Materialempfehlungen
geschrieben von theodleif
|
Materialempfehlungen 30. July 2012 17:42 |
Registrierungsdatum: 13 Jahre zuvor Beiträge: 1.918 |
Mit Bezug auf die Diskussion hier: [forums.reprap.org]
Wer kann denn welches Material empfehlen? Ich suche 1.75er und 3mm PLA. Habe gerade 2 Rollen hier liegen, von denen ich nur entsetzt bin. Bevor ich nun wieder in die K*cke greife, wollte ich einfach mal rundfragen. Ist vielleicht auch eine gute Gelegenheit, damit zu beginnen, nachdem an dem Thema ja reges Interesse signalisiert wurde.
@VDX: Kannst Du diesen Thread sticky machen?
Wer kann denn welches Material empfehlen? Ich suche 1.75er und 3mm PLA. Habe gerade 2 Rollen hier liegen, von denen ich nur entsetzt bin. Bevor ich nun wieder in die K*cke greife, wollte ich einfach mal rundfragen. Ist vielleicht auch eine gute Gelegenheit, damit zu beginnen, nachdem an dem Thema ja reges Interesse signalisiert wurde.
@VDX: Kannst Du diesen Thread sticky machen?
|
Re: Materialempfehlungen 03. August 2012 08:25 |
Registrierungsdatum: 13 Jahre zuvor Beiträge: 1.918 |
Tja, jetzt bin ich überrascht. Gibt es kein gutes Material, das man empfehlen kann?
Oder behält man das besser für sich, damit es morgen nicht ausverkauft ist? Quasi ein Kundengeheimnis.
Bisher hatte ich das grün transluzierende PLA von GRRF. Das Material lässt sich prima drucken.
Dann machte ich den Fehler, von einer günstigen Quelle zu beziehen ...
Oder behält man das besser für sich, damit es morgen nicht ausverkauft ist? Quasi ein Kundengeheimnis.
Bisher hatte ich das grün transluzierende PLA von GRRF. Das Material lässt sich prima drucken.
Dann machte ich den Fehler, von einer günstigen Quelle zu beziehen ...
|
Re: Materialempfehlungen 03. August 2012 08:41 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 1.323 |
|
Re: Materialempfehlungen 03. August 2012 08:51 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 3.742 |
Ich hab 13 verschiedene PLA farben von GRRF gekauft, die lassen sich alle Prima drucken mit die gleiche einstellungen.
Bob Morrison
Wörth am Rhein, Germany
"Luke, use the source!"
BLOG - PHOTOS - Thingiverse
Bob Morrison
Wörth am Rhein, Germany
"Luke, use the source!"
BLOG - PHOTOS - Thingiverse
|
Re: Materialempfehlungen 03. August 2012 17:15 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 675 |
Hab vorwieged 3mm PLA von Grrf bezogen, einwandrei das Zeug, Reprapworld ist aber preiswerter leider aber keine durchgefärbten Farben, aber PLA ist nicht schlecht je nach Farbe
Bisher verdruckt und damit auch gestestet
Schwarz 100% OK mechanisch sehr robust nach drucken etwas flexibel, tiefschwarz und schön glänzend
Rot 100% OK mechanisch robust nach drucke relativ hart, schönen Farbe, leichter glanz nach drucken
Gelb 100% OK mechanisch sehr robust nach drucken etwas flexibel schönen Farbe leichter glanz nach drucken
Leucht Orange 100% OK TOLLE Farbe ! SUPETRTOLLE Farbe, besonders im hellen
Perlviolett 100% OK und sieht sehr edel nach dem Drucken aus, relativ hart nach drucken leichter glanz
Silber ist NICHT zu empfehlen, krümelt beim Drucken, und sieht nach dem Drucken nicht besonders aus und ist matt,
ausserdem ist es auch sehr weich
1 Vor allem tolle DURCHGEFÄRBE Farben für PLA, und nach Druck schöneren Glanz
2 Teilweise etwas oval aber das Volumen ist über die Länge sehr genau, daher keine Nachteile im Druck
3 Druck-Temperaturen für meinen Drucker je nach Mat. zwischen 200-210 Grad.
4.Ordentlich verpackt im Karton und dann noch Folie drum
Hardwarekiller
1-mal bearbeitet. Zuletzt am 03.08.12 18:30.
Bisher verdruckt und damit auch gestestet
Schwarz 100% OK mechanisch sehr robust nach drucken etwas flexibel, tiefschwarz und schön glänzend
Rot 100% OK mechanisch robust nach drucke relativ hart, schönen Farbe, leichter glanz nach drucken
Gelb 100% OK mechanisch sehr robust nach drucken etwas flexibel schönen Farbe leichter glanz nach drucken
Leucht Orange 100% OK TOLLE Farbe ! SUPETRTOLLE Farbe, besonders im hellen
Perlviolett 100% OK und sieht sehr edel nach dem Drucken aus, relativ hart nach drucken leichter glanz
Silber ist NICHT zu empfehlen, krümelt beim Drucken, und sieht nach dem Drucken nicht besonders aus und ist matt,
ausserdem ist es auch sehr weich
1 Vor allem tolle DURCHGEFÄRBE Farben für PLA, und nach Druck schöneren Glanz
2 Teilweise etwas oval aber das Volumen ist über die Länge sehr genau, daher keine Nachteile im Druck
3 Druck-Temperaturen für meinen Drucker je nach Mat. zwischen 200-210 Grad.
4.Ordentlich verpackt im Karton und dann noch Folie drum
Hardwarekiller
1-mal bearbeitet. Zuletzt am 03.08.12 18:30.
