Grounded Experimental Delta Printer
Posted by nicholas.seward
|
Re: Grounded Experimental Delta Printer September 22, 2013 08:21AM |
Registered: 15 years ago Posts: 401 |
Quote
pjoyce42
Actually my original thought would be to use some of the aluminum extrusions from 80/20 or rexroth. I don't know the exact numbers, but I would expect that the torsional stiffness is, at a minimum, comparable to the 3d printed plastic arms of the same cross-sectional area. I was trying to avoid round rods because then you would have to find a way to fix the rod. With the aluminum extrusions, you could print the female profile into the plastic end piece so that it just slots into place. I haven't done any math or modeling yet, so I'm just spitballing right now, but I can't think of a reason that the aluminum wouldn't have the necessary torsional rigidty.
That's a very interesting idea. I have some openbeam that's been begging for a use. I might just try to build a large-format simpson with some of it.
|
Re: Grounded Experimental Delta Printer September 23, 2013 03:39AM |
Registered: 10 years ago Posts: 86 |
Hi
Simpson prints a whole New world. I am very busy getting the electronics. If i have a question Or two i will be back.
We had the proof jules verne was right. Wie dived deep, wie flew to the moon. Now annirak and nicolas proofed douglas Adams right. Lets print a new earth.
42 magicworx!
Simpson prints a whole New world. I am very busy getting the electronics. If i have a question Or two i will be back.
We had the proof jules verne was right. Wie dived deep, wie flew to the moon. Now annirak and nicolas proofed douglas Adams right. Lets print a new earth.
42 magicworx!
|
Re: Grounded Experimental Delta Printer September 23, 2013 01:31PM |
Registered: 11 years ago Posts: 58 |
Some updates from Maker Faire NYC and early observations, having run the machine for a few hours now. . .
The aren't as hard to string as they look, after you've done it a couple of times. There is a sequence to follow, and once you can do it without staring at a diagram (as I did the first couple of times) it only takes a few minutes. I use around 2m of Spectra each time, with a little extra at both ends. With the current pulley design it's a lot easier to drop the motor out of the arm when re-stringing, though probably not absolutely necessary.
The current pulley is a compromise between mechanical advantage, good tracking and physical fit into the arm, though of course the arm can be made somewhat larger. Because of the reduced advantage from the original design, the small NEMA17 motors are right at the edge of their ability. However, we saw a different drive pulley design on a really nice CoreXY machine at MF that may solve tracking without reducing the mechanical advantage, and as a bonus make it easier to re-string.
On the topic of the motors being on the edge, we discovered one way to push them over - cover the machine with fine, sandy grit. During setup on Friday, they were doing fine. By the middle of the day Saturday, after the wind had been covering everything with dust, we were starting to drop steps. We think it's because the Spectra picked up the grit and the friction dramatically increased. As a somewhat desperate move to keep them printing, we oiled the Spectra - but you don't really want to do that, IMO. I also observed that the Spectra we have appears to be coated with something and it was rubbing off on the bolts; I'm going to try some plain white stuff that I have from my kiteflying days and see if it is still more slippery.
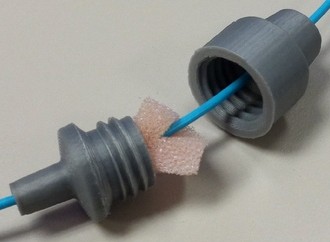
The printing filament drive also suffered very badly from the grit. We started to get uneven extrusion, which eventually developed into clogs. I repeatedly un-clogged our nozzle, in the end getting a plug of plastic out that had so much dirt you could see it. The Bowden tube was dirty as well. Along the way, we discovered that when the force cone securing the tube into the center hub was cranked down hard enough to hold it, the inner diameter was reduced enough to increase friction noticeably. I ended up replacing it with a pushfit, but that wasn't enough to get us back to reliable extrusion. And neither of the drive gears we tried was really tough enough to push through that. I'm going to experiment with a geared extruder instead since I'm more used to those - though they aren't perfect either, of course. I have the feeling that it will be challenging to find the perfect place to locate the extruder - somewhere it can be solidly mounted with good accessibility, while keeping the Bowden tube as short as possible. I also think the small motor on the extruder needs to be upgraded if it's going to be a direct drive, though that needs more testing.
The engraved basalt beds worked well and got lots of compliments; the heaters were able to get them up to temp pretty quickly. We only used a single point calibration in the name of simplicity, so we kept the prints close to the center. The multi-point calibration scheme has already been tested, but it does require effort. An auto-leveling bed probe is likely to be in the future.
As for robustness, GUS 1 made it from Arkansas unharmed despite the gentle ministrations of the TSA (who broke Wally), and GUS 2 withstood the bumpy roads of metro NYC (which beat up Morgan). We repeatedly used Nicholas' trick of dropping the nozzle down and flipping the machine over so it stands on its elbows in order to reach the electronics, much to the amazement of the people walking by. The machines were poked and prodded, even while printing, and nothing was harmed. All this despite the not-so-clean prints on my arms (my other printer also suffers from extruder problems, though I can't blame those on grit).
