Tapered barrel screw extruder help
Posted by rammstein737
|
Tapered barrel screw extruder help January 17, 2011 07:53PM |
Registered: 13 years ago Posts: 7 |
Hi all,
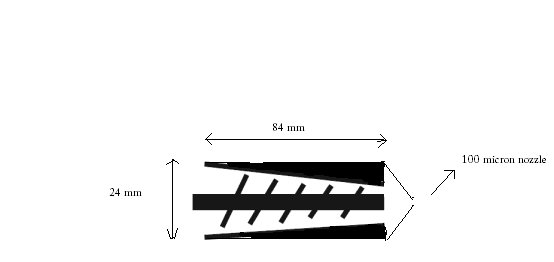
I want to fabricate a tapered barrel screw extruder for extruding pcl through a 100 micron nozzle. Please refer the attached diagram. The outer diameter of the larger end is 24mm and is constant. Also, I wish the inner diameter at the larger end to be 14mm. The length of the barrel is 84 mm; you can increase the length if it is to increase the extrusion rate. Can you please tell me what should be the appropriate taper angle so that it extrudes well? Is there any formula to calculate that taper angle?
Thanks a lot in advance.
I want to fabricate a tapered barrel screw extruder for extruding pcl through a 100 micron nozzle. Please refer the attached diagram. The outer diameter of the larger end is 24mm and is constant. Also, I wish the inner diameter at the larger end to be 14mm. The length of the barrel is 84 mm; you can increase the length if it is to increase the extrusion rate. Can you please tell me what should be the appropriate taper angle so that it extrudes well? Is there any formula to calculate that taper angle?
Thanks a lot in advance.
{kind=link}
{kind=link}
|
Re: Tapered barrel screw extruder help January 18, 2011 03:24AM |
Admin Registered: 16 years ago Posts: 13,886 |
... how will you fabricate the screw in this dimensions ... and from which material?
In your drawing the nozzle ID will be around 50 microns, what's even hard to push water through, so you need an extrem precise screw-tip with exorbitant strength!
Viktor
--------
Aufruf zum Projekt "Müll-freie Meere" - [reprap.org] -- Deutsche Facebook-Gruppe - [www.facebook.com]
Call for the project "garbage-free seas" - [reprap.org]
In your drawing the nozzle ID will be around 50 microns, what's even hard to push water through, so you need an extrem precise screw-tip with exorbitant strength!
Viktor
--------
Aufruf zum Projekt "Müll-freie Meere" - [reprap.org] -- Deutsche Facebook-Gruppe - [www.facebook.com]
Call for the project "garbage-free seas" - [reprap.org]
|
Re: Tapered barrel screw extruder help January 18, 2011 10:54AM |
Registered: 13 years ago Posts: 7 |
Its still in design stage, havent decided about the material - maybe steel...I have normal screws in my lab which are small and work fine using the material (cant recall exactly what  )----by tapering,I don't mean to an extent where screw tip would be too small, so that shouldn't be a problem....The screw root i presume would be less than 12mm in diameter, thats where I need help because I can't figure out exactly how much. Also, I can't figure out what taper angle (mostly it should be some angle between 0 to 2 degree) suits best... Any idea?
)----by tapering,I don't mean to an extent where screw tip would be too small, so that shouldn't be a problem....The screw root i presume would be less than 12mm in diameter, thats where I need help because I can't figure out exactly how much. Also, I can't figure out what taper angle (mostly it should be some angle between 0 to 2 degree) suits best... Any idea?
I mean nozzle id to be 100 micron. sorry.
Edited 1 time(s). Last edit at 01/18/2011 10:57AM by rammstein737.
)----by tapering,I don't mean to an extent where screw tip would be too small, so that shouldn't be a problem....The screw root i presume would be less than 12mm in diameter, thats where I need help because I can't figure out exactly how much. Also, I can't figure out what taper angle (mostly it should be some angle between 0 to 2 degree) suits best... Any idea? I mean nozzle id to be 100 micron. sorry.
Edited 1 time(s). Last edit at 01/18/2011 10:57AM by rammstein737.
|
Re: Tapered barrel screw extruder help January 18, 2011 02:49PM |
Admin Registered: 16 years ago Posts: 13,886 |
... 100 microns ID is lsightly better to realize, but anyhow a hard piece of work to do 
I think you have to test with a guess - i'll start with an tapering angle of 5deg and 200 microns ID, what's doable with a good workshop.
But even here you need very smooth surfaces in taper and screw and the fabrication of the screw will be really tricky if you didn't owe a CNC-lathe ...
Viktor
--------
Aufruf zum Projekt "Müll-freie Meere" - [reprap.org] -- Deutsche Facebook-Gruppe - [www.facebook.com]
Call for the project "garbage-free seas" - [reprap.org]
I think you have to test with a guess - i'll start with an tapering angle of 5deg and 200 microns ID, what's doable with a good workshop.
But even here you need very smooth surfaces in taper and screw and the fabrication of the screw will be really tricky if you didn't owe a CNC-lathe ...
Viktor
--------
Aufruf zum Projekt "Müll-freie Meere" - [reprap.org] -- Deutsche Facebook-Gruppe - [www.facebook.com]
Call for the project "garbage-free seas" - [reprap.org]
|
Re: Tapered barrel screw extruder help January 20, 2011 09:46AM |
Registered: 13 years ago Posts: 65 |
|
Re: Tapered barrel screw extruder help January 24, 2011 04:47AM |
Registered: 13 years ago Posts: 7 |
basically I want to make bone scaffolds, So I would be extruding PCL with a diameter of about 100 microns.
The main idea is to increase the pressure at the exit end without backflow. (check attached diagram above) Do you know any design other than mine that would work in this case? Like for example, another idea is to keep it as a normal linear screw extruder for half the length and tapering the other half at the exit end (don't know if this would work). Any different ideas?
Thanks.
The main idea is to increase the pressure at the exit end without backflow. (check attached diagram above) Do you know any design other than mine that would work in this case? Like for example, another idea is to keep it as a normal linear screw extruder for half the length and tapering the other half at the exit end (don't know if this would work). Any different ideas?
Thanks.
|
Re: Tapered barrel screw extruder help January 24, 2011 10:07AM |
Registered: 13 years ago Posts: 65 |
|
Re: Tapered barrel screw extruder help January 24, 2011 05:50PM |
Registered: 13 years ago Posts: 7 |
|
Re: Tapered barrel screw extruder help January 25, 2011 02:15PM |
Registered: 15 years ago Posts: 180 |
The design that comes to mind to me is essentially a drill with a tapered screw chucked in it and then have a nozzle
attached to the drill body so that the screw rotates inside the nozzle and the nozzle stays still. Kind of like how
a drill bit guide works.
For the nozzle I would use 1020 round steel stock for prototyping and stainless steel for the final version.
For the taper angle, I would start with 5 degrees, then try 2 degrees, and then try 10 degrees (essentially
try standard tapers and see which one works best).
Clearances are going to be a pain to design around.
attached to the drill body so that the screw rotates inside the nozzle and the nozzle stays still. Kind of like how
a drill bit guide works.
For the nozzle I would use 1020 round steel stock for prototyping and stainless steel for the final version.
For the taper angle, I would start with 5 degrees, then try 2 degrees, and then try 10 degrees (essentially
try standard tapers and see which one works best).
Clearances are going to be a pain to design around.
|
Re: Tapered barrel screw extruder help April 05, 2014 08:24PM |
Registered: 11 years ago Posts: 205 |
Sorry, only registered users may post in this forum.