extruder extrudiert mehr als "geplant"
Posted by Raoul
|
extruder extrudiert mehr als "geplant" July 13, 2012 04:28AM |
Registered: 11 years ago Posts: 12 |
Servus,
Ich habe das Problem das mein Prusa mir zwar auf Pronterface-Befehl einen Meter exakt ausspuckt (bei deinstallierter Düse), aber wenn ich dann Drucke (ebenfalls deinstallierte Düse) und laut GCode ca 157mm exrtudiert werden sollten habe ich beim nachgemessenen Filament 2434mm
-> da stimmt irgendwas nicht!!!
bitte um Hilfe
Außerdem hab ich das Problem das er bei M109 hängen bleibt und nicht mehr weiterdruckt -> manuell auskommentiert
LG Raoul
PS: meine Configs im Anhang
Ich habe das Problem das mein Prusa mir zwar auf Pronterface-Befehl einen Meter exakt ausspuckt (bei deinstallierter Düse), aber wenn ich dann Drucke (ebenfalls deinstallierte Düse) und laut GCode ca 157mm exrtudiert werden sollten habe ich beim nachgemessenen Filament 2434mm
-> da stimmt irgendwas nicht!!!
bitte um Hilfe
Außerdem hab ich das Problem das er bei M109 hängen bleibt und nicht mehr weiterdruckt -> manuell auskommentiert
LG Raoul
PS: meine Configs im Anhang
|
Re: extruder extrudiert mehr als "geplant" July 16, 2012 12:19PM |
Registered: 11 years ago Posts: 12 |
hm, also (noch) keiner eine idee ;(
keine ahnung ob die kobi existiert, aber ich suche jemanden der
Gen7 (ev 1.3) mit Teacup und Pronterface benutzt und mit slic3r ausdruckt. außerdem 3mm filament verwendet, und irgendwas in der größenordnung von 0.5-0.8mm düsendurchmesser hat.
könnte mir sojemand eine wirklich simple version eines quaders schicken (files) und zwar in funktionierendem G-Code, und mir zusätzlich sagen wieviel filament verwendet wurde (real und auch was slicer prophezeit) ...
wär super
lg Raoul
keine ahnung ob die kobi existiert, aber ich suche jemanden der
Gen7 (ev 1.3) mit Teacup und Pronterface benutzt und mit slic3r ausdruckt. außerdem 3mm filament verwendet, und irgendwas in der größenordnung von 0.5-0.8mm düsendurchmesser hat.
könnte mir sojemand eine wirklich simple version eines quaders schicken (files) und zwar in funktionierendem G-Code, und mir zusätzlich sagen wieviel filament verwendet wurde (real und auch was slicer prophezeit) ...
wär super
lg Raoul
|
Re: extruder extrudiert mehr als "geplant" July 16, 2012 02:17PM |
Registered: 12 years ago Posts: 43 |
Hey,
hast du die E-Steps des extruders denn schon angepasst? Hier mal ein link in dem das gut beschrieben is (part 1):
[forums.reprap.org]
und hier noch der calculator von Prusa.
[calculator.josefprusa.cz]
viel glück!
hast du die E-Steps des extruders denn schon angepasst? Hier mal ein link in dem das gut beschrieben is (part 1):
[forums.reprap.org]
und hier noch der calculator von Prusa.
[calculator.josefprusa.cz]
viel glück!
|
Re: extruder extrudiert mehr als "geplant" July 17, 2012 03:50AM |
Registered: 11 years ago Posts: 12 |
Hey,
danke für die antwort
Sorry, aber ich kann richtige längen manuell extrudieren -> ja kalibriert ist er und ich hab das nach der ([forums.reprap.org]) anleitung gemacht, aber ....
das problem ist das ich wenn ich ein objekt slice und mir slic3r sagt das es 150mm filament benötigen wird, und dann ca 5 meter durchgeschoben werden.... dann passt irgendwas nicht. entweder ist die berechnete menge vom slicer falsch oder das programm, oder ?????... aber ich glaub das die Düse 5m filament in rund 8 minuten nicht heiß bekommt und verdrucken könnte. (da fehlt mir die vorstellung dazu, somit glaub ich das da was falsch läuft).