The requirement to post-process the G-code output from Slic3r means that the workflow is a little bit different. For example, you don't want to home the arms from an arbitrary position, because the standard firmware runs each one individually. If you're within 20 mm or so of home it's fine, but if the head is down on the bed, you could pull things in ways you shouldn't. The Repetier firmware on GUS 1 has been modified to allow a safe home command; I haven't done that with Marlin on GUS 2 yet, but hopefully this week I'll be able to test it. Likewise if you normally put end G-code in your configuration, it will be post-processed and might not do what you want it to any more. And if you suddenly cut motor current with the head in an asymmetric position, it will probably fall onto the bed - or onto your print, as we discovered the hard way.
Sadly, I don't have any good test prints to show off yet, but hopefully this week - once I clean all of the dust off, and re-string the arms, and rinse out the Bowden tube, etc. . .
The aren't as hard to string as they look, after you've done it a couple of times. There is a sequence to follow, and once you can do it without staring at a diagram (as I did the first couple of times) it only takes a few minutes. I use around 2m of Spectra each time, with a little extra at both ends. With the current pulley design it's a lot easier to drop the motor out of the arm when re-stringing, though probably not absolutely necessary.
The current pulley is a compromise between mechanical advantage, good tracking and physical fit into the arm, though of course the arm can be made somewhat larger. Because of the reduced advantage from the original design, the small NEMA17 motors are right at the edge of their ability. However, we saw a different drive pulley design on a really nice CoreXY machine at MF that may solve tracking without reducing the mechanical advantage, and as a bonus make it easier to re-string.
On the topic of the motors being on the edge, we discovered one way to push them over - cover the machine with fine, sandy grit. During setup on Friday, they were doing fine. By the middle of the day Saturday, after the wind had been covering everything with dust, we were starting to drop steps. We think it's because the Spectra picked up the grit and the friction dramatically increased. As a somewhat desperate move to keep them printing, we oiled the Spectra - but you don't really want to do that, IMO. I also observed that the Spectra we have appears to be coated with something and it was rubbing off on the bolts; I'm going to try some plain white stuff that I have from my kiteflying days and see if it is still more slippery.
The printing filament drive also suffered very badly from the grit. We started to get uneven extrusion, which eventually developed into clogs. I repeatedly un-clogged our nozzle, in the end getting a plug of plastic out that had so much dirt you could see it. The Bowden tube was dirty as well. Along the way, we discovered that when the force cone securing the tube into the center hub was cranked down hard enough to hold it, the inner diameter was reduced enough to increase friction noticeably. I ended up replacing it with a pushfit, but that wasn't enough to get us back to reliable extrusion. And neither of the drive gears we tried was really tough enough to push through that. I'm going to experiment with a geared extruder instead since I'm more used to those - though they aren't perfect either, of course. I have the feeling that it will be challenging to find the perfect place to locate the extruder - somewhere it can be solidly mounted with good accessibility, while keeping the Bowden tube as short as possible. I also think the small motor on the extruder needs to be upgraded if it's going to be a direct drive, though that needs more testing.
The engraved basalt beds worked well and got lots of compliments; the heaters were able to get them up to temp pretty quickly. We only used a single point calibration in the name of simplicity, so we kept the prints close to the center. The multi-point calibration scheme has already been tested, but it does require effort. An auto-leveling bed probe is likely to be in the future.
As for robustness, GUS 1 made it from Arkansas unharmed despite the gentle ministrations of the TSA (who broke Wally), and GUS 2 withstood the bumpy roads of metro NYC (which beat up Morgan). We repeatedly used Nicholas' trick of dropping the nozzle down and flipping the machine over so it stands on its elbows in order to reach the electronics, much to the amazement of the people walking by. The machines were poked and prodded, even while printing, and nothing was harmed. All this despite the not-so-clean prints on my arms (my other printer also suffers from extruder problems, though I can't blame those on grit).
The requirement to post-process the G-code output from Slic3r means that the workflow is a little bit different. For example, you don't want to home the arms from an arbitrary position, because the standard firmware runs each one individually. If you're within 20 mm or so of home it's fine, but if the head is down on the bed, you could pull things in ways you shouldn't. The Repetier firmware on GUS 1 has been modified to allow a safe home command; I haven't done that with Marlin on GUS 2 yet, but hopefully this week I'll be able to test it. Likewise if you normally put end G-code in your configuration, it will be post-processed and might not do what you want it to any more. And if you suddenly cut motor current with the head in an asymmetric position, it will probably fall onto the bed - or onto your print, as we discovered the hard way.
Sadly, I don't have any good test prints to show off yet, but hopefully this week - once I clean all of the dust off, and re-string the arms, and rinse out the Bowden tube, etc. . .
|
Re: Grounded Experimental Delta Printer September 23, 2013 05:07PM |
Registered: 10 years ago Posts: 16 |
Thanks for the update. Its always good to flesh out these issues before making a full release. Luckily it sounds like this design is fairly resilient over all. I can't wait to see some pictures and videos from the faire. I think you should include some of the failed parts, and I would like to see GUS upside down.
|
Re: Grounded Experimental Delta Printer September 23, 2013 09:26PM |
Registered: 12 years ago Posts: 85 |
If dirt is your primary enemy, then you must have been able to run the machines long enough to exorcise/outrun most other demons. 
