PLA-Materialtest
geschrieben von Elk
|
PLA-Materialtest 10. February 2012 16:54 |
Registrierungsdatum: 13 Jahre zuvor Beiträge: 395 |
Hallo Zusammen,
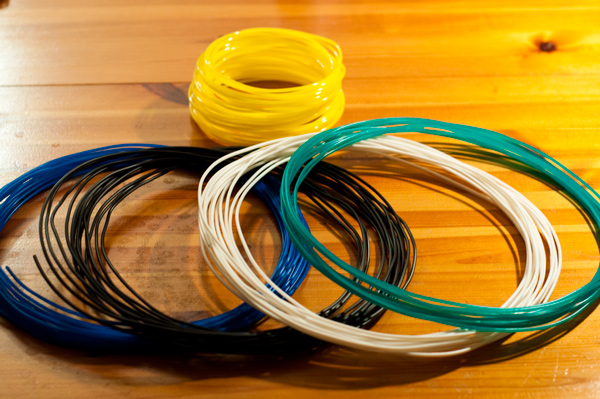
Ich mache zur Zeit einen kleinen Material-Test mit PLA. Ich habe dies netterweise von Hakan Okka (hier sein Shop) zur Verfügung bestellt gekriegt. Folgend schon mal ein Foto der Materialproben.
Ich habe nebst den abgebildeten Farben noch rotes Material erhalten. Alle ausser das gelbe Material sind matt, das gelbe ist glänzend. Der erste Eindruck ist ganz gut. Im Vergleich zum Orbitech-Material (von GRRF) scheint dieses Material teilweise leicht gewellt zu sein (siehe Bild 2), was aber meiner Meinung nach keinen Einfluss auf die Druckqualität haben sollte - wird sich aber im Verlauf des Tests zeigen. Die Wellen waren vor allem beim schwarzen und roten Material ausgeprägt, bei den andern ist es weniger.
Das Rote ist nicht auf dem Foto, da ich es schon auf der Maschine habe. Was beim roten Material noch auffällt, ist dass es nicht sehr viel Pigmente zu enthalten scheint - es wirkt etwas fahler als das rote PLA das ich von Reprapsource hatte.
Von den Durchmessern her liegt das Material zwischen 2.75 und 2.93mm. Diese Abweichungen messe ich auch beim Orbi-Material... ist also im normalen Bereich.
Weiteres folgt demnächst, wenn die ersten Drucke entstehen.
Gruss
Sebastian
1-mal bearbeitet. Zuletzt am 10.02.12 17:58.
Ich mache zur Zeit einen kleinen Material-Test mit PLA. Ich habe dies netterweise von Hakan Okka (hier sein Shop) zur Verfügung bestellt gekriegt. Folgend schon mal ein Foto der Materialproben.

Ich habe nebst den abgebildeten Farben noch rotes Material erhalten. Alle ausser das gelbe Material sind matt, das gelbe ist glänzend. Der erste Eindruck ist ganz gut. Im Vergleich zum Orbitech-Material (von GRRF) scheint dieses Material teilweise leicht gewellt zu sein (siehe Bild 2), was aber meiner Meinung nach keinen Einfluss auf die Druckqualität haben sollte - wird sich aber im Verlauf des Tests zeigen. Die Wellen waren vor allem beim schwarzen und roten Material ausgeprägt, bei den andern ist es weniger.
Das Rote ist nicht auf dem Foto, da ich es schon auf der Maschine habe. Was beim roten Material noch auffällt, ist dass es nicht sehr viel Pigmente zu enthalten scheint - es wirkt etwas fahler als das rote PLA das ich von Reprapsource hatte.
Von den Durchmessern her liegt das Material zwischen 2.75 und 2.93mm. Diese Abweichungen messe ich auch beim Orbi-Material... ist also im normalen Bereich.
Weiteres folgt demnächst, wenn die ersten Drucke entstehen.
Gruss
Sebastian

1-mal bearbeitet. Zuletzt am 10.02.12 17:58.
|
Zwischenbericht 1 11. February 2012 16:18 |
Registrierungsdatum: 13 Jahre zuvor Beiträge: 395 |
So, erster Zwischenbericht.