ich vermute das ich irgendwo was übersehen habe. aber ich hab da schon 3x drübergeschaut und nix gefunden.
wie gesagt, es wär cool von euch irgendein einfaches teil (zb ein kleines teil wie einen bar-clamp vom Prusa) gesliced als g-code (ev mit eurer config) zu bekommen, und die info wieviel 3mm filament benutzt/verbraucht wurde -> dann hab ich nen vergleich und kann das problem auf den slicer eingrenzen...
ich glaub nicht das es an der Hardware, bzw firmware, bzw firmwareconfig liegt. da das manuelle funktioniert.
lg Raoul
danke für die antwort
Sorry, aber ich kann richtige längen manuell extrudieren -> ja kalibriert ist er und ich hab das nach der ([forums.reprap.org]) anleitung gemacht, aber ....
das problem ist das ich wenn ich ein objekt slice und mir slic3r sagt das es 150mm filament benötigen wird, und dann ca 5 meter durchgeschoben werden.... dann passt irgendwas nicht. entweder ist die berechnete menge vom slicer falsch oder das programm, oder ?????... aber ich glaub das die Düse 5m filament in rund 8 minuten nicht heiß bekommt und verdrucken könnte. (da fehlt mir die vorstellung dazu, somit glaub ich das da was falsch läuft).
ich vermute das ich irgendwo was übersehen habe. aber ich hab da schon 3x drübergeschaut und nix gefunden.
wie gesagt, es wär cool von euch irgendein einfaches teil (zb ein kleines teil wie einen bar-clamp vom Prusa) gesliced als g-code (ev mit eurer config) zu bekommen, und die info wieviel 3mm filament benutzt/verbraucht wurde -> dann hab ich nen vergleich und kann das problem auf den slicer eingrenzen...
ich glaub nicht das es an der Hardware, bzw firmware, bzw firmwareconfig liegt. da das manuelle funktioniert.
lg Raoul
|
Re: extruder extrudiert mehr als "geplant" July 17, 2012 07:39PM |
Registered: 12 years ago Posts: 290 |
hi raoul!
Schau dir nochmal genau deine Config an..
Zeile167: // #define E_ABSOLUTE
Sprich deine Firmware befindet sich im relativen Koordinatensystem. Slic3r arbeitet von haus aus aber im absoluten System (was dein GCODE auch Zeigt).
Beispiel:
Teacup fährt im relativen System immer die angegebene Strecke ausgehend von der aktuellen Position. Korrekter GCODE fürs relative System wäre also zB:
G1 E0,134
G1 E0,543
G1 E0,234
usw.
Deine Slicer erzeugt aber absolute Werte also:
G1 E1.11182
G1 E1.17789
G1 E1.24460
Sprich Teacup versucht somit mit jedem Befelh die komplette Strecke von 1.11182 usw. zu extrudieren
Eh klar dass da dann bei weitem zu viel extruiert wird.
Du kannst entweder :
- Kommentare in Zeile 167 entfernend oder
- Koordinatensystem mit M82/M83 zur Laufzeit ändern oder
- In Slic3r das Häckchen: "Use relative E distances" aktivieren.
Übrigens... bin mir nicht sicher wie gut Teacup mit Kommentaren im GCODE umgehen kann.(alles was am Ende einer Zeile nach dem ";" kommt) Würd ich vorsitshalber im Slic3r deaktivieren.
Wegen M109: Hier wartet die Firmware bis die angegebene Tempertatur erreicht ist und für eine gewisse Zeit stabil gehalten wird . Erst dann startet der Druck. (Zeile 299 und 305 in deiner Config). Deine Temperatur muss sich also 10 Sekunden lang im Bereich von +-10°C ausgehend von deiner definierten Temperatur befinden. Erst dann wird der nächste Befehl abgearbeitet.
