Calibration issues?
Posted by Make_3D
|
Calibration issues? December 29, 2015 04:32PM |
Registered: 9 years ago Posts: 44 |
Hi guys,
So i finally have my delta printer built and printing however I am having some strange issues which I could do with some advice on.
After successfully calibrating the printer so it now moves flat, I decided to print a 20mm calibration cube with X, Y and Z imprinted into it.
The dimensions should have been 20x20x20 but instead came out at X19.56mm, Y19.71mm, Z19.97mm
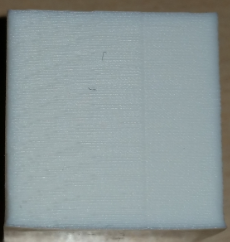
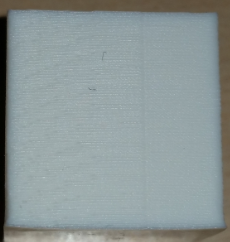
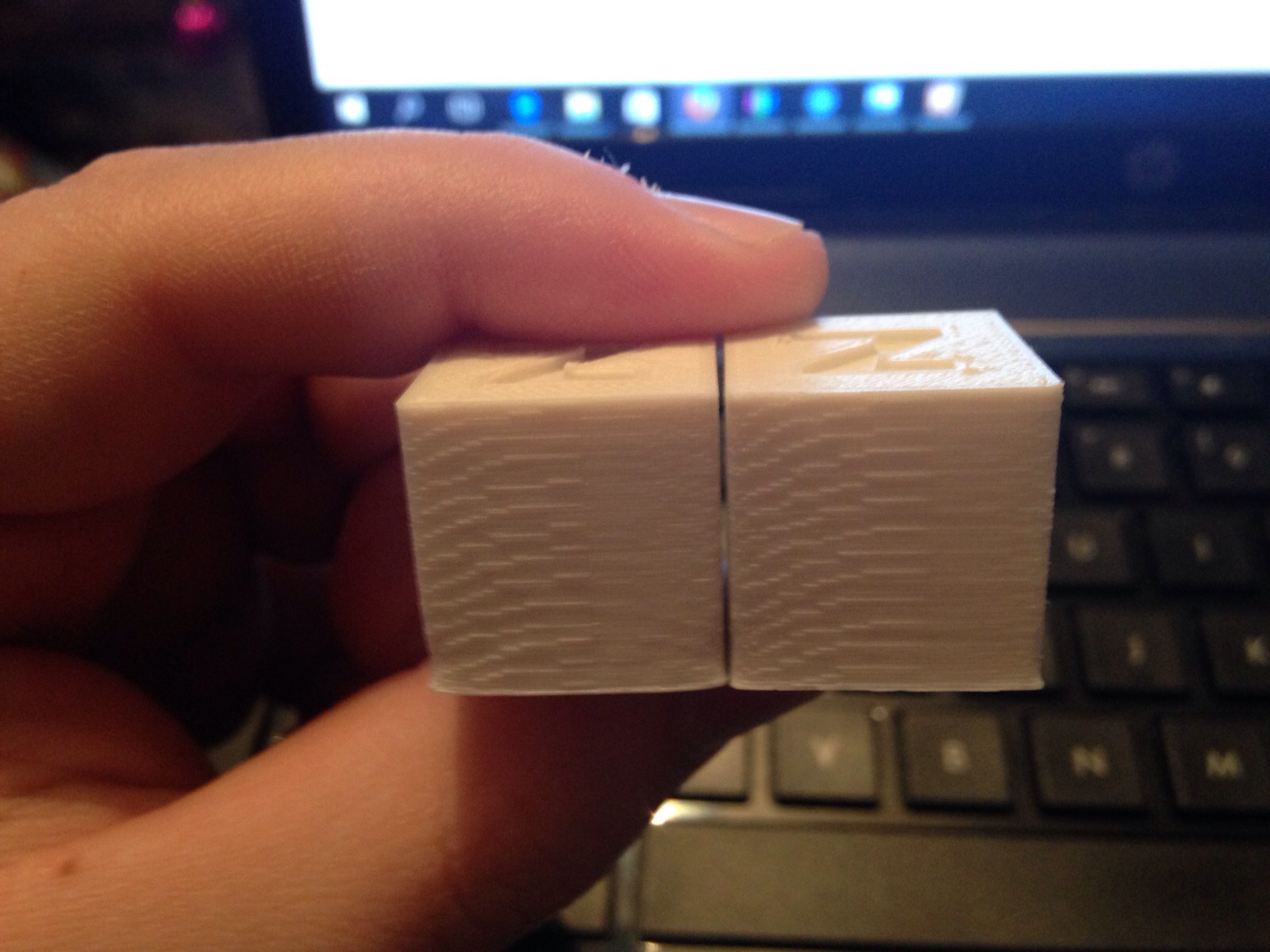
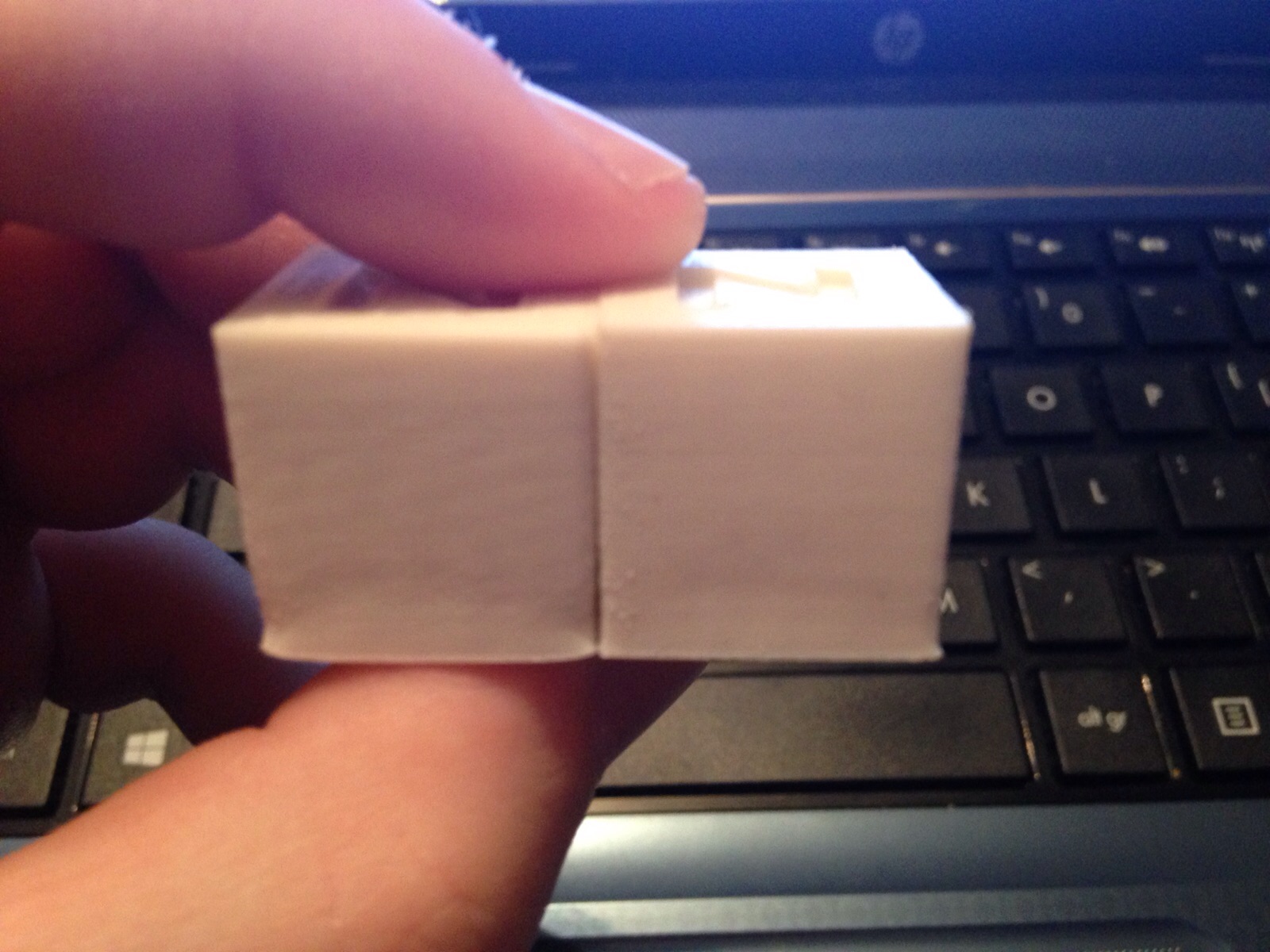
The other issue is that the front and back of the cube (X axis) is not smooth and has some strange pattern on it whereas the left and right sides (Y axis) is much smoother. I dont know why there would be patterning in one direction only.
Despite getting the extruder steps bang on the top layers have holes in them even though i used 3 top layers.
I am using Repetier firmware, 3000 acceleration, 40 XY jerk, printing at 60mm/s, ramps 1.4 with DRV8825 drivers on X,Y, Z and a4988 on the extruder. Using Simplify3D.
I am not sure where to start to fix these issues, any advice would be appreciated.
Thanks
So i finally have my delta printer built and printing however I am having some strange issues which I could do with some advice on.
After successfully calibrating the printer so it now moves flat, I decided to print a 20mm calibration cube with X, Y and Z imprinted into it.
The dimensions should have been 20x20x20 but instead came out at X19.56mm, Y19.71mm, Z19.97mm
The other issue is that the front and back of the cube (X axis) is not smooth and has some strange pattern on it whereas the left and right sides (Y axis) is much smoother. I dont know why there would be patterning in one direction only.
Despite getting the extruder steps bang on the top layers have holes in them even though i used 3 top layers.
I am using Repetier firmware, 3000 acceleration, 40 XY jerk, printing at 60mm/s, ramps 1.4 with DRV8825 drivers on X,Y, Z and a4988 on the extruder. Using Simplify3D.
I am not sure where to start to fix these issues, any advice would be appreciated.
Thanks
|
Re: Calibration issues? December 29, 2015 05:17PM |
Registered: 8 years ago Posts: 197 |
|
Re: Calibration issues? December 29, 2015 07:18PM |
Registered: 9 years ago Posts: 44 |
I've tried a different slic3r however the strange pattern on one axis remains, please see the attached pictures, I don't understand why it would create such a pattern on a flat surface, the dimensions are exactly unsized as simplify3d is.
|
Re: Calibration issues? December 29, 2015 07:55PM |
Registered: 8 years ago Posts: 22 |
You can try the new method that I have been developing for dimensional calibration, its easy fast to implement and it worked wonderfully for me.
And I need some feedback!
[www.thingiverse.com]
