Home
>
Developers
>
Topic
Extruder Design - optimal depth of teeth biting into filament
Posted by dgm3333
|
Extruder Design - optimal depth of teeth biting into filament August 28, 2013 04:42PM |
Registered: 15 years ago Posts: 40 |
My question is, when people get optimal output, how deeply to the teeth of the drive gears bite=cut into the filament to get maximum extrusion force without slipping or breaking? I'm wondering if there is an optimal 'bite depth'. I'm using 3mm ABS filament, but also plan to try nylon at some stage, so any info for this too.
I'm about to print a new extruder body to make use of a hyena-mini.
I've modified a wades extruder (http://www.thingiverse.com/thing:18379) to take a hyena-mini drive gear, because I wanted to trial the larger diameter as my current 8mm hobbed bolt fairly regularly shreds the filament and ruins the print (as well as figuring it would be a fun project). The hyena/mini is pretty similar to a Makerbot (currently MK7/MK8) drive gear. See reprap.org/wiki/Drive-gear for various examples.
I know the depth will vary with idler pressure, density/softness of the filament, and diameter of the filament but I'm wondering where to optimally place the filament guide hole to optimise grip without breaking or shredding the filament.
Obviously if the teeth bite only 0.1mm into the filament it won't have enough grip to move the filament (and will probably just shred it and slip), conversely if it bites 3mm into the filament it would cut through entirely and break the filament, so there must be an optimal bite depth somewhere in between. Also the deeper the bite, the harder for the motor to drive the toothed shaft, which is likely to contribute to it skipping/stalling, and also reduce the ultimate force which can be used for pushing the filament through the hot-end.
My previous extruders have had a bite of approx 0.5mm for a dremmel hobbed bolt, and 0.3mm for a shaft hobbed with a tap, but I didn't optomize these, as I just drilled the filament hole in the extruder body by eye, and relied on a slightly oversized hole and the idler to correct any error.
However I'd like to be a bit more scientific printing my next one.
Any help would be most appreciated.
Thanks
David
I'm about to print a new extruder body to make use of a hyena-mini.
I've modified a wades extruder (http://www.thingiverse.com/thing:18379) to take a hyena-mini drive gear, because I wanted to trial the larger diameter as my current 8mm hobbed bolt fairly regularly shreds the filament and ruins the print (as well as figuring it would be a fun project). The hyena/mini is pretty similar to a Makerbot (currently MK7/MK8) drive gear. See reprap.org/wiki/Drive-gear for various examples.
I know the depth will vary with idler pressure, density/softness of the filament, and diameter of the filament but I'm wondering where to optimally place the filament guide hole to optimise grip without breaking or shredding the filament.
Obviously if the teeth bite only 0.1mm into the filament it won't have enough grip to move the filament (and will probably just shred it and slip), conversely if it bites 3mm into the filament it would cut through entirely and break the filament, so there must be an optimal bite depth somewhere in between. Also the deeper the bite, the harder for the motor to drive the toothed shaft, which is likely to contribute to it skipping/stalling, and also reduce the ultimate force which can be used for pushing the filament through the hot-end.
My previous extruders have had a bite of approx 0.5mm for a dremmel hobbed bolt, and 0.3mm for a shaft hobbed with a tap, but I didn't optomize these, as I just drilled the filament hole in the extruder body by eye, and relied on a slightly oversized hole and the idler to correct any error.
However I'd like to be a bit more scientific printing my next one.
Any help would be most appreciated.
Thanks
David

|
Re: Extruder Design - optimal depth of teeth biting into filament August 29, 2013 10:43AM |
Registered: 11 years ago Posts: 374 |
Think about your hobbed gear/bolt/whatever as having a major diameter that touches the top of the teeth, and a minor diameter that touches the bottom of the valley between the teeth. IMO I think you want the filament pretty much bottomed out against the minor diameter so that the teeth are fully engaged. The actual will depend on how deep the teeth are on your hobb.