Hoffe das löst deine Probleme!!! Also nix wie rein mit der Düse und losdrucken ;-)
lg
Schau dir nochmal genau deine Config an..
Zeile167: // #define E_ABSOLUTE
Sprich deine Firmware befindet sich im relativen Koordinatensystem. Slic3r arbeitet von haus aus aber im absoluten System (was dein GCODE auch Zeigt).
Beispiel:
Teacup fährt im relativen System immer die angegebene Strecke ausgehend von der aktuellen Position. Korrekter GCODE fürs relative System wäre also zB:
G1 E0,134
G1 E0,543
G1 E0,234
usw.
Deine Slicer erzeugt aber absolute Werte also:
G1 E1.11182
G1 E1.17789
G1 E1.24460
Sprich Teacup versucht somit mit jedem Befelh die komplette Strecke von 1.11182 usw. zu extrudieren
Eh klar dass da dann bei weitem zu viel extruiert wird.
Du kannst entweder :
- Kommentare in Zeile 167 entfernend oder
- Koordinatensystem mit M82/M83 zur Laufzeit ändern oder
- In Slic3r das Häckchen: "Use relative E distances" aktivieren.
Übrigens... bin mir nicht sicher wie gut Teacup mit Kommentaren im GCODE umgehen kann.(alles was am Ende einer Zeile nach dem ";" kommt) Würd ich vorsitshalber im Slic3r deaktivieren.
Wegen M109: Hier wartet die Firmware bis die angegebene Tempertatur erreicht ist und für eine gewisse Zeit stabil gehalten wird . Erst dann startet der Druck. (Zeile 299 und 305 in deiner Config). Deine Temperatur muss sich also 10 Sekunden lang im Bereich von +-10°C ausgehend von deiner definierten Temperatur befinden. Erst dann wird der nächste Befehl abgearbeitet.
Hoffe das löst deine Probleme!!! Also nix wie rein mit der Düse und losdrucken ;-)
lg
|
Re: extruder extrudiert mehr als "geplant" July 18, 2012 03:32AM |
Registered: 11 years ago Posts: 12 |
AAAAAAAA,
jap dann ist mir alles klar
-> werd ich demnächst ausprobieren und dann berichten!!!
Kommentare sind kein Problem, das hat bisher ganz gut funktioniert.
das mit der Temperatur ist so ne sache... ich hab da schon ein bischen rumgespielt, und die Düse vorgeheizt (per monitorcheck überprüft) und einschwingen lassen, aber selbst nach 10 minuten warten hat sich der Drucker nicht bewegt -> klingt irgendwie so als ob sich was aufgehängt hat. ev werd ich den debugmode noch mal aktivieren und die logs checken wärend er "wartet".
jap dann ist mir alles klar
-> werd ich demnächst ausprobieren und dann berichten!!!
Kommentare sind kein Problem, das hat bisher ganz gut funktioniert.
das mit der Temperatur ist so ne sache... ich hab da schon ein bischen rumgespielt, und die Düse vorgeheizt (per monitorcheck überprüft) und einschwingen lassen, aber selbst nach 10 minuten warten hat sich der Drucker nicht bewegt -> klingt irgendwie so als ob sich was aufgehängt hat. ev werd ich den debugmode noch mal aktivieren und die logs checken wärend er "wartet".
|
Re: extruder extrudiert mehr als "geplant" July 18, 2012 06:34AM |
Registered: 12 years ago Posts: 290 |
Hmmm das mit der.Temperatur ist seltsam.. ich hatte in meinen Anfängen zwar auch teacup in betrieb kann mich aber an so ein Symptom nicht erinnern... verhällt es sich auch mit anderen Parametern gleich? Zb. temp. Res. Time auf 30sekunden ?? Ansonsten raus mit den M109 und einfach vorheizen..
