How can I avoid these artifices on the walls of prints?
Posted by Physics_Dude
|
How can I avoid these artifices on the walls of prints? September 22, 2013 01:25AM |
Registered: 11 years ago Posts: 47 |
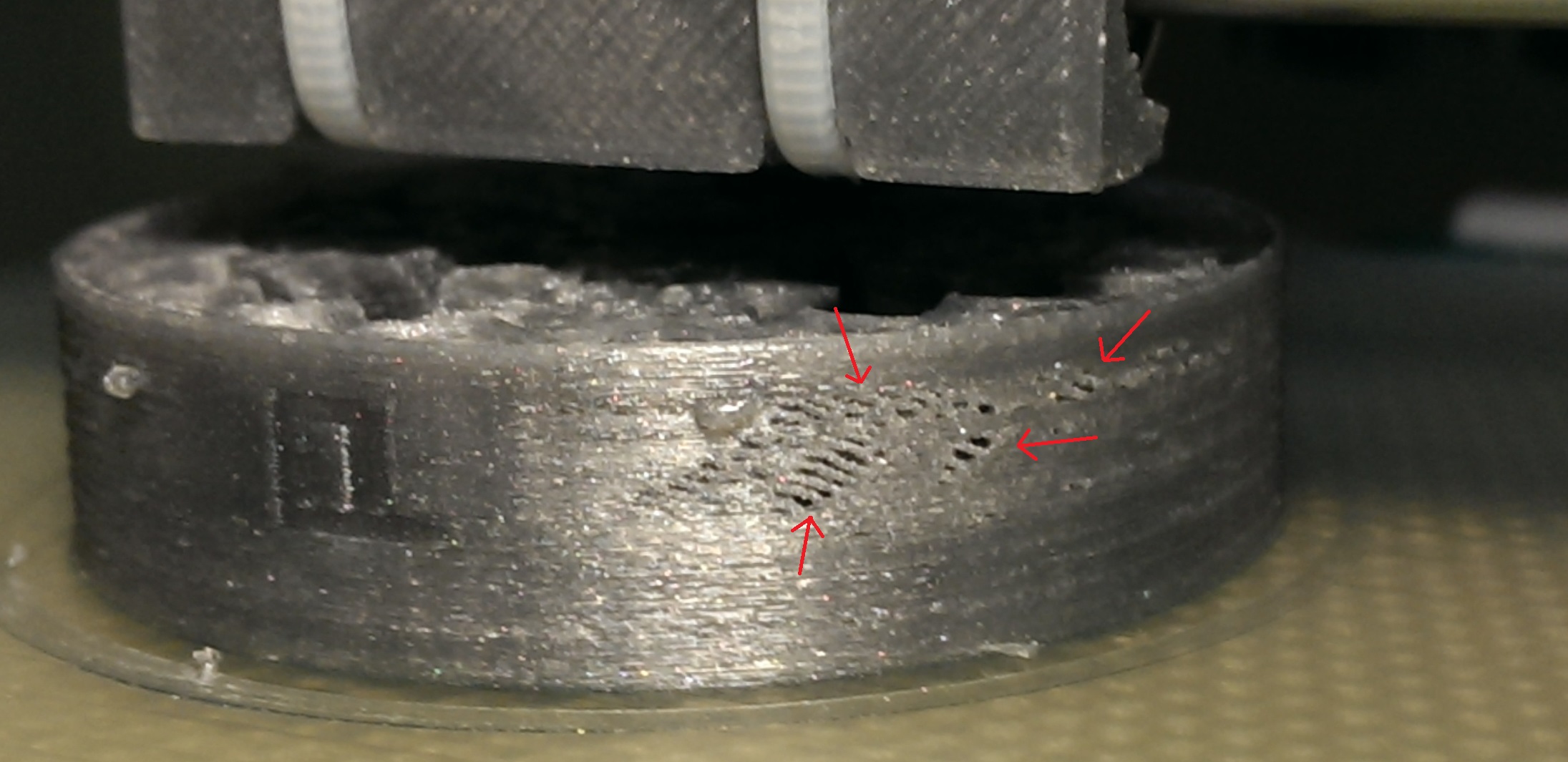
They are pointed out in the attached picture.
Basically, these artifacts occur in areas where the print head is traveling fast while extruding and not over cool air from the one 120mm fan in back. Slowing down the whole system only remedies the issue slightly. Two other solutions I was considering were changing the temperature (from 204C, PLA) and printing a fan attachment for the print head.
If I were to alter the temperature, how much lower or higher should I or could I go without causing a catastrophic backup?
Likewise, would adding a fan attachment stress the frame too much when printing at high speeds?
