Skeinforge 40 Changes to Dimension - Read this for problems with the new version of Skeinforge!
Posted by NewPerfection
|
Re: Skeinforge 40 Changes to Dimension - Read this for problems with the new version of Skeinforge! March 30, 2011 01:33AM |
Registered: 13 years ago Posts: 16 |
Nope, unfortunately not. You can see this by adjusting Corner Feed Rate over Operating Feed Rate in Fillet. The X, Y, and Z values remain the same, since it uses the same points. The F value decreases, since it is moving slower. The E value increases, since it is being calculated as described above, resulting in more filament being deposited along the same path.
|
Re: Skeinforge 40 Changes to Dimension - Read this for problems with the new version of Skeinforge! April 02, 2011 06:03AM |
Registered: 13 years ago Posts: 5 |
Guys, I've been struggling for the last week and I'm still unable to get the retract feature to work.
The feedrate has been set to 10 and the retract to 1.0 as recommended and it still refuses to retract even in the slightest.
I've uploaded a video here:
[www.youtube.com]
Thanks for any help you can give.
The feedrate has been set to 10 and the retract to 1.0 as recommended and it still refuses to retract even in the slightest.
I've uploaded a video here:
[www.youtube.com]
Thanks for any help you can give.
|
Re: Skeinforge 40 Changes to Dimension - Read this for problems with the new version of Skeinforge! April 02, 2011 07:20AM |
Admin Registered: 17 years ago Posts: 7,879 |
Hi Craig,
Try half the feed rate, perhaps the motor is stalling at 10mm/s. I can do that with a Wades, but Adrian's is a slightly higher gear ratio so the motor would need to go a little faster. Also I am using a proper stepper driver. If you are using the gen3 hack then it won't be quite as fast.
Edited 1 time(s). Last edit at 04/02/2011 07:21AM by nophead.
[www.hydraraptor.blogspot.com]
Try half the feed rate, perhaps the motor is stalling at 10mm/s. I can do that with a Wades, but Adrian's is a slightly higher gear ratio so the motor would need to go a little faster. Also I am using a proper stepper driver. If you are using the gen3 hack then it won't be quite as fast.
Edited 1 time(s). Last edit at 04/02/2011 07:21AM by nophead.
[www.hydraraptor.blogspot.com]
|
Re: Skeinforge 40 Changes to Dimension - Read this for problems with the new version of Skeinforge! April 03, 2011 08:16AM |
Registered: 13 years ago Posts: 5 |
|
Re: Skeinforge 40 Changes to Dimension - Read this for problems with the new version of Skeinforge! April 24, 2011 11:03AM |
Registered: 14 years ago Posts: 110 |
I'm having a couple problems but they may be related.
Just to set the stage here. I changed my extruder to a .35 nozzle and changed my height to .2. I've also upgraded to SF40.
I recalculated the e_steps_per_mm in the firmware and printed the thin walled cube and 20mm test cube. Those looked good.
1. My raft has much thinner lines now. I understand that it is because I have a smaller nozzle. It doesn't seem to be sticking to the build platform like before. I've been trying to figure out how to make the lines wider but with the flow = feed. Do I just change base layer thickness over layer thickness?
2. My first layer doesn't seem to be sticking to the raft. The perimeter is really not sticking much at all. The lines are pulled around corners. When the infill starts, it seems to be a bit better but it is still not sticking.
I haven't been able to even get a first layer of a bigger object (Prusa vertex with foot) so I don't know how well the raft wil hold up with the smaller lines yet.
When I am tweaking all the feed/flow settings, do I need to keep them all the same? For example if I have perimeter flow = .8, do I need to set perimeter feed = .8 also to keep them all the same or does that just applyto the normal speed settings?
Any help would be appreciated.
Brian
Just to set the stage here. I changed my extruder to a .35 nozzle and changed my height to .2. I've also upgraded to SF40.
I recalculated the e_steps_per_mm in the firmware and printed the thin walled cube and 20mm test cube. Those looked good.
1. My raft has much thinner lines now. I understand that it is because I have a smaller nozzle. It doesn't seem to be sticking to the build platform like before. I've been trying to figure out how to make the lines wider but with the flow = feed. Do I just change base layer thickness over layer thickness?
2. My first layer doesn't seem to be sticking to the raft. The perimeter is really not sticking much at all. The lines are pulled around corners. When the infill starts, it seems to be a bit better but it is still not sticking.