Edited 1 time(s). Last edit at 12/29/2015 08:34PM by PurpleSensation.
And I need some feedback!
[www.thingiverse.com]
Edited 1 time(s). Last edit at 12/29/2015 08:34PM by PurpleSensation.
|
Re: Calibration issues? December 29, 2015 11:27PM |
Registered: 10 years ago Posts: 580 |
Make_3d,
I'm looking at that pattern. I'm thinking it could be:
- Motor resonance - does one of the motors sound different when it's printing that side?
- Extruder not extruding evenly? (Could be caused by temp too low, swarf in the extruder gear, incorrect driver current).
I'm thinking about the extrusion issue. We need more info to diagnose this.
Have you done the extruder calibration?
My printer: Raptosaur - Large Format Delta - [www.paulwanamaker.wordpress.com]
Can you answer questions about Calibration, Printing issues, Mechanics? Write it up and improve the Wiki!
I'm looking at that pattern. I'm thinking it could be:
- Motor resonance - does one of the motors sound different when it's printing that side?
- Extruder not extruding evenly? (Could be caused by temp too low, swarf in the extruder gear, incorrect driver current).
I'm thinking about the extrusion issue. We need more info to diagnose this.
Have you done the extruder calibration?
My printer: Raptosaur - Large Format Delta - [www.paulwanamaker.wordpress.com]
Can you answer questions about Calibration, Printing issues, Mechanics? Write it up and improve the Wiki!
|
Re: Calibration issues? December 30, 2015 05:20PM |
Registered: 9 years ago Posts: 44 |
The motors all sound the same, i have calibrated the E-steps, the extruder seems to be extruding consistantly and also double checked the vref of the stepper drivers to make sure they are correct. I also tried reducing the acceleration to 1500, jerk to 20 and print speed to 40, the pattern was less obvious but still present.
I noticed some strange blobbing and the printer seeming to stutter when printing circles which i have read could be caused by using a lcd with the ramps so my next test is to disable the lcd in the firmware to see if that makes the print smoother.
I have done a bit of searching and havent been able to find how to adjust the XY scale in the EEPROM when using repetier firmware.
I noticed some strange blobbing and the printer seeming to stutter when printing circles which i have read could be caused by using a lcd with the ramps so my next test is to disable the lcd in the firmware to see if that makes the print smoother.
I have done a bit of searching and havent been able to find how to adjust the XY scale in the EEPROM when using repetier firmware.
|
Re: Calibration issues? December 30, 2015 05:42PM |
Registered: 10 years ago Posts: 580 |
I'm glad you mentioned stuttering. See #13 here: [reprap.org]
You have adjusted the steps per mm for the extruder, but have you adjusted steps per mm for X and Y?
You can make a very large hollow square, and print just a few layers of it. As large as you can measure. Then measure and adjust the steps per mm.
