From SFACT to Skeinforge50 Extrusion on the run.
Posted by Joost-b
|
From SFACT to Skeinforge50 Extrusion on the run. June 12, 2013 07:49AM |
Registered: 11 years ago Posts: 13 |
I used SFACT with great succes, my mendel90 was delivering nice prints.
Yesterday i tried to switch over to skeinforge50, so i carefully set all the settings (by hand) from SFACT to skeinforge50. It all looks fine, exept that the extrunsion is way to much. E values of 4 seen, where i expect values around E0.2.
Is there some setting i completely overlooked? Or needs skeinforge50 a complete recalibration?
I have the following settings (copied from my SFACT):
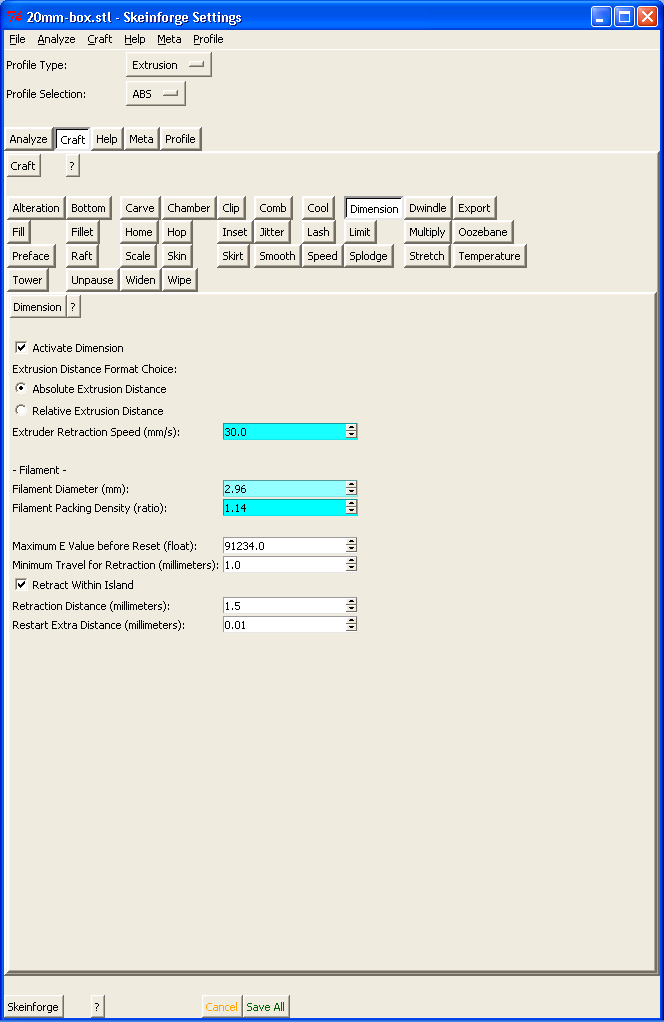
Dimension:
filament diameter: 2.95
Filament packing density: 1.14
Speed:
Feed rate mm/s: 60
Flow Rate Setting (this is not available in SFACT):
- Default 210, results very high E values.
- As in manual, 60, results in value as described above
- 0.5, beter but still to high E values.
I use Nopheads Mendel90 with Marlin firmware and stepper extruder.
Yesterday i tried to switch over to skeinforge50, so i carefully set all the settings (by hand) from SFACT to skeinforge50. It all looks fine, exept that the extrunsion is way to much. E values of 4 seen, where i expect values around E0.2.
Is there some setting i completely overlooked? Or needs skeinforge50 a complete recalibration?
I have the following settings (copied from my SFACT):
Dimension:
filament diameter: 2.95
Filament packing density: 1.14
Speed:
Feed rate mm/s: 60
Flow Rate Setting (this is not available in SFACT):
- Default 210, results very high E values.
- As in manual, 60, results in value as described above
- 0.5, beter but still to high E values.
