Blobs auf der Innenseite und Wulste an den Kanten
geschrieben von 3D-Panda
|
Blobs auf der Innenseite und Wulste an den Kanten 09. January 2016 06:45 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 12 |
Liebes Forum,
ich habe in den letzten tag viel Zeit in die Feinkalibrierung meines RepRap Rostock Delta Drucker investiert.
Dabei habe ich auf eine Layer-Hight von 0.1 mm gesetzt und versucht optimale Temperatur und Geschwindigkeit mit einer Serie von Testdrucks zu ermitteln.
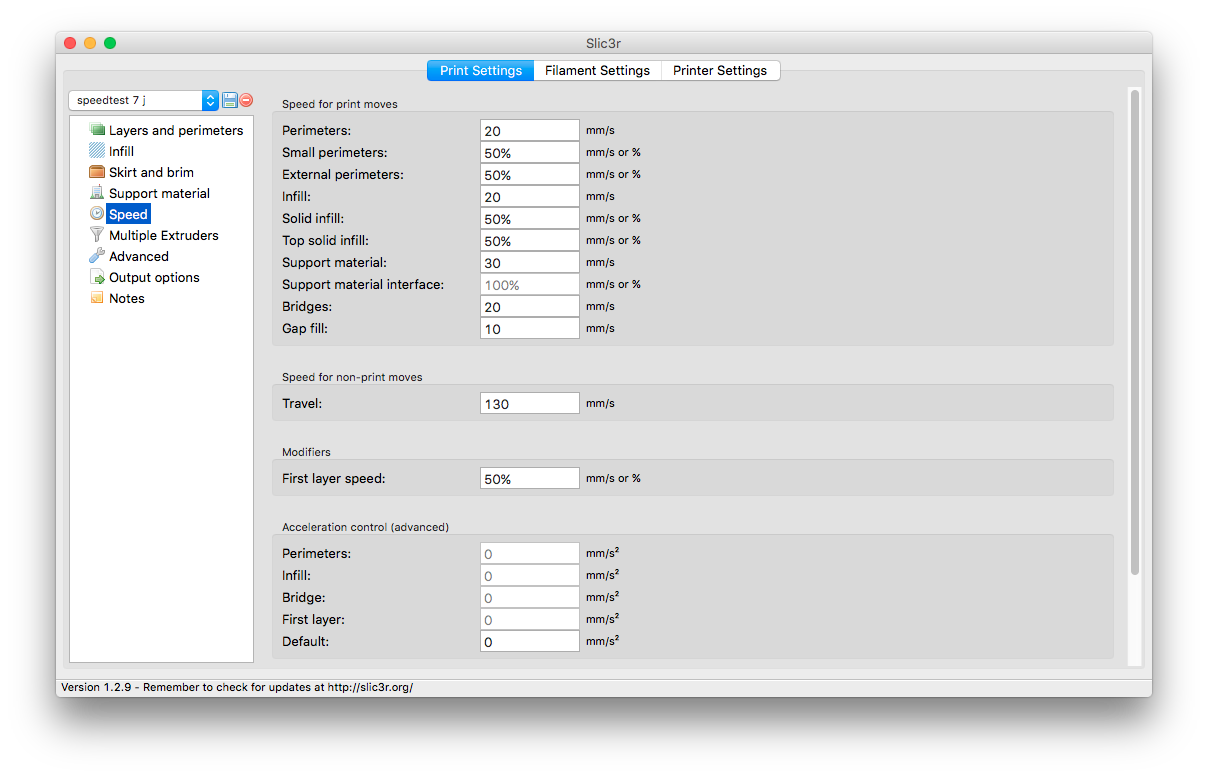
Nach einigen Tests konnte ich dann auch ganz passable Resultate erzielen. Dies jedoch nur unter wirklich langsam Geschwindigkeiten (siehe Screenshot Sclic3r).