For instance, when I used Repetier (before I got my Smoothie) I had:
#define XAXIS_STEPS_PER_MM 177.78
#define YAXIS_STEPS_PER_MM 177.78
#define ZAXIS_STEPS_PER_MM 177.78
For a delta these would all be the same, unless you have different motors?
My printer: Raptosaur - Large Format Delta - [www.paulwanamaker.wordpress.com]
Can you answer questions about Calibration, Printing issues, Mechanics? Write it up and improve the Wiki!
You have adjusted the steps per mm for the extruder, but have you adjusted steps per mm for X and Y?
You can make a very large hollow square, and print just a few layers of it. As large as you can measure. Then measure and adjust the steps per mm.
For instance, when I used Repetier (before I got my Smoothie) I had:
#define XAXIS_STEPS_PER_MM 177.78
#define YAXIS_STEPS_PER_MM 177.78
#define ZAXIS_STEPS_PER_MM 177.78
For a delta these would all be the same, unless you have different motors?
My printer: Raptosaur - Large Format Delta - [www.paulwanamaker.wordpress.com]
Can you answer questions about Calibration, Printing issues, Mechanics? Write it up and improve the Wiki!
|
Re: Calibration issues? December 31, 2015 12:20PM |
Registered: 8 years ago Posts: 22 |
40 jerk may be little high, I print wonderfully with 20 XY jerk.
What kind of linear guide are you using? If you use bad wheels it can be a trouble.
Also check if the belt is well tensioned or the motor are a little under/over powered, I adjust them lowering down the power until the motor barely can move the carriage and the increasing it a ~15%.
The dimensions clearly are a problem of dimensional rod error, try check my last post.
PD: Repetier software is very sensitive with parasital resistance on wiring, check that all the motors wiring is solid and stable, it gave me serious problems time ago.
Edited 1 time(s). Last edit at 12/31/2015 12:23PM by PurpleSensation.
What kind of linear guide are you using? If you use bad wheels it can be a trouble.
Also check if the belt is well tensioned or the motor are a little under/over powered, I adjust them lowering down the power until the motor barely can move the carriage and the increasing it a ~15%.
The dimensions clearly are a problem of dimensional rod error, try check my last post.
PD: Repetier software is very sensitive with parasital resistance on wiring, check that all the motors wiring is solid and stable, it gave me serious problems time ago.
Edited 1 time(s). Last edit at 12/31/2015 12:23PM by PurpleSensation.
|
Re: Calibration issues? January 01, 2016 04:14PM |
Registered: 9 years ago Posts: 44 |
Okay, so heres what i have tried,
1 - disabled the LCD - No Effect
2 - lowered acceleration to 1500 and jerk to 25 - No Effect
3 - Lowered print speed to 30mm/s - No Effect
4 - Replaced the DRV8825 drivers with a4988 drivers - Success, the strange pattern has gone and the blobbing has been reduced.
So my main issue now are the dimensional inaccuracies in the X and Y. Paul Wanamaker, my motors are all the same but in EEPROM there is only one box for steps per mm and when i change the X and Y steps in the firmware and re-upload (and clear EEPROM) the sizes come out the same as before.
I have seen in simplify3d that there is a section for fine tuning the X and Y but there must be an easy way to do it in EEPROM?
PurpleSensation i had a quick look at the link you gave but to be honest i didnt understand what to do and how it actually works.
I am using v-slot extrusion with v-slot wheels, there is very little give in them and the belts are tight but not too tight,
I decided to print 4 20mm x 20mm cubes in different locations to see if the dimensioned varied at all, the results are as follows,
Center = X19.70mm Y19.79mm
Front Left = X19.70mm Y19.74mm
Front Right = X19.75mm Y19.63mm
Rear Left = X19.59mm Y19.76mm
On all of the above the Z was with 0.1mm so that is pretty much bang on, there does seem to be some variation on dimensional accuracy depending where it is placed on the bed.
Is this amount of variation to be expected with a delta printer? is there an easy way to correct the size in EEPROM or is it best to get the slicer to do the fine tuning?
1 - disabled the LCD - No Effect
2 - lowered acceleration to 1500 and jerk to 25 - No Effect
3 - Lowered print speed to 30mm/s - No Effect
4 - Replaced the DRV8825 drivers with a4988 drivers - Success, the strange pattern has gone and the blobbing has been reduced.
So my main issue now are the dimensional inaccuracies in the X and Y. Paul Wanamaker, my motors are all the same but in EEPROM there is only one box for steps per mm and when i change the X and Y steps in the firmware and re-upload (and clear EEPROM) the sizes come out the same as before.
I have seen in simplify3d that there is a section for fine tuning the X and Y but there must be an easy way to do it in EEPROM?
PurpleSensation i had a quick look at the link you gave but to be honest i didnt understand what to do and how it actually works.
I am using v-slot extrusion with v-slot wheels, there is very little give in them and the belts are tight but not too tight,
I decided to print 4 20mm x 20mm cubes in different locations to see if the dimensioned varied at all, the results are as follows,
Center = X19.70mm Y19.79mm
Front Left = X19.70mm Y19.74mm
Front Right = X19.75mm Y19.63mm
Rear Left = X19.59mm Y19.76mm
On all of the above the Z was with 0.1mm so that is pretty much bang on, there does seem to be some variation on dimensional accuracy depending where it is placed on the bed.
Is this amount of variation to be expected with a delta printer? is there an easy way to correct the size in EEPROM or is it best to get the slicer to do the fine tuning?
|
Re: Calibration issues? January 01, 2016 04:36PM |
Registered: 12 years ago Posts: 24 |
fine tune your smooth rod lengths using this tool here
[www.thingiverse.com]
my jerk is at 5 but my accel is 4500 and the out dimensions prints within .1 mm (.005in)
never used simplify but in slic3r sometimes i notice it doesn't take into account the inner dimensions as well as the outer ones, my inner dimensions are only good to 0.25mm
[www.thingiverse.com]
my jerk is at 5 but my accel is 4500 and the out dimensions prints within .1 mm (.005in)
never used simplify but in slic3r sometimes i notice it doesn't take into account the inner dimensions as well as the outer ones, my inner dimensions are only good to 0.25mm
|
Re: Calibration issues? January 01, 2016 05:00PM |
Registered: 9 years ago Posts: 44 |
|
Re: Calibration issues? January 01, 2016 06:02PM |
Registered: 10 years ago Posts: 14,672 |
Quote
Make_3D
4 - Replaced the DRV8825 drivers with a4988 drivers - Success, the strange pattern has gone and the blobbing has been reduced.
DRV8825 drivers are known to be problematic. See for example [cabristor.blogspot.co.uk].