I haven't been able to even get a first layer of a bigger object (Prusa vertex with foot) so I don't know how well the raft wil hold up with the smaller lines yet.
When I am tweaking all the feed/flow settings, do I need to keep them all the same? For example if I have perimeter flow = .8, do I need to set perimeter feed = .8 also to keep them all the same or does that just applyto the normal speed settings?
Any help would be appreciated.
Brian
|
Re: Skeinforge 40 Changes to Dimension - Read this for problems with the new version of Skeinforge! April 24, 2011 12:41PM |
Registered: 13 years ago Posts: 1,780 |
|
Re: Skeinforge 40 Changes to Dimension - Read this for problems with the new version of Skeinforge! April 24, 2011 01:47PM |
Registered: 14 years ago Posts: 110 |
Sorry, I should have given those details.
I'm printing with ABS on an acrylic sheet.
My Z home looks ok to me, the raft is sticking better now. I increased the width/thickness ratio on the base and interface layers and that helped. The first layer perimeter still didn't stick though. I had the perimeter flow and feed set to 1.1 in the Speed settings. I've dropped that and will run another test.
After the first layer, things seem to be sticking together. I let it run and it looks like only the first layer is having problems. There was a bit too much plastic on the infill but I changed my packing density and will see what that looks like. I may need to check with/thickness on infill too. However, I need to get the first layer sticking first.
I'm printing with ABS on an acrylic sheet.
My Z home looks ok to me, the raft is sticking better now. I increased the width/thickness ratio on the base and interface layers and that helped. The first layer perimeter still didn't stick though. I had the perimeter flow and feed set to 1.1 in the Speed settings. I've dropped that and will run another test.
After the first layer, things seem to be sticking together. I let it run and it looks like only the first layer is having problems. There was a bit too much plastic on the infill but I changed my packing density and will see what that looks like. I may need to check with/thickness on infill too. However, I need to get the first layer sticking first.
|
Re: Skeinforge 40 Changes to Dimension - Read this for problems with the new version of Skeinforge! April 25, 2011 07:35AM |
Registered: 14 years ago Posts: 110 |
I'm still not having any luck. I've adjusted the Z home height but I'm afraid if I lower it any more, it will plow into the build platform. I've set he perimeter width/thickness form 1.5 to 1.7. t's still not sticking.
Should I bump my layer thickness up from 0.20? I've got a .35mm nozzle.
Should I bump my layer thickness up from 0.20? I've got a .35mm nozzle.
|
Re: Skeinforge 40 Changes to Dimension - Read this for problems with the new version of Skeinforge! April 27, 2011 02:01PM |
Registered: 13 years ago Posts: 43 |
> Now I have a tuned setting and can change layer
> height with one or two numbers and print...
> easy..
Did you ever sort this out? I'm seeing the same thing and I was thinking my flow rate's too high (My figures are all fudged right now, I'm going to calibrate it "right" soon - I'm just transitioning from Repsnapper to sf.)
I thought, if the flow was a little too high then pressure could build in the melt chamber and as soon as the z lifts it releases a blob...
maybe?
> height with one or two numbers and print...
> easy..
Did you ever sort this out? I'm seeing the same thing and I was thinking my flow rate's too high (My figures are all fudged right now, I'm going to calibrate it "right" soon - I'm just transitioning from Repsnapper to sf.)
I thought, if the flow was a little too high then pressure could build in the melt chamber and as soon as the z lifts it releases a blob...
maybe?
|
Re: Skeinforge 40 Changes to Dimension - Read this for problems with the new version of Skeinforge! April 27, 2011 05:21PM |
Registered: 14 years ago Posts: 110 |
I'm still working out the kinks but I'm making progress.
In my experience if the first layer is not sticking it either because the flow is too low or the head to too high. There is a setting in Raft "nozzle lift over layer thickness", it appears that this is how high the head is lifted off the build platform from the Z Home position.
If you having an issue with blobs, you might try to adjust the Dimension Retraction settings to pull the filament back when the head is moving.
In my experience if the first layer is not sticking it either because the flow is too low or the head to too high. There is a setting in Raft "nozzle lift over layer thickness", it appears that this is how high the head is lifted off the build platform from the Z Home position.
