Delta calibration issues
Posted by CrisCG
|
Delta calibration issues November 19, 2016 06:02AM |
Registered: 8 years ago Posts: 66 |
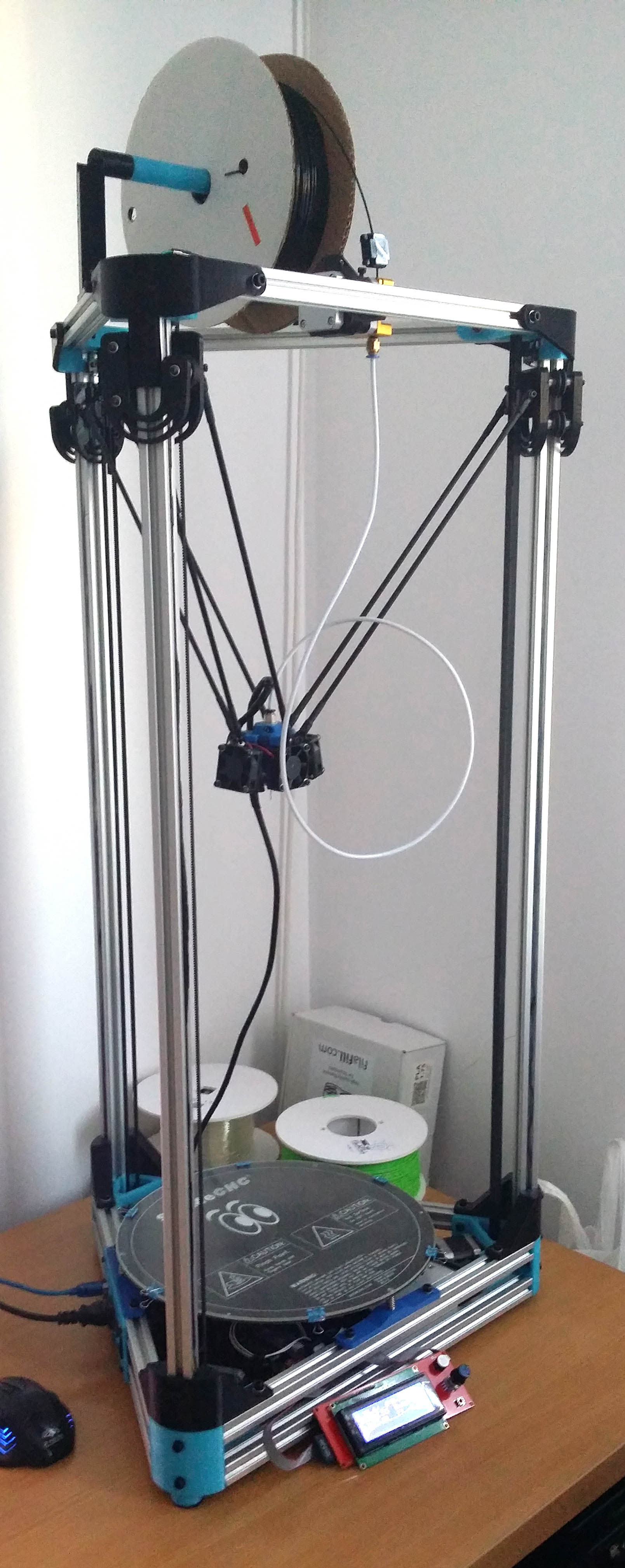
Hi, i have a home made delta and i'm having trouble with valibration.
The specs are:
415mm horizontal aluminium extrusions
950mm vertical aluminium extrusions
310mm SeeMeCNC bed with borosilicate glass
nema 17 motors (1.5A on the cariages and 2.5A for extruder)
365mm carbon tubes with traxxas 5347 joints
ramps 1.4 with repetier firmware
12v 30A power supply
GT2 belts
printed pla corners
added some other pla parts for strenght
all the sides have been carefully measured to be exactly 415mm when built.
I got it calibrated for a sample print very easy (end stops and horizontal radius), but dimensions are not accurate it's 20mm on the y and 20.4 om the x for a 20x20mm cube.
I am adjusting the diagonal rod correction values, but i get a problem. When i'm testing for printing flatness, i get good results near the 3 pillars and in the center, but on the other side to the pillars, it digs in the bed, just about 0.2-0.3mm. My guess is that the verticals are not 100% vertical, but just bent a little inwards. Is there a way to software correct this issue?