Quote
Make_3D
I decided to print 4 20mm x 20mm cubes in different locations to see if the dimensioned varied at all, the results are as follows,
Center = X19.70mm Y19.79mm
Front Left = X19.70mm Y19.74mm
Front Right = X19.75mm Y19.63mm
Rear Left = X19.59mm Y19.76mm
On all of the above the Z was with 0.1mm so that is pretty much bang on, there does seem to be some variation on dimensional accuracy depending where it is placed on the bed.
Is this amount of variation to be expected with a delta printer? is there an easy way to correct the size in EEPROM or is it best to get the slicer to do the fine tuning?
This is probably caused by the effector tilting slightly as is translates in the XY plane. Causes of effector tilt include:
- Parallel rods in a pair not quite the same length (measured between bearing centres)
- Parallel rods in a pair have slightly different spacing between the bearings top and bottom (you can correct this using washers or shims)
- Play in the joints
- The lines between pairs of bearings on the effector are 120 degrees apart, but the lines between pairs of bearings on the carriages are not quite the same (or vice versa)
Some firmwares allow you to adjust the XY scaling, for example using M579 (see [reprap.org]). If your firmware doesn't, you can still scale both X and Y together, by adjusting the configured diagonal rod length in the firmware. Reducing the diagonal rod length will increase the X and Y sizes. After adjusting the diagonal rod length, you will need to recalibrate the delta radius.
Large delta printer [miscsolutions.wordpress.com], E3D tool changer, Robotdigg SCARA printer, Crane Quad and Ormerod
Disclosure: I design Duet electronics and work on RepRapFirmware, [duet3d.com].
|
Re: Calibration issues? January 01, 2016 11:38PM |
Registered: 10 years ago Posts: 580 |
Excellent detective work.
I had DRV8824 drivers a while ago when I used a Rumba, and had similar problems with noise and blobbing. Solved with a Smoothieboard.
Thanks for the link DC42, fascinating.
I have updated the troubleshooting guide Shifted Layers / Offset Layers / Missed Steps
I had DRV8824 drivers a while ago when I used a Rumba, and had similar problems with noise and blobbing. Solved with a Smoothieboard.
Thanks for the link DC42, fascinating.
I have updated the troubleshooting guide Shifted Layers / Offset Layers / Missed Steps
|
Re: Calibration issues? January 02, 2016 03:14AM |
Registered: 12 years ago Posts: 24 |
the math will be in there somewhere, you can still modify the code to have the corrected lengths. the other option is to move to marlin as it is extremely hard to ensure all 6 rods are the same length and the eyelets are parallel
my settings were obtained while changing the settings every 5mm using manual gcode additions to see what allowed my test print to round corners consistently at any z height.
the kossel in my opinion suffers from horrible wobble at higher z heights. this is compounded by backlash in the arms and stretch in the really long belts, minimizing jerk and having smooth acceleration allows very smooth prints at amazing speeds
this is a picture of my prints with 60mm/s move speed on the perimeters (probabaly never accelerates to that as the walls are only 40mm, but it prints rather quick). another benefit is that with my motors i am only running 0.4A of current.
[imgur.com]
edit:: i looked into the latest repetier firmware, and it looks like correction was added, no idea how to use it so google will be your friend.
[github.com]
#define DELTA_DIAGONAL_CORRECTION_A 0
#define DELTA_DIAGONAL_CORRECTION_B 0
#define DELTA_DIAGONAL_CORRECTION_C 0
Edited 3 time(s). Last edit at 01/02/2016 03:37AM by lalalandrus.
my settings were obtained while changing the settings every 5mm using manual gcode additions to see what allowed my test print to round corners consistently at any z height.
the kossel in my opinion suffers from horrible wobble at higher z heights. this is compounded by backlash in the arms and stretch in the really long belts, minimizing jerk and having smooth acceleration allows very smooth prints at amazing speeds
this is a picture of my prints with 60mm/s move speed on the perimeters (probabaly never accelerates to that as the walls are only 40mm, but it prints rather quick). another benefit is that with my motors i am only running 0.4A of current.
[imgur.com]
edit:: i looked into the latest repetier firmware, and it looks like correction was added, no idea how to use it so google will be your friend.
[github.com]
#define DELTA_DIAGONAL_CORRECTION_A 0
#define DELTA_DIAGONAL_CORRECTION_B 0
#define DELTA_DIAGONAL_CORRECTION_C 0
Edited 3 time(s). Last edit at 01/02/2016 03:37AM by lalalandrus.
|
Re: Calibration issues? January 02, 2016 10:59AM |
Registered: 8 years ago Posts: 22 |
On a delta printer, the XY scaling doesnt really work because the dimensional errors are on the oposite direction of each tower, so XY scaling just repair a little bit of the problem.
You must calibrate the Diagonal rod lenght correction, there is some ways to do it:
First, calibrate your horizontal radious to have z height well calibrated, then you can calibrate correction manually (+Diagonal reduces size, -Diagonal rod increases size) on each tower.
Or you can use one of the tools we post here, one is the dolpin one and the other one is the one i made,[www.thingiverse.com]
If you decide to use my method, you just have to print the stl and download the Excel document from the thing files, the measure the indicated distance on the printed piece and introduce them on the Excel doc, it returns to you the new diagonal rod and the corrections, ( have a look on the instructions )
Edited 1 time(s). Last edit at 01/02/2016 11:03AM by PurpleSensation.
You must calibrate the Diagonal rod lenght correction, there is some ways to do it:
First, calibrate your horizontal radious to have z height well calibrated, then you can calibrate correction manually (+Diagonal reduces size, -Diagonal rod increases size) on each tower.
Or you can use one of the tools we post here, one is the dolpin one and the other one is the one i made,[www.thingiverse.com]
If you decide to use my method, you just have to print the stl and download the Excel document from the thing files, the measure the indicated distance on the printed piece and introduce them on the Excel doc, it returns to you the new diagonal rod and the corrections, ( have a look on the instructions )
Edited 1 time(s). Last edit at 01/02/2016 11:03AM by PurpleSensation.
