Walls not infilled / Stringing
Posted by geoffd
|
Walls not infilled / Stringing October 15, 2011 02:44PM |
Registered: 17 years ago Posts: 75 |
Hi All
I have finally got my Prusa to print somethings that are near correct, but I have two issues that I need some advice on.
I am using Pronterface, SFACT and Marlin on a Mac.
The object is a spool holder from Thingiverse.
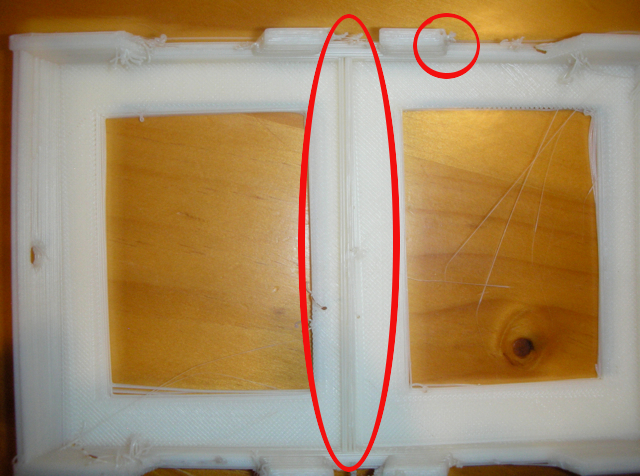
1) When printing vertical lines (marked in the middle of the photo) it does not seem to do any infill just draws the lines straight, so what should be a solid bar has ended up as a series of individual lines. When it does the horizontal lines it does a zig-zag infill.
2) When moving from one segment to the next there are small strings. (top left circle).
Can any one advise me as to which settings I should start to change?
My E_Steps is accurate as are the X,Y,Z steps.
Thanks
Geoff
I have finally got my Prusa to print somethings that are near correct, but I have two issues that I need some advice on.
I am using Pronterface, SFACT and Marlin on a Mac.
The object is a spool holder from Thingiverse.
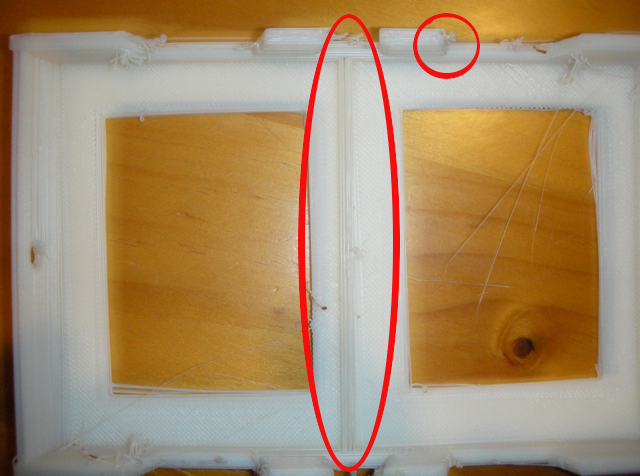
1) When printing vertical lines (marked in the middle of the photo) it does not seem to do any infill just draws the lines straight, so what should be a solid bar has ended up as a series of individual lines. When it does the horizontal lines it does a zig-zag infill.
2) When moving from one segment to the next there are small strings. (top left circle).
Can any one advise me as to which settings I should start to change?
My E_Steps is accurate as are the X,Y,Z steps.
Thanks
Geoff
{kind=link}
{kind=link}
|
Re: Walls not infilled / Stringing November 12, 2011 02:15PM |
Registered: 12 years ago Posts: 23 |
Do you have oozebane enabled? if not, look it up and set it up.
It also sounds like your bead width ratio is not setup correctly.
So, you need to measure the bead with and you need to be accurate to less than 0.1mm, digital ruler (callipers etc) will work wonders.
Then devid your bead width by your layer height and this is your ratio.
Their is two points where you enter this value, first is in carve the second is in fill. Look for bead width over layer height ratio... or something to that effect.
Once you have done that, set fill to line, and set density to 100%...
Then regenerate the GCODE and re-print...
Be aware, some PLA/ABS may react differently when you start producing dense objects, so be mindfull that it may overfill.
If it does over fill then increase the ratio by 0.1 and retry (repeat until correct)
If however you see gaps in the beads still then reduce the ratio by 0.1 and retry (again, repeat until correct)
Don't try to do the above with fill set below 1.00 (IE 100%) other wise this will not work.
post your results back if your still having trouble... also a picture tells 1000 words...
It also sounds like your bead width ratio is not setup correctly.
So, you need to measure the bead with and you need to be accurate to less than 0.1mm, digital ruler (callipers etc) will work wonders.
Then devid your bead width by your layer height and this is your ratio.