Maybe placing a piece of felt/whiteboard eraser material in the Spectra path would help? Or maybe something about the design is naturally generating a static field that attracts extra dust?
Maybe placing a piece of felt/whiteboard eraser material in the Spectra path would help? Or maybe something about the design is naturally generating a static field that attracts extra dust?
|
Re: Grounded Experimental Delta Printer September 23, 2013 09:42PM |
Registered: 10 years ago Posts: 100 |
I read a recent science article about using a vitamin E oil coating to keep plastic parts from generating a static charge when separated. It was the radicals that allowed the charge to accumulate. Might be worth experimenting if this is a cause. 
[www.scientificamerican.com]
jason.fisher Wrote:
-------------------------------------------------------
> Or maybe
> something about the design is naturally generating
> a static field that attracts extra dust?
[www.scientificamerican.com]
jason.fisher Wrote:
-------------------------------------------------------
> Or maybe
> something about the design is naturally generating
> a static field that attracts extra dust?
|
Re: Grounded Experimental Delta Printer September 23, 2013 09:51PM |
Registered: 10 years ago Posts: 979 |
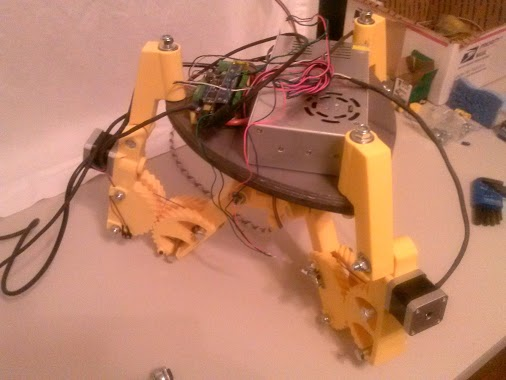
@pjoyce42: Sorry no failed print pictures. I left Wally and Simpson at the Fat Cat Fab Lab for a week while I recuperate. Here is an upside down picture during the wiring processes.
@jason.fisher: The dirt magically stuck to everything including me. Some kind of wipers for adverse environments is a really good idea.
Edited 1 time(s). Last edit at 09/23/2013 09:51PM by nicholas.seward.

@jason.fisher: The dirt magically stuck to everything including me. Some kind of wipers for adverse environments is a really good idea.
Edited 1 time(s). Last edit at 09/23/2013 09:51PM by nicholas.seward.
|
Re: Grounded Experimental Delta Printer September 24, 2013 03:15AM |
Registered: 10 years ago Posts: 1,381 |
@jason.fisher
“Or maybe something about the design is naturally generating a static field that attracts extra dust?”
I was thinking along the same lines as you. It's possible that a static electric charge is being generated by the rocking surfaces of the arms, and/or by the back and forth motion of the fishing line over the steel bolt, and against the surface of the plastic arms.
A2
“Or maybe something about the design is naturally generating a static field that attracts extra dust?”
I was thinking along the same lines as you. It's possible that a static electric charge is being generated by the rocking surfaces of the arms, and/or by the back and forth motion of the fishing line over the steel bolt, and against the surface of the plastic arms.
A2
|
Re: Grounded Experimental Delta Printer September 24, 2013 03:18AM |
Registered: 10 years ago Posts: 18 |
|
Re: Grounded Experimental Delta Printer September 24, 2013 03:26AM |
Registered: 10 years ago Posts: 1,381 |
Thanks for the NYMF update.
Line winding technique to increase driving force:
CoreXY, did it look like this?
Simpson line routing?
I'm guessing what is actually going on.
Provide us with a routing diagram of how the line is strung around the drum and bolt-pulleys with the tensioner.
Mechanical advantage?
Is there a limitation that prevents the drum diameter from being reduced to Dia 0.40” inch?
Spectra fishing line:
After some Googling... I think what you are seeing wearing off of the Spectra fishing line is a Teflon coating. This potentially could be what is causing the line to bind up? Or it's a combination of the dirt and the coating causing the system to bind up.
To remove the coating the line can be sanded with ultra fine (2500 grit) aluminum oxide wet/dry sandpaper, or with a 3M Scotch Brite pad.
Another way to remove the coating is by running the line over an edge, such as a dull knife blade.
Or don't use a line with a coating, try a different fishing line manufacture.
Dirt:
I've worn groves into ceramic guides with spectra line (silty river fishing).
WD40 (naphtha, mineral oil) attracts dust, it shouldn't be used on automatic devices in dusty environments.
Ideas:
Combat dust with dust, try dusting the line with powdered graphite.
Apply dry graphite the kind that is used on bike chains.
Change the bolt-pulley material (ceramic) or add a thin pulley (sacrificial) to the shaft of the bolt-pulley.
Kite string:
Kite string (PET, Dacron, Polyester) has 2.6 times the stretch as Spectra (high modulus PE). You'll probably be continually retightening polyester line after each build as it relaxes. Spectra is more slippery than polyester.
[en.wikipedia.org]
That said I'll will be testing kite string for the found/haib Simpson that I'm developing, because it's cheap and readily available. It might not work because of the larger diameter. I do have some braid on hand but it's not 100 lbs test line.