(Mach ich übrigens auch immer so )
Gib Bescheid wenns eine Lösung gefunden hast
(Mach ich übrigens auch immer so )
Gib Bescheid wenns eine Lösung gefunden hast
|
Re: extruder extrudiert mehr als "geplant" July 27, 2012 08:23PM |
Registered: 11 years ago Posts: 12 |
heyho,
also ich hab jetzt endlich mal die zeit gehabt das ich mich mal wieder etwas länger mit meinem raprap beschäftige...
Voller erfolg was die verwendete Materialmenge betrifft, Danke Scuba
allerdings hab ich immer noch ein ... sagen wir mal mies ausschauendes Druckbild.
ka ob das nur ne einstellungssache ist oder ob ich das ein "konstruktives" problem hab.
hattet ihr ähnliche Druckergebnisse am Anfang?
LG Raoul
also ich hab jetzt endlich mal die zeit gehabt das ich mich mal wieder etwas länger mit meinem raprap beschäftige...
Voller erfolg was die verwendete Materialmenge betrifft, Danke Scuba
allerdings hab ich immer noch ein ... sagen wir mal mies ausschauendes Druckbild.
ka ob das nur ne einstellungssache ist oder ob ich das ein "konstruktives" problem hab.
hattet ihr ähnliche Druckergebnisse am Anfang?
LG Raoul
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: extruder extrudiert mehr als "geplant" July 29, 2012 04:04AM |
Registered: 13 years ago Posts: 443 |
|
Re: extruder extrudiert mehr als "geplant" July 29, 2012 05:59PM |
Registered: 12 years ago Posts: 290 |
|
Re: extruder extrudiert mehr als "geplant" July 30, 2012 08:11AM |
Registered: 11 years ago Posts: 12 |
Hm,
Ich drucke PLA!! (nur mal vorab)
den Y-Endstop hab ich ohne Heizbett einfach auf braunes Packettixo gedruckt (auf Pressspan) (ohne federn, direkt)
ohne heizbett, mit 200°C
ich hab jetzt mal ein Zahnrad probiert, und hab auch ein Heizbett (glasscheibe mit aufgeklebtem wickeldraht -> wird schön warm und bekommt die 60°C. und alles mit 195°C
er macht mir dabei aber keine wirkliche verbindung zwischen den schichten. (zusätzlicher Fehler: ich hab die höhe neu justiert und das nicht ganz richtig -> 1. u 2. schicht sind schlecht gewesen weil die düse zu nah am glas war -> hat aber nicht viel ausgemacht.
was auch ein Problem ist, das die Düse zwar glattpoliert ist aber trotzdem bleibt material kleben und wird mitgezogen.
vielleicht muss ich mir die düse nochmal zur Brust nehmen und die Spitzer machen damit nicht soviel "auflage" da ist.
ich werd mal was mit 185°C drucken und 2 teile nebeneinander.
vielen lieben dank...
Raoul
Edited 2 time(s). Last edit at 07/30/2012 08:20AM by Raoul.
Ich drucke PLA!! (nur mal vorab)
den Y-Endstop hab ich ohne Heizbett einfach auf braunes Packettixo gedruckt (auf Pressspan) (ohne federn, direkt)
ohne heizbett, mit 200°C
ich hab jetzt mal ein Zahnrad probiert, und hab auch ein Heizbett (glasscheibe mit aufgeklebtem wickeldraht -> wird schön warm und bekommt die 60°C. und alles mit 195°C
er macht mir dabei aber keine wirkliche verbindung zwischen den schichten. (zusätzlicher Fehler: ich hab die höhe neu justiert und das nicht ganz richtig -> 1. u 2. schicht sind schlecht gewesen weil die düse zu nah am glas war -> hat aber nicht viel ausgemacht.
was auch ein Problem ist, das die Düse zwar glattpoliert ist aber trotzdem bleibt material kleben und wird mitgezogen.
vielleicht muss ich mir die düse nochmal zur Brust nehmen und die Spitzer machen damit nicht soviel "auflage" da ist.
ich werd mal was mit 185°C drucken und 2 teile nebeneinander.
vielen lieben dank...