Als erstes war rot dran. Parameter habe ich gelassen, wie sie für das Orbitech-Material wunderbar funktionierten:
Düse 210°C
Bett 68°C
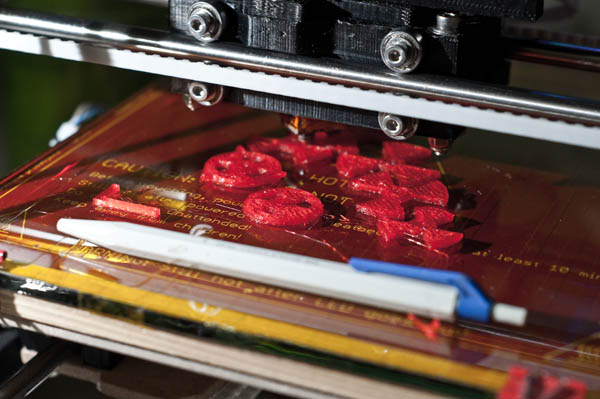
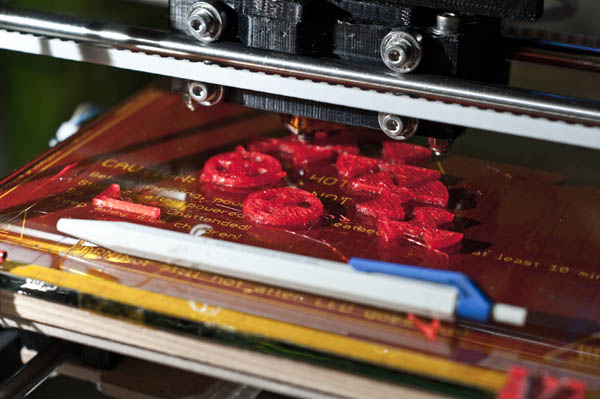
Druckbett ist ein Glas mit Kaptontape drauf. So sah das während dem ersten Druck aus:
Kugelschreiber dient als Grössenvergleich.
Das rote Material liess sich mit obengenannten Parametern auf Anhieb wunderbar drucken.
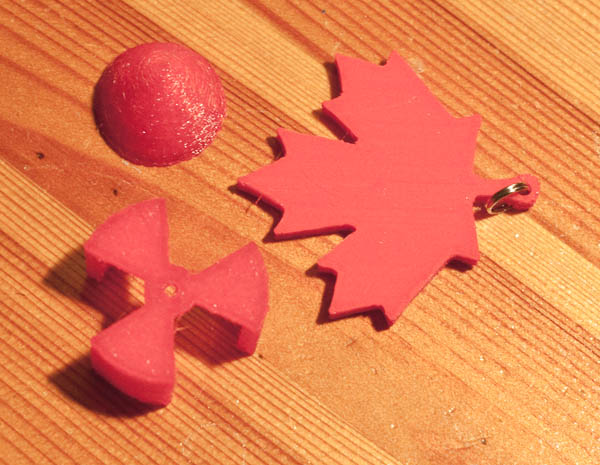
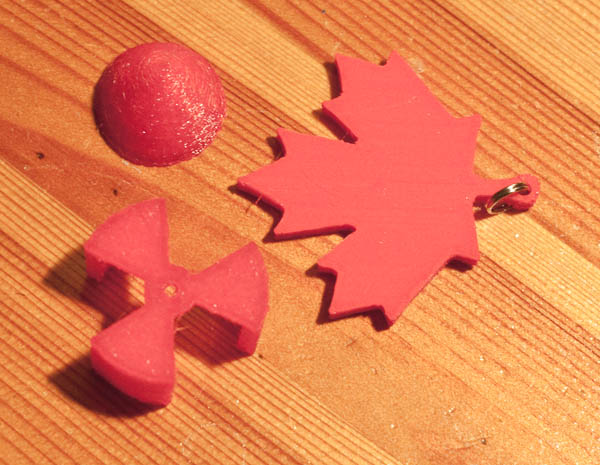
Erster Eindruck ist recht gut - wie schon am Anfang festgestellt, hat das Material keinen sehr hohen Pigmentanteil, dass heisst, es ist leicht transluescent. Aber wirklich nur minimal - wenn man z.B. mit zwei Shells druckt, sind diese durch die Wand des Materials noch leicht zu sehen. Hier ein kleiner Farbvergleich:
Das Ahornblatt wurde mit Reprapsource-Material gedruckt, die andern Teile mit dem Testmaterial von Hakan Okka.