|
Re: Materialempfehlungen 03. August 2012 19:22 |
Registrierungsdatum: 13 Jahre zuvor Beiträge: 1.918 |
|
Re: Materialempfehlungen 04. August 2012 03:54 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 3.742 |
Silber (von GRRF) läßt sich auch Prima drucken und sieht Toll aus!
Bob Morrison
Wörth am Rhein, Germany
"Luke, use the source!"
BLOG - PHOTOS - Thingiverse

Bob Morrison
Wörth am Rhein, Germany
"Luke, use the source!"
BLOG - PHOTOS - Thingiverse
|
Re: Materialempfehlungen 04. August 2012 05:30 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 7.505 |
Bob wann hast du das Material denn gekauft ? Ist das das vom letzten Jahr ?
Denn GRRF hat ja zwischenzeitlich den Hersteller gewechselt (laut eigener Aussage)
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
Denn GRRF hat ja zwischenzeitlich den Hersteller gewechselt (laut eigener Aussage)
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org |  |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Materialempfehlungen 04. August 2012 05:45 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 3.742 |
Ja, ist von letztes Jahr!
Bob Morrison
Wörth am Rhein, Germany
"Luke, use the source!"
BLOG - PHOTOS - Thingiverse
Bob Morrison
Wörth am Rhein, Germany
"Luke, use the source!"
BLOG - PHOTOS - Thingiverse
|
Re: Materialempfehlungen 04. August 2012 05:46 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 3.742 |
Tcha, vielleicht mussen die wieder wechseln wenn die neue silber so schlecht ist wie Hardwarekiller ihn beschreiben hast!!
2-mal bearbeitet. Zuletzt am 04.08.12 05:48.
Bob Morrison
Wörth am Rhein, Germany
"Luke, use the source!"
BLOG - PHOTOS - Thingiverse
2-mal bearbeitet. Zuletzt am 04.08.12 05:48.
Bob Morrison
Wörth am Rhein, Germany
"Luke, use the source!"
BLOG - PHOTOS - Thingiverse
|
Re: Materialempfehlungen 04. August 2012 09:35 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 1.323 |
|
Re: Materialempfehlungen 05. August 2012 02:20 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 326 |
@Stoffel
Das war mal geplant wurde aber rückgängig gemacht.
Somit gleiches Matereial bei gleicher Qualität.
VG
Florian
GRR - German RepRap
Das war mal geplant wurde aber rückgängig gemacht.
Somit gleiches Matereial bei gleicher Qualität.
VG
Florian
GRR - German RepRap
|
Re: Materialempfehlungen 05. August 2012 05:19 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 17 |
Ich habe noch keinen echten Druck gemacht, aber beim kalibrieren vom Extruder ist mir aufgefallen, dass das himmelblaue transparente 3mm PLA von 2printbeta teilweise einen Durchmesser von >3,2 mm aufweisst. [www.2printbeta.de]
Das hat bei mir diverse Male zu Verstopfungen geführt ... im Hot-End
Beim (normal) transparenten 3mm PLA von 2printbeta scheint das Problem nicht zu bestehen. [www.2printbeta.de]
1-mal bearbeitet. Zuletzt am 05.08.12 05:20.
Das hat bei mir diverse Male zu Verstopfungen geführt ... im Hot-End
Beim (normal) transparenten 3mm PLA von 2printbeta scheint das Problem nicht zu bestehen. [www.2printbeta.de]
1-mal bearbeitet. Zuletzt am 05.08.12 05:20.
|
Re: Materialempfehlungen 06. August 2012 20:34 |
Registrierungsdatum: 13 Jahre zuvor Beiträge: 1.918 |
|
Re: Materialempfehlungen 07. August 2012 01:38 |
Registrierungsdatum: 12 Jahre zuvor Beiträge: 1.323 |
|
Re: Materialempfehlungen 17. August 2012 16:22 |
Registrierungsdatum: 13 Jahre zuvor Beiträge: 1.918 |
Materialsteckbrief
Art: PLA
Durchmesser: 3 mm
Farbe: weiß
gemessener Durchmesser: 2,8 - 2,9 mm
verwendetes Hotend: Reprap-fab.org
Feed Rate: 64 mm/s
Flow Rate: 64 mm/s
optimale Extrusionstemperatur: 170°C
Druckbett-Temperatur: 60°C
Druckbett-Material: Glas
Beschreibung:
negativ:
- das Filament "fließt" nicht richtig aus der Düse und klebt gern daran fest
- das Filament druckt sich zäh und nicht sehr filigran
- auf dem Material haften Schmutzpartikel
positiv:
- das Filament haftet gut auf dem Druckbett
- die Bindung der Layer aneinander ist aufgrund der klebrigen Eigenschaften des Materials sehr hoch
- kein Warping
Gesamtbeurteilung:
Gewöhnungsbedürftig. Aufgrund der "klebrigen" Eigenschaften für große Teile geeignet, die stabil werden sollen. Gerade auch, weil kein Warping auftritt.