Clogged extruder:
It would be advantageous if the printer could operate in adverse conditions such as you experienced. A standalone outdoor 3D printer would be very useful as well
“the ambient air outside in a typical urban environment contains 35,000,000 particles per cubic meter in the size range 0.5 μm and larger in diameter, corresponding to an ISO 9 cleanroom,”
[en.wikipedia.org]
I've seen a few videos of 3d filament prints with specs of dirt embedded within the fusion welds, and varied attempts to filter/wipe clean the filament before it enters the print generator nozzle.
I like the simplicity, and the clean lines of this design to wipe the dust off.
Filament Dust Filter
[www.thingiverse.com]
Filament driver:
What type of filament driver is presently being used?
What geared extruder are you referring too?
To improve the print quality, and the accuracy of the print, mount the extruder onto the end effector.
In addition there are a lot of new materials for the 3d printer, some are elastomeric (TPE/TPU) stretchy, and flexible. TPE's are sticky, and buckle under minimal axial loading.
In general these types of materials preclude a Bowden tube arrangement (not impossible). An extruder mounted to the end effector would improve the filament feeding accuracy of TPE's.
Vesicular basalt heated bed:
I'm surprised to learn that the heating pad warmed up the basalt table quickly.
I was thinking that the porosity would slow the heat transfer down. I learned of an interesting, and counter intuitive property of basalt, it's thermal conductivity increases with a rise in temperature.
Is there insulation covering the heating pad?
If not are there plans to add insulation?
THERMAL PROPERTIES OF ROCKS
Eugene C. Robertson, 1988.
Basalt has 11 percent porosity. (pg 30).
The thermal conductivity K of most rocks decreases with increase in temperature T, about -30 percent from 0° to 100° for rocks rich in quartz, calcite, and olivine (figs. 14-19).
Basalt, rock glass, and some porous sandstone conductivities increase slightly with temperature. (pg 34)
Volumetric thermal expansion of Gabbro, basalt is 1.6 (10-5 per°C). (pg 69)
[pubs.usgs.gov]
Again Tks for your report, and all the printers look great!
A2
Edited 1 time(s). Last edit at 09/24/2013 03:30AM by A2.
Line winding technique to increase driving force:
CoreXY, did it look like this?

Simpson line routing?
I'm guessing what is actually going on.
Provide us with a routing diagram of how the line is strung around the drum and bolt-pulleys with the tensioner.
Mechanical advantage?
Is there a limitation that prevents the drum diameter from being reduced to Dia 0.40” inch?
Spectra fishing line:
After some Googling... I think what you are seeing wearing off of the Spectra fishing line is a Teflon coating. This potentially could be what is causing the line to bind up? Or it's a combination of the dirt and the coating causing the system to bind up.
To remove the coating the line can be sanded with ultra fine (2500 grit) aluminum oxide wet/dry sandpaper, or with a 3M Scotch Brite pad.
Another way to remove the coating is by running the line over an edge, such as a dull knife blade.
Or don't use a line with a coating, try a different fishing line manufacture.
Dirt:
I've worn groves into ceramic guides with spectra line (silty river fishing).
WD40 (naphtha, mineral oil) attracts dust, it shouldn't be used on automatic devices in dusty environments.
Ideas:
Combat dust with dust, try dusting the line with powdered graphite.
Apply dry graphite the kind that is used on bike chains.
Change the bolt-pulley material (ceramic) or add a thin pulley (sacrificial) to the shaft of the bolt-pulley.
Kite string:
Kite string (PET, Dacron, Polyester) has 2.6 times the stretch as Spectra (high modulus PE). You'll probably be continually retightening polyester line after each build as it relaxes. Spectra is more slippery than polyester.
[en.wikipedia.org]
That said I'll will be testing kite string for the found/haib Simpson that I'm developing, because it's cheap and readily available. It might not work because of the larger diameter. I do have some braid on hand but it's not 100 lbs test line.
Clogged extruder:
It would be advantageous if the printer could operate in adverse conditions such as you experienced. A standalone outdoor 3D printer would be very useful as well
“the ambient air outside in a typical urban environment contains 35,000,000 particles per cubic meter in the size range 0.5 μm and larger in diameter, corresponding to an ISO 9 cleanroom,”
[en.wikipedia.org]
I've seen a few videos of 3d filament prints with specs of dirt embedded within the fusion welds, and varied attempts to filter/wipe clean the filament before it enters the print generator nozzle.
I like the simplicity, and the clean lines of this design to wipe the dust off.

Filament Dust Filter
[www.thingiverse.com]
Filament driver:
What type of filament driver is presently being used?
What geared extruder are you referring too?
To improve the print quality, and the accuracy of the print, mount the extruder onto the end effector.
In addition there are a lot of new materials for the 3d printer, some are elastomeric (TPE/TPU) stretchy, and flexible. TPE's are sticky, and buckle under minimal axial loading.
In general these types of materials preclude a Bowden tube arrangement (not impossible). An extruder mounted to the end effector would improve the filament feeding accuracy of TPE's.
Vesicular basalt heated bed:
I'm surprised to learn that the heating pad warmed up the basalt table quickly.
I was thinking that the porosity would slow the heat transfer down. I learned of an interesting, and counter intuitive property of basalt, it's thermal conductivity increases with a rise in temperature.
Is there insulation covering the heating pad?
If not are there plans to add insulation?