One easy workaround is just to design the hole in the body slightly oversized so that it can deal with some small amount of misalignment.
One easy workaround is just to design the hole in the body slightly oversized so that it can deal with some small amount of misalignment.
|
Re: Extruder Design - optimal depth of teeth biting into filament August 29, 2013 06:37PM |
Registered: 15 years ago Posts: 40 |
I've realised my worry about the location of the guide hole is probably unnecessary. I tried printing a couple of metres of ABS with my old extruder which has the guide hole located for an (approx) 7.5mm shaft using the pictured 10.5mm drive gear, and it actually does a pretty good job. I get occasional slipping and shredding, but lot less than I might have expected, and never enough to stop the filament completely. I'd remembered reading that bending the filament adds massive friction, thus my original worry.
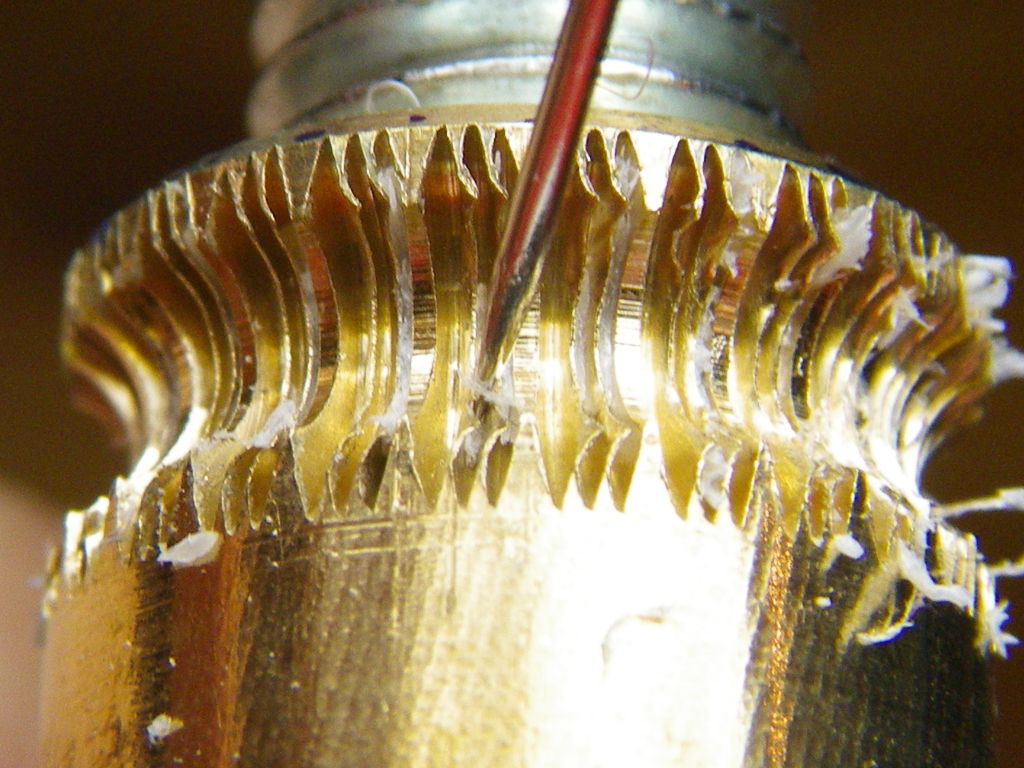
However before I realised that I took your suggestion. Measuring the teeth will require another dis-assembly, which I'll might do at some point (for curiosity), I'll have to probe with a pin and measure the length that way, as they're quite fine. For scale, the conical tip of the pin shown has a length of 2mm. The depth of the cut doesn't seem to be the same centrally as at the edges.