Lieferant: fabber-parts.de
1-mal bearbeitet. Zuletzt am 17.08.12 17:11.
Art: PLA
Durchmesser: 3 mm
Farbe: weiß
gemessener Durchmesser: 2,8 - 2,9 mm
verwendetes Hotend: Reprap-fab.org
Feed Rate: 64 mm/s
Flow Rate: 64 mm/s
optimale Extrusionstemperatur: 170°C
Druckbett-Temperatur: 60°C
Druckbett-Material: Glas
Beschreibung:
negativ:
- das Filament "fließt" nicht richtig aus der Düse und klebt gern daran fest
- das Filament druckt sich zäh und nicht sehr filigran
- auf dem Material haften Schmutzpartikel
positiv:
- das Filament haftet gut auf dem Druckbett
- die Bindung der Layer aneinander ist aufgrund der klebrigen Eigenschaften des Materials sehr hoch
- kein Warping
Gesamtbeurteilung:
Gewöhnungsbedürftig. Aufgrund der "klebrigen" Eigenschaften für große Teile geeignet, die stabil werden sollen. Gerade auch, weil kein Warping auftritt.
Lieferant: fabber-parts.de
1-mal bearbeitet. Zuletzt am 17.08.12 17:11.
|
Re: Materialempfehlungen 17. August 2012 16:29 |
Registrierungsdatum: 13 Jahre zuvor Beiträge: 1.918 |
Materialsteckbrief
Art: PLA
Durchmesser: 3 mm
Farbe: blau
gemessener Durchmesser: 2,8 - 3,3 mm
verwendetes Hotend: Reprap-fab.org
Feed Rate: 64 mm/s
Flow Rate: 64 mm/s
optimale Extrusionstemperatur: 160°C
Druckbett-Temperatur: 65°C
Druckbett-Material: Glas
Beschreibung:
negativ:
- das Material zieht Fäden
- das Material extrudiert nicht gleichmäßig
- das Material verkokelt bei 170°C
- das Material haftet nicht gut auf dem Druckbett
positiv:
Gesamtbeurteilung:
Ungeeignet.
Lieferant: Ausland. Lieferant möchte nicht genannt werden. Info nur per PM.
1-mal bearbeitet. Zuletzt am 18.08.12 04:31.
Art: PLA
Durchmesser: 3 mm
Farbe: blau
gemessener Durchmesser: 2,8 - 3,3 mm
verwendetes Hotend: Reprap-fab.org
Feed Rate: 64 mm/s
Flow Rate: 64 mm/s
optimale Extrusionstemperatur: 160°C
Druckbett-Temperatur: 65°C
Druckbett-Material: Glas
Beschreibung:
negativ:
- das Material zieht Fäden
- das Material extrudiert nicht gleichmäßig
- das Material verkokelt bei 170°C
- das Material haftet nicht gut auf dem Druckbett
positiv:
Gesamtbeurteilung:
Ungeeignet.
Lieferant: Ausland. Lieferant möchte nicht genannt werden. Info nur per PM.
1-mal bearbeitet. Zuletzt am 18.08.12 04:31.
|
Re: Materialempfehlungen 18. August 2012 04:39 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 7.505 |
"gemessener Durchmesser: 2,8 - 3,3 mm"
Das ist auch schon etwas viel ... mit 3.3 schon fast zu dick.
"- das Material extrudiert nicht gleichmäßig"
Aufgrund von den Durchmesserschwankungen ja logisch.
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
Das ist auch schon etwas viel ... mit 3.3 schon fast zu dick.
"- das Material extrudiert nicht gleichmäßig"
Aufgrund von den Durchmesserschwankungen ja logisch.
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Materialempfehlungen 18. August 2012 04:50 |
Registrierungsdatum: 13 Jahre zuvor Beiträge: 1.918 |
Materialsteckbrief
Art: PLA
Durchmesser: 3 mm
Farbe: grün-transluzierend
gemessener Durchmesser: 2,8 - 2,9 mm
verwendetes Hotend: Reprap-fab.org
Feed Rate: 64 mm/s
Flow Rate: 64 mm/s
optimale Extrusionstemperatur: 165°C
Druckbett-Temperatur: 60°C
Druckbett-Material: Glas
Beschreibung:
negativ:
- leichte Neigung zum Warping. Heizbett bei größeren Teilen auf 65°C stellen.
positiv:
- das Material fließt sehr gut aus dem Hotend
- lässt sich filigran drucken
- haftet gut auf dem Druckbett
Gesamtbeurteilung:
Hervorragende Eigenschaften. Ermöglicht sehr präzise Drucke.
Lieferant: GRRF
1-mal bearbeitet. Zuletzt am 19.08.12 03:30.