In real ist der Unterschied etwas deutlicher als auf dem Bild... das Material von Reprapsource ist absolut undurchsichtig und etwas heller und leuchtender im Farbton.
Die Oberfläche war überraschend gut. Einziger Nachteil bis dahin ist, dass entfernte Ooze-stückchen und Härchen (also überschüssiges, herausgeträufeltes Material was am Objekt klebt und ich hinterher wegschneide) hinterlässt helle flecken, die recht gut sichtbar sind... ist aber nicht nur bei diesem Material so.
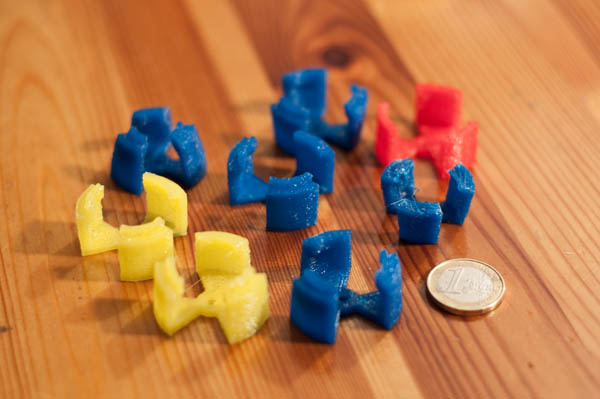
Soviel zum roten Material - als zweites war das blaue dran. Froh losgelegt... sah erstmal ganz gut aus... nur leider haben sich im Verlauf des Drucks bis auf zwei Teile alle vom Druckbett gelöst... Ergebnis:
Der "Haufen" links war nach dem ersten Druck entstanden. Die kleinen Teile rechts im Bild waren bei Versuchen mit höheren und tieferen Bett-Temperaturen (immer noch auf Kapton - Temp war zw. 55 und 85°).
Die beiden Teile die gehalten hatten sehen aber super aus:
Hier noch ein kleiner Überblick über alles bisher gelaufene:
Ein weiterer Test mit gelbem Material scheiterte ebenfalls an der Haftung. Die Teile scheinen sich auch zu "Wrappen" also zu verbiegen. Bei PLA habe ich das so noch nie erlebt - kannte das nur vom ABS her. Jetzt läuft ein versuch mit gelbem Material, direkt auf die beheizte Glasplatte gedruckt, Düsentemperatur 210°C, Bett 100°C. Mal schauen ob das klappt... mehr in Kürze!
Als erstes war rot dran. Parameter habe ich gelassen, wie sie für das Orbitech-Material wunderbar funktionierten:
Düse 210°C
Bett 68°C
Druckbett ist ein Glas mit Kaptontape drauf. So sah das während dem ersten Druck aus:

Kugelschreiber dient als Grössenvergleich.
Das rote Material liess sich mit obengenannten Parametern auf Anhieb wunderbar drucken.
Erster Eindruck ist recht gut - wie schon am Anfang festgestellt, hat das Material keinen sehr hohen Pigmentanteil, dass heisst, es ist leicht transluescent. Aber wirklich nur minimal - wenn man z.B. mit zwei Shells druckt, sind diese durch die Wand des Materials noch leicht zu sehen. Hier ein kleiner Farbvergleich:

Das Ahornblatt wurde mit Reprapsource-Material gedruckt, die andern Teile mit dem Testmaterial von Hakan Okka.
In real ist der Unterschied etwas deutlicher als auf dem Bild... das Material von Reprapsource ist absolut undurchsichtig und etwas heller und leuchtender im Farbton.
Die Oberfläche war überraschend gut. Einziger Nachteil bis dahin ist, dass entfernte Ooze-stückchen und Härchen (also überschüssiges, herausgeträufeltes Material was am Objekt klebt und ich hinterher wegschneide) hinterlässt helle flecken, die recht gut sichtbar sind... ist aber nicht nur bei diesem Material so.