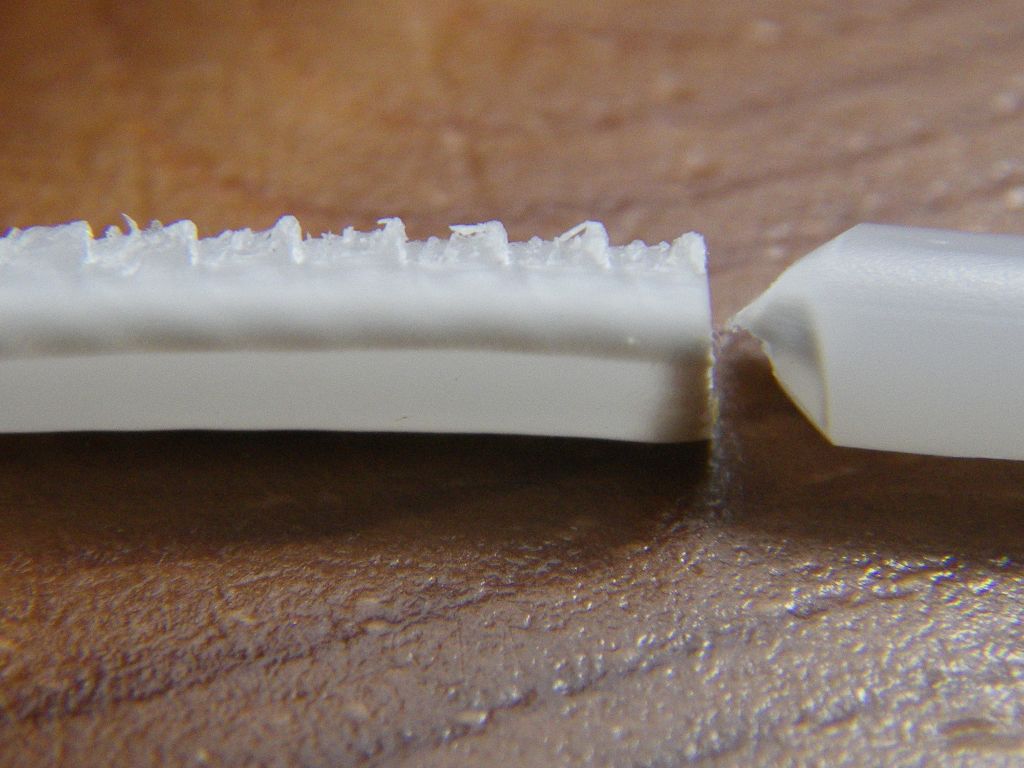
But I attempted to measure the maximal depth the teeth cut into the filament. The filament ended up crushed to 2mm (3mm filament pictured next to it for scale), and I sliced it thinly and the deepest cut measured 0.2mm, and measured another version without slicing with deepest cut 0.3mm, so I'll probably assume a cut depth of 0.25mm.
Until that point, I hadn't thought about the amount the filament would be crushed, so if it's a whole 1mm this induced offset outweighs the teeth anyway, so I'll stop being so fussy, and just get on and print the design.
However before I realised that I took your suggestion. Measuring the teeth will require another dis-assembly, which I'll might do at some point (for curiosity), I'll have to probe with a pin and measure the length that way, as they're quite fine. For scale, the conical tip of the pin shown has a length of 2mm. The depth of the cut doesn't seem to be the same centrally as at the edges.
But I attempted to measure the maximal depth the teeth cut into the filament. The filament ended up crushed to 2mm (3mm filament pictured next to it for scale), and I sliced it thinly and the deepest cut measured 0.2mm, and measured another version without slicing with deepest cut 0.3mm, so I'll probably assume a cut depth of 0.25mm.
Until that point, I hadn't thought about the amount the filament would be crushed, so if it's a whole 1mm this induced offset outweighs the teeth anyway, so I'll stop being so fussy, and just get on and print the design.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Extruder Design - optimal depth of teeth biting into filament August 31, 2013 10:51AM |
Registered: 11 years ago Posts: 374 |
By the way - you should remove those shards of plastic from between the teeth. They can cause the filament to slip and jam again. I use a regular toothbrush to brush them out. The more plastic caught in the grooves the more likely it will be to slip, so it's a self-reinforcing negative spiral of slipping.
|
Re: Extruder Design - optimal depth of teeth biting into filament September 01, 2013 05:04AM |
Registered: 15 years ago Posts: 40 |
Yeah I was using the pin to remove them, after having got most out with compressed air. Actually it's one of the irritating things about the hyena-mini, it seems to clog up very easily.