I mention speed as a concern because when printing items where quality is not an issue, I prefer to print at maximum speed. Sometimes up to 500mm/s or wherever the Huxley's firmware caps acceleration at.
Any help would be appreciated
Basically, these artifacts occur in areas where the print head is traveling fast while extruding and not over cool air from the one 120mm fan in back. Slowing down the whole system only remedies the issue slightly. Two other solutions I was considering were changing the temperature (from 204C, PLA) and printing a fan attachment for the print head.
If I were to alter the temperature, how much lower or higher should I or could I go without causing a catastrophic backup?
Likewise, would adding a fan attachment stress the frame too much when printing at high speeds?
I mention speed as a concern because when printing items where quality is not an issue, I prefer to print at maximum speed. Sometimes up to 500mm/s or wherever the Huxley's firmware caps acceleration at.
Any help would be appreciated
{kind=link}
{kind=link}
|
Re: How can I avoid these artifices on the walls of prints? September 26, 2013 06:06PM |
Registered: 10 years ago Posts: 35 |
Try to play with layer high. First. See Calibration files about at the middle of the page.
PLA
Layer height
Objective: to correct the layer height settings to reflect your printer's actual layer height.
Calibration Object: 0.5mm-thin-wall.stl
.........
[reprap.org]
Then try other calibration tests below
you will got the figure.
There are lots of parameters in setup which everybody must find by himself.
PLA
Layer height
Objective: to correct the layer height settings to reflect your printer's actual layer height.
Calibration Object: 0.5mm-thin-wall.stl
.........
[reprap.org]
Then try other calibration tests below
you will got the figure.
There are lots of parameters in setup which everybody must find by himself.
|
Re: How can I avoid these artifices on the walls of prints? September 28, 2013 07:40PM |
Registered: 11 years ago Posts: 47 |
Suljo Wrote:
-------------------------------------------------------
> Try to play with layer high. First. See
> Calibration files about at the middle of the
> page.
> ...
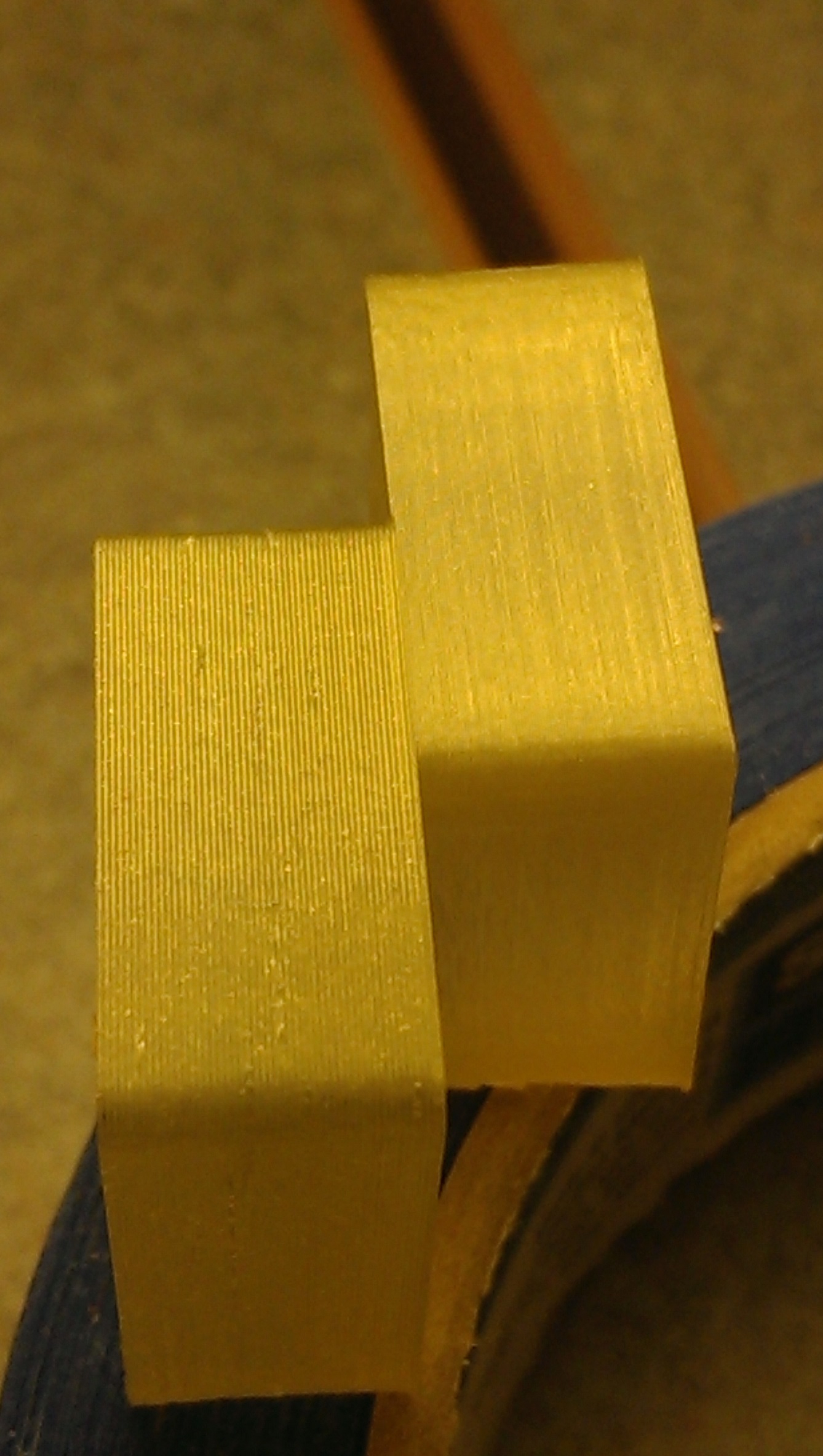
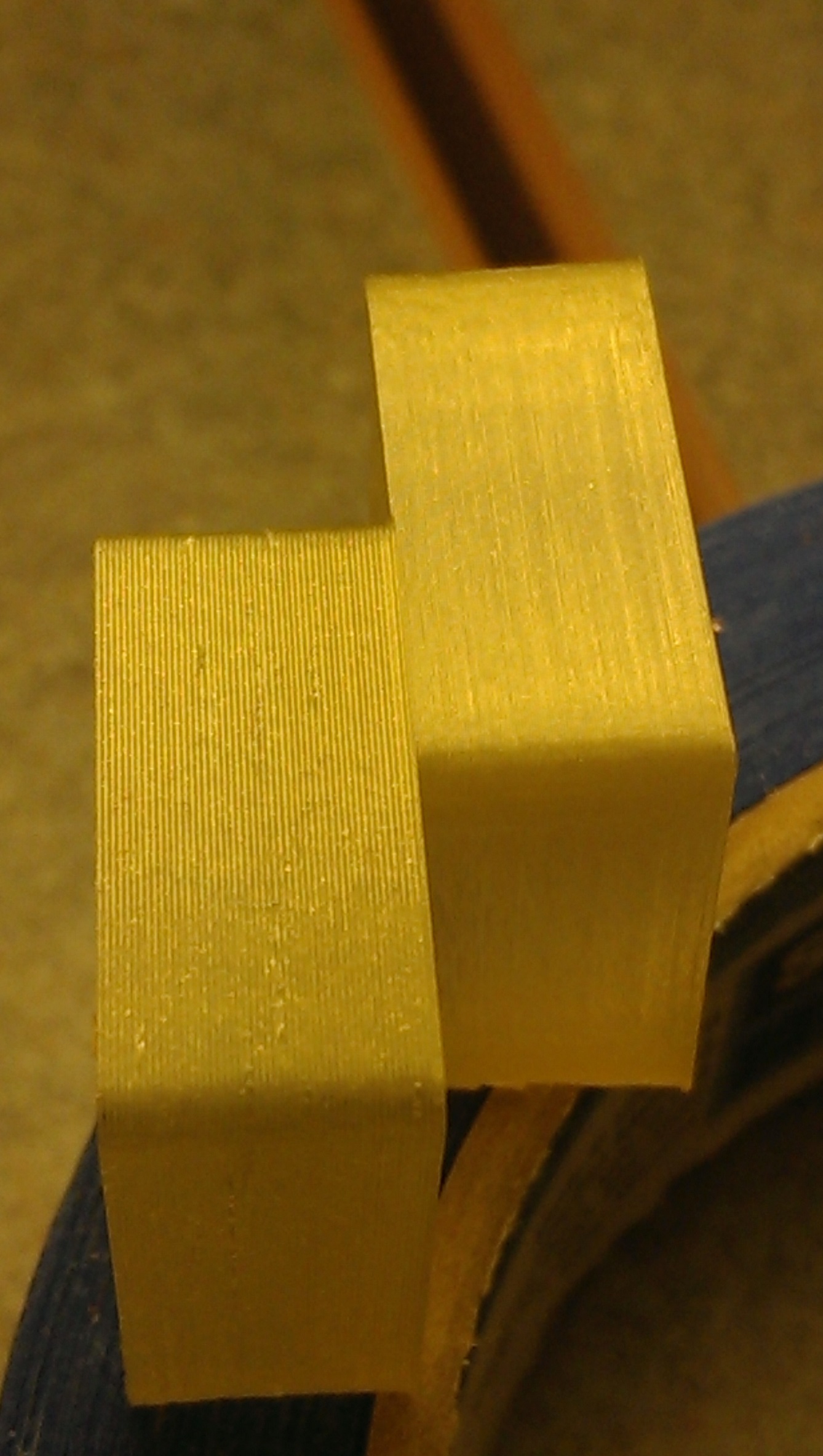
I just printed several 0.5mm thin-wall tests at various speeds and layer heights. I also measured Z axis travel with digital calipers. Everything was spot on.