THERMAL PROPERTIES OF ROCKS
Eugene C. Robertson, 1988.
Basalt has 11 percent porosity. (pg 30).
The thermal conductivity K of most rocks decreases with increase in temperature T, about -30 percent from 0° to 100° for rocks rich in quartz, calcite, and olivine (figs. 14-19).
Basalt, rock glass, and some porous sandstone conductivities increase slightly with temperature. (pg 34)
Volumetric thermal expansion of Gabbro, basalt is 1.6 (10-5 per°C). (pg 69)
[pubs.usgs.gov]
Again Tks for your report, and all the printers look great!
A2
Edited 1 time(s). Last edit at 09/24/2013 03:30AM by A2.
|
Re: Grounded Experimental Delta Printer September 24, 2013 03:31AM |
Registered: 10 years ago Posts: 979 |
I can't stress enough that it was a horrible environment. Even so, it was a small change in friction but enough to go over a threshold. I am redesigning the machine to have 2.2-2.44 times more mechanical advantage so this will be a nonissue. I didn't see anything to make me believe that the bolts and string were collecting extra dust. Everything was getting a pretty good coating of really fine dust. (I will keep an eye on what happens indoors to see if there is a static issue.)
|
Re: Grounded Experimental Delta Printer September 24, 2013 11:02AM |
Registered: 11 years ago Posts: 58 |
@A2 - wow, lots of things. Let me see if I can hit some of them, I'll have to leave some of the others for Nicholas to answer. . .
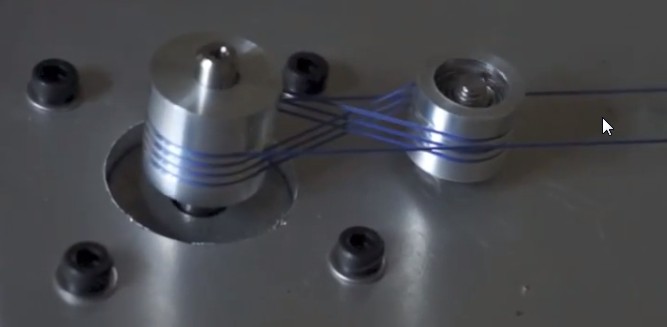
The CoreXY printer we were looking at was designed by Chris Padgett, and his website for it is Fusion3 Design . It's a beautiful machine, very well put together and producing really nice, precise prints at Maker Faire. We were admiring the string drive and he described how the pulley worked, which provided the idea for redesigning it. The idea is to have the string wind and unwind with the paths next to each other rather than apart, which ought to remove the need for threads on the surface of the pulley. I believe it's similar or identical to the way the original Kossel pulleys work, based on what Chris said.
I don't have a good diagram of how the arms are strung, but have a look at these pictures to get an idea: Simpson Flickr set. Each line takes one and a half trips around its respective pair of bolts, with the line closest to the motor ending at the guitar tuner, and the other one ending at the spring.
I did a little searching on the coating too, and it appears that it's supposed to make the line easier to cast, though since I'm not a fisherman I'm not sure what property would make that easier. I didn't even know that Spectra was used on fishing reels, I thought it was for trolling. Anyway, I have a sneaking suspicion that it might make the line just a little stiffer; pure Spectra is very floppy and soft. But as long as it doesn't increase the friction we don't care.
And as for kite string, that's not what I'm talking about. There are generally two categories of kites - single-line, and dual control or stunt kites. Single-line kites may need strong line if they're large, but they don't care much about stretch. Stunt kites are flown on much shorter lines, and stretch is very bad for them. When I flew them regularly, ~20 years ago, Kevlar was the default choice and Spectra was just becoming available; the stretch was somewhat greater on Spectra but it was much more slippery and that made it easier to use. Kevlar is still available but would be a terrible choice for this application. The more interesting question IMO is how small we can go on the Spectra, looking for a tradeoff between lowered friction and easier tracking on the pulley, versus greater stretch. GUS 2 is strung with 100#, I have 50, 65 and 85 to test with.
I hope that we never again have to operate printers in the dust and grit that we had last weekend, though if I do a filament wiper will definitely be part of the plan. I may use that when printing in the basement anyway since there's a fair amount of wood dust floating around sometimes. At MF I just clipped some paper towel around the filament and let it be pulled up against the extruder, that worked fine. I did see someone else using what looked like a cotton ball stuffed into a little cup that they'd designed into their extruder.
We've so far tried three different pushers for the three printers. Nicholas designed a printable block that goes along with the QU-BD MBE and allows you to attach the Bowden tube, and that was what Wally printed with all weekend. The QU-BD drive gears didn't grab the filament very well, though, so we ran with a Trinity Labs pulley instead. I had an Airtripper v3 on GUS 2, again with the Trinity Labs pulley. And we briefly ran GUS 1 with a Greg's Wade's geared extruder and an Airwolf 3D hobbed bolt, but we didn't have much print time on that because of the time we spent babysitting the other two printers. I'm going to use that last combo on my OB1.4, which is also a Bowden setup, and see how well it works. While we were at MF the nice folks from the T MAX 2.0 Mendel project gave us a hobbed bolt from Hive76, so we're going to test that too.