Setup: Prusa/Ramps 1.4 running Marlin v1.1.9 firmware. Hosted by XenialPup64 7.5 (Linux) running Repetier-host v2.1.3. Slicing: Cura. Design: OpenSCAD 2018.09.05, Blender, Inkscape. Mesh Repair: Meshlab, Netfab Basic.
Setup: Prusa/Ramps 1.4 running Marlin v1.1.9 firmware. Hosted by XenialPup64 7.5 (Linux) running Repetier-host v2.1.3. Slicing: Cura. Design: OpenSCAD 2018.09.05, Blender, Inkscape. Mesh Repair: Meshlab, Netfab Basic.
|
Re: Extruder Design - optimal depth of teeth biting into filament September 02, 2013 06:50PM |
Registered: 11 years ago Posts: 19 |
long, thin teeth equals eating away filament - no good in my opinion. It took me a while to get optimal results. The key things are big enough teeth and grooved idler - check my project: [www.reprap.org] it's a bit messy so just follow around my conribs and thingi pages for more info.
shape of those teeth prevent to deep, khem.. you know what - [www.thingiverse.com]
the macro photo of hyena-mini is disappointing. I guess you would get better results if the thin teeth were completely milled away.
shape of those teeth prevent to deep, khem.. you know what - [www.thingiverse.com]
the macro photo of hyena-mini is disappointing. I guess you would get better results if the thin teeth were completely milled away.
|
Re: Extruder Design - optimal depth of teeth biting into filament September 03, 2013 07:49AM |
Registered: 15 years ago Posts: 40 |
I have another post with some other macro pics of the hyena-mini v2 out of the enveolope. The web site says "The v2 outperforms v1 by 220%" (v1 had a 'classic' tooth profile).
New Hyena-mini advice or review wanted
I too was a bit disappointed initially. Having said that, it does seem to function well - at least on the first few metres of filament until the force buckled my old hacked extruder body and forced molten ABS in various odd places, so it's currently out of comission. Unfortunately the fine teeth seem to be getting a little more buckled, although thats an eyeball estimate - I have no objective evidence to back that up. Don't know if that will be a problem in the long term. However clogging is certainly an issue, with the small gaps essentially filling in. However, despite this leaving only the larger teeth showing the small ones still leave a mark on the filament, I'm just not sure how much force they contribute. In retrospect I would have like to have asked how much ABS filament had been put through without clogging or slipping (it may be better for PLA than ABS, but there seems to be no comparison by anyone).
Interesting with your yegah drive gear. I had traditionally thought having a gear which was inherently 'handed' could cause problems when retracting, but I guess the pressure/force difference between extruding and retracting is so dramatic that pretty much anything could achieve retraction - extrusion is the difficult bit.
Setup: Prusa/Ramps 1.4 running Marlin v1.1.9 firmware. Hosted by XenialPup64 7.5 (Linux) running Repetier-host v2.1.3. Slicing: Cura. Design: OpenSCAD 2018.09.05, Blender, Inkscape. Mesh Repair: Meshlab, Netfab Basic.
New Hyena-mini advice or review wanted
I too was a bit disappointed initially. Having said that, it does seem to function well - at least on the first few metres of filament until the force buckled my old hacked extruder body and forced molten ABS in various odd places, so it's currently out of comission. Unfortunately the fine teeth seem to be getting a little more buckled, although thats an eyeball estimate - I have no objective evidence to back that up. Don't know if that will be a problem in the long term. However clogging is certainly an issue, with the small gaps essentially filling in. However, despite this leaving only the larger teeth showing the small ones still leave a mark on the filament, I'm just not sure how much force they contribute. In retrospect I would have like to have asked how much ABS filament had been put through without clogging or slipping (it may be better for PLA than ABS, but there seems to be no comparison by anyone).