Raoul
Edited 2 time(s). Last edit at 07/30/2012 08:20AM by Raoul.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: extruder extrudiert mehr als "geplant" July 30, 2012 08:28AM |
Registered: 14 years ago Posts: 3,742 |
Ich drucke GRRF PLA beim 210°C (mindestens laut meine thermistor/tabelle).
Wenn die schickten nicht mit einander verbinden (Z-richtung) denn muß du höher gehen mit der temperatur (nicht runter).
Bob Morrison
Wörth am Rhein, Germany
"Luke, use the source!"
BLOG - PHOTOS - Thingiverse
Wenn die schickten nicht mit einander verbinden (Z-richtung) denn muß du höher gehen mit der temperatur (nicht runter).
Bob Morrison
Wörth am Rhein, Germany
"Luke, use the source!"
BLOG - PHOTOS - Thingiverse
|
Re: extruder extrudiert mehr als "geplant" July 30, 2012 11:15AM |
Registered: 11 years ago Posts: 12 |
soda,
Also wenn ich mir die ergebnisse anschau is das runtergehen mit der Tem. irgendwie besser gewesen bzw die drucke schauen schon ganz ordentlich aus...
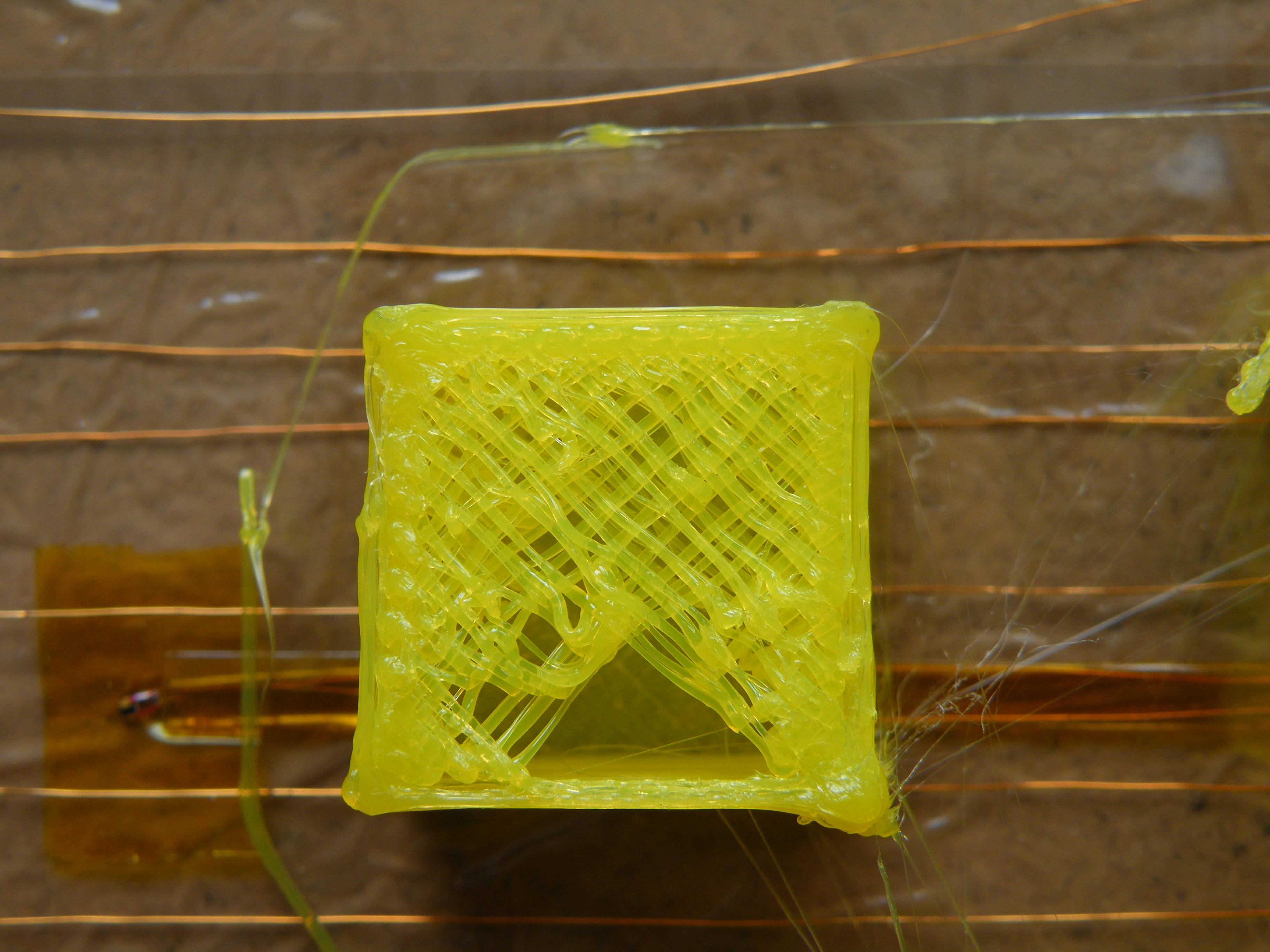
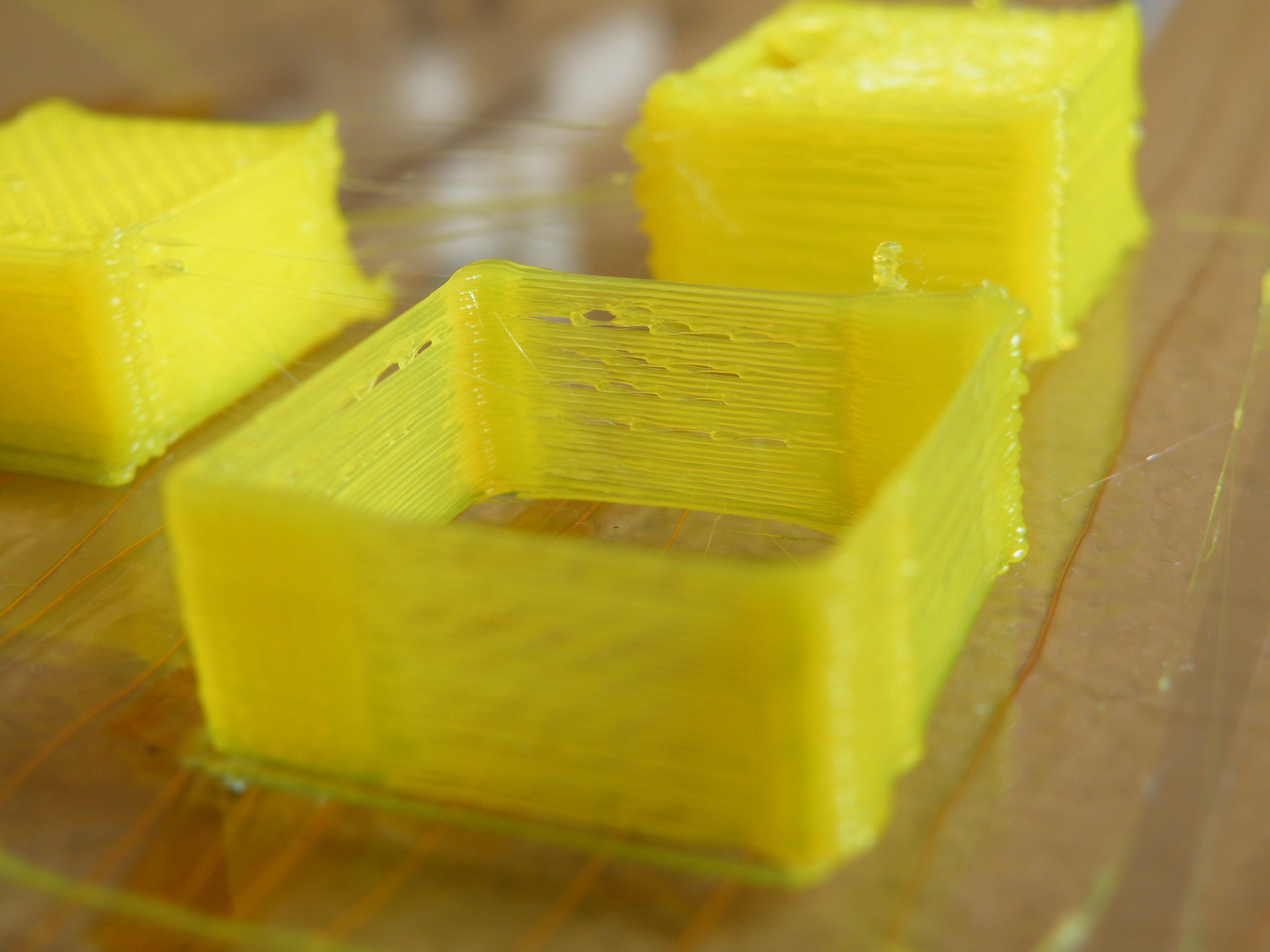
aber zb im Single Well teil sind immer wieder "hacker" drinnen.