Soviel zum roten Material - als zweites war das blaue dran. Froh losgelegt... sah erstmal ganz gut aus... nur leider haben sich im Verlauf des Drucks bis auf zwei Teile alle vom Druckbett gelöst... Ergebnis:

Der "Haufen" links war nach dem ersten Druck entstanden. Die kleinen Teile rechts im Bild waren bei Versuchen mit höheren und tieferen Bett-Temperaturen (immer noch auf Kapton - Temp war zw. 55 und 85°).
Die beiden Teile die gehalten hatten sehen aber super aus:

Hier noch ein kleiner Überblick über alles bisher gelaufene:

Ein weiterer Test mit gelbem Material scheiterte ebenfalls an der Haftung. Die Teile scheinen sich auch zu "Wrappen" also zu verbiegen. Bei PLA habe ich das so noch nie erlebt - kannte das nur vom ABS her. Jetzt läuft ein versuch mit gelbem Material, direkt auf die beheizte Glasplatte gedruckt, Düsentemperatur 210°C, Bett 100°C. Mal schauen ob das klappt... mehr in Kürze!
|
Zwischenbericht 2 12. February 2012 07:08 |
Registrierungsdatum: 13 Jahre zuvor Beiträge: 395 |
So, weitere Versuche sind gelaufen.
Mittlerweile funktioniert das weisse Material. Damit konnte ich, nachdem ich das Material mit 235°C Düsentemperatur verarbeitet habe (Bett 68°C) ganz gute Ergebnisse erreichen. Trotzdem - die Temperatur ist recht hoch (ABS verarbeite ich mit 230°C...) und mit weniger hält es nicht. Sobald das Bett abkühlt, lösen sich die Teile von alleine vom Bett, was ich sonst bei PLA nie habe. Normalerweise halten die Teile bombenfest am Kapton und ich muss sie mit dem Stecheisen vom Bett hebeln.
Das blaue (läuft gerade mit 245°C) hatte auch mit 235° noch nicht am Bett gehalten... an was das wohl liegt?! Die Teile verbiegen sich (Wrapping) dabei stärker, als ich das bei ABS je erlebt habe... das blaue Material ist meines Erachtens sehr schwer zu verarbeiten - zumindest habe ich bisher noch kein Setup gefunden, dass funktioniert. Ob die 245°C das Material vom Festkleben am Bett überzeugen können wird sich zeigen... mehr dazu in Kürze. Werde dann nochmal mit dem Gelben versuchen, vielleicht hilft dort die höhere Temperatur.
Hier noch die neusten Bilder:
Mittlerweile funktioniert das weisse Material. Damit konnte ich, nachdem ich das Material mit 235°C Düsentemperatur verarbeitet habe (Bett 68°C) ganz gute Ergebnisse erreichen. Trotzdem - die Temperatur ist recht hoch (ABS verarbeite ich mit 230°C...) und mit weniger hält es nicht. Sobald das Bett abkühlt, lösen sich die Teile von alleine vom Bett, was ich sonst bei PLA nie habe. Normalerweise halten die Teile bombenfest am Kapton und ich muss sie mit dem Stecheisen vom Bett hebeln.
Das blaue (läuft gerade mit 245°C) hatte auch mit 235° noch nicht am Bett gehalten... an was das wohl liegt?! Die Teile verbiegen sich (Wrapping) dabei stärker, als ich das bei ABS je erlebt habe... das blaue Material ist meines Erachtens sehr schwer zu verarbeiten - zumindest habe ich bisher noch kein Setup gefunden, dass funktioniert. Ob die 245°C das Material vom Festkleben am Bett überzeugen können wird sich zeigen... mehr dazu in Kürze. Werde dann nochmal mit dem Gelben versuchen, vielleicht hilft dort die höhere Temperatur.
Hier noch die neusten Bilder:


|
Zwischenbericht 3 12. February 2012 08:43 |
Registrierungsdatum: 13 Jahre zuvor Beiträge: 395 |
...Sorgenkind Blau...
Auch mit 250°C keine Haftung.