Interesting with your yegah drive gear. I had traditionally thought having a gear which was inherently 'handed' could cause problems when retracting, but I guess the pressure/force difference between extruding and retracting is so dramatic that pretty much anything could achieve retraction - extrusion is the difficult bit.
Setup: Prusa/Ramps 1.4 running Marlin v1.1.9 firmware. Hosted by XenialPup64 7.5 (Linux) running Repetier-host v2.1.3. Slicing: Cura. Design: OpenSCAD 2018.09.05, Blender, Inkscape. Mesh Repair: Meshlab, Netfab Basic.
|
Re: Extruder Design - optimal depth of teeth biting into filament September 15, 2013 06:32AM |
Registered: 10 years ago Posts: 22 |
Until recently I have used the standard MK7 gear, but the teeth were too small and sometimes the filament was slipping.
I have created a new gear (derived from MK7) with 0.2 mm higher depth of the teeth.
Here is picture (mk7 is on the left side, new gear is on the right side):
mk7 vs new gear with 0.2 higher depth
so far we had no problems with the new gear after printing several types of PLA for 1 week.
mihai
I have created a new gear (derived from MK7) with 0.2 mm higher depth of the teeth.
Here is picture (mk7 is on the left side, new gear is on the right side):
mk7 vs new gear with 0.2 higher depth
so far we had no problems with the new gear after printing several types of PLA for 1 week.
mihai
|
Re: Extruder Design - optimal depth of teeth biting into filament September 23, 2013 08:31PM |
Registered: 10 years ago Posts: 62 |
Yaknow... it seems to me like this isn't the best way to extrude plastic.
I know there are extruders out there (big industrial ones, anyway) that use a big screw to push pellets of plastic through a tubular chamber, with the walls closing in.
Has anyone tried using something other than a hobbed bolt to push the plastic? I was thinking maybe a 3mm (or 6-32) tapped hole that rotates, pulling the plastic in and gripping it all the way along its travel, until it leaves through the nozzle.
I know there are extruders out there (big industrial ones, anyway) that use a big screw to push pellets of plastic through a tubular chamber, with the walls closing in.
Has anyone tried using something other than a hobbed bolt to push the plastic? I was thinking maybe a 3mm (or 6-32) tapped hole that rotates, pulling the plastic in and gripping it all the way along its travel, until it leaves through the nozzle.
|
Re: Extruder Design - optimal depth of teeth biting into filament September 24, 2013 03:04PM |
Registered: 15 years ago Posts: 40 |
There are various pellet/granule extruders. I think most of them have a rotating internal screw rather than rotating the chamber wall. Many use the same pellets as are used to make filament, but some use recycled filament. You'll find a number of them with a quick google search (one example using an auger drill bit is Filament Extruder)
If you're thinking of driving filament with the thread, you could try just a nut, but you'll need something to stop the filament rotating. I created a (rather primitive) paste extruder some years ago with a threaded piston pushed using a rotating nut and a keyway to stop the rotation, so the principle works (see Paste extruder).
Alternatively using two threads, one right-hand and one left-hand which were counter-rotated (aka toy helicopter) would eliminate the need for a keyway.
Setup: Prusa/Ramps 1.4 running Marlin v1.1.9 firmware. Hosted by XenialPup64 7.5 (Linux) running Repetier-host v2.1.3. Slicing: Cura. Design: OpenSCAD 2018.09.05, Blender, Inkscape. Mesh Repair: Meshlab, Netfab Basic.
If you're thinking of driving filament with the thread, you could try just a nut, but you'll need something to stop the filament rotating. I created a (rather primitive) paste extruder some years ago with a threaded piston pushed using a rotating nut and a keyway to stop the rotation, so the principle works (see Paste extruder).
Alternatively using two threads, one right-hand and one left-hand which were counter-rotated (aka toy helicopter) would eliminate the need for a keyway.