und an den Ecken ist es verdichtet, (lustigerweise an einer nicht, an den anderen 3 schon).
genau in diesen Ecken ist der extruder allerdings langsamer gefahren.
beim vollblock (3033.jpg, 34 ) sind eben diese Ecken "verdickt" (xy mäßig) .
und der leere hat eine eingebrochene Decke....
immerhin sind die fäden zwischen den Objekten dünner geworden. -> war ne gute idee RUNTER zu gehen mit der Temp.
könnte es sein das ich zu langsam fahre?
[mm/s]
perim. 25
small perim 20
infill 15
solid 15
bridge 35
travel 50
lg Raoul
Also wenn ich mir die ergebnisse anschau is das runtergehen mit der Tem. irgendwie besser gewesen bzw die drucke schauen schon ganz ordentlich aus...
aber zb im Single Well teil sind immer wieder "hacker" drinnen.
und an den Ecken ist es verdichtet, (lustigerweise an einer nicht, an den anderen 3 schon).
genau in diesen Ecken ist der extruder allerdings langsamer gefahren.
beim vollblock (3033.jpg, 34 ) sind eben diese Ecken "verdickt" (xy mäßig) .
und der leere hat eine eingebrochene Decke....
immerhin sind die fäden zwischen den Objekten dünner geworden. -> war ne gute idee RUNTER zu gehen mit der Temp.