Art: PLA
Durchmesser: 3 mm
Farbe: grün-transluzierend
gemessener Durchmesser: 2,8 - 2,9 mm
verwendetes Hotend: Reprap-fab.org
Feed Rate: 64 mm/s
Flow Rate: 64 mm/s
optimale Extrusionstemperatur: 165°C
Druckbett-Temperatur: 60°C
Druckbett-Material: Glas
Beschreibung:
negativ:
- leichte Neigung zum Warping. Heizbett bei größeren Teilen auf 65°C stellen.
positiv:
- das Material fließt sehr gut aus dem Hotend
- lässt sich filigran drucken
- haftet gut auf dem Druckbett
Gesamtbeurteilung:
Hervorragende Eigenschaften. Ermöglicht sehr präzise Drucke.
Lieferant: GRRF
1-mal bearbeitet. Zuletzt am 19.08.12 03:30.
|
Re: Materialempfehlungen 01. September 2012 02:12 |
Registrierungsdatum: 13 Jahre zuvor Beiträge: 1.918 |
Materialsteckbrief
Art: PLA
Durchmesser: 3 mm
Farbe: gelb
gemessener Durchmesser: 2,8 - 2,9 mm
verwendetes Hotend: Reprap-fab.org
Feed Rate: 64 mm/s
Flow Rate: 64 mm/s
optimale Extrusionstemperatur: 190°C
Druckbett-Temperatur: 60°C
Druckbett-Material: Glas
Beschreibung:
negativ:
- starke Neigung zum Warping.
- keine gute Haftung am Druckbett
positiv:
- lässt sich filigran drucken
Gesamtbeurteilung:
Aufgrund der starken Neigung zum Warping, sollte vor dem Druck großer Teile ein Primer auf das Druckbett aufgetragen werden. Dann lässt sich mit dem Material gut drucken.
Lieferant: Multec (genannt, da das Material bereits im Forum empfohlen wurde)
Art: PLA
Durchmesser: 3 mm
Farbe: gelb
gemessener Durchmesser: 2,8 - 2,9 mm
verwendetes Hotend: Reprap-fab.org
Feed Rate: 64 mm/s
Flow Rate: 64 mm/s
optimale Extrusionstemperatur: 190°C
Druckbett-Temperatur: 60°C
Druckbett-Material: Glas
Beschreibung:
negativ:
- starke Neigung zum Warping.
- keine gute Haftung am Druckbett
positiv:
- lässt sich filigran drucken
Gesamtbeurteilung:
Aufgrund der starken Neigung zum Warping, sollte vor dem Druck großer Teile ein Primer auf das Druckbett aufgetragen werden. Dann lässt sich mit dem Material gut drucken.
Lieferant: Multec (genannt, da das Material bereits im Forum empfohlen wurde)
|
Re: Materialempfehlungen 27. September 2012 09:07 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 390 |
Hallo theodleif,
erstmal vielen Dank für die ausführlichen Materialsteckbriefe!
Mic würde interessieren, wie du die optimale Extrusionstemperatur ermittelst. Das ist mit Testreihen doch sehr aufwändig und langwierig und produziert viel Ausschuss? Oder hast du dafür einen speziellen Workflow (z.B. mit Makros)?
Gruß
Stefan
erstmal vielen Dank für die ausführlichen Materialsteckbriefe!
Mic würde interessieren, wie du die optimale Extrusionstemperatur ermittelst. Das ist mit Testreihen doch sehr aufwändig und langwierig und produziert viel Ausschuss? Oder hast du dafür einen speziellen Workflow (z.B. mit Makros)?
Gruß
Stefan
|
Re: Materialempfehlungen 27. September 2012 11:09 |
Registrierungsdatum: 13 Jahre zuvor Beiträge: 1.918 |
Durch eine Art Intervallhalbierungsverfahren. PLA wird meistens flüssiger, wenn es heißer wird. Dann findet man den Punkt recht gut.
Ich mache mir allerdings Gedanken über ein geeignetes Viskosimeter. Aber man hat viel zu wenig Zeit und Hände für die vielen Ideen, die sich in Reprap ergeben.
Streng genommen ist die Angabe einer geeigneten Extrusionstemperatur eh nur für den jeweiligen Hotend-Typ brauchbar. Es macht z.B. einen Unterschied, ob das Hotend eine Wechseldüse hat oder nicht. Bei der unten aufgeschraubten Wechseldüse nimmt die Temperatur ab dem Heizblock nach unten wieder ab. Manches Material kommt damit nicht gut klar. So habe ich z.B. Material hier, dass ab einer bestimmten Temperatur harte, dunkle Klumpen bildet (ich denke, ein Verkohlungsprozess). Wenn Du die Temperatur am Heizblock überschreitest, um an der Düse unten noch heiß genug zu sein, bekommst Du einen Extruder-Jam.
Mit einer alten V1 vom Wolfgang lässt sich das Material prima extrudieren, weil man mit der Temperatur tiefer bleiben kann. Der Heizblock ist da ganz nah an der Düse.