If you having an issue with blobs, you might try to adjust the Dimension Retraction settings to pull the filament back when the head is moving.
|
Re: Skeinforge 40 Changes to Dimension - Read this for problems with the new version of Skeinforge! April 28, 2011 03:02AM |
Registered: 13 years ago Posts: 862 |
|
Re: Skeinforge 40 Changes to Dimension - Read this for problems with the new version of Skeinforge! April 28, 2011 05:59AM |
Registered: 16 years ago Posts: 467 |
|
Re: Skeinforge 40 Changes to Dimension - Read this for problems with the new version of Skeinforge! April 28, 2011 06:34AM |
Registered: 13 years ago Posts: 63 |
Hi all,
I am running into new troubles... After having my extended huxley working fine, I changed few things, among which the extruder motor and the material, and now I cannot print any more! I tried to get back to the original system but it keeps the same problem, which I believe is common but I cannot solve. Please help if you know what this is about.
When depositing whatever, the line deposited becomes little bits of material or the extrusion stops, then starts again being very irregular.
I believed it was a temperature problem but cannot find any temperature to work with (tried 170-200C every 5C for PLA and 240-265C for ABS).
What I noticed is that sometimes the extruder gear "eats" the filament, like if the pressure is too high in the nozzle and cannot push the filament in.
I currently use the following:
- mendel-parts hot end v4 (the classic brass nozzle with heater block/power resistor and PTFE insulator on top)
- a modified WADE extruder with a brass insert as worm gear
- in alternative to the above, a home made NEMA23 extruder with an aluminium gear in direct drive
The problem is always the same, independently of material, temperature and extruder type.
Any idea? I start thinking I have a problem in my skeinforge settings, that's why I'm posting here.
Thanks
I am running into new troubles... After having my extended huxley working fine, I changed few things, among which the extruder motor and the material, and now I cannot print any more! I tried to get back to the original system but it keeps the same problem, which I believe is common but I cannot solve. Please help if you know what this is about.
When depositing whatever, the line deposited becomes little bits of material or the extrusion stops, then starts again being very irregular.
I believed it was a temperature problem but cannot find any temperature to work with (tried 170-200C every 5C for PLA and 240-265C for ABS).
What I noticed is that sometimes the extruder gear "eats" the filament, like if the pressure is too high in the nozzle and cannot push the filament in.
I currently use the following:
- mendel-parts hot end v4 (the classic brass nozzle with heater block/power resistor and PTFE insulator on top)
- a modified WADE extruder with a brass insert as worm gear
- in alternative to the above, a home made NEMA23 extruder with an aluminium gear in direct drive
The problem is always the same, independently of material, temperature and extruder type.
Any idea? I start thinking I have a problem in my skeinforge settings, that's why I'm posting here.
Thanks
|
Re: Skeinforge 40 Changes to Dimension - Read this for problems with the new version of Skeinforge! April 28, 2011 07:41AM |
Registered: 14 years ago Posts: 110 |
|
Re: Skeinforge 40 Changes to Dimension - Read this for problems with the new version of Skeinforge! April 28, 2011 08:52AM |
Registered: 13 years ago Posts: 1,780 |
|
Re: Skeinforge 40 Changes to Dimension - Read this for problems with the new version of Skeinforge! April 28, 2011 10:28AM |
Registered: 13 years ago Posts: 43 |
syncra Wrote:
-------------------------------------------------------
> I believed it was a temperature problem but cannot
> find any temperature to work with (tried 170-200C
> every 5C for PLA and 240-265C for ABS).
> What I noticed is that sometimes the extruder gear
> "eats" the filament, like if the pressure is too
> high in the nozzle and cannot push the filament
> in.
I'm still a noob myself, but I have to run at 220-230 for PLA. I think this is getting the tip to ~185 real degrees and is probably sue to a questionable temperature table and possibly poor placement of the thermistor. I need to get my hands on a digital thermometer to verify.
Anyways, at 230, PLA prints great with no burning, popping or discolouration. I'd slowly take it higher and see how it goes.
-------------------------------------------------------
> I believed it was a temperature problem but cannot
> find any temperature to work with (tried 170-200C
> every 5C for PLA and 240-265C for ABS).
> What I noticed is that sometimes the extruder gear
> "eats" the filament, like if the pressure is too
> high in the nozzle and cannot push the filament
> in.
I'm still a noob myself, but I have to run at 220-230 for PLA. I think this is getting the tip to ~185 real degrees and is probably sue to a questionable temperature table and possibly poor placement of the thermistor. I need to get my hands on a digital thermometer to verify.