The basalt beds are really very cool looking and got quite a few comments, both from people who didn't really know 3D printing and from experienced observers who simply hadn't seen them used before. I suspect, though Nicholas would have to confirm, that the material is intended for countertops or similar household applications; it looks a lot like the granite or granite-like stuff that people use in high-end kitchens. It is definitely not porous on the polished upper surface. I'm sure it takes longer to heat up than a round mirror would, though we're using the QU-BD 24 volt round silicone heater and that thing gets hot amazingly quick. The next time I heat the bed I'll time it. We could definitely improve the situation by bonding the heater to the basalt, and by insulating below it. I did a quick job of that with a circle of aluminum foil underneath, but without any comparison I don't know whether it made any difference. One last-minute addition to the design was a standoff frame that keeps the Azteeg away from the underside of the top wooden plate, to make sure it doesn't pick up any heat. I put washers between the power supply and the plate for the same reason.
The CoreXY printer we were looking at was designed by Chris Padgett, and his website for it is Fusion3 Design . It's a beautiful machine, very well put together and producing really nice, precise prints at Maker Faire. We were admiring the string drive and he described how the pulley worked, which provided the idea for redesigning it. The idea is to have the string wind and unwind with the paths next to each other rather than apart, which ought to remove the need for threads on the surface of the pulley. I believe it's similar or identical to the way the original Kossel pulleys work, based on what Chris said.
I don't have a good diagram of how the arms are strung, but have a look at these pictures to get an idea: Simpson Flickr set. Each line takes one and a half trips around its respective pair of bolts, with the line closest to the motor ending at the guitar tuner, and the other one ending at the spring.
I did a little searching on the coating too, and it appears that it's supposed to make the line easier to cast, though since I'm not a fisherman I'm not sure what property would make that easier. I didn't even know that Spectra was used on fishing reels, I thought it was for trolling. Anyway, I have a sneaking suspicion that it might make the line just a little stiffer; pure Spectra is very floppy and soft. But as long as it doesn't increase the friction we don't care.
And as for kite string, that's not what I'm talking about. There are generally two categories of kites - single-line, and dual control or stunt kites. Single-line kites may need strong line if they're large, but they don't care much about stretch. Stunt kites are flown on much shorter lines, and stretch is very bad for them. When I flew them regularly, ~20 years ago, Kevlar was the default choice and Spectra was just becoming available; the stretch was somewhat greater on Spectra but it was much more slippery and that made it easier to use. Kevlar is still available but would be a terrible choice for this application. The more interesting question IMO is how small we can go on the Spectra, looking for a tradeoff between lowered friction and easier tracking on the pulley, versus greater stretch. GUS 2 is strung with 100#, I have 50, 65 and 85 to test with.
I hope that we never again have to operate printers in the dust and grit that we had last weekend, though if I do a filament wiper will definitely be part of the plan. I may use that when printing in the basement anyway since there's a fair amount of wood dust floating around sometimes. At MF I just clipped some paper towel around the filament and let it be pulled up against the extruder, that worked fine. I did see someone else using what looked like a cotton ball stuffed into a little cup that they'd designed into their extruder.
We've so far tried three different pushers for the three printers. Nicholas designed a printable block that goes along with the QU-BD MBE and allows you to attach the Bowden tube, and that was what Wally printed with all weekend. The QU-BD drive gears didn't grab the filament very well, though, so we ran with a Trinity Labs pulley instead. I had an Airtripper v3 on GUS 2, again with the Trinity Labs pulley. And we briefly ran GUS 1 with a Greg's Wade's geared extruder and an Airwolf 3D hobbed bolt, but we didn't have much print time on that because of the time we spent babysitting the other two printers. I'm going to use that last combo on my OB1.4, which is also a Bowden setup, and see how well it works. While we were at MF the nice folks from the T MAX 2.0 Mendel project gave us a hobbed bolt from Hive76, so we're going to test that too.
The basalt beds are really very cool looking and got quite a few comments, both from people who didn't really know 3D printing and from experienced observers who simply hadn't seen them used before. I suspect, though Nicholas would have to confirm, that the material is intended for countertops or similar household applications; it looks a lot like the granite or granite-like stuff that people use in high-end kitchens. It is definitely not porous on the polished upper surface. I'm sure it takes longer to heat up than a round mirror would, though we're using the QU-BD 24 volt round silicone heater and that thing gets hot amazingly quick. The next time I heat the bed I'll time it. We could definitely improve the situation by bonding the heater to the basalt, and by insulating below it. I did a quick job of that with a circle of aluminum foil underneath, but without any comparison I don't know whether it made any difference. One last-minute addition to the design was a standoff frame that keeps the Azteeg away from the underside of the top wooden plate, to make sure it doesn't pick up any heat. I put washers between the power supply and the plate for the same reason.
|
Re: Grounded Experimental Delta Printer September 24, 2013 01:55PM |
Registered: 10 years ago Posts: 979 |
I am not sure on the specifics but I think the basalt is resin filled and then ground flat. I get the same adhesion that I get on glass. There are two benefits. 1) Perfect flatness. Thin glass can telegraph the curvature of warped wood. 2) Cheaper to water jet cut. I could water jet cut glass but then I would have to get it tempered.