Mancher würde nun sagen, es sei schlechtes Material. Stimmt aber so nicht, denn die gedruckten Teile werden ultrastabil, weil die Layer besser aneinanderhaften als bei "gewöhnlichem" Material. Man braucht halt das passende Hotend dazu. Beides muss zueinander passen.
Der Anspruch "Ein Hotend für alles" ist streng genommen genau so wenig richtig wie "Ein Material für alles".
Probieren kann man nur, wenn man Auswahl hat. Dafür sind Hotends und Filament für die meisten jedoch zu teuer. Ich denke jedoch, das wird sich ändern.
Ich mache mir allerdings Gedanken über ein geeignetes Viskosimeter. Aber man hat viel zu wenig Zeit und Hände für die vielen Ideen, die sich in Reprap ergeben.
Streng genommen ist die Angabe einer geeigneten Extrusionstemperatur eh nur für den jeweiligen Hotend-Typ brauchbar. Es macht z.B. einen Unterschied, ob das Hotend eine Wechseldüse hat oder nicht. Bei der unten aufgeschraubten Wechseldüse nimmt die Temperatur ab dem Heizblock nach unten wieder ab. Manches Material kommt damit nicht gut klar. So habe ich z.B. Material hier, dass ab einer bestimmten Temperatur harte, dunkle Klumpen bildet (ich denke, ein Verkohlungsprozess). Wenn Du die Temperatur am Heizblock überschreitest, um an der Düse unten noch heiß genug zu sein, bekommst Du einen Extruder-Jam.
Mit einer alten V1 vom Wolfgang lässt sich das Material prima extrudieren, weil man mit der Temperatur tiefer bleiben kann. Der Heizblock ist da ganz nah an der Düse.
Mancher würde nun sagen, es sei schlechtes Material. Stimmt aber so nicht, denn die gedruckten Teile werden ultrastabil, weil die Layer besser aneinanderhaften als bei "gewöhnlichem" Material. Man braucht halt das passende Hotend dazu. Beides muss zueinander passen.
Der Anspruch "Ein Hotend für alles" ist streng genommen genau so wenig richtig wie "Ein Material für alles".
Probieren kann man nur, wenn man Auswahl hat. Dafür sind Hotends und Filament für die meisten jedoch zu teuer. Ich denke jedoch, das wird sich ändern.
|
Re: Materialempfehlungen 27. September 2012 11:52 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 390 |
Hi theodleif,
danke für die schnelle Antwort. Also näherst Du dich schrittweise an die passende Temperatur von oben und unten an. Machst Du das anhand von gedruckten Teilen oder beurteilst Du bei Probeextrusionen "ins Leere" die Viskosität der Wurst nach deiner Erfahrung - also wie "glatt" die austritt, sich kringelt etc.?
Dass das Ergebnis nur Richtwert sein kann ist mir schon klar. Die "beste" Temperatur hängt ja nicht nur von der Bauweise des Hotends ab, sondern auch vom erforderlichen Materialdurchsatz (Druckgeschwindigkeit, etc.) und nicht zuletzt vom Bauteil: Einen massiven Block würde ich eher mit höherer Temperatur drucken als etwas sehr Filigranes mit langen Wegen zwischen den Inseln.
Auf das Viskosimeter bin ich sehr gespannt! Das muss dann ja auf Betriebstemperatur arbeiten - oder dachtest Du gar an den Einsatz im Druckkopf zur Temperaturregelung
Gruß,
Stefan
danke für die schnelle Antwort. Also näherst Du dich schrittweise an die passende Temperatur von oben und unten an. Machst Du das anhand von gedruckten Teilen oder beurteilst Du bei Probeextrusionen "ins Leere" die Viskosität der Wurst nach deiner Erfahrung - also wie "glatt" die austritt, sich kringelt etc.?
Dass das Ergebnis nur Richtwert sein kann ist mir schon klar. Die "beste" Temperatur hängt ja nicht nur von der Bauweise des Hotends ab, sondern auch vom erforderlichen Materialdurchsatz (Druckgeschwindigkeit, etc.) und nicht zuletzt vom Bauteil: Einen massiven Block würde ich eher mit höherer Temperatur drucken als etwas sehr Filigranes mit langen Wegen zwischen den Inseln.
