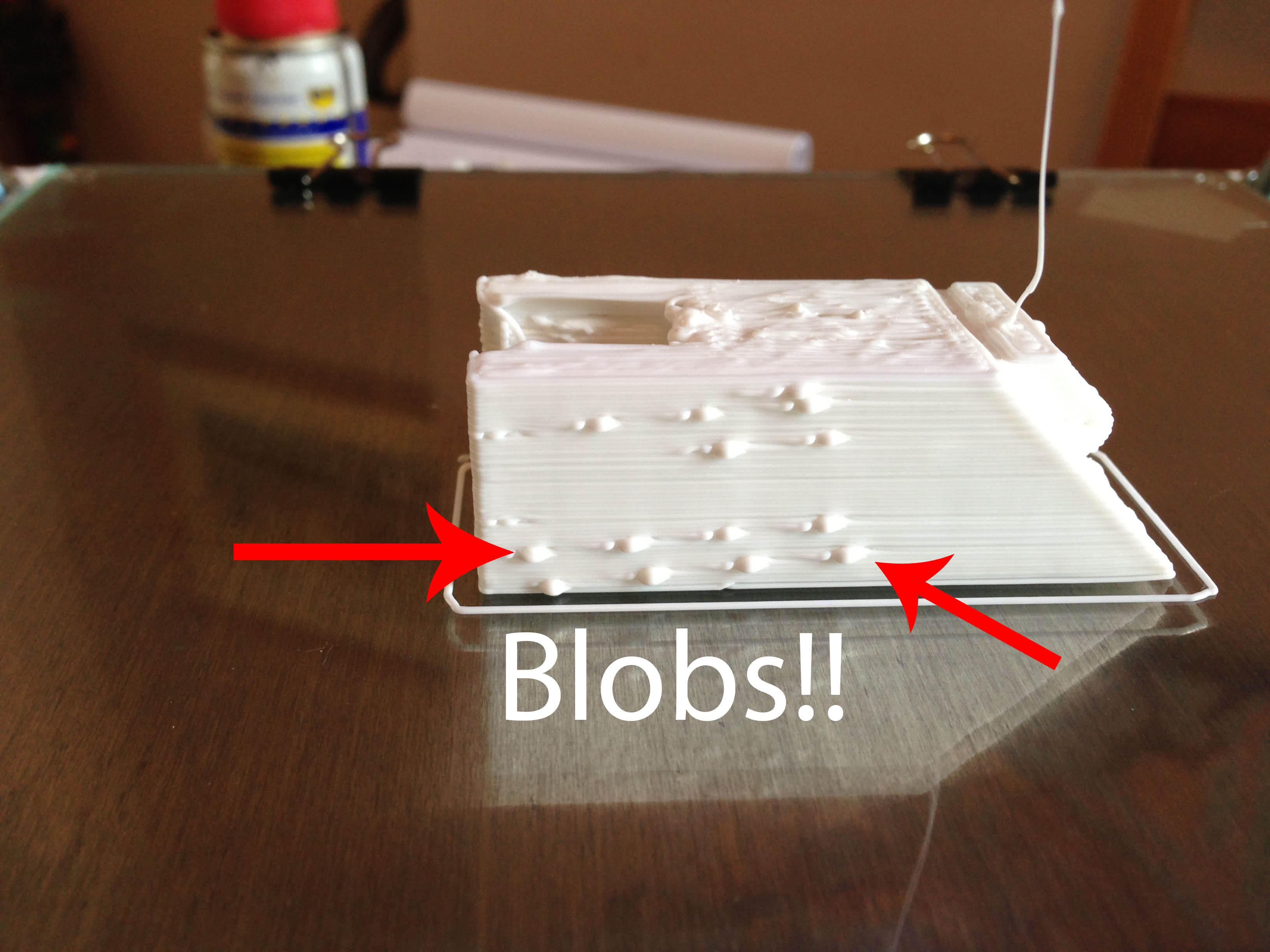
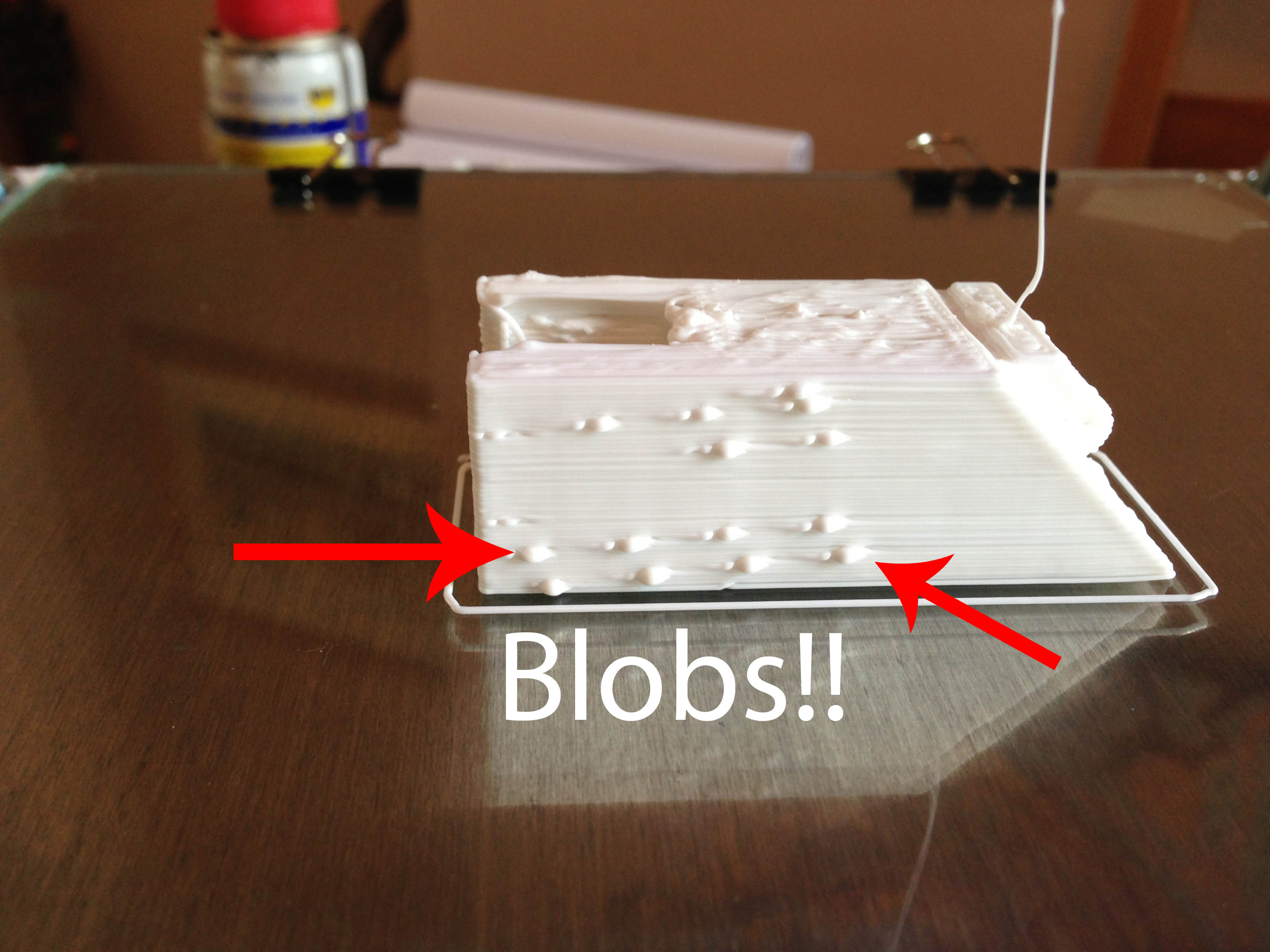
Blobbing on print.
Posted by danlad1631
|
Blobbing on print. April 17, 2013 11:14AM |
Registered: 11 years ago Posts: 180 |
I've got a reprappro mendel mono, using PLA. Bed temp at 60.
How can I get rid of this blobbing problem? I was told the nozzle temp is to high, I've changed the temp in the "Temperature" setting but it still has a nozzle temp of 200 when it prints. Where can I change this?
What would be the best settings for printing in skeinforge and what tab are they under in Skeinforge?
All I want is one good print. I've been trying to calibrate my raprap for the last 2/3 weeks now!! Please help.
Edited 2 time(s). Last edit at 04/17/2013 05:05PM by danlad1631.
How can I get rid of this blobbing problem? I was told the nozzle temp is to high, I've changed the temp in the "Temperature" setting but it still has a nozzle temp of 200 when it prints. Where can I change this?
What would be the best settings for printing in skeinforge and what tab are they under in Skeinforge?
All I want is one good print. I've been trying to calibrate my raprap for the last 2/3 weeks now!! Please help.