This is a counter top material. It is commonly sold as granite and granite is sometimes sold as basalt. I got Nathan from QU-BD to source it for me since he use to do counter tops and could make sure that I actually got basalt that would have less likely-hood of undergoing thermal fatigue. Granite would probably be okay but I don't think there is much of a price difference and basalt is most definitely better.
This is a counter top material. It is commonly sold as granite and granite is sometimes sold as basalt. I got Nathan from QU-BD to source it for me since he use to do counter tops and could make sure that I actually got basalt that would have less likely-hood of undergoing thermal fatigue. Granite would probably be okay but I don't think there is much of a price difference and basalt is most definitely better.
|
Re: Grounded Experimental Delta Printer September 25, 2013 02:40PM |
Registered: 12 years ago Posts: 85 |
Braided Carbon Fiber Rectangular Tubing ~ 2" x 1" x 96" @ $250 - [dragonplate.com]
If I were to cut this into six pieces of 16" lengths for the arms, and say we lose ~an inch per length embedding into a joint, what kind of build area would that give me vs the standard design?
If I were to cut this into six pieces of 16" lengths for the arms, and say we lose ~an inch per length embedding into a joint, what kind of build area would that give me vs the standard design?
|
Re: Grounded Experimental Delta Printer September 25, 2013 03:20PM |
Registered: 10 years ago Posts: 979 |
The ratio of arm length to build diameter to build height is about 3:4:3. So by my math you will get a 22" diameter cylinder by 16.5" tall build volume. Of course, the volume is bigger than this but a cylinder is easy to think about. That is 100L in the cylinder and about 200L in the bigger volume made up by the intersection of three spheres. Of course, you wouldn't want to print the gear joint that big. I would go with an xDrive.
I am planning a Super Sized Simpson for the Bay Area Maker Faire. I want 8' arm segments. That would be 11' diameter by 8' tall. I hope to print some kind of foam structure.
I am planning a Super Sized Simpson for the Bay Area Maker Faire. I want 8' arm segments. That would be 11' diameter by 8' tall. I hope to print some kind of foam structure.
|
Re: Grounded Experimental Delta Printer September 25, 2013 03:53PM |
Registered: 12 years ago Posts: 85 |
So about the size of a bass drum.. [www.musiciansfriend.com]
I am excited for the large format/foam printer. I would like to print large foam cores for carbon fiber wrapping..
[www.musiciansfriend.com]I am excited for the large format/foam printer. I would like to print large foam cores for carbon fiber wrapping..
|
Re: Grounded Experimental Delta Printer September 25, 2013 05:03PM |
Registered: 10 years ago Posts: 16 |
An 8' tall 3D printer would be pretty freaking awesome to see. If you got a big enough 3D scanner you could print 1:1 human replicas. Out of curiosity what is the space efficiency of Simpson (I.e. How big is the printer vs print volume)? It seems that a lot of Cartesian 3d printers have relatively small print volumes compared to the total structure volume, but Simpson looks like it does a pretty good job of maximizing available print volume.
|
Re: Grounded Experimental Delta Printer September 25, 2013 05:28PM |
Registered: 10 years ago Posts: 100 |
Does that mean I can use a Super Simpson to print the next house I build? 
Maybe just one room at a time?
nicholas.seward Wrote:
-------------------------------------------------------
> I am planning a Super Sized Simpson for the Bay Area Maker Faire.
> I want 8' arm segments. That would be 11' diameter by 8' tall.
> I hope to print some kind of foam structure.
Maybe just one room at a time?
nicholas.seward Wrote:
-------------------------------------------------------
> I am planning a Super Sized Simpson for the Bay Area Maker Faire.
> I want 8' arm segments. That would be 11' diameter by 8' tall.
> I hope to print some kind of foam structure.
|
Re: Grounded Experimental Delta Printer September 25, 2013 06:00PM |
Registered: 10 years ago Posts: 979 |
|
Re: Grounded Experimental Delta Printer September 26, 2013 12:13AM |
Registered: 10 years ago Posts: 23 |
This should be print with the gigantic Simpson :
Iron Man, Urbee, Renzo Piano's Diogene / Studio Liu Lubin's Micro house.
Then when the machine could use milling tool heads :
Wikihouse. Frameless Geodesic Dome. OpenDesk. Gingery's workshop.
This maybe useful for big builds :
Active Vibration Damping
Magnetic Tuned Mass Damper
Vibration damping by viscous-shear
So excited I can't concentrate on my works LOL.
Edited 2 time(s). Last edit at 09/26/2013 01:16AM by Buytaert.
Iron Man, Urbee, Renzo Piano's Diogene / Studio Liu Lubin's Micro house.
Then when the machine could use milling tool heads :
Wikihouse. Frameless Geodesic Dome. OpenDesk. Gingery's workshop.
This maybe useful for big builds :
Active Vibration Damping
Magnetic Tuned Mass Damper
Vibration damping by viscous-shear
So excited I can't concentrate on my works LOL.
Edited 2 time(s). Last edit at 09/26/2013 01:16AM by Buytaert.
|
Re: Grounded Experimental Delta Printer September 27, 2013 09:28AM |
Registered: 10 years ago Posts: 14 |
|
Re: Grounded Experimental Delta Printer September 27, 2013 09:51AM |
Admin Registered: 13 years ago Posts: 730 |
Quote
Ralphxyz
But what would you use for a extruder hot end on a big Simpson?