I use Nopheads Mendel90 with Marlin firmware and stepper extruder.
|
Re: From SFACT to Skeinforge50 Extrusion on the run. June 12, 2013 08:40AM |
Registered: 13 years ago Posts: 202 |
You cant use SFACT settings in Skeinforge. SFACT calculates many things internally.. So dont do it. use the latest one from github. It should be SF50 based.
Edited 1 time(s). Last edit at 06/12/2013 08:40AM by ahmetcemturan.
Manufacturer of low tolerance Filaments PLA, ABS, ASA, PETG, TPU, PA, PVA,
[www.miafilament.com]
[github.com]
Edited 1 time(s). Last edit at 06/12/2013 08:40AM by ahmetcemturan.
Manufacturer of low tolerance Filaments PLA, ABS, ASA, PETG, TPU, PA, PVA,
[www.miafilament.com]
[github.com]
|
Re: From SFACT to Skeinforge50 Extrusion on the run. June 12, 2013 08:56AM |
Admin Registered: 17 years ago Posts: 7,879 |
If you want to use Skeinforge50 the settings for it are provided with the kit. Are you sure you selected relative extrusion as 4mm would be a lot of filament.
[www.hydraraptor.blogspot.com]
[www.hydraraptor.blogspot.com]
|
Re: From SFACT to Skeinforge50 Extrusion on the run. June 12, 2013 09:08AM |
Registered: 11 years ago Posts: 13 |
thanks for you response
@ahmetcemturan, I am aware of that, therefore i manually typed over my settings like filament diameter, filement packing density and speed.
@ nophead: I use absolute extrusion, but i get values as below, and yes i have a lot of extrusion, thats the problem :
:
Edited 1 time(s). Last edit at 06/12/2013 09:09AM by Joost-b.
@ahmetcemturan, I am aware of that, therefore i manually typed over my settings like filament diameter, filement packing density and speed.
@ nophead: I use absolute extrusion, but i get values as below, and yes i have a lot of extrusion, thats the problem
:G1 X-11.52 Y10.116 Z0.36 F759.0155 E2.6173 G1 X-10.08 Y10.116 Z0.36 F759.0155 E2.8036 G1 X-10.08 Y-10.116 Z0.36 F759.0155 E5.4209 G1 X-8.64 Y-10.116 Z0.36 F759.0155 E5.6071 G1 X-8.64 Y10.116 Z0.36 F759.0155 E8.2244 G1 X-7.2 Y10.116 Z0.36 F759.0155 E8.4107 G1 X-7.2 Y-10.116 Z0.36 F759.0155 E11.028 G1 X-5.76 Y-10.116 Z0.36 F759.0155 E11.2143 G1 X-5.76 Y10.116 Z0.36 F759.0155 E13.8316 G1 X-4.32 Y10.116 Z0.36 F759.0155 E14.0179 G1 X-4.32 Y-10.116 Z0.36 F759.0155 E16.6352
Edited 1 time(s). Last edit at 06/12/2013 09:09AM by Joost-b.
|
Re: From SFACT to Skeinforge50 Extrusion on the run. June 12, 2013 09:47AM |
Admin Registered: 17 years ago Posts: 7,879 |
The extrusion volume in SF is calculated from the filament diameter but the feed rate and flow rate multipliers on the speed tab affect it. You have to keep them both the same.
Edited 1 time(s). Last edit at 06/12/2013 10:09AM by nophead.
[www.hydraraptor.blogspot.com]
Edited 1 time(s). Last edit at 06/12/2013 10:09AM by nophead.
[www.hydraraptor.blogspot.com]
|
Re: From SFACT to Skeinforge50 Extrusion on the run. June 12, 2013 10:36AM |
Registered: 11 years ago Posts: 13 |
I put both feedrate and flowrate on the default value of 16.
In Dimension i have the following settings:
filament diameter: 2.95
Filament packing density: 1.14
If i slice the 20mm cube i get the Gcode below.
The first part must familiar for Nophead, but an extrusion of 31.88mm for only the skirt is maybe to much.
In Dimension i have the following settings:
filament diameter: 2.95
Filament packing density: 1.14
If i slice the 20mm cube i get the Gcode below.