Attached is two of the prints where the only the layer height has changed (Left:0.2mm, Right:0.1mm). Print speed was set in Slic3r to 500mm/s with the default Melzi firmware acceleration (1000mm/s2?).
It was fairly minimal on this scale, but the artifacts spawned from both erroneous nozzle wipes and occasionally in the middle of a wall when the print head is at its fastest speed in the acceleration move.
I have two theories as to what might be happening:
1. The materiel lost during a nozzle wipe move is not being compensated for in the extra length on restart feature on Slic3r. I'm not sure if the nozzle wipe travel distance is a fixed variable or not, but if it is, how small of a value should be put in extra length on restart to compensate for it?
2. The pressure needed to extrude at higher speeds may cause the PTFE Bowden tube to stretch a little, causing a delay in the hot end's output. Would cutting the tube down about 50mm help?
-------------------------------------------------------
> Try to play with layer high. First. See
> Calibration files about at the middle of the
> page.
> ...
I just printed several 0.5mm thin-wall tests at various speeds and layer heights. I also measured Z axis travel with digital calipers. Everything was spot on.
Attached is two of the prints where the only the layer height has changed (Left:0.2mm, Right:0.1mm). Print speed was set in Slic3r to 500mm/s with the default Melzi firmware acceleration (1000mm/s2?).
It was fairly minimal on this scale, but the artifacts spawned from both erroneous nozzle wipes and occasionally in the middle of a wall when the print head is at its fastest speed in the acceleration move.
I have two theories as to what might be happening:
1. The materiel lost during a nozzle wipe move is not being compensated for in the extra length on restart feature on Slic3r. I'm not sure if the nozzle wipe travel distance is a fixed variable or not, but if it is, how small of a value should be put in extra length on restart to compensate for it?
2. The pressure needed to extrude at higher speeds may cause the PTFE Bowden tube to stretch a little, causing a delay in the hot end's output. Would cutting the tube down about 50mm help?
{kind=link}
{kind=link}
|
Re: How can I avoid these artifices on the walls of prints? October 17, 2013 07:43PM |
Registered: 10 years ago Posts: 35 |
You prints are very solid.
Try to play with temperature, try to increase it by 5C. Increasing hotend temperature gives more fluidity flow of filament but you might loose quality bridging but you can fix it with additional fan cooler. Quality of print also depends of different kind of filament. Some melts better some are to stiff at same setup.
I allways run few test prints first after changing filament.
Measure the diameter of filament at few places from time to time with calipers or micrometer and find average diameter and enter it in slicer how it can calculate proper volume of filament.
Check cold extrusion of filament at extruder also. eg. cold extrude 10cm of filament from extruder and measure length. Filament diameters from different manufacturers and colors oscillate from 1,62-1,88 from my little experience (I expend for now 4kg of PLA and 3kg of ABS) and cold extrusion can oscillate by few mm at 10cm of extrusion. One time at the last third of filament clogs my extruder because few centimeters of filament are more than 2mm in diameter and cant go thru bowdens tube.
Also check tension of belts from time to time and tighten hotbed of jiggle nid-nod, x carriage may also make become to jiggle thru time.
Hope this helps.
sorry for late response.
Try to play with temperature, try to increase it by 5C. Increasing hotend temperature gives more fluidity flow of filament but you might loose quality bridging but you can fix it with additional fan cooler. Quality of print also depends of different kind of filament. Some melts better some are to stiff at same setup.
I allways run few test prints first after changing filament.
Measure the diameter of filament at few places from time to time with calipers or micrometer and find average diameter and enter it in slicer how it can calculate proper volume of filament.
Check cold extrusion of filament at extruder also. eg. cold extrude 10cm of filament from extruder and measure length. Filament diameters from different manufacturers and colors oscillate from 1,62-1,88 from my little experience (I expend for now 4kg of PLA and 3kg of ABS) and cold extrusion can oscillate by few mm at 10cm of extrusion. One time at the last third of filament clogs my extruder because few centimeters of filament are more than 2mm in diameter and cant go thru bowdens tube.
Also check tension of belts from time to time and tighten hotbed of jiggle nid-nod, x carriage may also make become to jiggle thru time.
Hope this helps.
sorry for late response.
Sorry, only registered users may post in this forum.