Thank you,
Cris
The specs are:
415mm horizontal aluminium extrusions
950mm vertical aluminium extrusions
310mm SeeMeCNC bed with borosilicate glass
nema 17 motors (1.5A on the cariages and 2.5A for extruder)
365mm carbon tubes with traxxas 5347 joints
ramps 1.4 with repetier firmware
12v 30A power supply
GT2 belts
printed pla corners
added some other pla parts for strenght
all the sides have been carefully measured to be exactly 415mm when built.
I got it calibrated for a sample print very easy (end stops and horizontal radius), but dimensions are not accurate it's 20mm on the y and 20.4 om the x for a 20x20mm cube.
I am adjusting the diagonal rod correction values, but i get a problem. When i'm testing for printing flatness, i get good results near the 3 pillars and in the center, but on the other side to the pillars, it digs in the bed, just about 0.2-0.3mm. My guess is that the verticals are not 100% vertical, but just bent a little inwards. Is there a way to software correct this issue?
Thank you,
Cris
{kind=link}
{kind=link}
|
Re: Delta calibration issues November 19, 2016 09:01AM |
Registered: 8 years ago Posts: 916 |
You can chase your tail with software correction, but nothing beats just getting your mechanics as precise as possible.
You need to measure everything as precisely as possible, and do your absolute darndest to get everything square, parallel, and untwisted. Once there, then you've eliminated one more variable in a big long laundry list of items that can create imprecision in your prints.
At least that's my opinion, others may differ.
You need to measure everything as precisely as possible, and do your absolute darndest to get everything square, parallel, and untwisted. Once there, then you've eliminated one more variable in a big long laundry list of items that can create imprecision in your prints.
At least that's my opinion, others may differ.
|
Re: Delta calibration issues November 19, 2016 07:10PM |
Registered: 8 years ago Posts: 3,525 |
What he said.
(Reprap.org firmware allows tower tilt correction but its a very new feature.)
Simon Khoury
Co-founder of [www.precisionpiezo.co.uk] Accurate, repeatable, versatile Z-Probes
Published:Inventions
(Reprap.org firmware allows tower tilt correction but its a very new feature.)
Simon Khoury
Co-founder of [www.precisionpiezo.co.uk] Accurate, repeatable, versatile Z-Probes
Published:Inventions
|
Re: Delta calibration issues November 27, 2016 01:52PM |
Registered: 7 years ago Posts: 4 |
I've been having similar issues. This is my first printer and it's a folgertech kossel delta running a smoothie compatible. It does small prints fine but larger stuff gets out of whack. I stripped it mostly to the frame to try to align everything.
So my question is about the approach. This is what I was thinking without completely rebuilding:
1. Find the largest tower to tower extrusion on the bottom or top. Measure this and it becomes the minimum tower to tower distance.
2. Working on one side at a time, adjust the bottom tower to tower distance to match the minimum, then adjust the top to match.
3. Repeat step 2 for the other 2 sides. My assumption is that once all the spacing is the same, the angles have to be 120 in between towers and the towers are parallel
4. With a square, try to tweak the towers into as perpendicular as possible (even with all my screws tight, I can push or pull it out of true. I will probably have to add cross braces to stiffen it.)
5. Measure endstops as accurately as possible from the bottom frame and adjust them to all be the same.
6. Mount the bed and check it for level to the bottom frame and perpendicular to the towers.
7. Fire up electronics and measure z axis steps per mm
8. Measure z height and set in config
9. Perform auto calibration for endstops and radius adjustment.
Let me know if I missed anything or if I'm off base on anything. Thanks, Rob.
So my question is about the approach. This is what I was thinking without completely rebuilding:
1. Find the largest tower to tower extrusion on the bottom or top. Measure this and it becomes the minimum tower to tower distance.
2. Working on one side at a time, adjust the bottom tower to tower distance to match the minimum, then adjust the top to match.
3. Repeat step 2 for the other 2 sides. My assumption is that once all the spacing is the same, the angles have to be 120 in between towers and the towers are parallel
4. With a square, try to tweak the towers into as perpendicular as possible (even with all my screws tight, I can push or pull it out of true. I will probably have to add cross braces to stiffen it.)