The first part must familiar for Nophead, but an extrusion of 31.88mm for only the skirt is maybe to much.
M82 G28 G1 X5.0 Y98.0 F9000 G1 Z0.05 M104 S200 M190 S110 M109 S236 G92 E0 G1 E2.5 F50 G1 E-1.0 F1200 G1 X40.0 F4000 G1 Z0.3 G90 G21 M113 S1.0 M108 S40.0 G1 X-20.07 Y15.739 Z0.18 F7800.0 G1 F1800.0 G1 E1.51 G1 F7800.0 M101 G1 X-20.048 Y15.778 Z0.18 F480.0 E1.512 G1 X-20.027 Y15.817 Z0.18 F800.0 E1.5133 G1 X-20.005 Y15.856 Z0.18 F960.0 E1.5143 G1 X-18.424 Y18.702 Z0.18 F960.0 E1.589 G1 X18.424 Y18.702 Z0.18 F106.6667 E9.1985 G1 X20.07 Y15.739 Z0.18 F106.6667 E9.8983 G1 X20.07 Y-15.739 Z0.18 F106.6667 E16.399 G1 X18.424 Y-18.702 Z0.18 F106.6667 E17.0988 G1 X-18.424 Y-18.702 Z0.18 F106.6667 E24.7083 G1 X-20.07 Y-15.739 Z0.18 F106.6667 E25.4082 G1 X-20.07 Y15.606 Z0.18 F106.6667 E31.8813 G1 F1800.0 G1 E30.3813 G1 F106.6667 M103 G1 X-20.07 Y15.673 Z0.18 F53.3334 G1 X-20.07 Y15.739 Z0.18 F17.7778 M108 S40.0 G1 X-14.419 Y-14.477 Z0.18 F7800.0 G1 F1800.0 G1 E31.8913 G1 F7800.0 M101 G1 X-14.4 Y-14.58 Z0.18 F960.0 E31.8937 G1 X-14.4 Y-14.536 Z0.18 F480.0 E31.8957 G1 X-14.4 Y-14.491 Z0.18 F800.0 E31.897 G1 X-14.4 Y-14.447 Z0.18 F960.0 E31.898 G1 X-14.4 Y14.58 Z0.18 F960.0 E32.564 G1 X-13.8 Y14.58 Z0.18 F106.6667 E32.6879 G1 X-13.8 Y-14.58 Z0.18 F106.6667 E38.7097 G1 X-13.2 Y-14.58 Z0.18 F106.6667 E38.8336 G1 X-13.2 Y14.58 Z0.18 F106.6667 E44.8554 G1 X-12.6 Y14.58 Z0.18 F106.6667 E44.9793 G1 X-12.6 Y-14.58 Z0.18 F106.6667 E51.001 G1 X-12.0 Y-14.58 Z0.18 F106.6667 E51.1249 G1 X-12.0 Y14.58 Z0.18 F106.6667 E57.1467 G1 X-11.4 Y14.58 Z0.18 F106.6667 E57.2706 G1 X-11.4 Y-14.58 Z0.18 F106.6667 E63.2924 G1 X-10.8 Y-14.58 Z0.18 F106.6667 E63.4163 G1 X-10.8 