Setup: Prusa/Ramps 1.4 running Marlin v1.1.9 firmware. Hosted by XenialPup64 7.5 (Linux) running Repetier-host v2.1.3. Slicing: Cura. Design: OpenSCAD 2018.09.05, Blender, Inkscape. Mesh Repair: Meshlab, Netfab Basic.
|
Re: Extruder Design - optimal depth of teeth biting into filament September 24, 2013 05:56PM |
Registered: 10 years ago Posts: 62 |
I wonder how much a problem it would be to just let the filament rotate (if using a single tapped hole, rotating). I would think the majority of the force would point down, with only residual friction tending to twist the filament. Couldn't that be resolved with some sort of guide or piping directing the filament from the spool into the extruder?
|
Re: Extruder Design - optimal depth of teeth biting into filament September 25, 2013 12:52AM |
Registered: 10 years ago Posts: 22 |
Wissing Wrote:
-------------------------------------------------------
> I wonder how much a problem it would be to just
> let the filament rotate (if using a single tapped
> hole, rotating). I would think the majority of the
> force would point down, with only residual
> friction tending to twist the filament. Couldn't
> that be resolved with some sort of guide or piping
> directing the filament from the spool into the
> extruder?
at what speed do you need to rotate the tapped hole ?
can a stepper motor achieve those speeds ?
-------------------------------------------------------
> I wonder how much a problem it would be to just
> let the filament rotate (if using a single tapped
> hole, rotating). I would think the majority of the
> force would point down, with only residual
> friction tending to twist the filament. Couldn't
> that be resolved with some sort of guide or piping
> directing the filament from the spool into the
> extruder?
at what speed do you need to rotate the tapped hole ?
can a stepper motor achieve those speeds ?
|
Re: Extruder Design - optimal depth of teeth biting into filament September 26, 2013 10:13AM |
Registered: 13 years ago Posts: 1,352 |
My opinion, this is a symptom not a problem. Disengage the motor and the pressure roller, heat up the block, and push the filament by hand. If its very hard to push, there might be 2 reasons: filament path has too tight diameter (increase from 3mm drill up to 3.2mm), or the temperature is too low (raise temp till it moves easier). Dont trust the temperature indicated by firmware unless you actually calibrated it with a thermocouple. Trust a termocouple on the block or trust the hand pushing the filament. Hard to describe what is easy to push or hard by hand, but i think the one doing the pushing will get an ideea. If temperature increases well over the normal range doesnt make it any easier to push, or it jams the filament, then resort to reason 1, that is slightly increase the filament path diameter. When the filament is fairly easy to push by hand, there will be no filament debris anywhere. Coz the motor will find it easy to push it also.
And the depth of teeth into the filament is sort of irrelevant to start with. This is not belt transmission. What matters is the friction force alone. Unintuitive, but larger area of contact doesnt rly affect friction force itself coz friction force = weight * friction coef that depends on materials. So the contact area doesnt compute in that. Pulley to filament friction has to be greater than the force required to push the filament into the melting zone. Otherwise if its lower, pulley will slip, no matter how big teeths it has. If it has bigger teeths, it will slip on the motor rotor instead of slipping exactly on the filament, and not necesarily produce debris but thats still slipping, it will be sort of missing steps slipping.
So for me, the debris is a symptom that it is slipping, under normal operation its shouldnt make any filament remainders there, regardless of teeths. At least mine doesnt require any cleaning for a couple of years. Well, this is just me and my opinion ofc.
And the depth of teeth into the filament is sort of irrelevant to start with. This is not belt transmission. What matters is the friction force alone. Unintuitive, but larger area of contact doesnt rly affect friction force itself coz friction force = weight * friction coef that depends on materials. So the contact area doesnt compute in that. Pulley to filament friction has to be greater than the force required to push the filament into the melting zone. Otherwise if its lower, pulley will slip, no matter how big teeths it has. If it has bigger teeths, it will slip on the motor rotor instead of slipping exactly on the filament, and not necesarily produce debris but thats still slipping, it will be sort of missing steps slipping.