This one by Dirk Vander Kooij has a layer height of around a centimeter.
Contour crafting (pioneered by Behrokh Khoshnevis) uses a concrete extruder and has been used to build concrete walls.
|
Re: Grounded Experimental Delta Printer September 27, 2013 10:02AM |
Registered: 10 years ago Posts: 979 |
|
Re: Grounded Experimental Delta Printer September 27, 2013 12:26PM |
Admin Registered: 13 years ago Posts: 730 |
Quote
nicholas.seward
expanding foam
This has probably come up elsewhere in this thread, but just in case it hasn't... Watch this robot build other robots out of spray foam
|
Re: Grounded Experimental Delta Printer September 27, 2013 03:34PM |
Registered: 12 years ago Posts: 85 |
nicholas.seward Wrote:
-------------------------------------------------------
> I am think of using expanding foam of some sort to
> allow for quick proof of concepts.
I have been thinking that foaming is something we might be able to do in-line with PLA filament (maybe mixing four filaments into one extruder) or granules as a source, where the extruder action is tied to a peristaltic pump. Extruder feeds the barrel, maybe it is glass or ceramic? Feeding into a separate stabilizing chamber (glass?) and pumped with high-temp (300c capable?) silicon tubing through various nozzle diameters. Synchronize flow rate between the extruder and pump side?
I could see foaming as being a preference to solid infill in some cases, but it really is mostly useful on large (refrigerator sized) format.
If you can control the foaming process, you can control the density, and print something that graduates from a foam to a solid to achieve edge detail?
[www.designnews.com]
[www.turboscrews.com]
[www.turboscrews.com] - See page 4 of this PDF for screw design
Edited 3 time(s). Last edit at 09/27/2013 03:42PM by jason.fisher.
-------------------------------------------------------
> I am think of using expanding foam of some sort to
> allow for quick proof of concepts.
I have been thinking that foaming is something we might be able to do in-line with PLA filament (maybe mixing four filaments into one extruder) or granules as a source, where the extruder action is tied to a peristaltic pump. Extruder feeds the barrel, maybe it is glass or ceramic? Feeding into a separate stabilizing chamber (glass?) and pumped with high-temp (300c capable?) silicon tubing through various nozzle diameters. Synchronize flow rate between the extruder and pump side?
I could see foaming as being a preference to solid infill in some cases, but it really is mostly useful on large (refrigerator sized) format.
If you can control the foaming process, you can control the density, and print something that graduates from a foam to a solid to achieve edge detail?
[www.designnews.com]
[www.turboscrews.com]
[www.turboscrews.com] - See page 4 of this PDF for screw design
Edited 3 time(s). Last edit at 09/27/2013 03:42PM by jason.fisher.
|
Re: Grounded Experimental Delta Printer September 28, 2013 12:43AM |
Registered: 12 years ago Posts: 71 |
|
Re: Grounded Experimental Delta Printer September 28, 2013 01:08AM |
Registered: 10 years ago Posts: 23 |
Foam printing will change the world as we know it, a lot stuffs around me at the moment are foam.
When someone talking about foam, I think about this and 4d printing every time. I like magic LOL.
Updated:
Found some more realistic case studies :
MIT's Media Lab - Foam printing in action
Multi-materials
Behrokh Khoshnevis' Robo Building machine
Polymer Foam For 3d Printing
I like Khoshnevis's idea that he replace the traditinal concrete mold with JIT concrete mold. Wemay have to learn from some traditional model techniques and improve them.
It also a new opportunity for companies and tinkers to design new foam printer head that can make smooth surface
Edited 3 time(s). Last edit at 09/29/2013 02:07AM by Buytaert.
_________________________
Back in the 90's, one estimate said that there could be about 100 BILLION DOLLARS, for every single person on Earth. So, let's built robots to do most of our jobs.
When someone talking about foam, I think about this and 4d printing every time. I like magic LOL.
Updated:
Found some more realistic case studies :
MIT's Media Lab - Foam printing in action
Multi-materials
Behrokh Khoshnevis' Robo Building machine
Polymer Foam For 3d Printing
I like Khoshnevis's idea that he replace the traditinal concrete mold with JIT concrete mold. Wemay have to learn from some traditional model techniques and improve them.
It also a new opportunity for companies and tinkers to design new foam printer head that can make smooth surface
Edited 3 time(s). Last edit at 09/29/2013 02:07AM by Buytaert.
_________________________
Back in the 90's, one estimate said that there could be about 100 BILLION DOLLARS, for every single person on Earth. So, let's built robots to do most of our jobs.
|
Re: Grounded Experimental Delta Printer September 30, 2013 12:22AM |
Registered: 12 years ago Posts: 6 |
|
Re: Grounded Experimental Delta Printer October 11, 2013 07:04PM |
Registered: 11 years ago Posts: 10 |
|
Re: Grounded Experimental Delta Printer October 13, 2013 08:23AM |
Registered: 10 years ago Posts: 2 |
This looks like a nice addition if you wanna lose the bowden tube: http://www.thingiverse.com/thing:164813




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Sorry, only registered users may post in this forum.