Y14.58 Z0.18 F106.6667 E69.4381 G1 X-10.2 Y14.58 Z0.18 F106.6667 E69.562 G1 X-10.2 Y-14.58 Z0.18 F106.6667 E75.5837 G1 X-9.6 Y-14.58 Z0.18 F106.6667 E75.7076 G1 X-9.6 Y14.58 Z0.18 F106.6667 E81.7294 G1 X-9.0 Y14.58 Z0.18 F106.6667 E81.8533 G1 X-9.0 Y-14.58 Z0.18 F106.6667 E87.8751 G1 X-8.4 Y-14.58 Z0.18 F106.6667 E87.999 G1 X-8.4 Y14.58 Z0.18 F106.6667 E94.0208 G1 X-7.8 Y14.58 Z0.18 F106.6667 E94.1447 G1 X-7.8 Y-14.58 Z0.18 F106.6667 E100.1664 G1 X-7.2 Y-14.58 Z0.18 F106.6667 E100.2904 G1 X-7.2 Y14.58 Z0.18 F106.6667 E106.3121 G1 X-6.6 Y14.58 Z0.18 F106.6667 E106.436 G1 X-6.6 Y-14.58 Z0.18 F106.6667 E112.4578 G1 X-6.0 Y-14.58 Z0.18 F106.6667 E112.5817 G1 X-6.0 Y14.58 Z0.18 F106.6667 E118.6035 G1 X-5.4 Y14.58 Z0.18 F106.6667 E118.7274 G1 X-5.4 Y-14.58 Z0.18 F106.6667 E124.7492 G1 X-4.8 Y-14.58 Z0.18 F106.6667 E124.8731 G1 X-4.8 Y14.58 Z0.18 F106.6667 E130.8948 G1 X-4.2 Y14.58 Z0.18 F106.6667 E131.0187 G1 X-4.2 Y-14.58 Z0.18 F106.6667 E137.0405 G1 X-3.6 Y-14.58 Z0.18 F106.6667 E137.1644 G1 X-3.6 Y14.58 Z0.18 F106.6667 E143.1862
|
Re: From SFACT to Skeinforge50 Extrusion on the run. June 12, 2013 11:35AM |
Admin Registered: 17 years ago Posts: 7,879 |
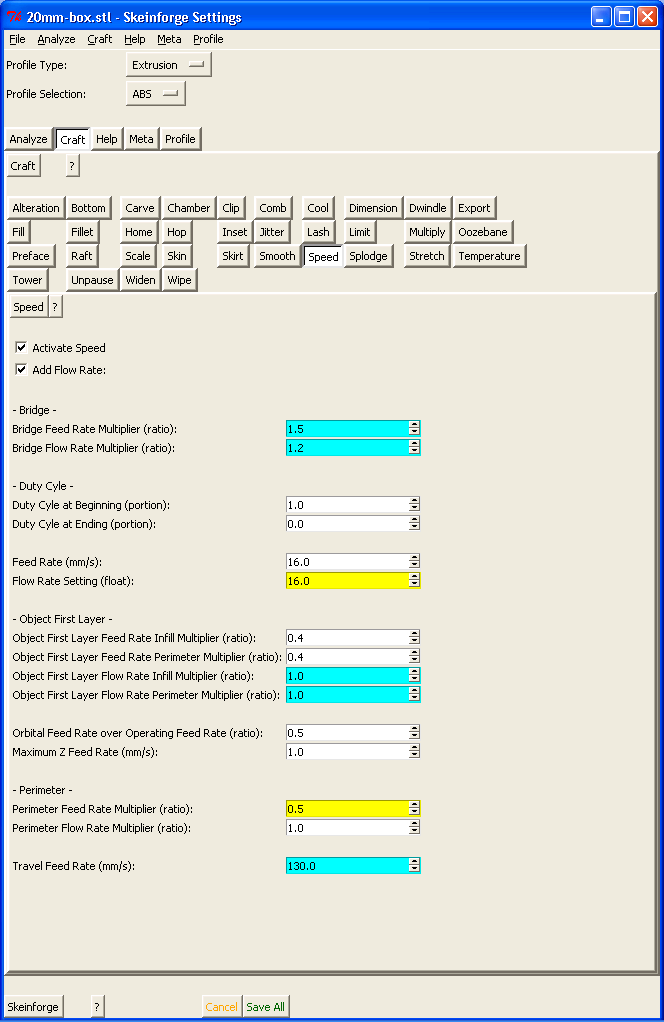
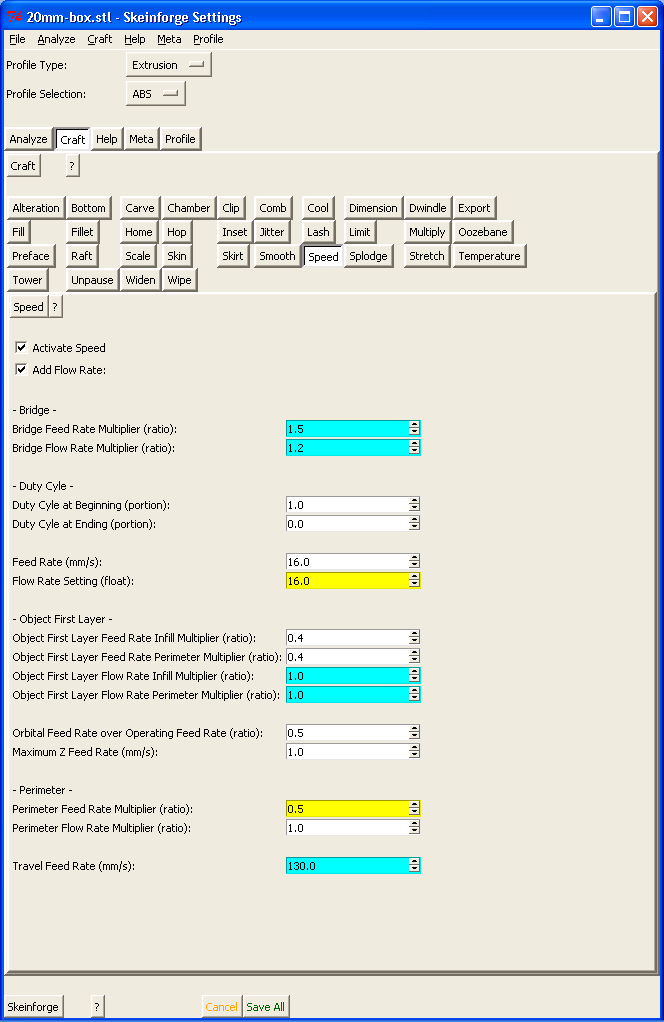
It doesn't matter what value you have for feed rate and flow rate as long as they are both the same and the first layer and perimeter multipliers should have feed and flow the same, or nearly the same.
[www.hydraraptor.blogspot.com]
[www.hydraraptor.blogspot.com]
|
Re: From SFACT to Skeinforge50 Extrusion on the run. June 12, 2013 11:57AM |
Registered: 11 years ago Posts: 13 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: From SFACT to Skeinforge50 Extrusion on the run. June 12, 2013 12:46PM |