Habe sowohl auf Kapton als auch direkt auf Glas versucht, Bett-Temperaturen zw. 68°C und 100°C... ohne grosse Unterschiede bei der Haftung. Nach dem dritten oder vierten Layer beginnt sich der Druck abzulösen. Bei genauerem Hingucken hinterlässt das Material eine Art Rückstand auf dem Glas. Es sieht aus wie ein Film aus Öl o.ä.. keine Ahnung was dies ist... zumindest finde ich kein Setup, welches das blaue Material haften lässt.
Vielleicht versuche ich später noch einmal... vorerst läuft mal gelbes Material... mal sehen ob die erhöte Temperatur (die beim weissen Material half) auch beim Gelben zum Erfolg führt.
Weiteres folgt.
Auch mit 250°C keine Haftung.
Habe sowohl auf Kapton als auch direkt auf Glas versucht, Bett-Temperaturen zw. 68°C und 100°C... ohne grosse Unterschiede bei der Haftung. Nach dem dritten oder vierten Layer beginnt sich der Druck abzulösen. Bei genauerem Hingucken hinterlässt das Material eine Art Rückstand auf dem Glas. Es sieht aus wie ein Film aus Öl o.ä.. keine Ahnung was dies ist... zumindest finde ich kein Setup, welches das blaue Material haften lässt.
Vielleicht versuche ich später noch einmal... vorerst läuft mal gelbes Material... mal sehen ob die erhöte Temperatur (die beim weissen Material half) auch beim Gelben zum Erfolg führt.
Weiteres folgt.
|
Re: Zwischenbericht 2 12. February 2012 08:43 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 7.505 |
Bist du sicher das das überhaupt PLA ist ?
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org |  |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Zwischenbericht 2 12. February 2012 09:08 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 256 |
|
Re: Zwischenbericht 2 12. February 2012 09:25 |
Registrierungsdatum: 13 Jahre zuvor Beiträge: 395 |
Vom Verhalten her (wird flüssiger bei erhöhter Temperatur) und vom Geruch her beim Extrudieren ist es meines Erachtens schon PLA. Ausserdem lässt es sich schon ab ca. 200° extrudieren (und wird zunehmend flüssiger). ABS wäre nicht auf dieser breiten Temperatur extrudierbar und würde auch komplett anders riechen... ich kanns mir aber auch nicht erklären...
ABS hätte bei 100°C auch auf dem Bett halten müssen... zumindest bei so kleinen Teilen dürfte dies kein Problem sein. Ich hab lange Zeit ABS bei 100°C Bett-Temperatur verarbeitet...
Naja, ich kann ja nochmal mit 110°C versuchen... ich denke aber nicht, dass es viel bringen wird. Werden sehen.
So, jetzt geh ich mal nach dem gelben schauen...
ABS hätte bei 100°C auch auf dem Bett halten müssen... zumindest bei so kleinen Teilen dürfte dies kein Problem sein. Ich hab lange Zeit ABS bei 100°C Bett-Temperatur verarbeitet...
Naja, ich kann ja nochmal mit 110°C versuchen... ich denke aber nicht, dass es viel bringen wird. Werden sehen.
So, jetzt geh ich mal nach dem gelben schauen...
|
Re: Zwischenbericht 2 12. February 2012 09:42 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 256 |
|
Re: PLA-Materialtest 12. February 2012 11:04 |
Registrierungsdatum: 13 Jahre zuvor Beiträge: 395 |
...so, es läuft immer noch gelbes Material aber ich glaube ich habe des Rätsels Lösung gefunden  Heureka... oder so
Heureka... oder so
Die Glasübergangs-Temperatur von PLA liegt ja bei ca. 60°C. Das heisst, dort geht das Material von einem Feststoff zu einer Flüssigkeit über. Von da an sind dann alle Bestandteile innerhalb vom Material mobil (bei ABS liegt diese viel höher... je nach Material zw. 95-110°C). Ich vermute, dass die tiefere Temperatur des Bettes (ich habe es jetzt auf 50°C eingestellt) das Material sofort nach dem Extrudieren erstarren lässt. So "schwitzen" sich die Zusatzstoffe nicht heraus und das Material bleibt am Bett haften. Mit dem Gelben funktioniert das bisher gut (mal schauen, ob der Druck ganz bis zum Ende durchläuft). Wenn das klappt, versuche ich dann das Blaue auch nochmal... dann gibts dann auch noch mehr Fotos.