5. Measure endstops as accurately as possible from the bottom frame and adjust them to all be the same.
6. Mount the bed and check it for level to the bottom frame and perpendicular to the towers.
7. Fire up electronics and measure z axis steps per mm
8. Measure z height and set in config
9. Perform auto calibration for endstops and radius adjustment.
Let me know if I missed anything or if I'm off base on anything. Thanks, Rob.
|
Re: Delta calibration issues November 28, 2016 03:34PM |
Registered: 10 years ago Posts: 97 |
|
Re: Delta calibration issues November 28, 2016 10:03PM |
Registered: 7 years ago Posts: 4 |
Andrew, thanks for your reply. I ran a test print tonight after spending a few hours working through adjusting my frame as I listed above. It made a major improvement in my print quality. Now my 80 steps per mm for my setup is giving me 9.99mms of travel when I click down 10 in pronterface. So my 20 mm cube came out at 20.02mm tall, and 20.2 on the sides. I don't want to hijack so I'll start another thread about 626 on smoothie. I'm interested to give it a try. Thanks!
|
Re: Delta calibration issues November 29, 2016 10:15AM |
Registered: 7 years ago Posts: 4 |
I had a thought about another problem measurement. For Smoothie, you need to input the horizontal length between the rod end centers. The diagonal is very easy to measure accurately. I couldn't figure out the horizontal though. Had a thought I'm going to try. Assuming my endstops are accurate, I'm going to home the machine. Then lower the effector down to in range of my caliper depth probe. then measure the distance from the bed to the rod end on the effector and then the bed to carriage rod end. I'll do this for all 3 sides. Possibly average the number. Then with an online calculator for right triangles, I can determine the bottom leg which is the horizontal I need. Then update the config and rerun my calibration and check a print for dimensional accuracy.
Does this sound reasonable. Thanks, Rob.
Does this sound reasonable. Thanks, Rob.
|
Re: Delta calibration issues November 29, 2016 10:55AM |
Registered: 9 years ago Posts: 1,159 |
Quote
piglet_74
I had a thought about another problem measurement. For Smoothie, you need to input the horizontal length between the rod end centers. The diagonal is very easy to measure accurately. I couldn't figure out the horizontal though. Had a thought I'm going to try. Assuming my endstops are accurate, I'm going to home the machine. Then lower the effector down to in range of my caliper depth probe. then measure the distance from the bed to the rod end on the effector and then the bed to carriage rod end. I'll do this for all 3 sides. Possibly average the number. Then with an online calculator for right triangles, I can determine the bottom leg which is the horizontal I need. Then update the config and rerun my calibration and check a print for dimensional accuracy.
Does this sound reasonable. Thanks, Rob.
Or you could meassure the top and bottom spacing using a know point (IE one of the Towers) and do it that way saves the Math then for the same number of checks?
Doug
|
Re: Delta calibration issues November 29, 2016 02:50PM |
Registered: 10 years ago Posts: 97 |
I do not have a problem measuring the length, as the delta printer is drawn in 3d cad. The calibration software sorts inaccuracies between cad and the real thing. The delta mechanism i.e. arms, end effector and slides are either machined or off the shelf parts so difference between cad and the real thing is minimal.
You check out my machine at www.andornot.co.uk
Andrew
You check out my machine at www.andornot.co.uk
Andrew
|
Re: Delta calibration issues November 29, 2016 02:53PM |
Registered: 10 years ago Posts: 97 |
|
Re: Delta calibration issues November 29, 2016 03:40PM |
Registered: 10 years ago Posts: 14,672 |
Quote
andornot
Does anybody use PEI beds?
I do on my delta, see my blog entry at [miscsolutions.wordpress.com].
Large delta printer [miscsolutions.wordpress.com], E3D tool changer, Robotdigg SCARA printer, Crane Quad and Ormerod
Disclosure: I design Duet electronics and work on RepRapFirmware, [duet3d.com].
|
Re: Delta calibration issues November 30, 2016 05:33AM |
Registered: 8 years ago Posts: 66 |
I am getting better accuracy after loosing the screws and trying to get everything as square as possible, using a jig for spacing evenly all the sides, then tighten the screws back again.
So, the secret is within the printer shape, as nebbian pointed at the beginning. Less hassle with calibration afterwards.
So, the secret is within the printer shape, as nebbian pointed at the beginning. Less hassle with calibration afterwards.
|
Re: Delta calibration issues November 30, 2016 05:37AM |
Registered: 8 years ago Posts: 3,525 |
Yes build a really accurate frame and calibration later is not necessarily easier but it is more precise.
Simon Khoury
Co-founder of [www.precisionpiezo.co.uk] Accurate, repeatable, versatile Z-Probes
Published:Inventions
Simon Khoury
Co-founder of [www.precisionpiezo.co.uk] Accurate, repeatable, versatile Z-Probes
Published:Inventions
Sorry, only registered users may post in this forum.