Admin Registered: 17 years ago Posts: 7,879 |
You have your flow rate multipliers 2.5 times bigger than the feed rate multipliers so you should get 2.5 times too much filament on the first layer and 6.25 times too much on the first layer outline. The feed and flow multipliers need to be the same to keep flow in sync with feed.
Edited 1 time(s). Last edit at 06/12/2013 01:07PM by nophead.
[www.hydraraptor.blogspot.com]
Edited 1 time(s). Last edit at 06/12/2013 01:07PM by nophead.
[www.hydraraptor.blogspot.com]
|
Re: From SFACT to Skeinforge50 Extrusion on the run. June 12, 2013 01:54PM |
Registered: 11 years ago Posts: 13 |
|
Re: From SFACT to Skeinforge50 Extrusion on the run. June 12, 2013 03:41PM |
Admin Registered: 17 years ago Posts: 7,879 |
If you have them all at 1 then outlines and infill will be the same speed. It is more normal to have them all at something like 0.5 so outlines are half the speed of infill and first layer is half of that.
The base parameters are in raft and refer to the bottom layer of the raft I think. Regardless, whatever you modify feed rate by you need to modify flow rate by the same fact to keep them in sync.
Edited 1 time(s). Last edit at 06/12/2013 03:42PM by nophead.
[www.hydraraptor.blogspot.com]
The base parameters are in raft and refer to the bottom layer of the raft I think. Regardless, whatever you modify feed rate by you need to modify flow rate by the same fact to keep them in sync.
Edited 1 time(s). Last edit at 06/12/2013 03:42PM by nophead.
[www.hydraraptor.blogspot.com]
Sorry, only registered users may post in this forum.