So for me, the debris is a symptom that it is slipping, under normal operation its shouldnt make any filament remainders there, regardless of teeths. At least mine doesnt require any cleaning for a couple of years. Well, this is just me and my opinion ofc.
|
Re: Extruder Design - optimal depth of teeth biting into filament September 27, 2013 10:53PM |
Registered: 10 years ago Posts: 62 |
mihai Wrote:
-------------------------------------------------------
>
>
> at what speed do you need to rotate the tapped
> hole ?
> can a stepper motor achieve those speeds ?
a 6-32 thread pulls filament nicely, I've found. So that's 32 threads per inch, or 1/32" per rotation. Currently, my Wade's extruder has a gear ratio of... I forget exactly, but it's close to 5. If we can approximate the same mechanical advantage as the current design, then I would expect the speed to work about the same. The mechanical advantage of a threaded mechanism would be the total distance the applied torque moves (in one rotation) divided by the distance the plastic moves. Let's say X / (1/32) = 5. (i.e. new design = old design). Solving for X, we need the input mechanism to travel a circumference of 5/32". A little small, it seems. I doubt we could find a pulley or gear with an appropriate circumference. However, we could start with a bigger pulley and step down to a smaller pulley (or gear). Whatever the case, I think we're still in the ballpark, just need to play with the gear reduction a bit.
Edited 1 time(s). Last edit at 09/27/2013 10:54PM by Wissing.
-------------------------------------------------------
>
>
> at what speed do you need to rotate the tapped
> hole ?
> can a stepper motor achieve those speeds ?
a 6-32 thread pulls filament nicely, I've found. So that's 32 threads per inch, or 1/32" per rotation. Currently, my Wade's extruder has a gear ratio of... I forget exactly, but it's close to 5. If we can approximate the same mechanical advantage as the current design, then I would expect the speed to work about the same. The mechanical advantage of a threaded mechanism would be the total distance the applied torque moves (in one rotation) divided by the distance the plastic moves. Let's say X / (1/32) = 5. (i.e. new design = old design). Solving for X, we need the input mechanism to travel a circumference of 5/32". A little small, it seems. I doubt we could find a pulley or gear with an appropriate circumference. However, we could start with a bigger pulley and step down to a smaller pulley (or gear). Whatever the case, I think we're still in the ballpark, just need to play with the gear reduction a bit.
Edited 1 time(s). Last edit at 09/27/2013 10:54PM by Wissing.
|
Re: Extruder Design - optimal depth of teeth biting into filament November 11, 2013 07:07PM |
Registered: 15 years ago Posts: 40 |
Hey Noobman: Got me thinking as I've tried my new setup for some time and the larger gear works much better than my old smaller gear. It's certainly no longer chewing holes in the filament. Given the results, I'm also not sure if I agree with your logic that larger diameter makes no difference with extrusion. However I'm not a tribologist, so happy to be corrected. My thoughts:
Essentially I disagree that friction is the predominant force in the equation, as 'sliding' will only occur in this setup with filament failure. I would argue that a 'gear' is not a 'pulley' or a 'wheel' (which do rely on friction), and is essentially belt transmission - ie teeth are engaging with a shaped material and providing a pushing force. The fact that the shaping is occuring at the point of contact rather than an earlier manufacturing stage is beside the point. There is a point at which each tooth will be pushing directly along the line of travel of the filament, and surface slippage (governed by friction) is much less important under these circumstances. In the process one must take account of the elements of both elastic and plastic deformation as well as material failure, but the filament is definately shaped into a 'belt' as it is cut by the teeth. The basic friction formula assumes neither material is altered by the interaction, and thus can't be applied in such a simple way as you suggest.
Even if you assume 'friction' to mean any macroscopic 'slippage' of filament relative to gear, then variation in teeth dimensions and angles will alter the 'co-efficient of slippage' depending on how they cut into the filament, so you can't say that co-efficients would be the same for both large and small gears. Also your formula would only be true if the compression force ('weight') in your formula was static, and it isn't with an extruder.