Their is two points where you enter this value, first is in carve the second is in fill. Look for bead width over layer height ratio... or something to that effect.
Once you have done that, set fill to line, and set density to 100%...
Then regenerate the GCODE and re-print...
Be aware, some PLA/ABS may react differently when you start producing dense objects, so be mindfull that it may overfill.
If it does over fill then increase the ratio by 0.1 and retry (repeat until correct)
If however you see gaps in the beads still then reduce the ratio by 0.1 and retry (again, repeat until correct)
Don't try to do the above with fill set below 1.00 (IE 100%) other wise this will not work.
post your results back if your still having trouble... also a picture tells 1000 words...
|
Re: Walls not infilled / Stringing November 13, 2011 01:45AM |
Registered: 13 years ago Posts: 581 |
comwarrior Wrote:
-------------------------------------------------------
> Do you have oozebane enabled? if not, look it up
> and set it up.
>
> It also sounds like your bead width ratio is not
> setup correctly.
>
> So, you need to measure the bead with and you need
> to be accurate to less than 0.1mm, digital ruler
> (callipers etc) will work wonders.
> Then devid your bead width by your layer height
> and this is your ratio.
>
> Their is two points where you enter this value,
> first is in carve the second is in fill. Look for
> bead width over layer height ratio... or something
> to that effect.
>
> Once you have done that, set fill to line, and set
> density to 100%...
> Then regenerate the GCODE and re-print...
> Be aware, some PLA/ABS may react differently when
> you start producing dense objects, so be mindfull
> that it may overfill.
> If it does over fill then increase the ratio by
> 0.1 and retry (repeat until correct)
> If however you see gaps in the beads still then
> reduce the ratio by 0.1 and retry (again, repeat
> until correct)
>
> Don't try to do the above with fill set below 1.00
> (IE 100%) other wise this will not work.
>
> post your results back if your still having
> trouble... also a picture tells 1000 words...
Just...no. Ozebane is obsolete for steppers and not included in SFACT if i recall correctly.
I cant tell, but are you doing any extra shells? If so, set to zero. If the gap is small enough there might not be room for infill. Extra shells usually makes small gaps problematic for some reason.
To fix strings you need to adjust the retract speed and distance. start with 15mm/s and .5mm for a standard wade style extruder and gradually increase the distance. anything much higher than 15mm/s won't really help from my experience, and 1.5mm is about the max reasonable retract. I use SF at the moment so someone with more recent sfact knowledge might be able to help more with the minimum travel distance for retracts if it is still around.
Also, your width/thickness settings look great from what i can see of the infill.
Edited 1 time(s). Last edit at 11/13/2011 01:49AM by Andrew Diehl.
www.Fablicator.com
-------------------------------------------------------
> Do you have oozebane enabled? if not, look it up
> and set it up.
>
> It also sounds like your bead width ratio is not
> setup correctly.
>
> So, you need to measure the bead with and you need
> to be accurate to less than 0.1mm, digital ruler
> (callipers etc) will work wonders.
> Then devid your bead width by your layer height
> and this is your ratio.
>
> Their is two points where you enter this value,
> first is in carve the second is in fill. Look for
> bead width over layer height ratio... or something
> to that effect.
>
> Once you have done that, set fill to line, and set
> density to 100%...
> Then regenerate the GCODE and re-print...
> Be aware, some PLA/ABS may react differently when
> you start producing dense objects, so be mindfull
> that it may overfill.
> If it does over fill then increase the ratio by
> 0.1 and retry (repeat until correct)
> If however you see gaps in the beads still then
> reduce the ratio by 0.1 and retry (again, repeat
> until correct)
>
> Don't try to do the above with fill set below 1.00
> (IE 100%) other wise this will not work.
>
> post your results back if your still having
> trouble... also a picture tells 1000 words...
Just...no. Ozebane is obsolete for steppers and not included in SFACT if i recall correctly.
I cant tell, but are you doing any extra shells? If so, set to zero. If the gap is small enough there might not be room for infill. Extra shells usually makes small gaps problematic for some reason.
To fix strings you need to adjust the retract speed and distance. start with 15mm/s and .5mm for a standard wade style extruder and gradually increase the distance. anything much higher than 15mm/s won't really help from my experience, and 1.5mm is about the max reasonable retract. I use SF at the moment so someone with more recent sfact knowledge might be able to help more with the minimum travel distance for retracts if it is still around.
Also, your width/thickness settings look great from what i can see of the infill.
Edited 1 time(s). Last edit at 11/13/2011 01:49AM by Andrew Diehl.
www.Fablicator.com
|
Re: Walls not infilled / Stringing November 15, 2011 03:12PM |
Registered: 12 years ago Posts: 23 |
Sorry, only registered users may post in this forum.