your temperature sounds a little high. The temperature reading varies a lot from machine to machine. The stringy ness of your print leads me to think that your ,aching and my machine broadly agree on temeprerature. I generally extrude my first layer at 195 and then drop to 175 for the others.
What print head are you using? Is it definitely 0.5?
The only other observation I have is that, at 0.7.1, your version of slic3r is quite old now. I'd look at using 0.8.4 if I were you. Maybe I should explain something. When you downloaded Pronterface and installed is, you also installed a thing called slic3r. Pronterface controls the printer while slic3r 'slices' the 3d object up into layers and writes all the commands that are sent to the printer. If you look in your Pronterface installation folder, you will find slicer there.
I think you are printing the whistle? This is quite a challenging part for a new printer. If I were you, I'd looks at printing the simpler calibration parts while you learn how to drive it.
Btw, if it is the whistle, you are doing very well. It is something of an achievement to get something that is even remotely recognisable so early on!
Using ABSPrusa Mendel Zaphod with Pronterface and slic3r 1.3.0. Printing well with 3mm PLA and ABS through 2 x J Head Mk IV b and Wade Geared Exruders. Controlled using RAMPS1.4 board running Marlin_v1.1.9
|
Re: Bad results with my printer ! July 29, 2012 06:11PM |
Registered: 11 years ago Posts: 7 |
|
Re: Bad results with my printer ! August 02, 2012 03:22PM |
Registered: 12 years ago Posts: 38 |
Can u make better photos of printed subject? I cannot see enything. From ini file i can see at last several things:
1. very high speed, try lower numbers like 30mm/s for infill and 24 for skin.
2. u can try playing with extrusion multilier, 1 is unusual (i heve for example 5,8 but its printer dependant)
3. u can try hiher temperatures. Start from 190, then 195 then 200 etc. and compare results
4. after it u can try to set retraction (as high retraction speed as your head can do + slowly incerasing values)
1. very high speed, try lower numbers like 30mm/s for infill and 24 for skin.
2. u can try playing with extrusion multilier, 1 is unusual (i heve for example 5,8 but its printer dependant)
3. u can try hiher temperatures. Start from 190, then 195 then 200 etc. and compare results
4. after it u can try to set retraction (as high retraction speed as your head can do + slowly incerasing values)
|
Re: Bad results with my printer ! August 04, 2012 12:01AM |
Admin Registered: 15 years ago Posts: 1,470 |
Extrusion multiplier should be exactly 1 if your steps per mm on your extruder is set properly. Extrusion multiplier should not be machine dependent. It is there simply as a fudge-factor if your steps per mm is not quite right and you don't want to change it in firmware. 30 to 60 mm/s shouldn't be a problem for a Prusa Mendel.
|
Help improve the RepRap wiki!
Just click "Edit" in the top-right corner of the page and start typing. Anyone can edit the wiki! |
|
Re: Bad results with my printer ! August 05, 2012 04:23AM |
Registered: 12 years ago Posts: 38 |
Newperfection.
Interesting, but i have changed firmware several times on 2 repraps and using same numbers (steppes per mm) leads to change in extruded material on slic3r (maybe its slicer problem).....Plus extruder multiplier depends on your hotend which is different for every printer. And if someone starts than i recomemned standard/lower speeds not maximum ones.
Edited 1 time(s). Last edit at 08/05/2012 04:31AM by zemciko.
Interesting, but i have changed firmware several times on 2 repraps and using same numbers (steppes per mm) leads to change in extruded material on slic3r (maybe its slicer problem).....Plus extruder multiplier depends on your hotend which is different for every printer. And if someone starts than i recomemned standard/lower speeds not maximum ones.
Edited 1 time(s). Last edit at 08/05/2012 04:31AM by zemciko.
|
Re: Bad results with my printer ! August 05, 2012 04:28PM |
Admin Registered: 15 years ago Posts: 1,470 |
zemciko Wrote:
-------------------------------------------------------
> Newperfection.
> Interesting, but i have changed firmware several
> times on 2 repraps and using same numbers (steppes
> per mm) leads to change in extruded material on
> slic3r (maybe its slicer problem).....Plus
> extruder multiplier depends on your hotend which
> is different for every printer. And if someone
> starts than i recomemned standard/lower speeds not
> maximum ones.