|
Re: Calibration issues? January 10, 2016 06:30PM |
Registered: 9 years ago Posts: 44 |
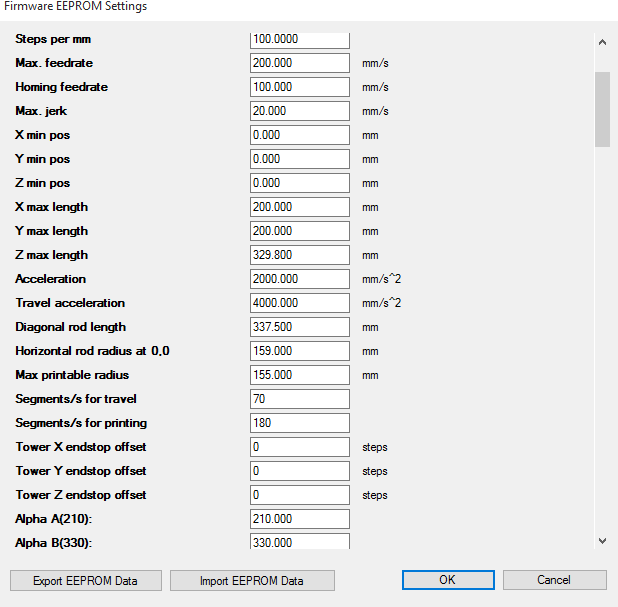
okay, so after many hours of not being able to get it right i decided to start again from scratch, somehow i ended up with slightly different measurements this time and ended up with with a convex movement which i just havent been able to flatten completely, i have attached a picture of my eeprom settings, right now the z gap is 0.2mm in the middle and 0.1mm on the outside edges, i got it this close my adjusting the diagonal rod length, before i can continue with the calibration i need to get it perfectly flat but i can't seem to get it any better, what should i adjust and by how much to get it flat? and which one do i adjust to help with dimensional accuracy?
|
Re: Calibration issues? January 11, 2016 09:01AM |
Registered: 9 years ago Posts: 44 |
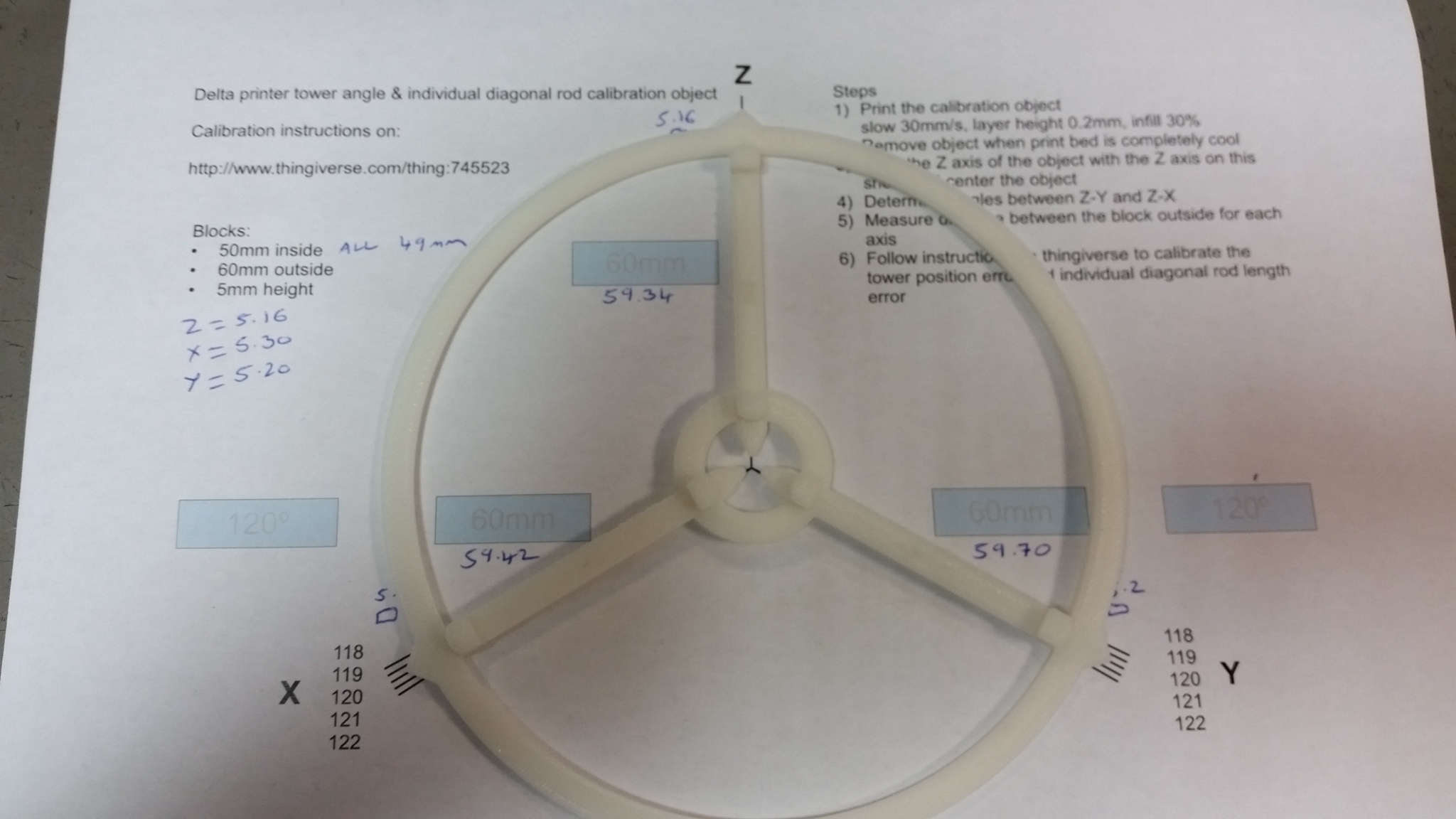
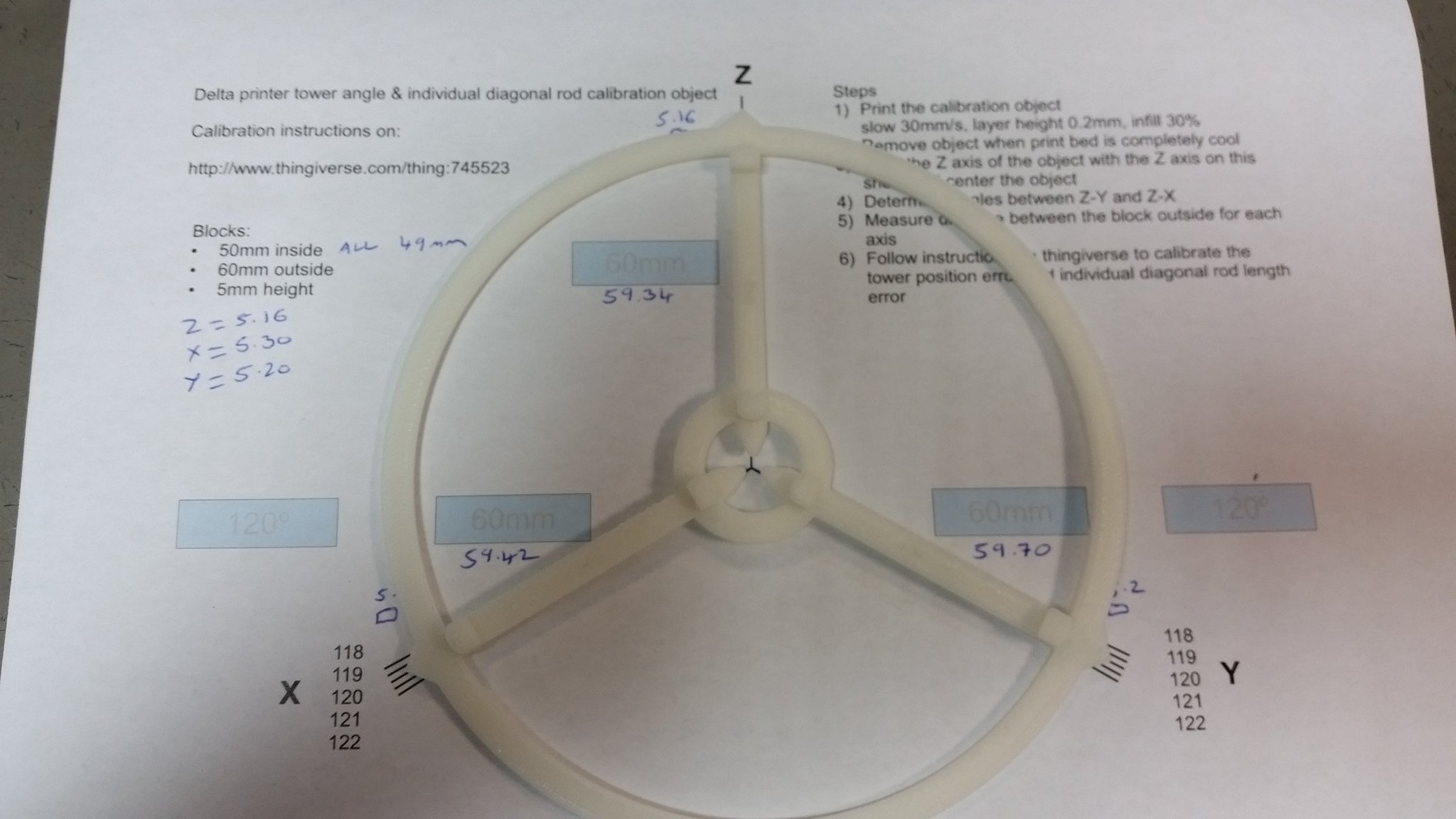
Right, so I printed one of the calibration parts[www.thingiverse.com]
The angles look fine with Y possibly being half a degree to high however the dimensions aren't accurate, the thickness varies between 5.16mm to 5.30mm with the outer dimensions being out by different amounts, the inner sizes is supposed to be 50mm however they all measure 49mm even though the outer sizes vary more than a mm, I am totally confused now, the calibration instructions are for marlin and I am running repetier, not sure why so many are running marlin on deltas
The angles look fine with Y possibly being half a degree to high however the dimensions aren't accurate, the thickness varies between 5.16mm to 5.30mm with the outer dimensions being out by different amounts, the inner sizes is supposed to be 50mm however they all measure 49mm even though the outer sizes vary more than a mm, I am totally confused now, the calibration instructions are for marlin and I am running repetier, not sure why so many are running marlin on deltas
|
Re: Calibration issues? January 11, 2016 01:26PM |
Registered: 8 years ago Posts: 197 |
Are you printing in abs or pla?
If abs it will shrink and your readings will be off.
I pla , it needs a cooling fan or it will melt upon itself and your readings will be off.
Try to print a hollow cube with pla filament. Simply take the 20mm test cube and in your slicer settings. Use 0 for the top and bottom.
Then wait about 10mins for the part to cool and check what size it is.
Other then that make sure all the rods are the same size.
And most people use marlin because its easier to setup and use. Repetier might run a delta better but marlin is alot easier for people to setup.
If abs it will shrink and your readings will be off.
I pla , it needs a cooling fan or it will melt upon itself and your readings will be off.
Try to print a hollow cube with pla filament. Simply take the 20mm test cube and in your slicer settings. Use 0 for the top and bottom.
Then wait about 10mins for the part to cool and check what size it is.
Other then that make sure all the rods are the same size.
And most people use marlin because its easier to setup and use. Repetier might run a delta better but marlin is alot easier for people to setup.
|
Re: Calibration issues? January 11, 2016 03:16PM |
Registered: 8 years ago Posts: 3,525 |