Anyways, at 230, PLA prints great with no burning, popping or discolouration. I'd slowly take it higher and see how it goes.
|
Re: Skeinforge 40 Changes to Dimension - Read this for problems with the new version of Skeinforge! April 28, 2011 02:19PM |
Registered: 13 years ago Posts: 63 |
Thanks epengr for your reply.
I actually kind of solved the problem working on the filament feed - I added some pressure squeezing the filament against the gear. This provides more force to push the filamnet into the hot end (I imagine) and avoids "eating" the external of the filament. In reality, this solution reduced the number of times that it happens, but still happens sometimes, luckily not noticeable as often during internal infill.
So it wasn't a problem of temperature I think, which I have now set to 200C for PLA.
I actually kind of solved the problem working on the filament feed - I added some pressure squeezing the filament against the gear. This provides more force to push the filamnet into the hot end (I imagine) and avoids "eating" the external of the filament. In reality, this solution reduced the number of times that it happens, but still happens sometimes, luckily not noticeable as often during internal infill.
So it wasn't a problem of temperature I think, which I have now set to 200C for PLA.
|
Re: Skeinforge 40 Changes to Dimension - Read this for problems with the new version of Skeinforge! April 28, 2011 08:17PM |
Registered: 13 years ago Posts: 862 |
emt Wrote:
-------------------------------------------------------
> You can set restart extra distance in Dimension to
> a negative number. This means less filament is fed
> at the start of each layer.
Thanks for that tip will give it a try later
__________________________________________________________________________
Experimenting in 3D in New Zealand
-------------------------------------------------------
> You can set restart extra distance in Dimension to
> a negative number. This means less filament is fed
> at the start of each layer.
Thanks for that tip will give it a try later
__________________________________________________________________________
Experimenting in 3D in New Zealand
|
Re: Skeinforge 40 Changes to Dimension - Read this for problems with the new version of Skeinforge! April 29, 2011 03:04AM |
Registered: 13 years ago Posts: 862 |
Printing is getting much better now, have lost the blob at the start of each new layer, just have slight bulging of the sides of my cube now. I guess this is too much infill.
I am not getting any feed on the first layer now though since setting the Restart extra distance to -0.2.
I would also like to tell the extruder to raise on the Z axis at the end of a print, I'm guessing I need to put some in the end code file
__________________________________________________________________________
Experimenting in 3D in New Zealand
I am not getting any feed on the first layer now though since setting the Restart extra distance to -0.2.
I would also like to tell the extruder to raise on the Z axis at the end of a print, I'm guessing I need to put some in the end code file
__________________________________________________________________________
Experimenting in 3D in New Zealand
|
Re: Skeinforge 40 Changes to Dimension - Read this for problems with the new version of Skeinforge! April 29, 2011 03:13AM |
Registered: 13 years ago Posts: 43 |
> I would also like to tell the extruder to raise on
> the Z axis at the end of a print, I'm guessing I
> need to put some in the end code file
I use:
You could probably switch to relative instead, but I have played with that.
> the Z axis at the end of a print, I'm guessing I
> need to put some in the end code file
I use:
G92 Z0 G1 Z2 F70 G1 Y170 F1800 ;to bring the platform forward
You could probably switch to relative instead, but I have played with that.
|
Re: Skeinforge 40 Changes to Dimension - Read this for problems with the new version of Skeinforge! April 29, 2011 03:50AM |
Registered: 14 years ago Posts: 3,742 |
My end.gcode looks as follows:
Bob Morrison
Wörth am Rhein, Germany
"Luke, use the source!"
BLOG - PHOTOS - Thingiverse
G91 ;set relative positioning G1 F50 ;set move speed to suit Z-axes G1 Z5 F50 ;move up 5mm from the finished object G90 ;set absolute positioning G1 F2300 ;set move speed to suit XY-axes G1 X100 Y200 F2300 ;move table out to remove object
Bob Morrison
Wörth am Rhein, Germany
"Luke, use the source!"
BLOG - PHOTOS - Thingiverse
|
Re: Skeinforge 40 Changes to Dimension - Read this for problems with the new version of Skeinforge! April 29, 2011 05:01AM |
Registered: 16 years ago Posts: 467 |
*I am not getting any feed on the first layer now though since setting the Restart extra distance to -0.2.*
Are you using skirt? Set to 1 layer it will move any problems off the job and the first job layer should be OK.