Interessant ist nur, dass das Material sich so stark vom Orbitech-Material unterscheidet. Dieses hatte bei 68°C Betttemperatur eine durchwegs gute Haftung (ich habe rotes, schwarzes, transparentes und weiches Material in grau). Ma guggen wie sich das entwickelt Ich berichte in kürze wieder.
Gruss
Sebastian
1-mal bearbeitet. Zuletzt am 12.02.12 11:05.
Heureka... oder so Die Glasübergangs-Temperatur von PLA liegt ja bei ca. 60°C. Das heisst, dort geht das Material von einem Feststoff zu einer Flüssigkeit über. Von da an sind dann alle Bestandteile innerhalb vom Material mobil (bei ABS liegt diese viel höher... je nach Material zw. 95-110°C). Ich vermute, dass die tiefere Temperatur des Bettes (ich habe es jetzt auf 50°C eingestellt) das Material sofort nach dem Extrudieren erstarren lässt. So "schwitzen" sich die Zusatzstoffe nicht heraus und das Material bleibt am Bett haften. Mit dem Gelben funktioniert das bisher gut (mal schauen, ob der Druck ganz bis zum Ende durchläuft). Wenn das klappt, versuche ich dann das Blaue auch nochmal... dann gibts dann auch noch mehr Fotos.
Interessant ist nur, dass das Material sich so stark vom Orbitech-Material unterscheidet. Dieses hatte bei 68°C Betttemperatur eine durchwegs gute Haftung (ich habe rotes, schwarzes, transparentes und weiches Material in grau). Ma guggen wie sich das entwickelt
Ich berichte in kürze wieder.Gruss
Sebastian
1-mal bearbeitet. Zuletzt am 12.02.12 11:05.
|
Re: PLA-Materialtest 12. February 2012 14:55 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 256 |
|
Zwischenbericht 4 12. February 2012 18:21 |
Registrierungsdatum: 13 Jahre zuvor Beiträge: 395 |
So, letzter Stand:
Gelb
Düse: 235°C
Bett: 55°C
Blau:
Düse: 235°C
Bett: 55°C
So geht's
Das war nun echt ne Übung. Die Materialien scheinen alle ne höhere Extrudiertemperatur zu benötigen - jedoch eine niedrige Bett-Temperatur, damit sie auch haften. Ich hatte beim blauen Material auch mal mit 215°C Düsentemperatur (Bett 55°C) versucht, da hat es mir aber sofort die Bahnen wieder vom Bett gerissen - hat sich ein wenig wie Kaugummi verhalten.
Mit der höheren Temperatur dampft das zwar zwischendurch mal ordentlich, dafür ist aber das Material flüssig genug bzw. die Düse genügend heiss, so dass ich ordentliche Drucke hingekriegt hab. Die Oberflächen werden (besonders beim Blauen - wenns dann mal hält) sehr gut.
An den extrudierten Mengen habe ich gegenüber dem Orbi-Material nichts geändert - das hat eigentlich soweit ganz gut geklappt. Habe nur mit verschiedenen Temperaturen gespielt. Die Bett-Temperatur ist dabei ca. auf 2°C genau angegeben (die kann ich per Infrarot nachmessen). Die Düsentemperatur ist der Wert, den mein Thermistor gefüttert kriegt - kann also auf euren Anlagen etwas abweichen...
Jetzt läuft ein Druck mit dem schwarzen Material (auch 235°C Düse & 55°C Bett). Darüber berichte ich Anfang Woche. Die Tests werden sich unter der Woche etwas mehr hinziehen, da weniger Zeit zur Verfügung steht…
Hier noch ein kleines Bild zum Abschluss des Wochenendes
(hab als Grössenvergleich noch nen €uro hervorgekramt ):
Gelb
Düse: 235°C
Bett: 55°C
Blau:
Düse: 235°C
Bett: 55°C
So geht's
Das war nun echt ne Übung. Die Materialien scheinen alle ne höhere Extrudiertemperatur zu benötigen - jedoch eine niedrige Bett-Temperatur, damit sie auch haften. Ich hatte beim blauen Material auch mal mit 215°C Düsentemperatur (Bett 55°C) versucht, da hat es mir aber sofort die Bahnen wieder vom Bett gerissen - hat sich ein wenig wie Kaugummi verhalten.