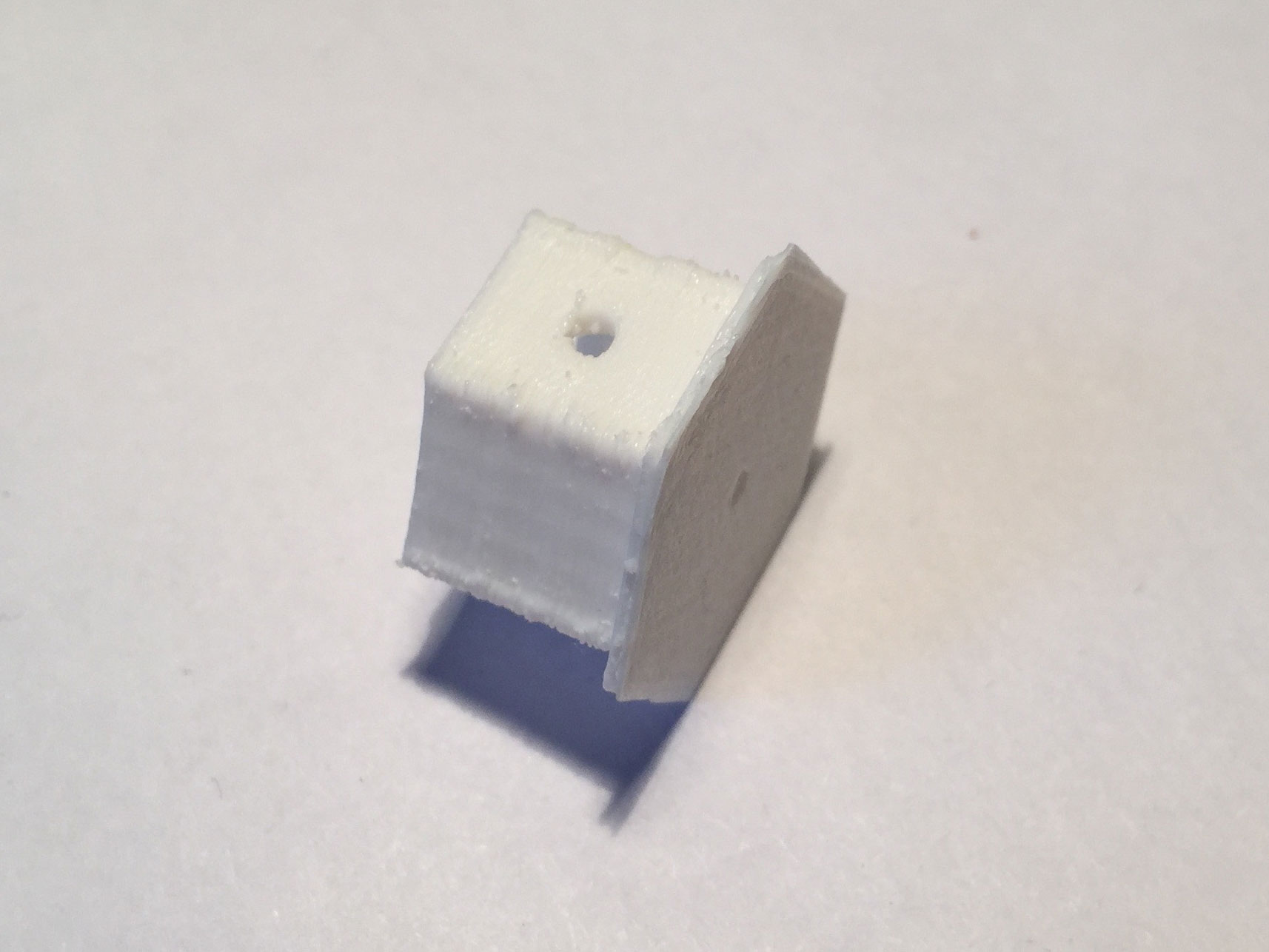
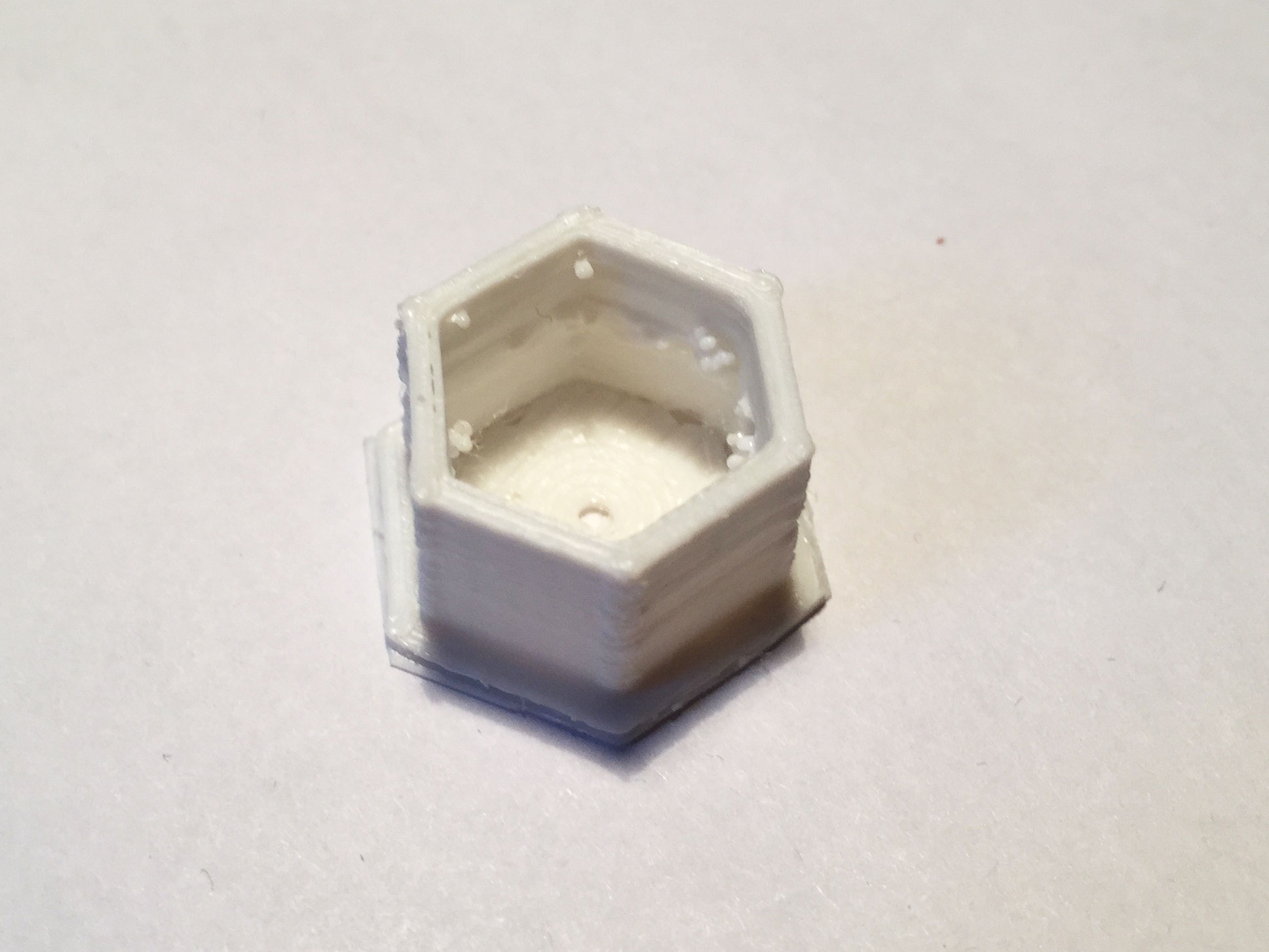
Was ich nicht in den Griff bekommen habe sind kleine Wülste an den Eck-Kanten und zum Teil Blobs in der Innenwand (siehe Fotos). Die Blobs treten vor allem dann auf, wenn sich im Model ein Loch in der Seitenwand befindet.
Hat jemand eine Idee wie man diese zwei Dinge in den Griff bekommt? Zudem: sind diese langsamen Geschwindigkeiten normal für solche feine Drucke oder gibt es einen Trick mit der Geschwindigkeit hochzufahren?
Vielen Dank für allfällige Inputs!
P.
ich habe in den letzten tag viel Zeit in die Feinkalibrierung meines RepRap Rostock Delta Drucker investiert.
Dabei habe ich auf eine Layer-Hight von 0.1 mm gesetzt und versucht optimale Temperatur und Geschwindigkeit mit einer Serie von Testdrucks zu ermitteln.
Nach einigen Tests konnte ich dann auch ganz passable Resultate erzielen. Dies jedoch nur unter wirklich langsam Geschwindigkeiten (siehe Screenshot Sclic3r).
Was ich nicht in den Griff bekommen habe sind kleine Wülste an den Eck-Kanten und zum Teil Blobs in der Innenwand (siehe Fotos). Die Blobs treten vor allem dann auf, wenn sich im Model ein Loch in der Seitenwand befindet.