It's a cop out but have you considered a z probe and an autocalibrating firmware? I got nowhere with my delta until I used fsrs and Rich Cattell's marlin master branch, (other firmwares/boards are available) now my parts are accurate to 0.1mm precision in all three axes. I am slowly starting to understand how it actually does it and accept the argument that understanding beats a quick fix, but I got printing quickly and the results combined with eliminating the long bowden tube using a flying extruder are excellent.
|
Re: Calibration issues? January 11, 2016 07:12PM |
Registered: 9 years ago Posts: 44 |
Thanks for the response guys,
xile6
I am printing in ABS as i dont have any pla or a print fan, i know that abs has a higher shrink rate than pla however on these sizes i doubt its shrinkage could account for the variations in the calibration print, on my i3 i was able to print a 20mm cube in abs and it would always come out within 0.15mm. I will print a cube tomorrow and see what it comes out like.
DjDemonD
Funny you should mention that, i do actually have a z probe but i havent used it yet, partly because i dont know how (ive set it up in repetier firmware but havent looked up the commands to level it) and the fact that i thought that it only compensated if the bed itself was on an angle, does the auto levelling correct the errors? Is auto leveling the same asauto calibration?
I would try switching to marlin to see if i had better results as it is more important for me that the print quality is as good as possible instead of it being fast so marlin could most likely keep up however I have a mixing extruder and from what i have read marlin doesnt support it as well as repetier does.
xile6
I am printing in ABS as i dont have any pla or a print fan, i know that abs has a higher shrink rate than pla however on these sizes i doubt its shrinkage could account for the variations in the calibration print, on my i3 i was able to print a 20mm cube in abs and it would always come out within 0.15mm. I will print a cube tomorrow and see what it comes out like.
DjDemonD
Funny you should mention that, i do actually have a z probe but i havent used it yet, partly because i dont know how (ive set it up in repetier firmware but havent looked up the commands to level it) and the fact that i thought that it only compensated if the bed itself was on an angle, does the auto levelling correct the errors? Is auto leveling the same asauto calibration?
I would try switching to marlin to see if i had better results as it is more important for me that the print quality is as good as possible instead of it being fast so marlin could most likely keep up however I have a mixing extruder and from what i have read marlin doesnt support it as well as repetier does.
|
Re: Calibration issues? January 11, 2016 07:38PM |
Registered: 9 years ago Posts: 44 |
|
Re: Calibration issues? January 12, 2016 06:05AM |
Registered: 8 years ago Posts: 3,525 |
So if you have a working z probe you can do several things with it. Yes you can do a g28, then g29 (autolevel/compensate) this creates depending on your firmware either a simple plane to compensate for a bed that's not square with your frame (or in the case of a delta not square with your endstops). It basically just applies correction to the z coordinates as it prints. In some firmwares such as RC's mentioned above, it maps a 26 point bed level grid which effectively maps the bed and adjusts the z height as you print far more accurately. There are arguments for and against compensation but I like it, it gets you good first layers and it get you printing. When later on with great engineering experience you make/refine your printer to be perfect you won't need it apparently.