könnte es sein das ich zu langsam fahre?
[mm/s]
perim. 25
small perim 20
infill 15
solid 15
bridge 35
travel 50
lg Raoul
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: extruder extrudiert mehr als "geplant" July 30, 2012 01:31PM |
Registered: 14 years ago Posts: 3,742 |
Du hast viel zu wenig Plastik da.
Die untere/obere Seite die Wurfel soll ein bahn neben der andere mit KEIN LUFT dazwischen.
Hast du deine filament durchmesser wirklich gemessen?
Wenn er z.B. 2,8mm ist und du hast 3,0mm angegeben denn wird zu wenig Plastik extrudiert.
Mach mindestens zwei messungen und nehme der Durchschnittswert.
Bob Morrison
Wörth am Rhein, Germany
"Luke, use the source!"
BLOG - PHOTOS - Thingiverse
Die untere/obere Seite die Wurfel soll ein bahn neben der andere mit KEIN LUFT dazwischen.
Hast du deine filament durchmesser wirklich gemessen?
Wenn er z.B. 2,8mm ist und du hast 3,0mm angegeben denn wird zu wenig Plastik extrudiert.
Mach mindestens zwei messungen und nehme der Durchschnittswert.
Bob Morrison
Wörth am Rhein, Germany
"Luke, use the source!"
BLOG - PHOTOS - Thingiverse
Sorry, only registered users may post in this forum.