Mit der höheren Temperatur dampft das zwar zwischendurch mal ordentlich, dafür ist aber das Material flüssig genug bzw. die Düse genügend heiss, so dass ich ordentliche Drucke hingekriegt hab. Die Oberflächen werden (besonders beim Blauen - wenns dann mal hält) sehr gut.
An den extrudierten Mengen habe ich gegenüber dem Orbi-Material nichts geändert - das hat eigentlich soweit ganz gut geklappt. Habe nur mit verschiedenen Temperaturen gespielt. Die Bett-Temperatur ist dabei ca. auf 2°C genau angegeben (die kann ich per Infrarot nachmessen). Die Düsentemperatur ist der Wert, den mein Thermistor gefüttert kriegt - kann also auf euren Anlagen etwas abweichen...
Jetzt läuft ein Druck mit dem schwarzen Material (auch 235°C Düse & 55°C Bett). Darüber berichte ich Anfang Woche. Die Tests werden sich unter der Woche etwas mehr hinziehen, da weniger Zeit zur Verfügung steht…
Hier noch ein kleines Bild zum Abschluss des Wochenendes
(hab als Grössenvergleich noch nen €uro hervorgekramt
):
|
Re: Zwischenbericht 4 18. February 2012 07:00 |
Registrierungsdatum: 13 Jahre zuvor Beiträge: 395 |
Guten Tag,
Die Woche war etwas turbulent, deshalb haben sich die Tests verzögert - jetzt bin ich zurück mit neuigkeiten zum schwarzen Material. Dieses habe ich nun ebenfalls erfolgreich eingesetzt. Gedruckt wurde bei 235°C Düsentemperatur auf 55°C Bett (immer noch Kapton auf Glas). Das hat ganz gut funktioniert. Allerdings hatte ich sehr viel Ooze mit diesem Setup (während beim blauen und beim weissen Material sehr viel weniger nachgelaufen war). Möglicherweise könnte man das Schwarze noch ca. 5-10°C kälter verarbeiten - das müsste man aber noch testen. Werde die Tage mal noch ein paar versuche wagen. Ein Ziel wäre auch noch die Temperatur für den direkten Druck auf Glas herauszufinden (sofern das überhaupt geht...) denn so wäre der Kapton-Verbrauch und die Linien von den Klebebandbahnen beseitigt.
Hier noch ein Bild vom Produkt aus dem blauen und roten Material:
Wenn Ihr auch so eine Rakete drucken wollt: Die genaue Anleitung findet Ihr hier!
Nun ist noch das grüne Material ausstehend, dannach habe ich alle durch.
Im allgemeinen lässt sich das Material soweit gut drucken, einzig die Parameter zu finden war etwas schwer. Die Oberflächen werden aber schön und es kann weitgehend mit denselben Parametern gedruckt werden.
Einziger Nachteil: Wird auch Orbi-Material gedruckt, muss nach der Umstellung das Bett sehr gut gereinigt werden. Ich hatte grosse Haftungsprobleme als ich wieder mit Orbi-Material gedruckt habe - ich nehme an, dass noch Rückstände auf dem Bett waren. die eine gute Haftung verhinderten. Vielleicht lässt sich das durch direkten Druck auf Glas noch verbessern - da muss ich aber auch für das Orbi-Material noch die richtigen Parameter finden.
Gruss
Sebastian
Die Woche war etwas turbulent, deshalb haben sich die Tests verzögert - jetzt bin ich zurück mit neuigkeiten zum schwarzen Material. Dieses habe ich nun ebenfalls erfolgreich eingesetzt. Gedruckt wurde bei 235°C Düsentemperatur auf 55°C Bett (immer noch Kapton auf Glas). Das hat ganz gut funktioniert. Allerdings hatte ich sehr viel Ooze mit diesem Setup (während beim blauen und beim weissen Material sehr viel weniger nachgelaufen war). Möglicherweise könnte man das Schwarze noch ca. 5-10°C kälter verarbeiten - das müsste man aber noch testen. Werde die Tage mal noch ein paar versuche wagen. Ein Ziel wäre auch noch die Temperatur für den direkten Druck auf Glas herauszufinden (sofern das überhaupt geht...) denn so wäre der Kapton-Verbrauch und die Linien von den Klebebandbahnen beseitigt.