Auto calibration is completely different. All you have to enter in RC's marlin are the basic measurements diagonal rod length, delta radius, z height etc... then ask it to do a g30 a0.5 the effector will descend and feel for the bed centre, then verify the endstops by probing the bed edges, adjust them in software automatically, then begin to iterate itself towards a solution to have the exact correct diagonal rod length, delta radius, tower position compensation etc... In this case you've asked for 0.5mm precision so it might take 5-10 iterations maybe more maybe less but should report "autocalibration complete" use m500 to save settings. This places the settings into eeprom so they load when you next power the printer on.
After this you can ask for a higher resolution solution, using g30 a0.1 you ask it to keep going until it gets to a 0.1mm precision. It uses the settings it determined for 0.5mm as a starting point. You can go to 0.05 also, possible even 0.03mm. However unless your printer is very well made, very stiff, no backlash in anything, your z probe has amazing repeatability, your belts sing a g-note etc... it might not get to a solution at these extreme precisions, it gives up after 99 iterations. 0.1mm is enough generally.
As you watch it you can see it getting closer as it repeat probes less at each point where it hits the bed in the expected position assuming its solution is correct. Sometimes it goes in the wrong direction sometimes it heads straight to the correct solution quite quickly. My comment about understanding above relates to the fact that when I first used this I had no idea what it was actually doing, the mathematics of it were beyond me, but as time passes you start to get a feel for how it is doing what it does, which in my opinion makes the learning curve with delta's a little shallower.
There are other more efficient auto calibration routines David (DC42) can fill you in, if he has time, he's written the reprap firmware for duet boards with a much improved auto-calibration routine.
Edited 1 time(s). Last edit at 01/12/2016 06:10AM by DjDemonD.
Auto calibration is completely different. All you have to enter in RC's marlin are the basic measurements diagonal rod length, delta radius, z height etc... then ask it to do a g30 a0.5 the effector will descend and feel for the bed centre, then verify the endstops by probing the bed edges, adjust them in software automatically, then begin to iterate itself towards a solution to have the exact correct diagonal rod length, delta radius, tower position compensation etc... In this case you've asked for 0.5mm precision so it might take 5-10 iterations maybe more maybe less but should report "autocalibration complete" use m500 to save settings. This places the settings into eeprom so they load when you next power the printer on.
After this you can ask for a higher resolution solution, using g30 a0.1 you ask it to keep going until it gets to a 0.1mm precision. It uses the settings it determined for 0.5mm as a starting point. You can go to 0.05 also, possible even 0.03mm. However unless your printer is very well made, very stiff, no backlash in anything, your z probe has amazing repeatability, your belts sing a g-note etc... it might not get to a solution at these extreme precisions, it gives up after 99 iterations. 0.1mm is enough generally.
As you watch it you can see it getting closer as it repeat probes less at each point where it hits the bed in the expected position assuming its solution is correct. Sometimes it goes in the wrong direction sometimes it heads straight to the correct solution quite quickly. My comment about understanding above relates to the fact that when I first used this I had no idea what it was actually doing, the mathematics of it were beyond me, but as time passes you start to get a feel for how it is doing what it does, which in my opinion makes the learning curve with delta's a little shallower.
There are other more efficient auto calibration routines David (DC42) can fill you in, if he has time, he's written the reprap firmware for duet boards with a much improved auto-calibration routine.
Edited 1 time(s). Last edit at 01/12/2016 06:10AM by DjDemonD.
|
Re: Calibration issues? January 12, 2016 06:12PM |
Registered: 9 years ago Posts: 44 |
Thanks DjDemonD for the reply,
The auto calibration / auto leveling sounds very interesting, i don't pretend to completely understand how it works out all the maths but will definitely get the z probe setup and give it a shot.
I understand that it can compensate for the any errors in the z plane but i dont understand if it would make any difference to the dimensional inaccuracies that i am seeing. For example, i printed a 20mm hollow cube as xile6 suggested and it measured 20.08mm x 20.06mm x 20.09mm which is extremely close. I then scaled the cube so it was 140mmx20mmx20mm and it came out at 138.64mm x 20.01mm at one end and 20.09mm at the other and 19.94mm thick all over. I must admit i dont understand how it can be near enough perfect in the center and so far out on larger models.
This would suggest to me that the z is pretty flat (at least in the X axis) and that it is very accurate in the center but gets 'shorter' as it reaches the outsides, would the auto calibration address this issue? I am eager to see if the auto calibration / z correction / compensation features in repetier firmware would help at all, the thought of having to start from scratch using marlin is painful.
The auto calibration / auto leveling sounds very interesting, i don't pretend to completely understand how it works out all the maths but will definitely get the z probe setup and give it a shot.
I understand that it can compensate for the any errors in the z plane but i dont understand if it would make any difference to the dimensional inaccuracies that i am seeing. For example, i printed a 20mm hollow cube as xile6 suggested and it measured 20.08mm x 20.06mm x 20.09mm which is extremely close. I then scaled the cube so it was 140mmx20mmx20mm and it came out at 138.64mm x 20.01mm at one end and 20.09mm at the other and 19.94mm thick all over. I must admit i dont understand how it can be near enough perfect in the center and so far out on larger models.
This would suggest to me that the z is pretty flat (at least in the X axis) and that it is very accurate in the center but gets 'shorter' as it reaches the outsides, would the auto calibration address this issue? I am eager to see if the auto calibration / z correction / compensation features in repetier firmware would help at all, the thought of having to start from scratch using marlin is painful.
|
Re: Calibration issues? January 12, 2016 06:20PM |
Registered: 8 years ago Posts: 3,525 |
Well I have no experience of repetier firmware, I use repetier host on my delta as I cannot run two instances of pronterface on one PC (I also have an i3).
The auto-calibration will help with your parts being correctly scaled as it sets all your delta parameters correctly,, if it can find a solution and is not confused by mechanical problems or too much backlash in any components. Assuming a well made printer and a flat bed autolevelling won't offer you much advantage as your nozzle should, after auto-calibration move around the bed at a fixed height precisely.
Starting again with Marlin won't take you too long. If its a kossel type printer I'll happily give you my config and highlight the settings you need to change for your printer, but you'll be some way ahead of starting from a default config. What printer is it? What type of z probe are you using? Although some don't like fsr's they offer very precise z probing which is nozzle based so no offsets to calculate and mess about with.