The reason I believe a bigger gear can provide 'better' grip is that with a given compression, there will be less damage (plastic deformation) to the filament with a larger surface area as the force is more evenly distributed , and relatively more elastic deformation. A large surface area reduces stress concentration, so lessens the likelyhood of material failure (total stripping or more minor debris formation).
Said another way: I accept that required longitudinal force may be the same for a given extrusion speed, but a larger diameter means the same force is distributed over a larger length of filament, and more teeth can be engaged, thus decreasing the necessary depth of tooth penetration and weakening of the filament for an equivalent force. Importantly with an extended contact surface, there is more substrate to support the 'bite-point' and the filament is thus less likely to fail (resulting in the symptom of a chewed out stalled filament and free spinning extruder gear).
Incidentally my hotend is a "David's Hotend" and quite easy to feed by hand.
One factor I haven't yet checked is whether my filament is softer than other brands of ABS, but I'll be running out of this roll soon, so will compare it with a newer one.
Thanks for your thoughts though, certainly helped me clarify mine. David
Setup: Prusa/Ramps 1.4 running Marlin v1.1.9 firmware. Hosted by XenialPup64 7.5 (Linux) running Repetier-host v2.1.3. Slicing: Cura. Design: OpenSCAD 2018.09.05, Blender, Inkscape. Mesh Repair: Meshlab, Netfab Basic.
Essentially I disagree that friction is the predominant force in the equation, as 'sliding' will only occur in this setup with filament failure. I would argue that a 'gear' is not a 'pulley' or a 'wheel' (which do rely on friction), and is essentially belt transmission - ie teeth are engaging with a shaped material and providing a pushing force. The fact that the shaping is occuring at the point of contact rather than an earlier manufacturing stage is beside the point. There is a point at which each tooth will be pushing directly along the line of travel of the filament, and surface slippage (governed by friction) is much less important under these circumstances. In the process one must take account of the elements of both elastic and plastic deformation as well as material failure, but the filament is definately shaped into a 'belt' as it is cut by the teeth. The basic friction formula assumes neither material is altered by the interaction, and thus can't be applied in such a simple way as you suggest.
Even if you assume 'friction' to mean any macroscopic 'slippage' of filament relative to gear, then variation in teeth dimensions and angles will alter the 'co-efficient of slippage' depending on how they cut into the filament, so you can't say that co-efficients would be the same for both large and small gears. Also your formula would only be true if the compression force ('weight') in your formula was static, and it isn't with an extruder.
The reason I believe a bigger gear can provide 'better' grip is that with a given compression, there will be less damage (plastic deformation) to the filament with a larger surface area as the force is more evenly distributed , and relatively more elastic deformation. A large surface area reduces stress concentration, so lessens the likelyhood of material failure (total stripping or more minor debris formation).
Said another way: I accept that required longitudinal force may be the same for a given extrusion speed, but a larger diameter means the same force is distributed over a larger length of filament, and more teeth can be engaged, thus decreasing the necessary depth of tooth penetration and weakening of the filament for an equivalent force. Importantly with an extended contact surface, there is more substrate to support the 'bite-point' and the filament is thus less likely to fail (resulting in the symptom of a chewed out stalled filament and free spinning extruder gear).
Incidentally my hotend is a "David's Hotend" and quite easy to feed by hand.
One factor I haven't yet checked is whether my filament is softer than other brands of ABS, but I'll be running out of this roll soon, so will compare it with a newer one.
Thanks for your thoughts though, certainly helped me clarify mine. David
Setup: Prusa/Ramps 1.4 running Marlin v1.1.9 firmware. Hosted by XenialPup64 7.5 (Linux) running Repetier-host v2.1.3. Slicing: Cura. Design: OpenSCAD 2018.09.05, Blender, Inkscape. Mesh Repair: Meshlab, Netfab Basic.
Sorry, only registered users may post in this forum.