Auf das Viskosimeter bin ich sehr gespannt! Das muss dann ja auf Betriebstemperatur arbeiten - oder dachtest Du gar an den Einsatz im Druckkopf zur Temperaturregelung
Gruß,
Stefan
|
Re: Materialempfehlungen 27. September 2012 12:17 |
Registrierungsdatum: 13 Jahre zuvor Beiträge: 1.918 |
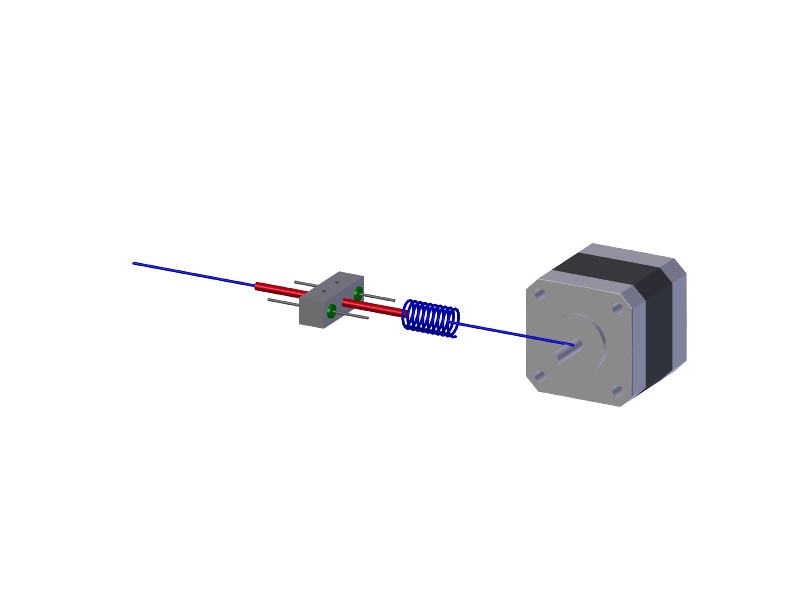
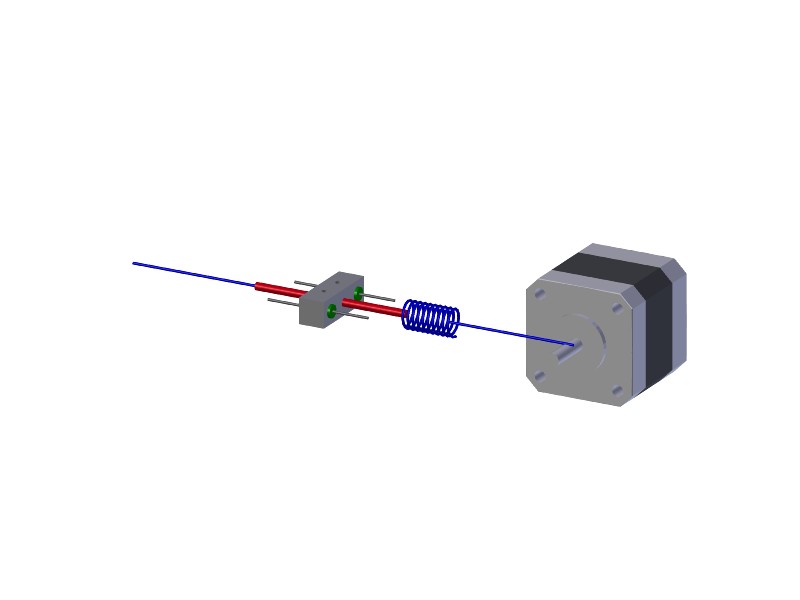
Meine Überlegungen zum Viskosimeter gehen in diese Richtung:
Hier siehst Du einen Heizklotz in der Mitte, durch den ein Stück Filament gespannt ist. Spult jetzt der Schrittmotor den blauen Faden auf, dehnt sich die blaue Feder und es wirkt eine bestimmte Zugkraft F auf das Filament.
Für eine Reihe von Temperaturen T ermitteln wir nun die Kraft F, die erforderlich ist, bis das Filament reißt.
Diese Kraft F dürfte mit der Kraft, die der Extruder braucht, um das Material durch die Düse zu pressen, korrelieren.
Auf diese Weise vergleichen wir verschiedene Filamentsorten.

Hier siehst Du einen Heizklotz in der Mitte, durch den ein Stück Filament gespannt ist. Spult jetzt der Schrittmotor den blauen Faden auf, dehnt sich die blaue Feder und es wirkt eine bestimmte Zugkraft F auf das Filament.
Für eine Reihe von Temperaturen T ermitteln wir nun die Kraft F, die erforderlich ist, bis das Filament reißt.
Diese Kraft F dürfte mit der Kraft, die der Extruder braucht, um das Material durch die Düse zu pressen, korrelieren.
Auf diese Weise vergleichen wir verschiedene Filamentsorten.
|
Re: Materialempfehlungen 27. September 2012 12:47 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 390 |
Schlauer Ansatz, im Gegensatz zu Durchflussmessungen! - aber reißt denn das Filament? es dehnt sich doch erst mal ordentlich (und kühlt dann seitlich des Heizblocks wieder aus)... 
Falls das klappt, könnte man z.B. unter Berücksichtigung des Düsendurchmessers, der Kraft des Extruders (,???) die maximale Extrudiergeschwindigkeit ausrechnen.