The auto-calibration will help with your parts being correctly scaled as it sets all your delta parameters correctly,, if it can find a solution and is not confused by mechanical problems or too much backlash in any components. Assuming a well made printer and a flat bed autolevelling won't offer you much advantage as your nozzle should, after auto-calibration move around the bed at a fixed height precisely.
Starting again with Marlin won't take you too long. If its a kossel type printer I'll happily give you my config and highlight the settings you need to change for your printer, but you'll be some way ahead of starting from a default config. What printer is it? What type of z probe are you using? Although some don't like fsr's they offer very precise z probing which is nozzle based so no offsets to calculate and mess about with.
|
Re: Calibration issues? January 12, 2016 06:44PM |
Registered: 9 years ago Posts: 44 |
My delta is based on the kossel v-slot, i just scaled it up a bit to allow for a 300mm dia bed and 300mm build height. Its quite sturdy and quality is more important to me than speed so i wont be pushing the frame to its limits. It also has a mixing extruder (E3D cyclops). It uses the mini kossel effector modified to accept the cyclops hotend. The z probe is a simply mechanical endstop on an arm that magnetically attaches to the effector and a plug in connector so it is only attached when being used.
I am interested in trying marlin and if your config could give me a heads start then that would be great. I've been messing about trying to get this thing working properly for months and i've got to the point that I just want to print. I've set some things up in repetier that i would have to look into how to do it in marlin if i did decide to switch over, i have a mains powered heated bed that is triggered off a different pin, a hotend fan that only comes on at +50 degrees and a board cooling fan that comes on when the stepper motors start, not sure how easy this is to do in marlin, kind of got used to using the config tool of repetier.
I am interested in trying marlin and if your config could give me a heads start then that would be great. I've been messing about trying to get this thing working properly for months and i've got to the point that I just want to print. I've set some things up in repetier that i would have to look into how to do it in marlin if i did decide to switch over, i have a mains powered heated bed that is triggered off a different pin, a hotend fan that only comes on at +50 degrees and a board cooling fan that comes on when the stepper motors start, not sure how easy this is to do in marlin, kind of got used to using the config tool of repetier.
|
Re: Calibration issues? January 12, 2016 07:12PM |
Registered: 8 years ago Posts: 3,525 |
Use Rich Cattells marlin master branch from here: Rich Cattell's Marlin Master Branch
Here's my configuration.h Its a word doc now to make it easier to read/highlight but save it to the Marlin folder as configuration.h. I've highlighted in red most of the things you need to set for your printer (the delta measurements can be set approximately - auto calibration will set them precisely but the closer you are to begin with the quicker it will get there here are some diagrams of how to measure them delta measurements). Make sure eeprom is enabled (highlighted in blue, so you can save your config after calibration). LCD's and the like will take a bit more tweaking to get working. Measure the offset of your z probe from your nozzle and enter this into the areas highlighted in green. Mine is 0,0,0 as it triggers on the nozzle so you have to work out if the numbers are negative or positive in x and y Bear in mind 0,0 is bed centre, -x coordinates are to the left +x coordinates to the right, -y is to the front, +y to the back if you orientate your machine with the x tower front left, the y tower front right and the z tower at the back. The z offset should be negative if your probe is lower than your nozzle (which is has to be with a deployable probe - anyone else back me up on this?).
Check all the other settings carefully and ensure all your endstop switches trigger properly, your carriages all move in the right direction and your endstops are all within 3mm of each other. Set your MANUAL_Z_HOME_POS which is your z height from the nozzle to the bed after homing to as close to the correct height as possible this will also be corrected during auto-calibration.
Hope this helps.
Here's my configuration.h Its a word doc now to make it easier to read/highlight but save it to the Marlin folder as configuration.h. I've highlighted in red most of the things you need to set for your printer (the delta measurements can be set approximately - auto calibration will set them precisely but the closer you are to begin with the quicker it will get there here are some diagrams of how to measure them delta measurements). Make sure eeprom is enabled (highlighted in blue, so you can save your config after calibration). LCD's and the like will take a bit more tweaking to get working. Measure the offset of your z probe from your nozzle and enter this into the areas highlighted in green. Mine is 0,0,0 as it triggers on the nozzle so you have to work out if the numbers are negative or positive in x and y Bear in mind 0,0 is bed centre, -x coordinates are to the left +x coordinates to the right, -y is to the front, +y to the back if you orientate your machine with the x tower front left, the y tower front right and the z tower at the back. The z offset should be negative if your probe is lower than your nozzle (which is has to be with a deployable probe - anyone else back me up on this?).
Check all the other settings carefully and ensure all your endstop switches trigger properly, your carriages all move in the right direction and your endstops are all within 3mm of each other. Set your MANUAL_Z_HOME_POS which is your z height from the nozzle to the bed after homing to as close to the correct height as possible this will also be corrected during auto-calibration.
Hope this helps.
|
Re: Calibration issues? January 14, 2016 05:02AM |
Registered: 8 years ago Posts: 3,525 |
|
Re: Calibration issues? January 14, 2016 06:59PM |
Registered: 9 years ago Posts: 44 |
Hi DjDemonD,
Thank you for taking the time to share your config file, i will attempt to set it up this weekend and see if it makes a difference or not, i tried the auto leveling / auto calibration using the repetier firmware however this didnt correct the size errors which is annoying as everything is already set up in repetier, with any luck marlin might fix this problem and i can finally start printing
Thank you for taking the time to share your config file, i will attempt to set it up this weekend and see if it makes a difference or not, i tried the auto leveling / auto calibration using the repetier firmware however this didnt correct the size errors which is annoying as everything is already set up in repetier, with any luck marlin might fix this problem and i can finally start printing
|
Re: Calibration issues? January 24, 2016 01:31PM |
Registered: 8 years ago Posts: 3,525 |
|
Re: Calibration issues? January 26, 2016 09:17AM |
Registered: 13 years ago Posts: 134 |
I, too, am trying to calibrate my delta to be more accurate. Links I've collected:
Maui-3D.com -this link deals with the RC auto-calibration with Marlin
but goes into transferring the results to Repetier.
Minow's blog - this one has the formula to dimensional accuracy.
There is also this > RepRapFirmware bed.g file generator .
Might be of some help (wouldn't know how to use it).
__________________________________________________________________________
"I like to be, what I like to see, in you and me.
I am the Stallion, Mang."
ISTAR Scope Club
Maui-3D.com -this link deals with the RC auto-calibration with Marlin
but goes into transferring the results to Repetier.
Minow's blog - this one has the formula to dimensional accuracy.
There is also this > RepRapFirmware bed.g file generator .
Might be of some help (wouldn't know how to use it).
__________________________________________________________________________
"I like to be, what I like to see, in you and me.
I am the Stallion, Mang."
ISTAR Scope Club

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Sorry, only registered users may post in this forum.