Hier noch ein Bild vom Produkt aus dem blauen und roten Material:

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Wenn Ihr auch so eine Rakete drucken wollt: Die genaue Anleitung findet Ihr hier!
Nun ist noch das grüne Material ausstehend, dannach habe ich alle durch.
Im allgemeinen lässt sich das Material soweit gut drucken, einzig die Parameter zu finden war etwas schwer. Die Oberflächen werden aber schön und es kann weitgehend mit denselben Parametern gedruckt werden.
Einziger Nachteil: Wird auch Orbi-Material gedruckt, muss nach der Umstellung das Bett sehr gut gereinigt werden. Ich hatte grosse Haftungsprobleme als ich wieder mit Orbi-Material gedruckt habe - ich nehme an, dass noch Rückstände auf dem Bett waren. die eine gute Haftung verhinderten. Vielleicht lässt sich das durch direkten Druck auf Glas noch verbessern - da muss ich aber auch für das Orbi-Material noch die richtigen Parameter finden.
Gruss
Sebastian
|
Re: Zwischenbericht 4 18. February 2012 13:45 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 256 |
Nun, die Rakete sieht jededenfalls gut aus :-)
Ja, andere Mixturen erfordern etwas andere Einstellungen - ganz klar!
Ich würde aber nie etwas anbieten wenn ich nicht wüsste das es geht... das macht man nur einmal und dann nie wieder
Nochmals vielen Dank für deine objektive Berichterstattung...
Grüße
Hakan
1-mal bearbeitet. Zuletzt am 18.02.12 13:45.

iRapid
Ja, andere Mixturen erfordern etwas andere Einstellungen - ganz klar!
Ich würde aber nie etwas anbieten wenn ich nicht wüsste das es geht... das macht man nur einmal und dann nie wieder
Nochmals vielen Dank für deine objektive Berichterstattung...
Grüße
Hakan
1-mal bearbeitet. Zuletzt am 18.02.12 13:45.
iRapid
|
Re: PLA-Materialtest 18. February 2012 20:26 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 25 |
Hi,
ich drucke gerade mit PLA vom gleichen Shop und zwar dem schwarzen. Im Vergleich zum PLA von GRRF musste ich die Drucktemperatur um etwa 15 °C erhöhen so dass das ganze nun bei 205 °C läuft. Im Prinzip funktioniert der Druck ganz ordentlich bei fast allen Teilen.
Einzig bei den Pulleys vom Prusa Mendel war ich absolut nicht in der Lage die Zähne vernünftig aufzulösen, das Material scheint ein klein wenig zähflüssig zu sein und egal was man macht bei feinen Strukturen etwas mitzuziehen und die Strukturen so zu vernichten. Das sieht man auch bei Retraction Phasen in denen der Druckkopf von Insel zu Insel hüpft, da zieht das Material immer feine Fäden.
Die Haftung auf Glas mit Heatbed ist nebenbei klasse, wenn man mal die richtige Höhe gefunden hat.
ich drucke gerade mit PLA vom gleichen Shop und zwar dem schwarzen. Im Vergleich zum PLA von GRRF musste ich die Drucktemperatur um etwa 15 °C erhöhen so dass das ganze nun bei 205 °C läuft. Im Prinzip funktioniert der Druck ganz ordentlich bei fast allen Teilen.
Einzig bei den Pulleys vom Prusa Mendel war ich absolut nicht in der Lage die Zähne vernünftig aufzulösen, das Material scheint ein klein wenig zähflüssig zu sein und egal was man macht bei feinen Strukturen etwas mitzuziehen und die Strukturen so zu vernichten. Das sieht man auch bei Retraction Phasen in denen der Druckkopf von Insel zu Insel hüpft, da zieht das Material immer feine Fäden.
Die Haftung auf Glas mit Heatbed ist nebenbei klasse, wenn man mal die richtige Höhe gefunden hat.
In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.