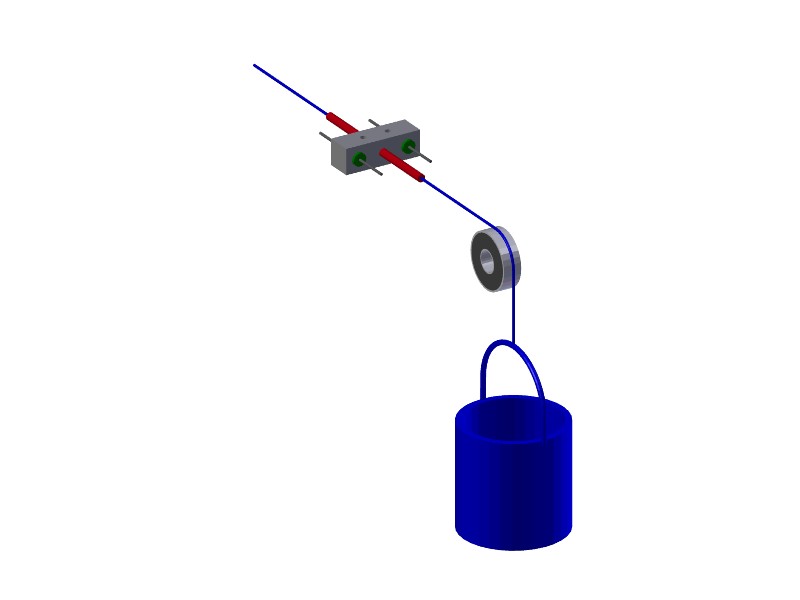
Zu deinem Aufbau: wäre es nicht einfacher, das Filament mit einer fixen Kraft zu belasten (anstelle des Motors, z.B. ein Gewicht ranhängen oder eine Konstantkraftfeder) und zu messen, bei welcher Temperatur die "Reaktion" eintritt?
Gruß
Stefan
Falls das klappt, könnte man z.B. unter Berücksichtigung des Düsendurchmessers, der Kraft des Extruders (,???) die maximale Extrudiergeschwindigkeit ausrechnen.
Zu deinem Aufbau: wäre es nicht einfacher, das Filament mit einer fixen Kraft zu belasten (anstelle des Motors, z.B. ein Gewicht ranhängen oder eine Konstantkraftfeder) und zu messen, bei welcher Temperatur die "Reaktion" eintritt?
Gruß
Stefan
|
Re: Materialempfehlungen 27. September 2012 15:15 |
Registrierungsdatum: 13 Jahre zuvor Beiträge: 1.918 |
Alterego Wrote:
-------------------------------------------------------
> Schlauer Ansatz, im Gegensatz zu
> Durchflussmessungen! - aber reißt denn das
> Filament? es dehnt sich doch erst mal ordentlich
> (und kühlt dann seitlich des Heizblocks wieder
> aus)...
Irgendwann reißt es natürlich. Das Problem dürfte aber sein, dass sich beim Dehnen die Federkraft verändert.
>
> Zu deinem Aufbau: wäre es nicht einfacher, das
> Filament mit einer fixen Kraft zu belasten
> (anstelle des Motors, z.B. ein Gewicht ranhängen
> oder eine Konstantkraftfeder) und zu messen, bei
> welcher Temperatur die "Reaktion" eintritt?
Eine Kraftänderung kann man besser regeln als eine Temperaturänderung. Ein Temperatur-Overshoot würde die Messung ruinieren.
Gewichtskraft ist eine gute Idee, da sie unabhängig von der Dehnung des Filaments gleich bleibt. Zudem kann man Gewicht gut kontrolliert erhöhen.
-------------------------------------------------------
> Schlauer Ansatz, im Gegensatz zu
> Durchflussmessungen! - aber reißt denn das
> Filament? es dehnt sich doch erst mal ordentlich
> (und kühlt dann seitlich des Heizblocks wieder
> aus)...
Irgendwann reißt es natürlich. Das Problem dürfte aber sein, dass sich beim Dehnen die Federkraft verändert.
>
> Zu deinem Aufbau: wäre es nicht einfacher, das
> Filament mit einer fixen Kraft zu belasten
> (anstelle des Motors, z.B. ein Gewicht ranhängen
> oder eine Konstantkraftfeder) und zu messen, bei
> welcher Temperatur die "Reaktion" eintritt?
Eine Kraftänderung kann man besser regeln als eine Temperaturänderung. Ein Temperatur-Overshoot würde die Messung ruinieren.
Gewichtskraft ist eine gute Idee, da sie unabhängig von der Dehnung des Filaments gleich bleibt. Zudem kann man Gewicht gut kontrolliert erhöhen.
|
Re: Materialempfehlungen 27. September 2012 16:33 |
Registrierungsdatum: 13 Jahre zuvor Beiträge: 1.918 |
Hat jemand damit Erfahrungen gemacht? [www.ebay.de]
|
Re: Materialempfehlungen 27. September 2012 16:54 |
Registrierungsdatum: 13 Jahre zuvor Beiträge: 1.918 |

|
Re: Materialempfehlungen 28. September 2012 04:59 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 390 |
Moin moin,
für mein bescheidenes technisches Verständnis ist das schlüssiger, weil mir die Funktion des Motors nicht eingeleuchtet hat. Da ich aber nicht vom Fach bin, kann ich kaum Weiteres beitragen...
Back to topic:
Neue interessante Materialien bei GRRG (GRRF): Holz und PS
Das Holzzeug habe ich schon zuhause - vielleicht komme ich am Wochenende mal zum Testen. Man soll das sehr, sehr langsam drucken.