If not careful use of initial splodge may help. Set operating splodge length to 0 to avoid it working on other layers.
Regards
Ian
Are you using skirt? Set to 1 layer it will move any problems off the job and the first job layer should be OK.
If not careful use of initial splodge may help. Set operating splodge length to 0 to avoid it working on other layers.
Regards
Ian
|
Re: Skeinforge 40 Changes to Dimension - Read this for problems with the new version of Skeinforge! April 29, 2011 07:38AM |
Registered: 14 years ago Posts: 110 |
I have the first layer flow and feed set to 0.4 with the overall speed set to 15. The only way I could get things to stick was to change the first layer perimeter flow to 0.7. My layer height is 0.2, I'm going to try 0.25 to see if that helps. I read somewhere that skeinforge numbers may be off with layers of 0.2.
The perimeter is consistanly sticking now, I just need to get the infill to stick. About the 2nd or 3rd layer it starts pulling the build platform.
The perimeter is consistanly sticking now, I just need to get the infill to stick. About the 2nd or 3rd layer it starts pulling the build platform.
|
Re: Skeinforge 40 Changes to Dimension - Read this for problems with the new version of Skeinforge! April 29, 2011 05:30PM |
Registered: 13 years ago Posts: 862 |
|
Re: Skeinforge 40 Changes to Dimension - Read this for problems with the new version of Skeinforge! May 01, 2011 01:46AM |
Registered: 13 years ago Posts: 862 |
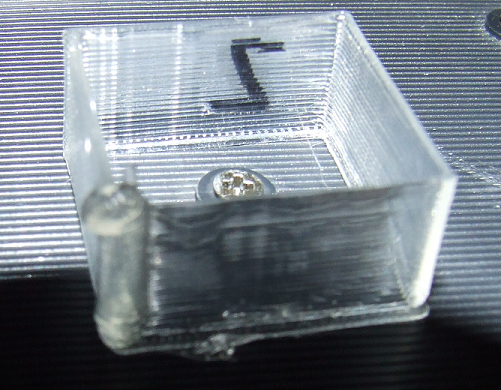
OK I have a picture of the blob on the corner now have set the retraction settings but they are set quite small at the moment. Unfortunately I'm using clear PLA so it doesn't show up that well
__________________________________________________________________________
Experimenting in 3D in New Zealand
__________________________________________________________________________
Experimenting in 3D in New Zealand
|
Re: Skeinforge 40 Changes to Dimension - Read this for problems with the new version of Skeinforge! May 01, 2011 05:43AM |
Registered: 13 years ago Posts: 202 |
Wow thats big...
Btw: > a negative number. This means less filament is fed can cause you lack of PLA if you have a small part that has lots of retracts after short moves.
It looks that you have a really slow extruder retraction speed. Basically you have to retract faster than the filament oozes and get put it back before it starts oozing again.
That means :
You must retract filament as quick as possible,
you must move as fast as possible while filament is retracted to your new position( Be it only Z movement)
You must put the filament back to start position as fast as possible.
Btw: > a negative number. This means less filament is fed can cause you lack of PLA if you have a small part that has lots of retracts after short moves.
It looks that you have a really slow extruder retraction speed. Basically you have to retract faster than the filament oozes and get put it back before it starts oozing again.
That means :
You must retract filament as quick as possible,
you must move as fast as possible while filament is retracted to your new position( Be it only Z movement)
You must put the filament back to start position as fast as possible.
|
Re: Skeinforge 40 Changes to Dimension - Read this for problems with the new version of Skeinforge! May 01, 2011 10:21PM |
Registered: 13 years ago Posts: 862 |
|
Re: Skeinforge 40 Changes to Dimension - Read this for problems with the new version of Skeinforge! May 01, 2011 11:10PM |
Registered: 13 years ago Posts: 1,780 |
|
Re: Skeinforge 40 Changes to Dimension - Read this for problems with the new version of Skeinforge! May 02, 2011 04:12AM |
Registered: 13 years ago Posts: 862 |
|
Re: Skeinforge 40 Changes to Dimension - Read this for problems with the new version of Skeinforge! May 02, 2011 06:13AM |
Registered: 13 years ago Posts: 202 |


{kind=link}
{kind=link}
Sorry, only registered users may post in this forum.