Extrusion multiplier is not at all dependent on the hot end. Slic3r uses a volumetric calculation based on filament diameter. It will extrude the correct amount of plastic regardless of hot end nozzle diameter, assuming that the extruder steps per mm is correct. Basically, if you tell your machine to extrude 10mm of plastic, 10mm of filament should be drawn into the extruder. If you have the steps per mm correct for your extruder, the extrusion multiplier should always be 1.
Also, 30mm/s is a standard speed, somewhat on the low end. First layer possibly slower at around 15 to 20mm/s.
-------------------------------------------------------
> Newperfection.
> Interesting, but i have changed firmware several
> times on 2 repraps and using same numbers (steppes
> per mm) leads to change in extruded material on
> slic3r (maybe its slicer problem).....Plus
> extruder multiplier depends on your hotend which
> is different for every printer. And if someone
> starts than i recomemned standard/lower speeds not
> maximum ones.
Extrusion multiplier is not at all dependent on the hot end. Slic3r uses a volumetric calculation based on filament diameter. It will extrude the correct amount of plastic regardless of hot end nozzle diameter, assuming that the extruder steps per mm is correct. Basically, if you tell your machine to extrude 10mm of plastic, 10mm of filament should be drawn into the extruder. If you have the steps per mm correct for your extruder, the extrusion multiplier should always be 1.
Also, 30mm/s is a standard speed, somewhat on the low end. First layer possibly slower at around 15 to 20mm/s.
|
Help improve the RepRap wiki!
Just click "Edit" in the top-right corner of the page and start typing. Anyone can edit the wiki! |
|
Re: Bad results with my printer ! August 06, 2012 07:59AM |
Registered: 12 years ago Posts: 38 |
> Extrusion multiplier is not at all dependent on
> the hot end. Slic3r uses a volumetric calculation
> based on filament diameter. It will extrude the
> correct amount of plastic regardless of hot end
> nozzle diameter, assuming that the extruder steps
> per mm is correct. Basically, if you tell your
> machine to extrude 10mm of plastic, 10mm of
> filament should be drawn into the extruder. If
> you have the steps per mm correct for your
> extruder, the extrusion multiplier should always
> be 1.
>
If this will be true, then we will never need this parameter...
1. nozzle diameter is not same as diameter of extruded material
2. smaller hole means bigger friction
3. drilled hole will newer be same as drill itself
4. as i mentioned before i have 3 times changed FW (sprinter->marlin), used same numbers for steppes per mm (16) and always get different stepper motor speed , simplest way for me was changing extruding multiplier... Yes he can recalibrate his head, but for trying whats bad, result will be same.
> Also, 30mm/s is a standard speed, somewhat on the
> low end. First layer possibly slower at around 15
> to 20mm/s.
He used 60mm/s, not 30, which is for first print too high by my meaning.
Anyway that pictures are too blurry.
> the hot end. Slic3r uses a volumetric calculation
> based on filament diameter. It will extrude the
> correct amount of plastic regardless of hot end
> nozzle diameter, assuming that the extruder steps
> per mm is correct. Basically, if you tell your
> machine to extrude 10mm of plastic, 10mm of
> filament should be drawn into the extruder. If
> you have the steps per mm correct for your
> extruder, the extrusion multiplier should always
> be 1.
>
If this will be true, then we will never need this parameter...
1. nozzle diameter is not same as diameter of extruded material
2. smaller hole means bigger friction
3. drilled hole will newer be same as drill itself
4. as i mentioned before i have 3 times changed FW (sprinter->marlin), used same numbers for steppes per mm (16) and always get different stepper motor speed , simplest way for me was changing extruding multiplier... Yes he can recalibrate his head, but for trying whats bad, result will be same.
> Also, 30mm/s is a standard speed, somewhat on the
> low end. First layer possibly slower at around 15
> to 20mm/s.
He used 60mm/s, not 30, which is for first print too high by my meaning.
Anyway that pictures are too blurry.
Sorry, only registered users may post in this forum.