Gruß
Stefan
für mein bescheidenes technisches Verständnis ist das schlüssiger, weil mir die Funktion des Motors nicht eingeleuchtet hat. Da ich aber nicht vom Fach bin, kann ich kaum Weiteres beitragen...
Back to topic:
Neue interessante Materialien bei GRRG (GRRF): Holz und PS
Das Holzzeug habe ich schon zuhause - vielleicht komme ich am Wochenende mal zum Testen. Man soll das sehr, sehr langsam drucken.
Gruß
Stefan
|
Re: Materialempfehlungen 02. October 2012 06:14 |
Registrierungsdatum: 14 Jahre zuvor Beiträge: 7.505 |
@Detlef
"Streng genommen ist die Angabe einer geeigneten Extrusionstemperatur eh nur für den jeweiligen Hotend-Typ brauchbar. Es macht z.B. einen Unterschied, ob das Hotend eine Wechseldüse hat oder nicht. Bei der unten aufgeschraubten Wechseldüse nimmt die Temperatur ab dem Heizblock nach unten wieder ab. Manches Material kommt damit nicht gut klar. "
Wenn sich die Temperaturdifferenz im 10° Bereich bewegen würde, aber nicht bei maximal 0,5-1° Wenn es die überhaupt sind.
Deine Theorien sind an den Haaren herbei gezogen.
"So habe ich z.B. Material hier, dass ab einer bestimmten Temperatur harte, dunkle Klumpen bildet (ich denke, ein Verkohlungsprozess). Wenn Du die Temperatur am Heizblock überschreitest, um an der Düse unten noch heiß genug zu sein, bekommst Du einen Extruder-Jam. "
Das ist wenn überhaupt Material bedingt, hängt aber nicht mit der Düse zusammen. Mach lieber mal eine vernünftige Materialanalyse bevor du das auf die Düsen schiebst.
" Mit einer alten V1 vom Wolfgang lässt sich das Material prima extrudieren, weil man mit der Temperatur tiefer bleiben kann. Der Heizblock ist da ganz nah an der Düse."
Das ist absoluter Quatsch den du hier von dir gibst !
Da der Heizblock oben auf der Mutter aufliegt und dort eine zusätzliche Übertragungsfläche für die Wärme entsteht ist an der Spitze so gut wie kein Wärmeunterschied. Und wenn ist er so minimal, das er sich nicht bemerkbar macht. Um die Probleme zu bekommen, die du hier beschreibst, müsste eine Differenz von 50° und mehr entstehen... und das ist nicht der Fall.
Wenn ich natürlich einen schlecht Wärme leitendes Material für die Düse nehme, z.B. Edelstahl, könnten solche Effekte auftreten. Denn das blockiert die Wärme nicht nur nach oben, sondern auch nach unten. Aber nicht bei Messing. Das leitet die Wärme um ein vielfaches besser.
Hör auf so einen Quatsch zu erzählen
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
"Streng genommen ist die Angabe einer geeigneten Extrusionstemperatur eh nur für den jeweiligen Hotend-Typ brauchbar. Es macht z.B. einen Unterschied, ob das Hotend eine Wechseldüse hat oder nicht. Bei der unten aufgeschraubten Wechseldüse nimmt die Temperatur ab dem Heizblock nach unten wieder ab. Manches Material kommt damit nicht gut klar. "
Wenn sich die Temperaturdifferenz im 10° Bereich bewegen würde, aber nicht bei maximal 0,5-1° Wenn es die überhaupt sind.
Deine Theorien sind an den Haaren herbei gezogen.
"So habe ich z.B. Material hier, dass ab einer bestimmten Temperatur harte, dunkle Klumpen bildet (ich denke, ein Verkohlungsprozess). Wenn Du die Temperatur am Heizblock überschreitest, um an der Düse unten noch heiß genug zu sein, bekommst Du einen Extruder-Jam. "
Das ist wenn überhaupt Material bedingt, hängt aber nicht mit der Düse zusammen. Mach lieber mal eine vernünftige Materialanalyse bevor du das auf die Düsen schiebst.
" Mit einer alten V1 vom Wolfgang lässt sich das Material prima extrudieren, weil man mit der Temperatur tiefer bleiben kann. Der Heizblock ist da ganz nah an der Düse."
Das ist absoluter Quatsch den du hier von dir gibst !
Da der Heizblock oben auf der Mutter aufliegt und dort eine zusätzliche Übertragungsfläche für die Wärme entsteht ist an der Spitze so gut wie kein Wärmeunterschied. Und wenn ist er so minimal, das er sich nicht bemerkbar macht. Um die Probleme zu bekommen, die du hier beschreibst, müsste eine Differenz von 50° und mehr entstehen... und das ist nicht der Fall.
Wenn ich natürlich einen schlecht Wärme leitendes Material für die Düse nehme, z.B. Edelstahl, könnten solche Effekte auftreten. Denn das blockiert die Wärme nicht nur nach oben, sondern auch nach unten. Aber nicht bei Messing. Das leitet die Wärme um ein vielfaches besser.
Hör auf so einen Quatsch zu erzählen
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.