Hat jemand eine Idee wie man diese zwei Dinge in den Griff bekommt? Zudem: sind diese langsamen Geschwindigkeiten normal für solche feine Drucke oder gibt es einen Trick mit der Geschwindigkeit hochzufahren?
Vielen Dank für allfällige Inputs!
P.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Blobs auf der Innenseite und Wulste an den Kanten 09. January 2016 07:46 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 2.094 |
Welche Düsen-Größe verwendest du? Und welche Temperaturen und welches Material?
Warum 0.1mm Layer-Höhe? 0.2mm ist bei der "Standard-Düse" von 0.4mm oder 0.5mm (dann eher Layerhöhe von 0.25mm) deutlich einfacher zu drucken als mit 0.1mm. Wenn die 0.2er Layer anständig funktionieren würde ich erst geringere Layer-Höhen testen.
--
Microsoft MVP in den Kategorien DirectX/XNA * Visual C++ * Visual Studio and Development Technologies seit 2011
Andere Projekte: FSR Board (ABL-Sensor-Platine inkl. Firmware) * ThirtyTwo (32Bit RepRap-Firmware)
Warum 0.1mm Layer-Höhe? 0.2mm ist bei der "Standard-Düse" von 0.4mm oder 0.5mm (dann eher Layerhöhe von 0.25mm) deutlich einfacher zu drucken als mit 0.1mm. Wenn die 0.2er Layer anständig funktionieren würde ich erst geringere Layer-Höhen testen.
--
Microsoft MVP in den Kategorien DirectX/XNA * Visual C++ * Visual Studio and Development Technologies seit 2011
- Mein Erster (RAMPS 1.4, Selbstbau WolfStrap-Derivat mit Linearführungen, Wade Extruder und E3D lite6 Hotend)
- Cub44 (Selbstbau Dual Wire Gantry Derivat mit Zahnriemen und Linearschienen, RADDS 1.5 und DUE, Custom Hotend - E3D like, Compact Bowden Extruder)
- HexMax (sechseckiger Delta (eigenes Design) mit Druckraum 300mm Durchmesser und >=400mm Höhe, RADDS 1.5, 24V, Custom Hotend, Compact Bowden Extruder)
- P3Steel Toolson MK2 - Keine Zeit zum selbst planen ;-)
Andere Projekte: FSR Board (ABL-Sensor-Platine inkl. Firmware) * ThirtyTwo (32Bit RepRap-Firmware)
|
Re: Blobs auf der Innenseite und Wulste an den Kanten 09. January 2016 11:24 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 12 |
Ich drucke PLA mit einer 0.4mm Düse bei 175°C.
Ja ich habe zuerst mit 0.25mm Layerhöhe gedruckt und hatte da eigentlich auch recht gute Resultate.
Dann wollte ich aber feiner drucken um feiner Strukturen zu erzielen und seit da habe ich eben diese Unreinheiten.
Vielleicht hatte ich diese bei 0.25mm auch schon, nur hat man sie da weniger gut gesehen.
Kann es sein, dass 0.1mm mit der 0.4mm-Düse gar nicht besser geht? Also müsste ich für diese Feinheit eine feiner Düse in Betracht ziehen?
Was sagt ihr zu den Geschwindigkeiten? Die waren nämlich auch bei 0.25mm Layerhöhe nicht markant höher. Habt ihr ähnliche oder bin ich da sehr langsam unterwegs?
Lieber Gruss
P.
Ja ich habe zuerst mit 0.25mm Layerhöhe gedruckt und hatte da eigentlich auch recht gute Resultate.
Dann wollte ich aber feiner drucken um feiner Strukturen zu erzielen und seit da habe ich eben diese Unreinheiten.
Vielleicht hatte ich diese bei 0.25mm auch schon, nur hat man sie da weniger gut gesehen.
Kann es sein, dass 0.1mm mit der 0.4mm-Düse gar nicht besser geht? Also müsste ich für diese Feinheit eine feiner Düse in Betracht ziehen?
Was sagt ihr zu den Geschwindigkeiten? Die waren nämlich auch bei 0.25mm Layerhöhe nicht markant höher. Habt ihr ähnliche oder bin ich da sehr langsam unterwegs?
Lieber Gruss
P.
In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.