Edited 2 time(s). Last edit at 04/17/2013 05:05PM by danlad1631.
{kind=link}
{kind=link}
|
Re: Blobbing on print. April 24, 2013 01:57PM |
Registered: 13 years ago Posts: 352 |
Your blobs seems to come at the beggining of new layers: if it's the case you can play with Skeinforge's Clip plugin. I decreased Maximum Connection Distance Over Perimeter Width to have good results with my PLA.
http://fabmetheus.crsndoo.com/wiki/index.php/Skeinforge_Clip for information.
François
http://fabmetheus.crsndoo.com/wiki/index.php/Skeinforge_Clip for information.
François
|
Re: Blobbing on print. April 24, 2013 03:50PM |
Registered: 11 years ago Posts: 1,320 |
Looks like you might also benefit from retraction. Retraction sucks the filament into the hot end before it starts any moves without extrusion. Then when it arrives at its destination, extrudes a bit to get back to where it was. The result is that the head is not oozing while it is moving.
Retraction is under the Dimension tab. Just set the retraction distance to 1 or 2mm and leave the other settings alone. It might take a little experimenting.
Retraction is under the Dimension tab. Just set the retraction distance to 1 or 2mm and leave the other settings alone. It might take a little experimenting.
|
Re: Blobbing on print. May 07, 2013 12:01PM |
Registered: 11 years ago Posts: 65 |
In my experience I have done the following steps to get very good results:
- A) calibrate the Extruder as explained in the printing Wiki (playing with the M92 command) so that extruding (at cold) out of the tube you can issue a command like G1 E100 and you get EXACTLY 100mm of filament. That is very important. These are more or less the base values from RepRapPro you should have at the beginning before you changed them: M92 X91.429 Y91.429 Z4000.000 E945.000
If after the G1 E100 command your filament is long 121 mm (use a calliper to get the most exact measure) and your current steps/mm is 945.000 , then change the "E945.000" to be 945.000*100/121; this means issue the following command manually on the pronterface command line: M92 X91.429 Y91.429 Z4000.000 E780.992
Repeat the step A until you have exactly 100.000mm. Then don't forget to issue the M500 command to save the last values in the memory.
- B ) scratch all the skeinforge profiles and reinstall the fresh one from RepRapPro. That are near the optimal values. At the beginning I played to much changing parameters before I had enough experience to know what I was doing and all the settings were out of control.
scratch all the skeinforge profiles and reinstall the fresh one from RepRapPro. That are near the optimal values. At the beginning I played to much changing parameters before I had enough experience to know what I was doing and all the settings were out of control.
- C) Follow the instruction in "Calibrate line width" and print the 50mm thin wall. Measure the thickness of the wall with the calliper, and ensure is 50.xxx mm. If you get a higher or lower value you have to increase/decrease the Perimeter Width over Thickness (PWoT - found in Carve). "Edge Width over Height (ratio)" for newer versions until you have exactly 50mm thickness as described there.
- D) Then INCREASE the Retraction Distance (mm) in Dimension plugin if you have still blob.
- A) calibrate the Extruder as explained in the printing Wiki (playing with the M92 command) so that extruding (at cold) out of the tube you can issue a command like G1 E100 and you get EXACTLY 100mm of filament. That is very important. These are more or less the base values from RepRapPro you should have at the beginning before you changed them: M92 X91.429 Y91.429 Z4000.000 E945.000
If after the G1 E100 command your filament is long 121 mm (use a calliper to get the most exact measure) and your current steps/mm is 945.000 , then change the "E945.000" to be 945.000*100/121; this means issue the following command manually on the pronterface command line: M92 X91.429 Y91.429 Z4000.000 E780.992
Repeat the step A until you have exactly 100.000mm. Then don't forget to issue the M500 command to save the last values in the memory.
- B )
scratch all the skeinforge profiles and reinstall the fresh one from RepRapPro. That are near the optimal values. At the beginning I played to much changing parameters before I had enough experience to know what I was doing and all the settings were out of control.- C) Follow the instruction in "Calibrate line width" and print the 50mm thin wall. Measure the thickness of the wall with the calliper, and ensure is 50.xxx mm. If you get a higher or lower value you have to increase/decrease the Perimeter Width over Thickness (PWoT - found in Carve). "Edge Width over Height (ratio)" for newer versions until you have exactly 50mm thickness as described there.
- D) Then INCREASE the Retraction Distance (mm) in Dimension plugin if you have still blob.
Sorry, only registered users may post in this forum.